Процесс преобразования заготовок из листового металла или других профилей в детали из листового металла с определенными углами, кривизной и формой посредством гибки называется гибкой листового металла (например, гибка листов в V-образные детали, U-образные детали, S-образные детали и т.д.).
Операция гибки - это процесс деформации, широко используемый в штамповочном производстве. Существует множество методов и общего/специального оборудования, используемого для гибки, в том числе гибка на прессе, гибка вальцами, гибка волочением, гибка обмоткой и формовка вальцами.
Хотя оборудование и инструменты, используемые в различных гибка листового металла Несмотря на различие методов, процессы деформации, характеристики и свойства этих материалов в основном одинаковы и имеют определенные общие черты.
Процесс использования гибочных форм на прессовом станке для придания формы листам или профилям известен как листогибочный пресс. Прессовая гибка является наиболее широко используемым методом листовой металл Гибка пресс-форм - основное направление данной статьи.
Краткий обзор процесса гибочной деформации на прессе для листового металла
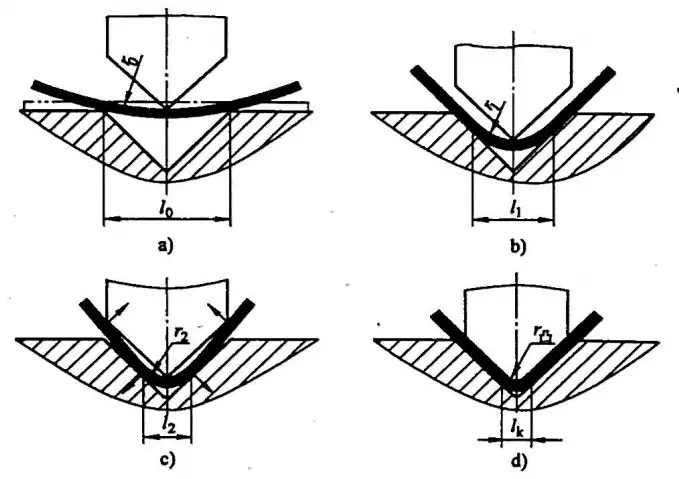
На рис. 2-1 показана схема процесса корректирующей деформации листа в V-образной гибочной форме.
Как показано на схеме процесса гибки на прессе, на начальной стадии гибки лист свободно изгибается (см. рис. 2-1а); по мере вырубные прессы вниз, прямой край листа постепенно прижимается к V-образной рабочей поверхности штампа, и радиус изгиба r0 становится r1 (см. рис. 2-1b);
По мере опускания пуансона площадь изгиба заготовки постепенно уменьшается, пока лист не соприкоснется с пуансоном в трех точках, и тогда радиус изгиба изменится с r1 к р2(см. рис. 2-1c); после этого часть листа с прямыми краями изгибается в противоположном направлении от предыдущего, и когда ход заканчивается, пуансон и матрица выправляют лист, заставляя закругленные углы и прямые края листа полностью прижаться к пуансону (см. рис. 2-1d), в результате чего получается нужная деталь.
На рис. 2-1 показана схема исправления деформации изгиба листового металла в V-образной гибочной форме.
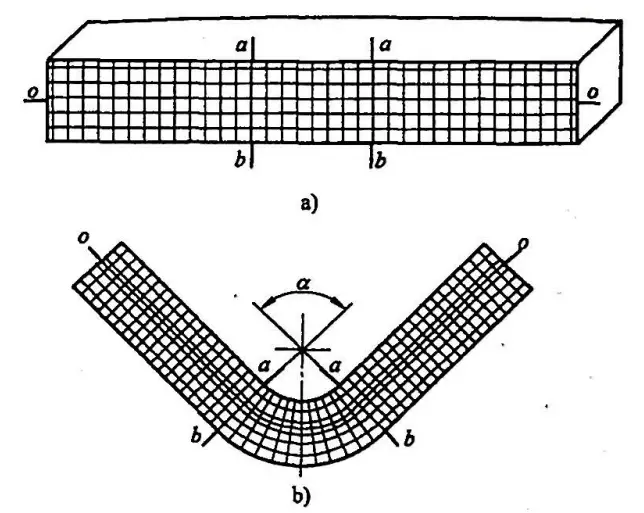
Как показано на рисунке 2-2, проиллюстрирована сетка деформации металлического листа на виде сбоку до и после сгибания. На рисунке 2-2 видно, что в плоской части листа сетка сохраняет свое состояние до изгиба, а значительные изменения происходят только в пределах центральной части угол изгиба α.
