El proceso de transformar chapas en bruto u otros perfiles en bruto en piezas de chapa con ángulos, curvaturas y formas específicas mediante el doblado se conoce como doblado de chapas (como doblar chapas en piezas en forma de V, piezas en forma de U y piezas en forma de S, etc.).
La operación de plegado es un proceso de deformación, ampliamente utilizado en la producción de estampación. Hay muchos métodos y equipos generales/especiales utilizados para el curvado, incluyendo el curvado de prensa, el curvado de rodillo, el curvado de estirado, el curvado de envoltura y el curvado de rodillo.
Aunque los equipos y herramientas utilizados en las distintas plegado de chapa Aunque los métodos difieren, sus procesos de deformación, características y propiedades son esencialmente los mismos y comparten ciertos puntos en común.
El proceso de utilizar moldes de plegado en una prensa para dar forma a chapas o perfiles se conoce como plegado de prensa. El plegado a presión es el método más utilizado para chapa metálica curvado de moldes, el tema principal de este artículo.
Breve descripción del proceso de deformación por plegado en prensas de chapa metálica
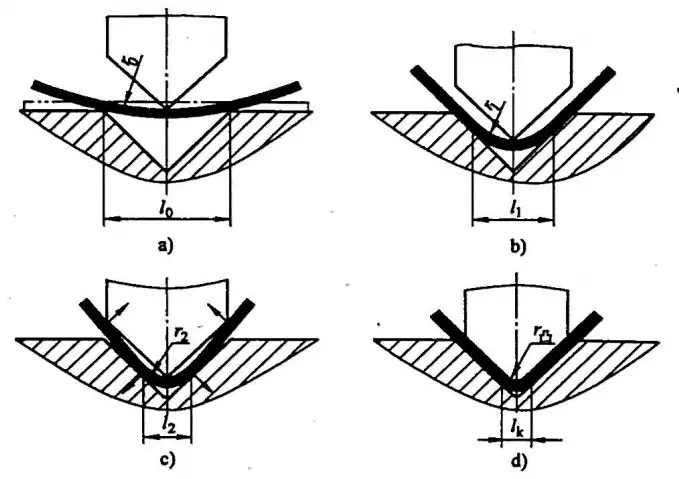
La figura 2-1 ilustra el esquema del proceso de deformación por curvado de corrección de la chapa en el molde de curvado en V.
Como se muestra en el diagrama del proceso de plegado en prensa, la chapa se dobla libremente en la fase inicial del plegado (véase la Figura 2-1a); a medida que la punzonadoras hacia abajo, el borde recto de la chapa se aprieta gradualmente contra la superficie de trabajo de la matriz en forma de V, y el radio de curvatura r0 se convierte en r1 (véase la figura 2-1b);
A medida que el punzón desciende, el área de curvatura de la chapa disminuye gradualmente hasta que la chapa entra en contacto con el punzón en tres puntos, momento en el que el radio de curvatura pasa de r1 a r2A continuación, la parte recta de la chapa se dobla en la dirección opuesta a la anterior y, cuando finaliza la carrera, el punzón y la matriz corrigen la chapa, haciendo que las esquinas redondeadas y los bordes rectos de la chapa se aprieten completamente contra el punzón (véase la Figura 2-1d), dando como resultado la pieza deseada.
La figura 2-1 representa el esquema de la corrección de la deformación por flexión en chapa metálica dentro de un molde de doblado en forma de V.
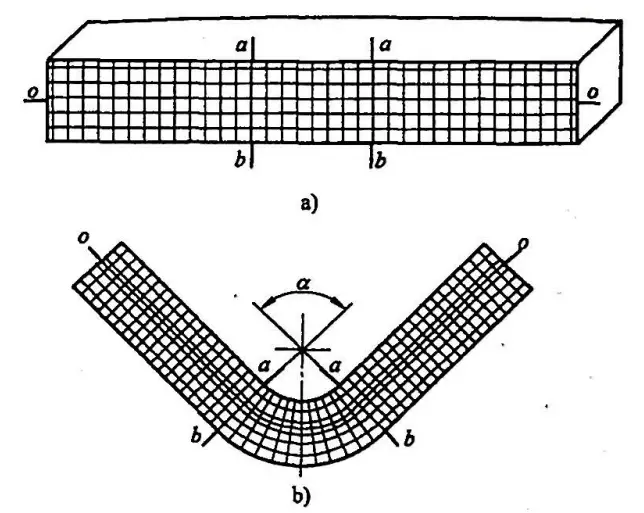
Como se muestra en la Figura 2-2, se ilustra la rejilla de deformación de la vista lateral de la chapa metálica antes y después del doblado. Observando la Figura 2-2, es evidente que en la parte plana de la chapa metálica, la rejilla mantiene su estado previo al doblado, con cambios significativos sólo dentro del rango de la parte central. ángulo de flexión α.
