¿Ha considerado alguna vez el impacto de la rugosidad superficial en sus productos? En esta entrada del blog, exploraremos el papel fundamental que desempeña la rugosidad superficial en la fabricación y cómo afecta a la calidad, el rendimiento y la durabilidad de los productos. Nuestros expertos ingenieros mecánicos compartirán valiosas ideas y consejos prácticos para ayudarle a optimizar sus procesos de fabricación y ofrecer productos de calidad superior a sus clientes. Prepárese para descubrir los secretos para conseguir el acabado superficial perfecto.
En la comunicación técnica, se suele utilizar el término "acabado superficial". Sin embargo, hay que tener en cuenta que el "acabado superficial" se basa en la percepción humana, mientras que la "rugosidad superficial" se basa en la microgeometría real de la superficie.
Para ajustarse a las normas internacionales (ISO), el uso de "acabado superficial" ya no es aceptable en las normas nacionales. El término preferido y más preciso es "rugosidad superficial".
La rugosidad superficial se refiere a la irregularidad de una superficie mecanizada, caracterizada por pequeños picos y valles con poco espaciado. La distancia entre estos picos y valles, conocida como distancia de onda, suele ser inferior a 1 mm, lo que entra en la categoría de errores de microgeometría.
Se define específicamente por el nivel de micro picos y valles altos y bajos (Z) y el espaciado (s) entre ellos.
En general, según S:
S < 1 mm - rugosidad superficial
1 ≤ s ≤ 10mm- ondulación
S > 10 mm- forma f
2. Tabla comparativa de VDI3400, Ra y Rmax
En las normas nacionales, se suelen utilizar tres indicadores para evaluar la rugosidad superficial (la unidad es μm).
Desviación aritmética media de los contornos: Ra
La altura media del desnivel: Rz
Altura máxima: Ry
El índice Ra se utiliza mucho en la producción real. La desviación microscópica máxima de la altura de un contorno, Ry, se denomina comúnmente Rmax en Japón y otros países, mientras que el índice VDI se utiliza habitualmente en Europa y América. En la tabla siguiente se comparan los índices VDI3400, Ra y Rmax.
La superficie VDI3400 guarda una relación de correspondencia con la norma Ra, ampliamente utilizada. Muchas personas consideran necesario consultar datos de referencia para determinar el valor correspondiente. La siguiente tabla es exhaustiva y se recomienda conservarla como referencia.
Tabla comparativa de la norma VDI3400 y Ra
VDI
Ra
VDI
Ra
3400
μm
3400
μm
0
01
23
1.4
1
0.112
24
1.6
2
0.126
25
1.8
3
0.14
26
2
4
0.16
27
2.2
5
0.18
28
2.5
6
0.2
29
2.8
7
0.22
30
3.2
8
0.25
31
3.5
9
0.28
32
4
10
0.32
33
5
11
0.35
34
5
12
0.4
35
5.6
13
0.45
36
6.3
14
0.5
37
7
15
0.56
38
8
16
0.63
39
9
17
0.7
40
10
18
0.8
41
11.2
19
0.9
42
12.6
20
1
43
14
21
1.12
44
16
22
1.26
45
18
Tabla comparativa de RA y Rmax
Ra (μm)
Rmax (μm)
0.1
0.4
0.2
0.8
0.4
1.5
0.56
2.4
0.8
3.3
1.12
4.7
1.6
6.5
2.2
10.5
3.2
12.5
4.5
17.5
6.3
24
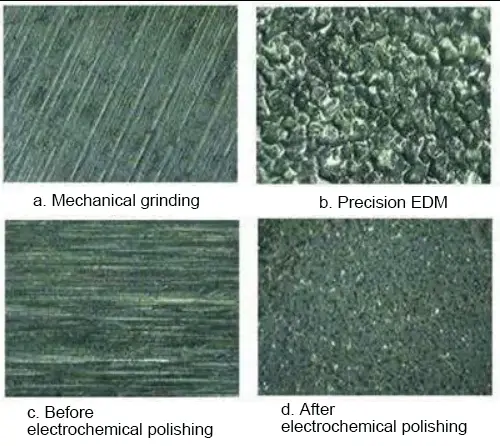
3. Factores de formación de la rugosidad superficial
La rugosidad de la superficie suele estar formada por diversos factores, entre ellos el método de procesamiento utilizado.