Это говорит о том, что деформация при изгибе происходит в основном в области центрального угла изгиба детали α. До изгиба волокна aa'=bb'. После изгиба внешние продольные волокна bb' растягиваются (bb>bb'), а внутренние продольные волокна aa сжаты и укорочены (aa'<aa').
От внутренней и внешней поверхностей к центру детали каждый слой волокон постепенно уменьшается в степени укорочения или удлинения. Между двумя зонами деформации - укорочения или удлинения - должен находиться слой волокон, длина которого остается неизменной и называется нейтральным слоем детали.
Рисунок 2-2. Сетка деформации бокового вида металлического листа до и после гибки
a) Сетка перед сгибанием
b) Деформация сетки после изгиба
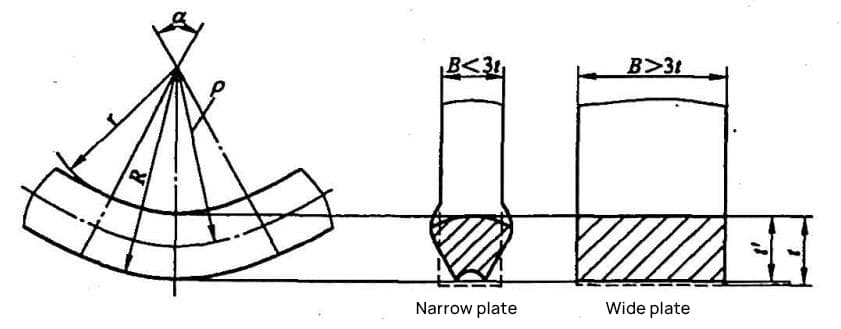
На рис. 2-3 показана деформация поперечного сечения в зоне изгиба металлического листа. Как видно из рисунков 2-2 и 2-3, в зоне деформации при изгибе металлический лист становится тоньше, т.е. толщина "t" уменьшается до "t", где "t" равно "ηt" (η - коэффициент утонения).
Рисунок 2-3 Схема поперечного сечения деформации в зоне изгиба листового металла
Поперечное сечение металлического листа подвергается деформации. Область внутри нейтрального слоя расширяется в поперечном направлении за счет укорочения продольных волокон, а область вне нейтрального слоя сужается в поперечном направлении за счет удлинения продольных волокон.
Это искажение поперечного сечения гнутого листа более заметно при гибке узкого листа (B3t) поперечное сечение остается по существу неизменным, т.е. ширина листа не изменяется. Обычно считается, что коэффициент ширины β=B'/B=1, где B - ширина листа, а B' - ширина после изгиба. Для дальнейшего анализа явления изгиба процесс деформации листового металла при изгибе рассматривается в три этапа.
1. Стадия упругого изгиба
Когда лист начинает изгибаться, радиус изгиба достигает максимума. Напряжение во всех слоях волокон по толщине листа не достигло предела текучести, и распределение напряжений выглядит следующим образом Закон Гука линейно. Лист находится в состоянии упругой деформации, которое называется стадией упругой деформации.
2. Стадия упруго-пластического изгиба
При дальнейшем изгибе листа радиус изгиба постепенно уменьшается, и волокна с обеих сторон листа начинают уступать и переходят в пластическую область. В этот момент в направлении толщины листа образуются две области упругой и пластической деформации. По мере увеличения степени изгиба центральная упругая область постепенно уменьшается, а пластические области с обеих сторон постепенно расширяются. Эта стадия изгиба называется стадией упруго-пластической деформации.
3. Стадия гибки чистого пластика
Если степень изгиба листа продолжает увеличиваться, что соответствует очень малому радиусу изгиба, то упругая область вблизи нейтрального слоя уменьшается до незначительной степени. Можно предположить, что вся толщина листа находится в пределах пластической области, поэтому мы называем эту стадию чисто пластическим изгибом.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].