Verständnis von 35MnB-Stahl für technische Werkstoffe
Haben Sie sich jemals gefragt, was Baumaschinen so langlebig macht? Das Geheimnis liegt in dem bemerkenswerten 35MnB-Stahl. Dieser Artikel enthüllt, wie Elemente wie Kohlenstoff, Silizium, Mangan, Bor und Chrom diesen Stahl in ein Kraftwerk der Stärke und Widerstandsfähigkeit verwandeln. Tauchen Sie ein, um die Wissenschaft hinter seiner außergewöhnlichen Leistung in anspruchsvollen Umgebungen zu entdecken.
35MnB-Stahl, ein borlegierter Manganstahl mit mittlerem Kohlenstoffgehalt, wird in großem Umfang zur Herstellung von Fahrwerkskomponenten für Baumaschinen verwendet. Die Beliebtheit dieses Werkstoffs beruht auf seiner außergewöhnlichen Härtbarkeit und seiner hervorragenden Reaktion auf Wärmebehandlungsverfahren, die zu Bauteilen mit verbesserter Verschleißfestigkeit und mechanischen Eigenschaften führen.
Zu den wichtigsten Anwendungen von 35MnB-Stahl in Raupensystemen gehören:
Rollenradkörper: Diese wichtigen Komponenten tragen das Gewicht der Maschine und ermöglichen eine reibungslose Bewegung der Gleise.
Schienenglieder für Raupenketten: Unverzichtbar für die Aufrechterhaltung der Raupenausrichtung und die Verteilung der Last auf den Unterwagen.
Zahnblöcke: Entscheidend für die Traktion und den Eingriff in die Antriebskettenräder.
Andere verschleißfeste Komponenten: Wie z. B. Umlenkräder, Laufschuhe und Spannvorrichtungen.
Die Verwendung von 35MnB-Stahl in diesen Anwendungen gewährleistet eine längere Lebensdauer, eine bessere Leistung unter hohen Belastungen und einen geringeren Wartungsaufwand für Baumaschinen, die in anspruchsvollen Umgebungen eingesetzt werden.
1. Auswirkungen der Hauptelemente in 35MnB-Stahl
In Anbetracht der rauen Betriebsbedingungen seiner Anwendungen erfordert die Verwendung von 35MnB-Stahl, dass er in vergütetem Zustand vorliegt.
Härtbarkeit und Aushärtbarkeit sind entscheidende Indikatoren für abgeschreckt und vergütet Stahl, und ihre Werte werden in der Regel durch die strenge Kontrolle von Schlüsselelementen wie Kohlenstoff (C), Silizium (Si), Mangan (Mn), Bor (B) und Chrom (Cr), die einen erheblichen Einfluss auf die Härtbarkeit haben, aufrechterhalten.
1.1 Auswirkungen des C-Gehalts
Die Kohlenstoffgehalt im 35MnB-Stahl bestimmt die Härte, die nach dem Abschrecken erreicht werden kann. Ein höherer Kohlenstoffgehalt führt zu einer höheren Abschreckhärte, erhöht aber auch die Gefahr der Rissbildung und verringert die Plastizität und Kerbschlagzähigkeit des Stahls.
Für wichtige Bauteile wie das Raupenfahrwerk müssen Anforderungen für die Auswahl des Kohlenstoffgehalts festgelegt werden, um die Auswirkungen von Schwankungen des Kohlenstoffgehalts auf die Oberflächenhärte und die Abschreckschichttiefe zu minimieren. Im Allgemeinen werden die Ober- und Untergrenzen des Kohlenstoffgehalts innerhalb eines Bereichs von 0,05% kontrolliert.
1.2 Auswirkungen des Si-Gehalts
Silizium in 35MnB-Stahl erhöht nicht nur die Festigkeit und Härtbarkeit, sondern trägt auch dazu bei, Gas aus dem Stahl zu entfernen und ihn während der Stahlerzeugung zu stabilisieren.