Por ejemplo, entre los factores que contribuyen a la rugosidad superficial se incluyen la fricción entre la herramienta y la superficie de la pieza durante el mecanizado, la deformación plástica de la capa superficial de metal durante la separación de la viruta, las vibraciones de alta frecuencia en el sistema de procesamiento y las picaduras de descarga en el mecanizado eléctrico.
La profundidad, densidad, forma y textura de las marcas dejadas en la superficie procesada pueden variar debido a las diferencias en los métodos de procesamiento y los materiales de la pieza.
4. Principales efectos de la rugosidad superficial en las piezas
El impacto en la resistencia al desgaste:
Cuanto más rugosa es la superficie, menor es el área de contacto efectiva entre las superficies de contacto, mayor es la presión y mayor es la resistencia a la fricción, lo que provoca un desgaste más rápido.
El impacto en la estabilidad del ajuste de la brecha:
En el caso del ajuste por holgura, una superficie más rugosa provoca un mayor desgaste y un aumento gradual de la holgura durante el funcionamiento. En el caso del ajuste por interferencia, la interferencia efectiva real se reduce debido al aplanamiento de los picos convexos microscópicos durante el montaje, lo que provoca una disminución de la resistencia de la conexión.
La superficie rugosa de una pieza presenta grandes depresiones susceptibles de concentrar tensiones, similares a las muescas y grietas de bordes afilados, que afectan a la resistencia a la fatiga de la pieza.
El impacto en la resistencia a la corrosión:
Las superficies rugosas de las piezas pueden permitir fácilmente que los gases o líquidos corrosivos penetren en los valles microscópicos de la superficie y alcancen la capa interna de metal, provocando la corrosión superficial.
El impacto en la sellabilidad:
Las superficies rugosas no encajan herméticamente entre sí, lo que permite que se filtren gases o líquidos a través de los huecos entre las superficies de contacto.
El impacto en la rigidez de contacto:
La rigidez de contacto se refiere a la capacidad de las superficies de unión de una pieza para resistir la deformación bajo fuerzas externas. La rigidez de una máquina depende en gran medida de la rigidez de contacto entre sus piezas.
El impacto en la precisión de las mediciones:
Las piezas se miden por su superficie y la rugosidad de la superficie de la herramienta de medición afectará directamente a la precisión de la medición, especialmente en la medición de precisión.
Además, la rugosidad de la superficie tiene un efecto variable sobre el revestimiento de una pieza, la resistencia térmica y de contacto, las propiedades de reflectancia y radiación, la resistencia al flujo de líquidos y gases, y el flujo de corriente a través de la superficie de un conductor.
5. Bases de evaluación de la rugosidad superficial
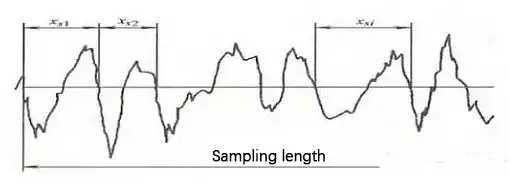
Longitud de muestreo
La longitud de muestreo es la longitud de una línea de referencia designada que se utiliza para evaluar la rugosidad de la superficie.
Para reflejar con precisión las características de rugosidad superficial de una pieza, la longitud de muestreo debe seleccionarse en función de la formación y textura de la superficie real. La longitud de muestreo debe medirse de acuerdo con el perfil general de la superficie real.
El propósito de especificar y seleccionar la longitud de la muestra es minimizar el impacto de la ondulación superficial y los errores de forma en los resultados de la medición de la rugosidad superficial.
La longitud unitaria y la longitud de muestreo para cada parámetro de rugosidad superficial se determinan mediante una línea de referencia especificada para la evaluación.
Según las normas ISO 1997, las longitudes de referencia habituales son 0,08 mm, 0,25 mm, 0,8 mm, 2,5 mm y 8 mm.
Longitud de muestreo Ln y longitud de evaluación L de RA, RZ y Ry
Ra(μm)
Rz.Ry(μm)
L(mm)
Ln=5L(mm)
≥ 0.008-0.02
≥ 0.025-0.10
0.08
0.4
>0.02-0.1
>0.10-0.50
0.25
1.25
>01-2.0
>0.50-10.0
0.8
4
>2.0-10.0
>10.0-50.0
2.5
12.5
>10.0-80.0
>50.0-320
8
40
Duración de la evaluación
La longitud de evaluación es una longitud necesaria para evaluar el contorno y puede incluir una o varias longitudes de muestreo.
