La tecnología de fabricación aditiva por láser tiene la ventaja de formar rápidamente piezas de formas complejas y ha recibido una gran atención en los últimos años.
En este artículo se presentan dos tecnologías de fabricación aditiva por láser, la deposición de energía dirigida (DED) y la fusión selectiva por láser (SLM), y se resumen los avances de la investigación sobre la fabricación aditiva por láser de acero inoxidable 316L desde el punto de vista de los defectos comunes, la estructura y textura, y las propiedades mecánicas.
Analiza los problemas existentes en la fabricación aditiva por láser de acero inoxidable 316L y examina sus perspectivas de desarrollo.
1. Proceso de fabricación aditiva por láser
La fabricación aditiva por láser incluye dos tecnologías, la deposición de energía dirigida (DED) y la fusión selectiva por láser (SLM).
Ambas utilizan rayos láser de alta energía como fuente de calor para fundir localmente el polvo metálico y formar un baño de fusión; cuando el rayo láser se aleja, el baño de fusión se solidifica rápidamente. Sin embargo, los principios de funcionamiento de las tecnologías DED y SLM son diferentes.
El DED, también conocido como ingeniería láser de forma próxima a la red, deposición de metal por láser o conformado rápido por láser, es una tecnología típica de fabricación aditiva por láser coaxial de suministro de polvo.
El polvo metálico del interior del tambor de polvo entra en el baño de fusión a través del tubo de transporte y la boquilla especialmente diseñada. El rayo láser se desplaza a lo largo de una trayectoria predeterminada bajo control informático para fundir el polvo metálico y formar una fina capa.
A continuación, el cabezal de deposición se desplaza hacia arriba y continúa depositando la siguiente capa, repitiendo este proceso capa a capa hasta producir la pieza deseada.
Además de conformado de metales la tecnología DED también puede utilizarse para preparar revestimientos, reparar componentes dañados y preparar materiales con grados funcionales. SLM es una tecnología típica de fabricación aditiva por láser de lecho de polvo.
El polvo metálico no se pulveriza desde la boquilla, sino que se distribuye uniformemente en el lecho de polvo. El rayo láser funde selectivamente el lecho de polvo según una trayectoria predeterminada.
Una vez formada una capa, el lecho de polvo se desplaza una cierta distancia hacia abajo y se vuelve a pulverizar y fundir selectivamente, repitiendo este proceso capa por capa hasta producir la pieza deseada.
Para evitar la oxidación de Acero inoxidable 316L piezas, tanto el proceso de conformado DED como el SLM deben llevarse a cabo bajo protección de gas inerte.
Aparte de sus diferentes principios operativos, la deposición de energía dirigida (DED) y la fusión selectiva por láser (SLM) también tienen parámetros de proceso significativamente distintos. El diámetro del haz láser en DED suele oscilar entre 600 y 1300μm, mientras que en SLM es bastante menor, normalmente entre 15 y 80μm.
Actualmente, el polvo de acero inoxidable 316L utilizado para la fabricación aditiva por láser suele prepararse por atomización.
Considerando los diámetros de haz de DED y SLM, el tamaño de partícula del polvo de acero inoxidable 316L para DED suele estar entre 45 y 180μm, mientras que para SLM, suele estar entre 5 y 63μm.
Durante el proceso de DED, el potencia del láser (P) puede alcanzar de 200 a 720W, pero la velocidad de barrido (v) suele ser inferior a 10mm-s-1.
En consecuencia, la densidad de energía de la línea (EL=P/v) es extremadamente alta, incluso hasta decenas o cientos de julios por milímetro. Una mayor densidad de energía de línea conlleva una penetración más fuerte del láser, por lo que el grosor de la capa en DED suele fijarse entre 254 y 500μm, con un intervalo de barrido que suele fijarse entre 350 y 500μm.
En cambio, la SLM suele utilizar una potencia láser inferior (de 60 a 380 W) y una velocidad de escaneado superior (de 30 a 7000 mm-s-1), lo que resulta en una densidad de energía de línea muy baja, normalmente entre 0,01 y 0,5 J-mm-1.
Para garantizar la ausencia de defectos de fusión insuficientes, tanto el intervalo de barrido como el grosor de la capa en SLM deben ser lo suficientemente pequeños, normalmente entre 20 y 300μm y entre 10 y 60μm, respectivamente.