Mit zunehmendem Siliziumgehalt nehmen jedoch die Plastizität und die Zähigkeit des Stahls ab, und er neigt zur Bildung eines Bandgefüges.
1.3 Auswirkungen des Mn-Gehalts
Mangan (Mn), das Hauptlegierungselement des 35MnB-Stahls, verbessert die Härtbarkeit des Stahls und senkt die kritische Abkühlungsgeschwindigkeit. Mn bildet beim Erhitzen eine feste Lösung mit Ferrit und erhöht so die Festigkeit des Stahls. Mn wird in der Regel verwendet, wenn die Tiefe der gehärteten Schicht mehr als 4 mm beträgt. Der Grund dafür ist, dass es die kritische Abkühlungsgeschwindigkeit verringert, was zu einer gleichmäßigeren Abschreckhärte führt, selbst wenn die Abkühlungsbedingungen nicht stabil sind.
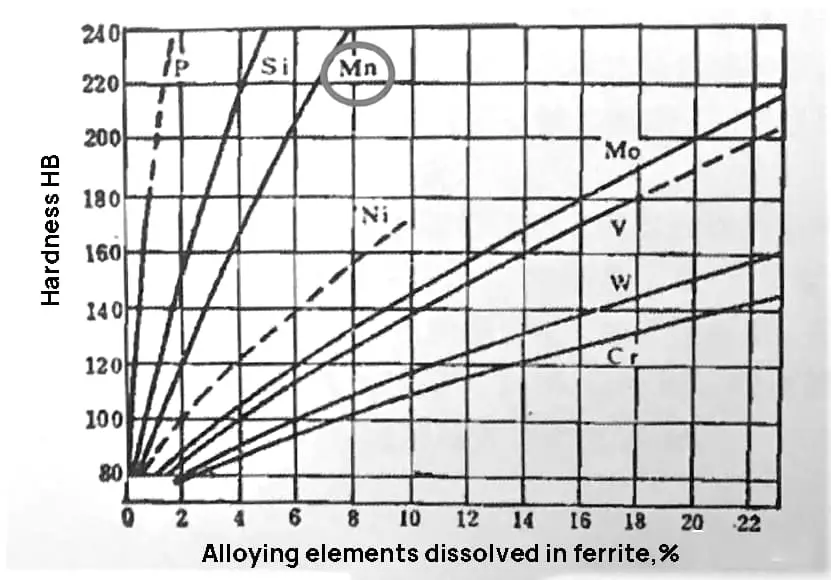
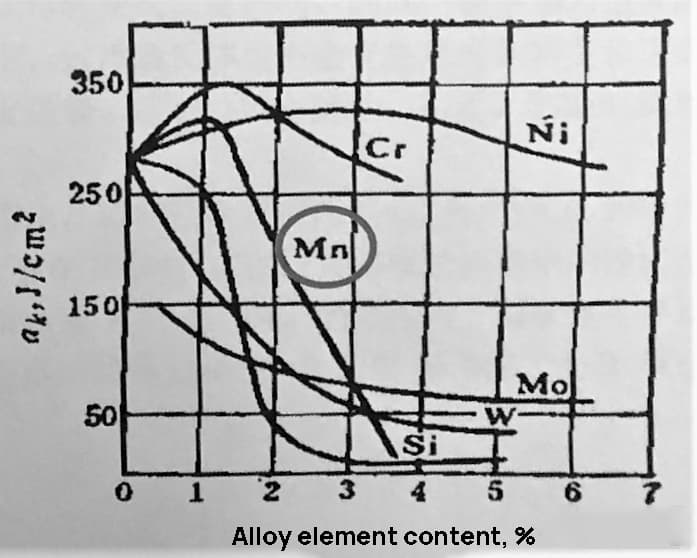
Wie aus Abb. 1 und 2 hervorgeht, verbessert ein Mn-Gehalt von 1,10% die Festigkeit des Stahls erheblich, während die Plastizität nur geringfügig abnimmt und sich die Zähigkeit leicht verbessert. Übersteigt der Mn-Gehalt jedoch diesen Wert, verbessern sich die Härtbarkeit und die Festigkeit weiter, aber die Zähigkeit nimmt deutlich ab.