Dado que la rugosidad superficial de la superficie de una pieza no siempre es uniforme, puede que no sea posible reflejar con precisión una característica específica de la rugosidad superficial con una sola longitud de muestreo. Por lo tanto, para evaluar la rugosidad de la superficie son necesarias múltiples longitudes de muestreo en la superficie.
Normalmente, la longitud de evaluación consta de cinco longitudes de muestreo.
Línea de base
La línea de base es la línea central del perfil utilizada para evaluar los parámetros de rugosidad superficial. Existen dos tipos de líneas de base:
Línea central de mínimos cuadrados del contorno: Esta línea de base es la línea dentro de la longitud de muestreo para la cual la suma de los cuadrados del desplazamiento del contorno de cada punto de la línea de contorno es la más pequeña, y tiene una forma geométrica de contorno.
Media aritmética de la línea central del contorno: Esta línea base es la línea dentro de la longitud de muestreo para la cual el área de los contornos superior e inferior en la línea central es igual.
Aunque la línea central de mínimos cuadrados es una línea de base ideal en teoría, resulta difícil de obtener en aplicaciones prácticas. Por ello, se suele utilizar en su lugar la línea central media aritmética del contorno, que puede medirse mediante una línea recta con una posición aproximada.
6. Parámetros de evaluación de la rugosidad superficial
1. Características de altitud
Desviación media aritmética del contorno (Ra):
Ra es la media aritmética del valor absoluto de la desviación del contorno dentro de la longitud de muestreo especificada (lr).
En las mediciones reales, un mayor número de puntos de medición da como resultado un valor Ra más preciso.
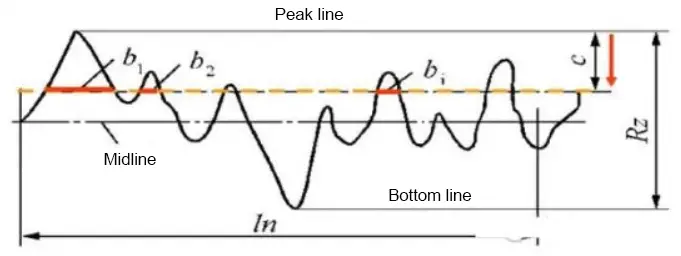
Altura máxima del contorno (Rz):
Rz es la distancia entre las líneas superior e inferior del contorno.
En el rango común de parámetros de magnitud, se prefiere Ra.
Antes de 2006, la norma nacional incluía un parámetro de evaluación conocido como "la altura de diez puntos de microdesnivel", que se expresaba como Rz y la altura máxima del perfil se expresaba como Ry.
Sin embargo, después de 2006, la norma nacional suprimió la "altura de diez puntos de la irregularidad microcósmica" y, en su lugar, expresó la altura máxima del perfil como Rz.
2. Característica de pasos
Rsm:
Rsm es la anchura media de la unidad de contorno, que representa la media del espaciado microscópico de los desniveles a lo largo de la longitud muestreada.
La distancia de desnivel microscópico se refiere a la longitud entre un pico de perfil y el valle de perfil adyacente en la línea media.
Incluso con el mismo valor Ra, el valor Rsm puede no ser el mismo, dando lugar a una textura reflejada diferente.
Las superficies que dan prioridad a la textura suelen tener en cuenta tanto la métrica Ra como la Rmr.
El parámetro de característica de forma Rmr se expresa como la relación de longitud de soporte del contorno, que es la relación entre la longitud de soporte del contorno y la longitud de muestreo.
La longitud de apoyo del perfil se calcula como la suma de la longitud de cada sección del perfil obtenida trazando una línea recta paralela a la línea central y a una distancia "c" de la línea superior del perfil dentro de la longitud de muestreo.