Durante la formación de DED, el gradiente de temperatura y la velocidad de enfriamiento pueden alcanzar hasta el 102 a 103K-mm-1 y 103 a 104K-s-1respectivamente.
Como la densidad de energía de la línea en la SLM es menor, el gradiente de temperatura dentro de su baño de fusión es aún mayor, hasta el 103 a 105K-mm-1, y la velocidad de enfriamiento es más rápida, alcanzando 104 a 107K-s-1.
2. Defectos comunes
En comparación con las técnicas metalúrgicas tradicionales, la tecnología de fabricación aditiva por láser presenta importantes ventajas.
Sin embargo, si los parámetros del proceso se eligen incorrectamente, pueden introducirse diversos defectos durante el proceso de conformado, como porosidad, falta de fusión y grietas. Estos defectos pueden disminuir significativamente las propiedades mecánicas del acero inoxidable 316L.
Por lo tanto, la forma de reducir o eliminar estos defectos es una cuestión crucial en la fabricación aditiva por láser.
La porosidad y la falta de fusión son los dos defectos más comunes en la fabricación aditiva por láser de acero inoxidable 316L. La porosidad suele tener un aspecto esférico, originado principalmente por los gases presentes en el polvo de acero inoxidable 316L.
Los poros del polvo no pueden expulsarse completamente durante la rápida solidificación del baño de fusión y permanecen dentro del componente. Los gases inertes también pueden entrar en el baño de fusión y formar poros.
Además, durante el proceso de fabricación aditiva por láser, la temperatura más alta se encuentra en la superficie de la pieza. El calor se conduce hacia el interior, formando un baño de fusión amplio y poco profundo.
Sin embargo, cuando la potencia del láser es extremadamente alta o la velocidad de exploración del láser es muy baja, es decir, la densidad de energía de la línea láser es muy alta, la formación del baño de fusión cambiará de un modo de conducción de calor a un modo de fusión profunda, formando un canal de baño de fusión estrecho y profundo.
Este canal es muy inestable y puede formar fácilmente poros en el fondo del baño de fusión. En general, se cree que cuando la relación entre la anchura y la profundidad del baño de fusión cae por debajo de un determinado valor crítico, se desencadena el modo de fusión profunda.
Para controlar el índice de porosidad del acero inoxidable 316L en la fabricación aditiva por láser, debe controlarse estrictamente el contenido de gas del polvo de acero inoxidable 316L y deben optimizarse los parámetros del proceso para evitar la porosidad causada por el modo de fusión profunda.
A diferencia del mecanismo de formación de la porosidad, los defectos de falta de fusión suelen originarse por una densidad de energía láser insuficiente que provoca una profundidad de fusión inadecuada, lo que da lugar a grandes huecos de forma irregular entre las capas. Por lo general, este tipo de defecto puede resolverse reduciendo el grosor de la capa.
La formación de bolas es uno de los defectos más comunes en la fabricación aditiva por láser de acero inoxidable 316L. Este fenómeno se refiere a la incapacidad de las gotas de metal fundido para formar una línea fundida continua, creando en su lugar una superficie en forma de gota en la pieza formada; el efecto acumulativo de la ballificación puede reducir significativamente la precisión de la pieza.
Este efecto suele deberse a un contenido excesivo de oxígeno en la cavidad de conformado, lo que provoca la oxidación de la superficie de las gotas de metal, impidiendo su fusión. Por lo tanto, es crucial controlar estrictamente el contenido de oxígeno en la cavidad de conformado durante el proceso de conformado.
El acero inoxidable 316L es uno de los metales adecuados para la fabricación aditiva, pero ha habido informes de defectos de agrietamiento en la fabricación aditiva por láser de acero inoxidable 316L.
El agrietamiento térmico (o agrietamiento por solidificación) es uno de los mecanismos importantes de agrietamiento, que suele producirse en la fase tardía de la solidificación rápida del baño fundido.
En este punto, la proporción de fase sólida es grande, el baño de fusión está ocupado por una subestructura celular y hay una película de fase líquida en el límite de la subestructura celular.