Abb. 1 Wirkung von Legierungselementen auf die Mischkristallverfestigung
Abb. 2 Auswirkung von Legierungselementen auf die Kerbschlagarbeit von Ferriten
1.4 Auswirkungen des B-Gehalts
Bei vergütetem hochfestem Stahl ist der Zusatz von Legierungselement B kann die Härtbarkeit verbessern. Dies wird erreicht, indem man eine kleine Menge B in Hochtemperaturflüssigkeit auflöst. Austenit. Während der Abkühlung entmischt sich B an der Austenit Korngrenzen, hemmt die Ferritkeimbildung und verbessert so die Härtbarkeit, insbesondere bei niedrigen Abkühlungsgeschwindigkeiten.
B in Stahl ist jedoch ein aktives Element, das leicht mit N reagiert und stabiles BN bildet, das bei Abschrecktemperaturen unlöslich ist. Dadurch verringert sich die Menge des wirksamen B im Austenit-Mischkristall und seine härtungsfördernde Wirkung wird reduziert.
Um die Härtbarkeit zu verbessern, ist es notwendig, nitridbildende Elemente hinzuzufügen, die N-Elemente zu kontrollieren und die Mischkristallmenge von B im Austenit zu erhalten. Wenn der B-Gehalt 30 ppm übersteigt, nehmen außerdem die Plastizität und die Zähigkeit des Werkstoffs erheblich ab.
Elemente wie V, Ti, Al und B sind starke nitridbildende Elemente in Stahl und bilden die Nitride VN, AlN, BN bzw. TiN. Bei Zugabe von B-haltigem Stahl scheidet sich das N im Stahl bevorzugt als TiN oder Ti (C, N) aus. Diese Ausscheidung beginnt bei Temperaturen über 1400℃, also viel höher als die Ausscheidungsbeginntemperatur von BN. Mit sinkender Temperatur nimmt der Anteil des festen N in TiN zu, wodurch N im Stahl fixiert und die Bildung von BN verhindert wird, wodurch der effektive B-Gehalt im Austenit erhöht und die Härtbarkeit verbessert wird.
Um den effektiven B-Gehalt zu maximieren, ist es wichtig, das TiN-Verhältnis im Stahl zu kontrollieren, wobei ein Idealwert von 3,42 gilt. Liegt das Verhältnis unter 3,42, steigt der Rest-N-Gehalt und es kommt zur Ausscheidung von BN, wodurch der effektive B-Gehalt und die Härtbarkeit verringert und die Sprödigkeit erhöht werden. Um diese Auswirkungen zu vermeiden, ist es wichtig, den Rest-N-Gehalt im Stahl streng zu kontrollieren.
1.5 Auswirkungen des Cr-Gehalts
Cr ist ein Element, das die Härtbarkeit von Stahl stark verbessert.
Der Zusatz von Cr zu Chromstahl mit mittlerem Kohlenstoffgehalt verlängert die Inkubationszeit der Phasenumwandlung, wodurch sich die isotherme Umwandlungskurve nach rechts verschiebt. Dies führt auch dazu, dass die Perlitumwandlung bei höheren Temperaturen und die Bainitumwandlung bei niedrigeren Temperaturen auftritt.
Wenn dem Stahl die richtige Menge Chrom zugesetzt wird, kann er auch bei langsamer Abkühlung während der AbschreckungsprozessUnterkühlter Austenit wandelt sich nicht in Perlit oder Bainit um, bevor die Martensit-Umwandlungstemperatur erreicht ist, was die Härtbarkeit des Stahls erheblich verbessert.