7. Métodos de medición de la rugosidad superficial
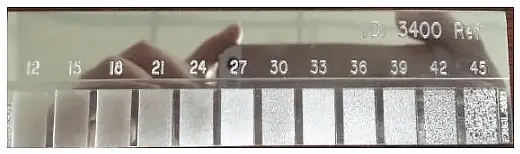
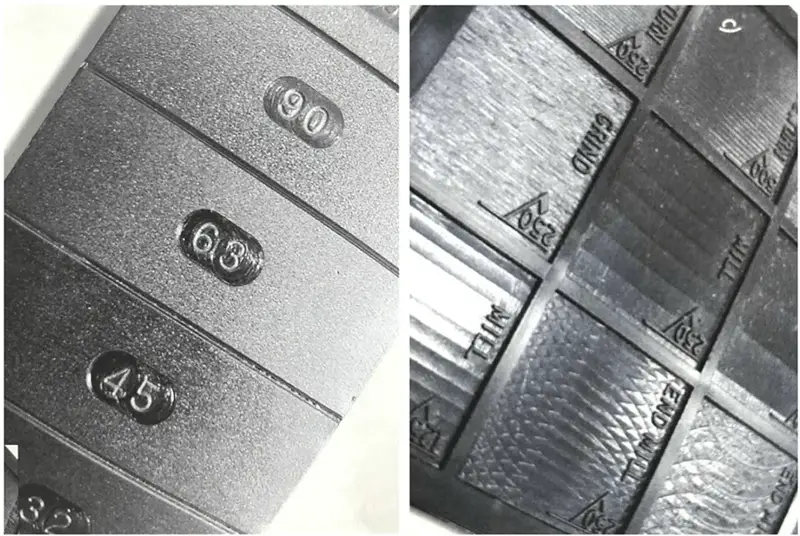
1. Comparativa método
Se utiliza para la medición in situ en talleres y suele emplearse para medir superficies medias y rugosas.
El método consiste en comparar la superficie medida con un modelo de rugosidad marcado con un valor específico para determinar el valor de rugosidad de la superficie medida.
Los comparadores de rugosidad, que son probetas electroformadas a base de níquel, son ideales para el trabajo del metal y sirven de ayuda eficaz. El operario solo tiene que raspar con la uña cada superficie de un grupo para encontrar la más parecida a la pieza que se está comparando.
Aunque algunas personas utilizan estos grupos de modelos como tablas de referencia, es importante tener en cuenta que no son normas oficiales sobre materiales.
Existen varios medidores de rugosidad, cada uno con funciones, métodos de evaluación y costes diferentes. Antes de elegir un modelo, se recomienda consultar con un fabricante profesional para seleccionar la opción más adecuada a sus necesidades.
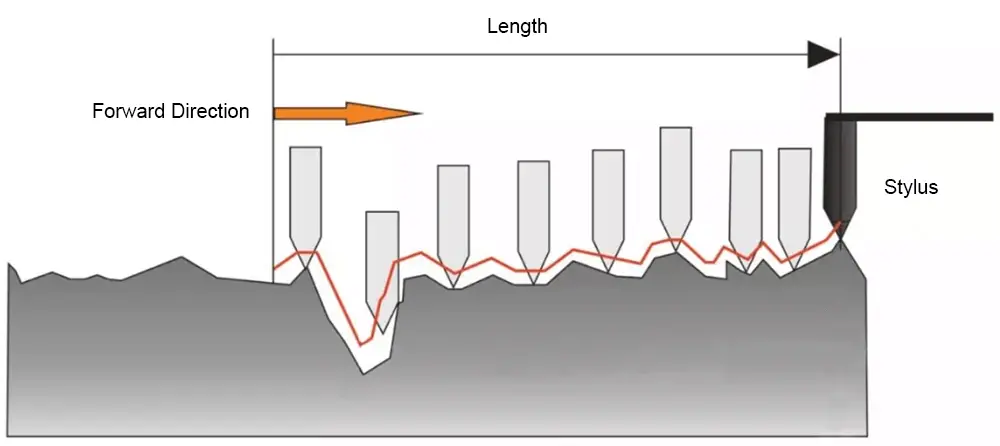
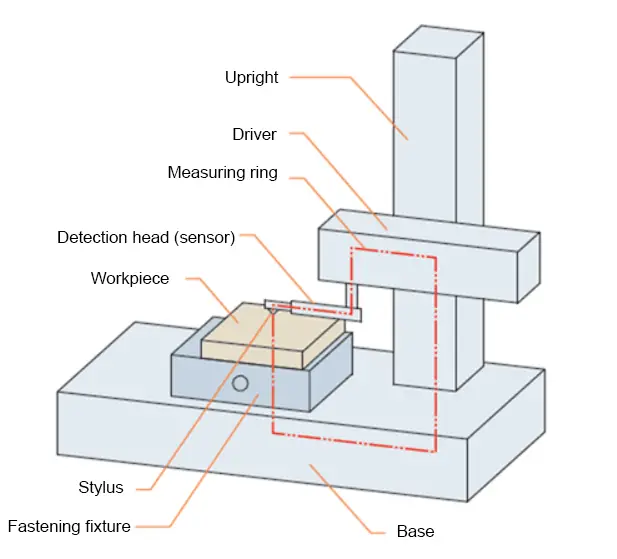
2. Método Stylus
La medición de la rugosidad superficial implica el uso de un palpador de diamante con un radio de curvatura de la punta de aproximadamente 2μm para moverse a lo largo de la superficie medida.