Esto indica que la deformación por flexión se produce principalmente en la zona del ángulo de flexión central α de la pieza. Antes de la flexión, las fibras aa'=bb'. Después de la flexión, las fibras longitudinales exteriores bb' se estiran (bb>bb'), y las fibras longitudinales internas aa se comprimen y acortan (aa'<aa').
Desde las superficies interior y exterior hacia el centro de la pieza, cada capa de fibras disminuye gradualmente en extensión de acortamiento o alargamiento. Entre las dos zonas de deformación de acortamiento o alargamiento, debe haber una capa de fibras cuya longitud permanezca invariable, denominada capa neutra de la pieza.
Figura 2-2. Cuadrícula de deformación de la vista lateral de la chapa antes y después del plegado
a) Rejilla antes de doblar
b) Deformación de la rejilla tras la flexión
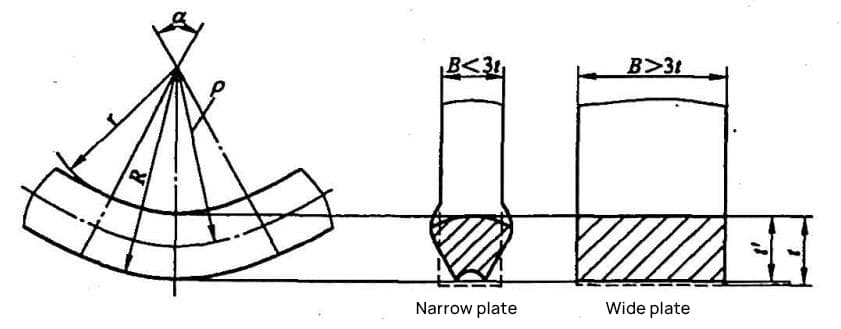
La figura 2-3 ilustra la deformación transversal en la zona de flexión de la chapa. Como se observa en las figuras 2-2 y 2-3, dentro de la zona de deformación por flexión, la chapa metálica se adelgaza, es decir, el espesor 't' se adelgaza hasta 't", donde 't" es igual a 'ηt' (η es el coeficiente de adelgazamiento).
Figura 2-3 Esquema de la deformación transversal en la zona de flexión de la chapa
La sección transversal de la chapa sufre una deformación. El área dentro de la capa neutra se ensancha transversalmente debido al acortamiento de las fibras longitudinales, mientras que el área fuera de la capa neutra se contrae transversalmente debido al alargamiento de las fibras longitudinales.
Esta deformación de la sección transversal de la chapa doblada es más pronunciada cuando se dobla una chapa estrecha (B3t), la sección transversal permanece esencialmente inalterada, es decir, la anchura de la chapa no cambia. Generalmente se considera que el coeficiente de anchura β=B'/B=1, donde B es la anchura de la chapa, y B' es la anchura después del plegado. Para analizar con más detalle los fenómenos de flexión, el proceso de deformación por flexión de la chapa se analiza en tres etapas.
1. Etapa de flexión elástica
Cuando la chapa empieza a doblarse, el radio de curvatura es máximo. La tensión en todas las capas de fibras a lo largo del espesor de la chapa no ha alcanzado el límite elástico, y la distribución de tensiones es la siguiente Ley de Hooke linealmente. La chapa se encuentra en un estado de deformación elástica, fase denominada de deformación elástica.
2. Etapa de flexión elastoplástica
A medida que la chapa se dobla más, el radio de curvatura disminuye gradualmente y las fibras de ambos lados de la chapa empiezan a ceder y entran en la zona plástica. En este punto, se forman dos regiones de deformación elástica y deformación plástica en la dirección del espesor de la chapa. A medida que aumenta el grado de flexión, la región elástica central disminuirá gradualmente y las regiones plásticas de ambos lados se expandirán gradualmente. Esta etapa de flexión se denomina etapa de deformación elastoplástica.
3. Etapa de plegado de plástico puro
Si el grado de flexión de la chapa sigue aumentando, lo que corresponde a un radio de flexión muy pequeño, la región elástica próxima a la capa neutra se reduce hasta un grado insignificante. Cabe suponer que todo el espesor de la chapa se encuentra dentro de la zona plástica, por lo que denominamos a esta etapa de flexión plástica pura.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]