El acero 35MnB se utiliza ampliamente en los componentes de los chasis de oruga de la maquinaria de construcción debido a su excelente templabilidad y rendimiento superior en los procesos de tratamiento térmico.
Algunos ejemplos de estas piezas son los cuerpos de las ruedas de rodillos, los eslabones de los raíles de las cadenas de orugas, los bloques de dientes y otros componentes resistentes al desgaste.
1. Efecto de los elementos principales en el acero 35MnB
Dadas las duras condiciones de funcionamiento de sus aplicaciones, el uso del acero 35MnB requiere que se encuentre en estado templado y revenido.
La templabilidad y la endurecibilidad son indicadores cruciales para templado y revenido y sus valores suelen mantenerse mediante un control estricto de elementos clave como el carbono (C), el silicio (Si), el manganeso (Mn), el boro (B) y el cromo (Cr), que tienen un impacto significativo en la templabilidad.
1.1 Efecto del contenido de C
En contenido en carbono en el acero 35MnB determina la dureza alcanzable tras el temple. Un mayor contenido de carbono conlleva una mayor dureza de temple, pero también aumenta el riesgo de agrietamiento y reduce la plasticidad y la tenacidad al impacto del acero.
Para componentes cruciales como el chasis de la oruga, para minimizar el efecto de la fluctuación del contenido de carbono en la dureza de la superficie y la profundidad de la capa de temple, es necesario establecer requisitos para seleccionar el contenido de carbono. Generalmente, los límites superior e inferior del contenido de carbono se controlan dentro de un rango de 0,05%.
1.2 Efecto del contenido de Si
Además de mejorar la resistencia y la templabilidad, el silicio en el acero 35MnB también ayuda a eliminar el gas del acero y a estabilizarlo durante la acería.
Sin embargo, a medida que aumenta el contenido de silicio, disminuyen la plasticidad y la tenacidad del acero, que se vuelve propenso a formar una estructura en bandas.
1.3 Efecto del contenido de Mn
El manganeso (Mn), que es el principal elemento de aleación del acero 35MnB, mejora la templabilidad del acero y reduce su dureza. tasa de enfriamiento crítica. El Mn forma una solución sólida con la ferrita durante el calentamiento, lo que aumenta la resistencia del acero. El Mn se suele utilizar cuando la profundidad de la capa endurecida es superior a 4 mm. Esto se debe a que reduce la velocidad crítica de enfriamiento, lo que da como resultado una dureza de temple más uniforme incluso cuando las condiciones de enfriamiento no son estables.
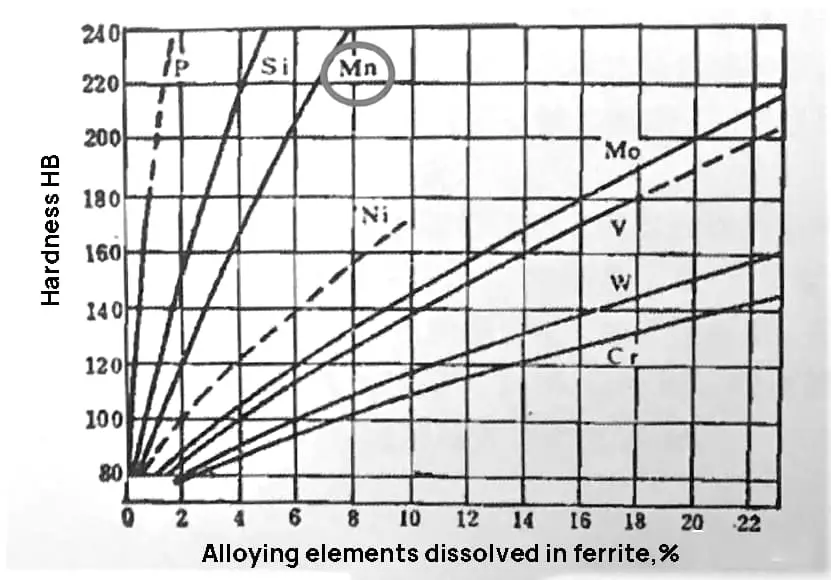
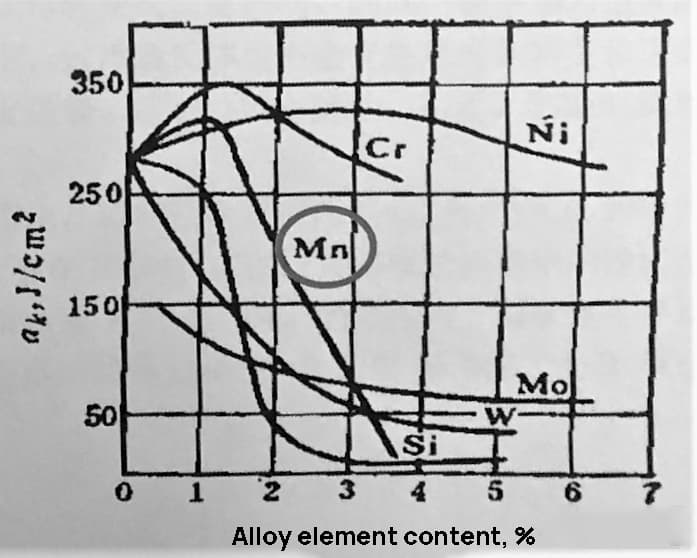
Como se muestra en las Fig. 1 y 2, cuando el contenido de Mn en el acero es de 1,10%, mejora mucho la resistencia del acero con sólo una pequeña disminución de la plasticidad y una ligera mejora de la tenacidad. Sin embargo, si el contenido de Mn supera esta cantidad, la templabilidad y la resistencia seguirán mejorando, pero la tenacidad disminuirá significativamente.