El desplazamiento hacia arriba y hacia abajo del palpador de diamante se convierte en una señal eléctrica mediante un sensor eléctrico de longitud. Tras la amplificación, el filtrado y el cálculo, el valor de rugosidad de la superficie se muestra en un instrumento y la curva del perfil medido también puede registrarse mediante un registrador.
Los instrumentos que sólo muestran valores de rugosidad superficial se denominan medidores de rugosidad superficial, mientras que los que registran curvas de perfil de superficie se denominan perfiladores de rugosidad superficial.
Ambos tipos de herramientas disponen de circuitos electrónicos de cálculo u ordenadores que calculan automáticamente la desviación media aritmética del contorno (Ra), la altura de diez puntos de desnivel microscópico (Rz), la altura máxima del contorno (Ry) y otros parámetros de evaluación.
Estas herramientas tienen una alta eficiencia de medición y son adecuadas para medir la rugosidad superficial con valores Ra que oscilan entre 0,025 y 6,3 μm.
8. Rugosidad superficial: Ra y Rz
Conceptos básicos de Ra y Rz
En la antigua norma nacional GB/T3505-1983, se estipula que los parámetros de evaluación de la rugosidad superficial deben seleccionarse a partir de tres aspectos: la desviación media aritmética del contorno (Ra), la altura de diez puntos de microdesnivel (Rz) y la altura máxima del contorno (Ry).
Ra se conoce como la desviación media aritmética del contorno o el valor medio de la línea central. Es la media aritmética de las alturas de los puntos del contorno dentro de la longitud de medición.
Rz se conoce como la altura de diez puntos de microdesnivel. Es la suma de los valores medios de los cinco picos de contorno más altos y los cinco valles de contorno más profundos dentro de la longitud de muestreo l.
La amplitud del uso varía entre las dos
Ra es el principal parámetro de evaluación, mientras que Rz se utiliza generalmente sólo para representar superficies más cortas. En el procesamiento real, Ra se utiliza más comúnmente para expresar la rugosidad que Rz.
Los métodos de cálculo son diferentes
La desviación media aritmética Ra se refiere a la media aritmética de los valores absolutos de la coordenada vertical Z dentro de una longitud de muestreo, denotada como Ra. Rz es la suma de los valores medios de los cinco picos de contorno más altos y los cinco valles de contorno más profundos dentro de la longitud de muestreo.
La precisión varía entre los dos
Como Rz tiene menos puntos de medición, no refleja las características de la altura de la forma microgeométrica tan plenamente como el parámetro Ra. No tiene la precisión de Ra, pero es más fácil de medir que Ra.
9. Tabla de rugosidad superficial
Tabla comparativa de la rugosidad superficial entre China y EE.UU.