La resistencia de esta estructura es extremadamente baja, lo que la hace propensa a agrietarse bajo tensión de tracción, y en este momento, es difícil que el líquido fluya para rellenar la zona de la grieta, formando finalmente una grieta térmica de límite de grano.
Los defectos comunes y sus mecanismos de formación en la fabricación aditiva por láser de acero inoxidable 316L se muestran en la Tabla 1.
Tabla 1: Defectos comunes y sus mecanismos de formación en la fabricación aditiva por láser de acero inoxidable 316L.
Nombre del defecto
Mecanismo de formación
Poros
Existen poros dentro del polvo; inerte gas protector no puede expulsarse del baño de fusión; una selección inadecuada de los parámetros del proceso da lugar a una densidad de energía láser excesiva, lo que desencadena un modo de fusión profunda.
Fusión incompleta
La densidad de energía láser es insuficiente, lo que provoca una profundidad de fusión inadecuada.
Esferoidización
Un contenido excesivo de oxígeno impide que las gotitas de metal se fusionen para formar una línea de fusión continua.
Cracking
Durante la fase tardía de solidificación, la película de fase líquida en el límite de la subestructura celular se agrieta bajo la tensión de tracción.
3. Microestructura
Debido al elevado gradiente de temperatura y a la velocidad de enfriamiento, la solidificación proceso de láser La fabricación aditiva presenta un efecto de enfriamiento rápido.
El acero inoxidable 316L preparado de este modo presenta una estructura extremadamente desequilibrada que los tradicionales métodos de fundición no puede lograr.
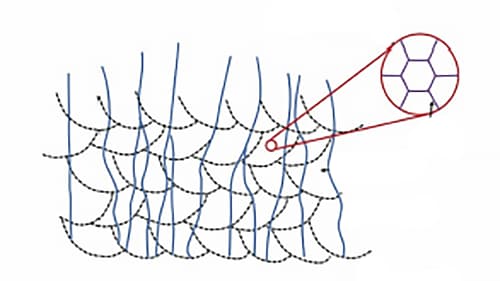
Suele formar una estructura cristalina columnar, con numerosas subestructuras celulares diminutas dentro de los granos columnares, como se muestra en la figura 1.
Figura 1: Ilustración de la microestructura del acero inoxidable 316L conformado mediante fabricación aditiva por láser.
Durante el proceso de solidificación (incluida la fundición, la soldadura, la fabricación aditiva por láser, etc.), el gradiente de temperatura G en la fase líquida en el frente de la interfaz sólido/líquido y la velocidad de crecimiento V del frente de solidificación determinan conjuntamente la morfología y el tamaño del grano y su subestructura interna.
Cuanto menor es el G/V, más fácil es que se forme una estructura de grano equiaxial; por el contrario, es más probable que se forme una estructura de grano columnar. Los gradientes de temperatura y las tasas de crecimiento varían a lo largo del baño de fusión.
Normalmente, el fondo del baño de fusión tiene un gradiente de temperatura grande y una tasa de crecimiento pequeña, lo que favorece la formación de cristales columnares, mientras que la parte superior del baño de fusión tiene un gradiente de temperatura pequeño y una tasa de crecimiento alta, lo que facilita la formación de cristales equiaxiales.
La fabricación aditiva por láser utiliza un método de deposición capa por capa. Para garantizar una unión suficiente entre capas, parte del material de la capa anterior se volverá a fundir, por lo que la estructura cristalina equiaxial de la parte superior del baño de fusión a menudo no existe, mientras que los cristales columnares de la parte inferior del baño de fusión se extienden capa a capa mediante crecimiento epitaxial.
Además, a diferencia de la estructura dendrítica del acero inoxidable 316L fundido, el baño de fusión de la fabricación aditiva por láser se enfría extremadamente rápido durante la solidificación, lo que limita la formación y el crecimiento de dendritas secundarias.
Por lo tanto, la interfaz sólido/líquido del baño de fusión de acero inoxidable 316L durante la fabricación aditiva por láser suele avanzar mediante crecimiento celular.
Durante la solidificación, el acero inoxidable 316L conformado por DED forma típicamente una primera austenita y en las paredes celulares de la subestructura celular se produce una pronunciada segregación de elementos estabilizadores de la ferrita, como el cromo y el molibdeno, lo que favorece la formación de una pequeña cantidad de ferrita.