Fig. 1 Efecto de los elementos de aleación en el refuerzo de la solución sólida
Fig. 2 Efecto de los elementos de aleación en la energía de impacto de la ferrita
1.4 Efecto del contenido de B
En el acero templado y revenido de alta resistencia, la adición de elemento de aleación El B puede mejorar la templabilidad. Esto se consigue disolviendo una pequeña cantidad de B en agua a alta temperatura. austenita. Durante el enfriamiento, B se segregará en el austenita límites de grano, inhibiendo la nucleación de ferrita y mejorando así la templabilidad, especialmente a bajas velocidades de enfriamiento.
Sin embargo, el B en el acero es un elemento activo que reacciona fácilmente con el N para formar BN estable, que es insoluble a temperaturas de temple. Esto reduce la cantidad de B efectivo en la solución sólida de austenita y reduce sus efectos de mejora de la templabilidad.
Para mejorar la templabilidad, es necesario añadir elementos formadores de nitruros, controlar los elementos N y mantener la cantidad de solución sólida de B en la austenita. Además, cuando el contenido de B supera las 30 ppm, la plasticidad y la tenacidad del material disminuyen considerablemente.
Elementos como el V, el Ti, el Al y el B son fuertes formadores de nitruros. elementos de acero y forman los nitruros VN, AlN, BN y TiN, respectivamente. Cuando se añade al acero que contiene B, el N del acero precipitará preferentemente como TiN o Ti (C, N). Esta precipitación comienza a temperaturas superiores a 1400℃, muy por encima de la temperatura de inicio de precipitación del BN. A medida que disminuye la temperatura, aumenta la proporción de N sólido en TiN, fijando el N en el acero e impidiendo la formación de BN, aumentando así el contenido efectivo de B en la austenita y mejorando la templabilidad.
Para maximizar el contenido efectivo de B, es importante controlar la relación TiN en el acero, con un valor ideal de 3,42. Si la relación es inferior a 3,42, aumentará el contenido de N residual y se producirá la precipitación de BN, lo que reducirá el contenido efectivo de B, la templabilidad y aumentará la fragilidad. Para evitar estos efectos, es importante controlar estrictamente el contenido de N residual en el acero.
1.5 Efecto del contenido de Cr
El Cr es un elemento que aumenta considerablemente la templabilidad del acero.
La adición de Cr al acero al cromo con contenido medio de carbono aumenta el período de incubación de la transformación de fase, haciendo que la curva de transformación isotérmica se desplace hacia la derecha. Esto también provoca que la transformación en perlita se produzca a temperaturas más altas y la transformación en bainita a temperaturas más bajas.