Antiguo estándar chino (suavidad)
Nueva norma china (rugosidad) Ra
Norma de EE.UU. (micras) Ra
Estándar de EE.UU. (micropulgadas) Ra
▽4
6.3
8
320
6.3
250
▽5
3.2
5
200
4
160
3.2
125
▽6
1.6
2.5
100
2
80
1.6
63
▽7
0.8
1.25
50
1
40
0.8
32
▽8
0.4
0.63
25
0.5
20
0.4
16
Tabla de conversión de acabado superficial doméstico y rugosidad superficial Ra, Rz (Unidad: μm)
Acabado superficial
▽1
▽2
▽3
▽4
▽5
▽6
▽7
Rugosidad superficial
Ra
50
25
12.5
6.3
3.2
1.60
0.80
Rz
200
100
50
25
12.5
6.3
6.3
Acabado superficial
▽8
▽9
▽10
▽11
▽12
▽13
▽14
Rugosidad superficial
Ra
0.40
0.20
0.100
0.050
0.025
0.012
–
Rz
3.2
1.60
0.80
0.40
0.20
0.100
0.050
Método internacional normalizado de tratamiento de la rugosidad superficial
Código de grado estándar
Rugosidad superficial
Herramienta de procesamiento (método)
Material de procesado y requisitos de dureza
Descripción de la luminosidad
Arena de molienda gruesa Granulometría
Arena de molienda fina Granulometría
Pulido con pasta de diamante
SPI(A1)
Ra0,005
S136
54HRC
Muy brillante, efecto espejo
8407
52HRC
SPI(A2)
Ra0,01
DF-2
58HRC
Menos brillo, sin textura de lija
XW-10
60HRC
SPI(A3)
Ra0,02
S136
300HB
Brillo aún más bajo, pero sin textura de lija
718SUPREME
300HB
SPI(B1)
Ra0,05
Sin brillo, ligera textura de lija 3000#
SPI(B2)
Ra0.1
Sin brillo, ligera textura de lija 2000#
SPI(B3)
Ra0,2
Sin brillo, ligera textura de papel de lija 1000#, dirección de las huellas de procesamiento indistinguible
Ra0.4
Procesado de precisión: Torneado de precisión\Planificación de precisión\Fresado de precisión\Rectificado\Rectificado\Raspado
Ligera dirección perceptible de las trazas de procesamiento
Ra0,8
Procesado de precisión: Torneado de precisión\Planificación de precisión\Fresado de precisión\Rectificado\Rectificado\Raspado
Dirección discernible de las trazas de procesamiento
Ra1.6
Ra3.2
Ra6.3
Ra12,5
Ra25
Ra50
Tabla de referencia para la relación entre la rugosidad superficial y el brillo (Unidad: μm)
Rugosidad superficial
GB1031-1983
Brillo de la superficie
GB1031-1968
Estado de la superficie
Ra
Ra
Grado
0.012
0.01
▽14
Superficie de espejo mate
0.025
0.02
▽13
Superficie brillante como un espejo
0.05
0.04
▽12
Superficie brillante
0.1
0.08
▽11
Superficie oscura brillante
0.2
0.16
▽10
Dirección de la huella de mecanizado no identificable
0.4
0.32
▽9
Dirección de la huella de mecanizado ligeramente identificable
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los ingenieros mecánicos y profesionales de la fabricación! ¿Tiene problemas con los molestos defectos de anodizado en sus productos de aluminio? ¡No busque más! En esta entrada del blog, profundizaremos en...
¿Alguna vez se ha preguntado por qué algunos materiales se doblan con facilidad y otros permanecen rígidos? Este blog se sumerge en el fascinante mundo del módulo elástico y la rigidez, desentrañando sus funciones cruciales en ingeniería. Por...
¿Alguna vez se ha preguntado qué es un círculo perfecto? En el mundo de la ingeniería mecánica, la redondez es un concepto crucial que afecta al rendimiento y la longevidad de los componentes giratorios. Este...
En el vertiginoso mundo de la fabricación actual, el desbarbado eficaz es crucial. Con los numerosos métodos disponibles, elegir el adecuado puede resultar desalentador. En esta entrada del blog, exploraremos varias técnicas de desbarbado, desde...
¿Se ha preguntado alguna vez qué es lo que hace que el mundo gire sin problemas? Los héroes anónimos entre bastidores son los rodamientos. Estos pequeños pero poderosos componentes desempeñan un papel crucial en la reducción de la fricción...
Los engranajes son los héroes olvidados del mundo de la mecánica, que trabajan silenciosamente entre bastidores para que las máquinas funcionen sin problemas. Pero, ¿alguna vez se ha preguntado de qué materiales están hechos estos...
Este artículo explora los 5 principales fabricantes de torres de refrigeración que dan forma a nuestro mundo. Descubra cómo estas empresas innovan para que las industrias funcionen sin problemas y con eficacia. Prepárese para descubrir los secretos...
¿Se ha preguntado alguna vez qué es lo que hace que nuestros sistemas de gas funcionen sin problemas y de forma segura? En este artículo, exploramos los principales fabricantes de reguladores de gas, descubriendo sus innovaciones y contribuciones a la industria....
¿Se ha preguntado alguna vez por qué es problemático conectar cables de cobre y aluminio? Este artículo explica los riesgos asociados a la conexión de estos dos metales debido a sus diferentes propiedades electroquímicas, que pueden...