Comparado con el DED, el SLM se enfría más rápido, el efecto de segregación de elementos se reduce en gran medida, generalmente no lo suficiente como para formar ferrita estable, por lo que el acero inoxidable 316L formado por SLM suele mostrar una monofase austenita sin formación de ferrita.
Además de la segregación de elementos estabilizadores de la ferrita como el cromo y el molibdeno en las paredes celulares de la subestructura celular, la ligera diferencia de orientación entre las subestructuras celulares adyacentes da lugar a un gran número de dislocaciones que se agrupan en las paredes celulares, mientras que la densidad de dislocaciones en el interior de la subestructura celular es relativamente baja, formando una típica célula de dislocación.
Además, se forma una determinada textura cristalográfica en el acero inoxidable 316L mediante la fabricación aditiva por láser. A lo largo del proceso, la dirección del flujo térmico varía dentro del baño de fusión, pero en general se opone a la dirección de formación.
La estructura del acero inoxidable 316L formado mediante fabricación aditiva por láser consiste principalmente en austenita con una estructura cúbica centrada en la cara.
Dado que la dirección es la dirección de crecimiento más rápida para los cristales cúbicos, el acero inoxidable 316L suele formar una textura fibrosa a lo largo de la dirección de formación durante la fabricación aditiva por láser. El ajuste de los parámetros del proceso, como las estrategias de escaneado láser, puede controlar eficazmente la formación de texturas.
4. 4. Propiedades mecánicas
4.1 Propiedades de tracción
En límite elástico y la resistencia a la tracción del acero inoxidable 316L producido mediante fabricación aditiva por láser suelen oscilar entre 300 y 600 MPa y entre 400 y 800 MPa, respectivamente, valores significativamente superiores al límite elástico (200 a 300 MPa) y la resistencia a la tracción (500 a 600 MPa) del acero inoxidable 316L preparado mediante métodos tradicionales.
El límite elástico ultraelevado del acero inoxidable 316L fabricado mediante aditivos láser se atribuye a su organización estructural a múltiples escalas, como granos finos (de aproximadamente 0,2 mm de tamaño), subestructuras celulares (de menos de 1μm de diámetro), límites de grano de ángulo pequeño de alta densidad (de hasta 41%), redes de dislocaciones (a escala de cientos de nanómetros), fases precipitadas (de 10 a 150 nm de tamaño) y segregación localizada de elementos (de menos de 1 nm de alcance).
Esta organización heterogénea multiescala también contribuye al endurecimiento por deformación continuo y estable tras la fluencia del acero inoxidable 316L.
Además, de forma similar al acero inoxidable 316L preparado mediante procesos tradicionales, el acero inoxidable 316L fabricado mediante aditivos láser también presenta un efecto Hall-Petch dinámico debido a la formación de nanotwins que ayudan a la deformación durante el proceso de deformación plástica por tracción, lo que contribuye a potenciar el efecto de endurecimiento por deformación, consiguiendo así una elevada resistencia a la tracción y un alargamiento ultraelevado tras la fractura.
La tasa de alargamiento tras la fractura del acero inoxidable 316L fabricado mediante aditivos láser está estrechamente relacionada con la porosidad del interior del material.
El acero inoxidable 316L conformado mediante fabricación aditiva por láser suele presentar estructuras cristalinas columnares y forma determinadas texturas cristalográficas, lo que hace que las propiedades de tracción del acero inoxidable conformado sean anisótropas. Ajustando las estrategias de escaneado, se puede reducir eficazmente la textura cristalográfica, haciendo que el límite elástico sea isótropo.
Sin embargo, las estructuras cristalinas columnares siguen dando lugar a distintos niveles de endurecimiento por deformación en distintas direcciones durante el proceso de tracción del acero inoxidable 316L conformado mediante fabricación aditiva por láser, lo que da lugar a diferencias significativas en la resistencia a la tracción y el alargamiento tras la fractura en distintas direcciones.
Además, los procesos tradicionales de fabricación de acero inoxidable 316L pueden desencadenar una transformación de fase martensítica durante la deformación plástica, pero en los estudios actuales sobre la deformación plástica del acero inoxidable 316L conformado mediante fabricación aditiva por láser no se ha encontrado ninguna transformación martensítica inducida por deformación.