Como resultado, cuando se añade la cantidad adecuada de cromo al acero, incluso con un enfriamiento lento durante el proceso de enfriamientoLa austenita subenfriada no se transforma en perlita o bainita antes de alcanzar la temperatura de transformación en martensita, lo que mejora significativamente la templabilidad del acero.
Sin embargo, el Cr también agrava significativamente la fragilidad del temple de los aceros al níquel y al manganeso. Por lo tanto, el contenido de Cr en el acero 35MnB se regula cuidadosamente.
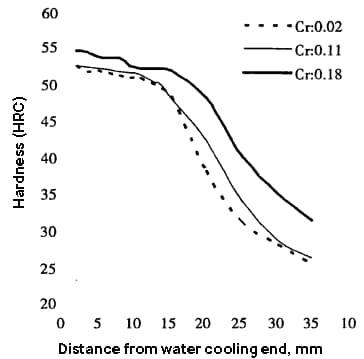
Los estudios sobre el efecto de las trazas de Cr en la templabilidad del acero 35MnB para eslabones de oruga indican que incluso pequeños cambios en el contenido de Cr (Cr ≤ 0,20%) pueden afectar significativamente a la templabilidad, especialmente cuando el contenido de Cr supera los 0,10%. Esto mejora significativamente la dureza del acero, sobre todo en los puntos alejados del extremo refrigerado por agua.
La figura siguiente muestra que la dureza de temple puede aumentar de 2 a 3 HRC de media en el intervalo de 1,5 a 20,0 m desde el extremo refrigerado por agua. Cuando la distancia desde el extremo refrigerado por agua es superior a 20,0 m, la dureza aumenta aún más, en unos 6 HRC.
Además, el diámetro de la barra redonda templable del acero 35Mnb que contiene Cr0,18% es unos 20 mm mayor que el del acero que contiene Cr0,02%.
Fig. 3 Efecto del contenido de Cr sobre la templabilidad
Dado que el Cr tiene la capacidad de formar carburos, requiere un aumento de la temperatura de calentamiento y un tiempo de calentamiento prolongado, lo que no es ideal para el endurecimiento por inducción.
2. Daño del estaño en el acero 35MnB
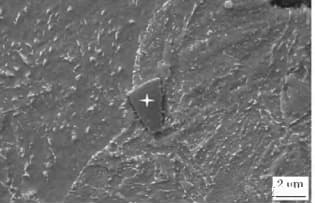
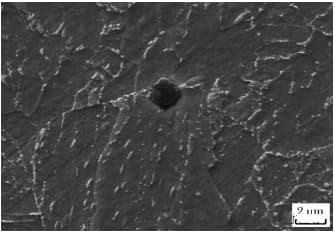
Durante el proceso de fabricación del acero, el elevado punto de fusión del estaño hace que precipite en la fase líquida antes de la colada y la solidificación. Esto da lugar a la formación de partículas de estaño en el líquido, que suelen tener un tamaño de 2-10 μm.
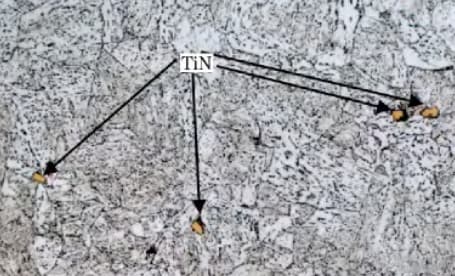
Estas partículas tienen forma cuadrada, romboidal o triangular (diferente del BN, como se muestra en la Fig. 6), y presentan una dureza extremadamente alta (superior a 1000V).
Como se demuestra en la Fig. 4 y la Fig. 5, estas partículas no pueden alterarse mediante ningún método de procesamiento y no pueden disolverse mediante una solución sólida a alta temperatura. Además, dan lugar a una gran dispersión de la energía de impacto.