Allerdings verschlimmert Cr auch die Anlasssprödigkeit von Nickel- und Manganstählen erheblich. Daher wird der Cr-Gehalt in 35MnB-Stahl sorgfältig reguliert.
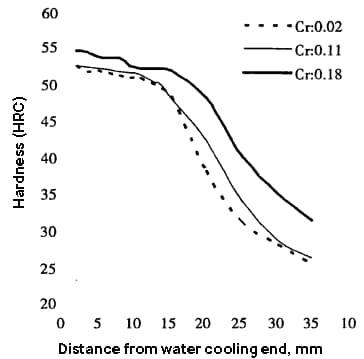
Untersuchungen zur Auswirkung von Cr-Spuren auf die Härtbarkeit von 35MnB-Raupengliederstahl zeigen, dass selbst kleine Änderungen des Cr-Gehalts (Cr ≤ 0,20%) die Härtbarkeit erheblich beeinflussen können, insbesondere wenn der Cr-Gehalt 0,10% überschreitet. Dadurch wird die Härte des Stahls erheblich verbessert, insbesondere an Stellen, die weit vom wassergekühlten Ende entfernt sind.
Die nachstehende Abbildung zeigt, dass die Abschreckhärte im Bereich von 1,5 bis 20,0 m vom wassergekühlten Ende im Durchschnitt um 2 bis 3 HRC zunehmen kann. Wenn der Abstand zum wassergekühlten Ende mehr als 20,0 m beträgt, steigt die Härte noch weiter an, nämlich um etwa 6 HRC.
Außerdem ist der Durchmesser des abschreckbaren Rundstabs aus 35Mnb-Stahl mit Cr0,18% etwa 20 mm größer als der des Stahls mit Cr0,02%.
Abb. 3 Einfluss des Cr-Gehalts auf die Härtbarkeit
Da Cr die Fähigkeit hat, Karbide zu bilden, erfordert es eine Erhöhung der Erwärmungstemperatur und eine längere Erwärmungszeit, was für das Induktionshärten nicht ideal ist.
2. Schaden von Zinn in 35MnB-Stahl
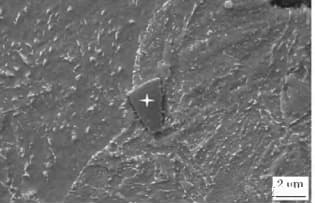
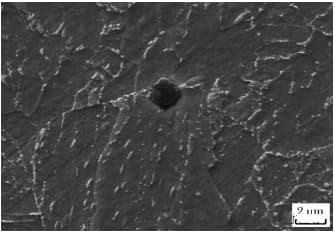
Bei der Stahlherstellung führt der hohe Schmelzpunkt von Zinn dazu, dass es sich vor dem Gießen und Erstarren in der flüssigen Phase abscheidet. Dies führt zur Bildung von Zinnpartikeln in der Flüssigkeit, die typischerweise eine Größe von 2-10 μm haben.
Diese Partikel haben eine quadratische, rautenförmige oder dreieckige Form (anders als BN, wie in Abb. 6 gezeigt) und weisen eine extrem hohe Härte auf (über 1000 V).
Wie in Abb. 4 und Abb. 5 gezeigt, können diese Partikel durch keine Verarbeitungsmethode verändert und nicht durch Hochtemperatur-Mischkristalle aufgelöst werden. Außerdem führen sie zu einer großen Streuung der Aufprallenergie.