4.2 Comportamiento ante la fatiga
El comportamiento a fatiga del acero inoxidable 316L conformado mediante fabricación aditiva por láser está influido por diversos factores, como la microestructura y los defectos internos, rugosidad superficialy dirección de carga.
La fina subestructura celular dentro de la estructura del acero inoxidable 316L conformado mediante fabricación aditiva por láser impide significativamente el deslizamiento de dislocaciones y la nucleación de grietas, mejorando en gran medida el comportamiento a fatiga del acero inoxidable 316L.
Tras la fabricación aditiva por láser, suele ser necesario un tratamiento térmico posterior para las piezas de acero inoxidable 316L, durante el cual la microestructura del acero inoxidable 316L puede cambiar, afectando a su comportamiento a fatiga.
Los estudios demuestran que después de recocido a 470℃, la subestructura celular del acero inoxidable 316L conformado por fabricación aditiva láser no cambia significativamente, por lo que el recocido de alivio de tensiones a baja temperatura no afecta en gran medida a su resistencia a la fatiga.
Sin embargo, cuando la temperatura de tratamiento térmico es lo suficientemente alta, puede afectar a la subestructura celular del acero inoxidable 316L conformado mediante fabricación aditiva por láser, afectando así a su comportamiento frente a la fatiga.
Los defectos internos y la considerable rugosidad de la superficie degradan significativamente el comportamiento a fatiga del acero inoxidable 316L formado mediante fabricación aditiva por láser. Los estudios indican que las imperfecciones internas (como huecos y polvo sin fundir) y las superficies rugosas provocan una concentración de tensiones localizada en el acero inoxidable 316L.
Estas zonas de concentración de tensiones tienden a ser los lugares iniciales de nucleación de grietas por fatiga, promoviendo así fallo por fatiga. Además, la dirección de la carga afecta notablemente al comportamiento a fatiga del acero inoxidable 316L conformado mediante fabricación aditiva por láser.
La resistencia a la fatiga del acero inoxidable 316L conformado por láser es mayor cuando la dirección de carga es perpendicular a la dirección de conformado, menor cuando son paralelas y menor en un ángulo de 45 grados.
Sin embargo, la investigación actual sobre los mecanismos de propagación de grietas por fatiga en acero inoxidable 316L conformado por láser está en pañales, y muchos mecanismos siguen sin estar claros o incluso son contradictorios.
5. Conclusión
El acero inoxidable 316L, con su excepcional combinación de propiedades mecánicas y de resistencia a la corrosión, es uno de los más utilizados. materiales de acero inoxidable. Los métodos tradicionales de fundición producen acero inoxidable 316L con granos gruesos y baja resistencia.
El procesamiento termo-mecánico refina significativamente el grano e introduce dislocaciones de alta densidad, mejorando la resistencia del acero inoxidable 316L.
Sin embargo, este procedimiento es complejo y suele utilizarse para piezas con formas sencillas.
La tecnología de fabricación aditiva por láser, caracterizada por su deposición capa a capa y su rápida solidificación, permite dar forma rápidamente a piezas complejas, otorgándoles características organizativas únicas, como granos pequeños, subestructuras celulares internas, límites de grano en ángulo pequeño de alta densidad y dislocaciones de alta densidad, que no tienen parangón en los métodos metalúrgicos tradicionales.
La fabricación aditiva por láser de acero inoxidable 316L proporciona una resistencia y plasticidad superiores a las del acero inoxidable 316L preparado por métodos metalúrgicos tradicionales.
Sin embargo, la tecnología de fabricación aditiva por láser se encuentra todavía en las primeras fases de investigación y aplicación. Futuros estudios deberían profundizar en las microestructuras y los comportamientos mecánicos del acero inoxidable 316L conformado mediante fabricación aditiva por láser, junto con una investigación en profundidad del impacto de los parámetros del proceso en la estructura y el rendimiento.
El control preciso del proceso de fabricación proporcionará más apoyo técnico para su amplia aplicación industrial.
Además, el control de la textura cristalográfica para mejorar la anisotropía del rendimiento del acero inoxidable 316L conformado mediante fabricación aditiva por láser, y desentrañar sus patrones de propagación de grietas por fatiga, son áreas esenciales de investigación futura.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]