Fig. 4 observación al microscopio óptico de estaño
Fig. 5 observación del estaño al microscopio electrónico
Fig. 6 observación del BN al microscopio electrónico
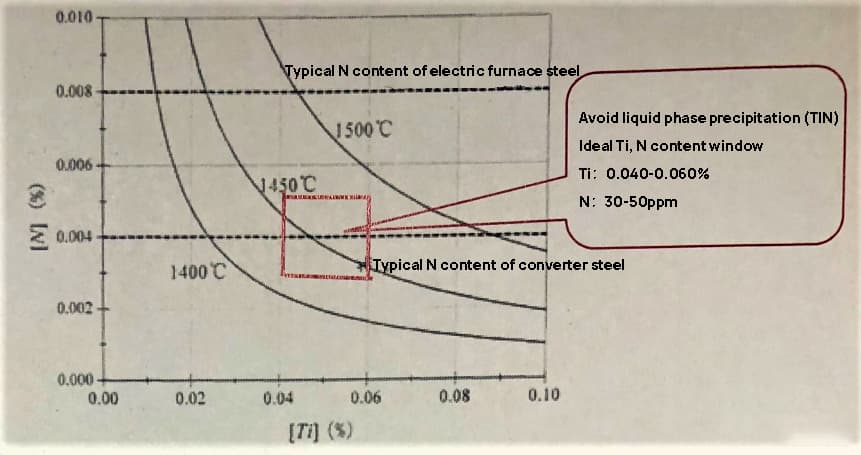
La fig. 7 es una curva del producto de solubilidad en hierro líquido a 1400 ℃, 1450 ℃ y 1500 ℃;
Como se muestra en la figura, cuando la temperatura del acero fundido al inicio de la solidificación es de 1500℃, la presencia de 80ppm de N y más de 0,043% de Ti en el acero dará lugar a la precipitación de líquido y estaño. Del mismo modo, cuando el contenido de N en el acero es de 40ppm y el contenido de Ti supera los 0,086%, se producirá precipitación de líquido y estaño.
Cuando la temperatura final de solidificación del acero fundido dendrítico es de 1400℃, la presencia de 80ppm de N y más de 0,012% de Ti dará lugar a la precipitación de líquido y estaño. Además, si el contenido de N en el acero es de 40ppm y el contenido de Ti supera 0,024%, se producirá precipitación de líquido y estaño.
Fig. 7 Curva producto de solubilidad del estaño
Para evitar la aparición de estaño líquido, es fundamental ajustar adecuadamente el contenido de Ti y N en el acero. Esto suprimirá la precipitación de estaño líquido durante la solidificación y aumentará la velocidad de enfriamiento durante la colada para reducir la precipitación en el último acero fundido solidificado. Al acelerar la velocidad de enfriamiento, no habrá tiempo suficiente para que se produzca la precipitación de forma dinámica.
Los cálculos del producto de solubilidad del estaño en el hierro líquido muestran que la temperatura final de solidificación durante la fusión y el vertido es de aproximadamente 1495°C, con un producto de solubilidad de equilibrio del estaño de 0,00302.
Si el contenido de N se controla a 80 ppm, la cantidad máxima de estaño que puede disolverse en hierro líquido a la temperatura final de solidificación es de 0,0413%. Para evitar la precipitación líquida del estaño, la composición química debe tener un contenido de Ti ≤ 0,0413%.
Si el contenido de nitrógeno se controla a 60 ppm, el contenido máximo de T que puede disolverse en hierro líquido a la temperatura final de solidificación es de 0,05%. Para evitar la producción de estaño líquido, el contenido de Ti de diseño de la composición química del acero debe ser ≤ 0,05%.
Para aumentar el contenido efectivo de B en el acero 35MnB, el contenido de N en el acero debe reducirse por debajo de 60 ppm.
Si la precipitación en fase líquida del estaño supera las 6 μm, puede reducir en gran medida la vida a fatiga y la tenacidad al impacto del material. Si supera las 6 μm, debe juzgarse como Al2O3 inclusión quebradiza.
Inclusiones como estaño, Al2O3MgO - Al2O3y Cao - Al2O3, que son duras y quebradizas, no tienen plasticidad bajo la temperatura de deformación. Se separan fácilmente de la estructura del cuerpo durante la deformación, dañando su continuidad. En casos graves, pueden aparecer grietas o cavidades en el borde de la inclusión no deformada.
En servicio, la alternancia de tensiones puede provocar fácilmente una concentración de tensiones, convirtiéndose en una fuente de fatiga del metal.
3. Resumen
Bien composición del material es esencial para garantizar el rendimiento del material. La composición recomendada (en porcentaje en peso) para el material 35MnB durante la fusión es la siguiente:
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]