Abb. 4 Beobachtung unter dem Zinnlichtmikroskop
Abb. 5: Beobachtung von Zinn unter dem Elektronenmikroskop
Abb. 6: Beobachtung von BN unter dem Elektronenmikroskop
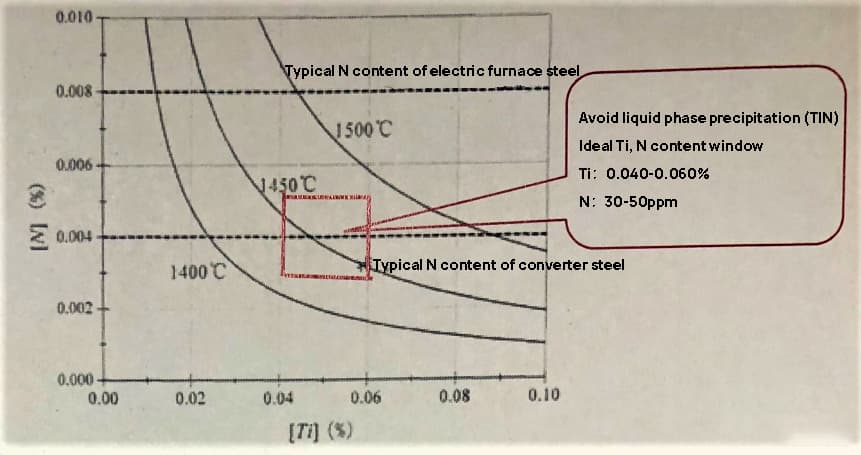
Abb. 7 ist eine Löslichkeitsproduktkurve in flüssigem Eisen bei 1400 ℃, 1450 ℃ und 1500 ℃;
Wie in der Abbildung dargestellt, kommt es bei einer Temperatur des geschmolzenen Stahls zu Beginn der Erstarrung von 1500℃ bei einem N-Gehalt von 80 ppm und einem Ti-Gehalt von mehr als 0,043% im Stahl zu Flüssigkeits- und Zinnausscheidungen. Ähnlich verhält es sich, wenn der N-Gehalt im Stahl 40 ppm beträgt und der Ti-Gehalt 0,086% übersteigt, dann kommt es zu Flüssigkeits- und Zinnausscheidungen.
Wenn die endgültige Erstarrungstemperatur des geschmolzenen Dendritenstahls 1400℃ beträgt, führt das Vorhandensein von 80ppm N und mehr als 0,012% Ti zu Flüssig- und Zinnausscheidungen. Beträgt der N-Gehalt im Stahl 40 ppm und der Ti-Gehalt mehr als 0,024%, kommt es zu Flüssigkeits- und Zinnausscheidungen.
Abb. 7 Zinnlöslichkeits-Produktkurve
Um das Auftreten von flüssigem Zinn zu verhindern, muss der Ti- und N-Gehalt im Stahl entsprechend angepasst werden. Dadurch wird die Ausscheidung von flüssigem Zinn während der Erstarrung unterdrückt und die Abkühlgeschwindigkeit während des Gießens erhöht, um die Ausscheidung in der letzten erstarrten Stahlschmelze zu verringern. Durch die Beschleunigung der Abkühlgeschwindigkeit bleibt nicht genug Zeit für eine dynamische Ausscheidung.
Berechnungen des Löslichkeitsprodukts von Zinn in flüssigem Eisen zeigen, dass die endgültige Erstarrungstemperatur beim Schmelzen und Gießen etwa 1495 °C beträgt, wobei das Gleichgewichtslöslichkeitsprodukt von Zinn bei 0,00302 liegt.
Wenn der N-Gehalt auf 80 ppm kontrolliert wird, beträgt die Höchstmenge an Zinn, die bei der Erstarrungsendtemperatur in flüssigem Eisen gelöst werden kann, 0,0413%. Um eine flüssige Ausscheidung von Zinn zu vermeiden, sollte die chemische Zusammensetzung einen Ti-Gehalt von ≤ 0,0413% aufweisen.
Wenn der Stickstoffgehalt auf 60 ppm kontrolliert wird, beträgt der maximale T-Gehalt, der bei der Erstarrungsendtemperatur in flüssigem Eisen gelöst werden kann, 0,05%. Um die Bildung von flüssigem Zinn zu vermeiden, sollte der Entwurfs-Ti-Gehalt der chemischen Zusammensetzung des Stahls ≤ 0,05% sein.
Um den effektiven B-Gehalt in 35MnB-Stahl zu erhöhen, sollte der N-Gehalt des Stahls auf unter 60 ppm gesenkt werden.
Übersteigt die Ausscheidung von Zinn in der Flüssigphase 6 μm, kann dies die Ermüdungsfestigkeit und Kerbschlagzähigkeit des Werkstoffs stark verringern. Wenn sie 6 μm überschreitet, sollte sie als Al2O3 spröder Einschluss.
Einschlüsse wie Zinn, Al2O3, MgO - Al2O3und Cao - Al2O3die hart und spröde sind und bei Verformungstemperatur keine Plastizität aufweisen. Sie werden bei der Verformung leicht von der Körperstruktur getrennt, wodurch deren Kontinuität beeinträchtigt wird. In schweren Fällen können am Rand des unverformten Einschlusses Risse oder Hohlräume entstehen.
Im Betrieb kann es durch die Wechselbeanspruchung leicht zu Spannungskonzentrationen kommen, die eine Quelle für Metallermüdung darstellen.
3. Zusammenfassung
Gut Materialzusammensetzung Kontrolle ist unerlässlich, um die Leistungsfähigkeit des Materials zu gewährleisten. Die empfohlene Zusammensetzung (in Gewichtsprozent) für 35MnB-Material beim Schmelzen ist wie folgt:
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie schwer Osmium, das dichteste natürlich vorkommende Element, wirklich ist? In diesem Artikel wird ein Osmium-Gewichtsrechner vorgestellt, mit dem Sie das Gewicht des Elements genau...
Was unterscheidet den nichtrostenden Stahl 201 von 202? Obwohl sie zur gleichen Serie gehören, gibt es subtile Unterschiede, die sich erheblich auf ihre Anwendungen auswirken können. Dieser Artikel befasst sich mit den wichtigsten Unterschieden...
Haben Sie sich jemals gefragt, was Bronze so besonders und vielseitig macht? Dieser Artikel erforscht die faszinierende Welt der Bronze, einer Legierung, die hauptsächlich aus Kupfer und Elementen wie Zinn,...
Haben Sie sich jemals über die faszinierende Welt der Metallhärte gewundert? In diesem Blogbeitrag tauchen wir in die faszinierenden Konzepte und Methoden ein, die hinter der Messung und Verbesserung der Härte von...
Sind Sie neugierig auf das Gewicht Ihres Stahlprojekts? Suchen Sie nicht weiter! In diesem Blogbeitrag werden wir die faszinierende Welt der Gewichtsberechnung von Stahl erkunden. Als erfahrener Maschinenbauingenieur werde ich...
Haben Sie sich jemals über den Unterschied zwischen H-Trägern und I-Trägern im Bauwesen gewundert? Auch wenn sie ähnlich aussehen, haben diese beiden Arten von Stahlträgern unterschiedliche Eigenschaften, die sie...
Haben Sie sich jemals über die faszinierende Welt der Metalldichten gewundert? In diesem Blogbeitrag erfahren Sie, wie wichtig das Verständnis von Metalldichten für Maschinenbauingenieure ist. Als ein erfahrener...
Haben Sie sich schon einmal gefragt, wie Sie das Gewicht von Blei für Ihr nächstes Projekt genau messen können? Dieser Artikel enthält Expertenwissen und praktische Tipps zur Verwendung eines Bleigewichtsrechners. Entdecken Sie die...
Was macht die Edelstahlsorte 022Cr19Ni10 so besonders? Diese vielseitige Legierung ist für ihren niedrigen Kohlenstoffgehalt und ihre hohe Korrosionsbeständigkeit bekannt und wird in verschiedenen Branchen eingesetzt. Dieser Artikel befasst sich...