La disposición de las piezas de corte en chapa, material de banda o fleje se denomina disposición. La eficacia de la disposición afecta directamente a la utilización del material, la calidad de la pieza, el coste, la estructura de la matriz y la vida útil. La selección juiciosa de los materiales es importante para ahorrar materiales en la producción de estampación.
Un diseño eficaz es una medida sólida para la conservación de materiales, especialmente en la producción en serie, donde los costes de material representan una gran proporción. La plena utilización de los materiales es un indicador económico crucial en chapa metálica producción de piezas.
El proceso de trazado debe ser exhaustivo y deben analizarse todos los factores que influyen en él para establecer el mejor plan de trazado.
Existen tres métodos de clasificación para la disposición de las piezas de corte. Uno divide la disposición desde la perspectiva del material de desecho en: disposición con desecho, disposición con menos desecho y disposición sin desecho.
1. Disposición con residuos
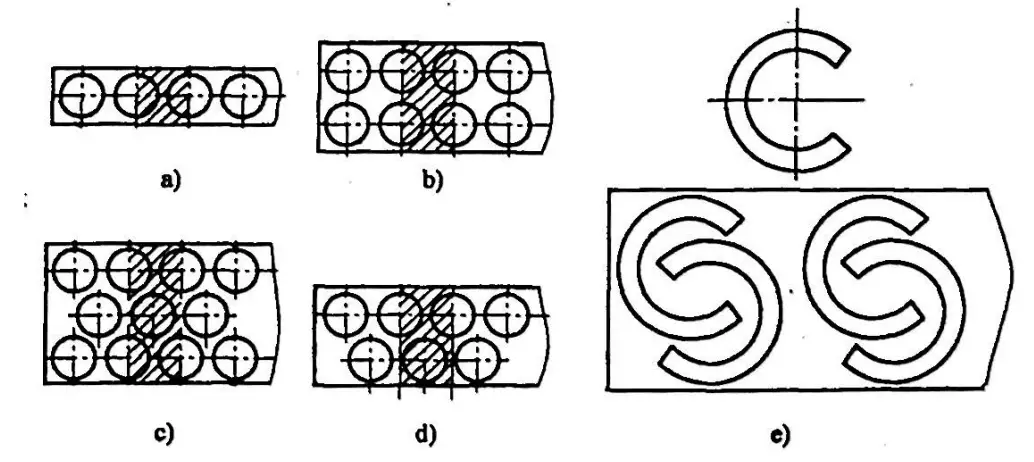
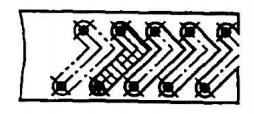
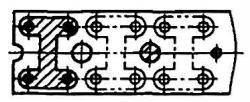
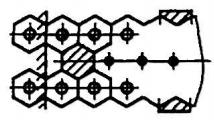
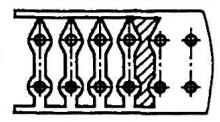
La disposición con desperdicios (ver Fig 3-10) se realiza en todo el perímetro de la pieza. Como hay solapamientos en el material, la calidad de las piezas troqueladas está garantizada, y la vida útil de la matriz es larga. Sin embargo, el aprovechamiento del material es bajo.
Fig 3-10 Disposición con residuos
a) Disposición de una sola pieza redonda
b) Disposición de la pieza doble redonda paralela
c) Disposición de la pieza redonda triple cruzada
d) Disposición de la pieza redonda doble cruzada
e) Trazado transversal
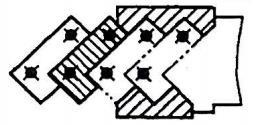
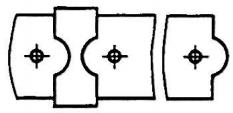
2. Maquetación con menos residuos
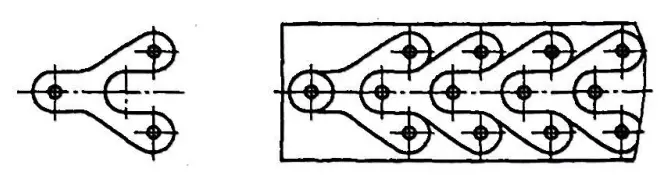
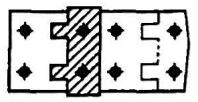
La disposición con menos desperdicio (véase la Fig. 3-11) se realiza a lo largo de parte de la forma exterior de la pieza, dejando solapamiento o material sobrante sólo en zonas específicas.
Fig 3-11 Disposición con menos residuos
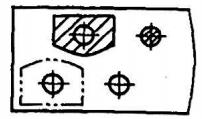
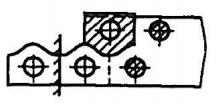
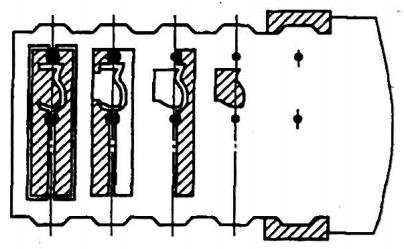
3. Disposición sin residuos
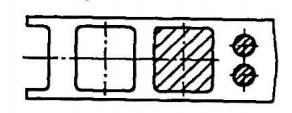
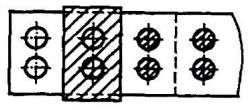
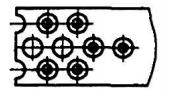
La disposición sin desperdicios (ver Fig 3-12) se refiere a una disposición sin desperdicios de proceso (solapamiento y material sobrante), sólo desperdicios estructurales determinados por la forma estructural de la pieza (como desperdicios en agujeros).
Fig 3-12 Disposición sin residuos
A través del análisis anterior, se puede ver que, bajo la condición de no afectar a los requisitos de uso de la pieza, la adopción de un diseño con menos o ningún desperdicio puede aumentar la utilización de material a 75%-95%. Esto es beneficioso no sólo para estampar varias piezas a la vez, sino también para simplificar la estructura de la matriz y reducir la fuerza de corte.
Sin embargo, debido a la influencia de la tolerancia de tamaño de la propia banda y a los errores causados por el guiado y el posicionamiento de la banda, la calidad y la precisión de las piezas troqueladas son inferiores.
Mientras tanto, como la matriz experimenta una fuerza unilateral, se agrava el desgaste de la matriz, se reduce su vida útil y afecta directamente a la calidad de la sección transversal de la pieza de corte. Por tanto, la disposición debe coordinarse y tenerse muy en cuenta.
El segundo método clasifica los métodos de disposición de las piezas de corte según la forma de la pieza y el método de disposición en: disposición recta, disposición diagonal, disposición recta opuesta, disposición diagonal opuesta, disposición mixta, disposición de varias filas, etc., como se muestra en la Tabla 3-5.
Tabla 3-5 Métodos de disposición
Tipos de diseño de patrones
Disposición dimensional del material
Disposición mínima o adimensional del material
Disposición vertical
Disposición diagonal
Acuerdo de oposición directa
Disposición de oposición diagonal
Método de disposición de paneles
Método de corte integral
Técnica de corte por etapas
El tercer método es el de disposición mixta, también conocido como nesting. Este método es adecuado para punzonadoras CNC (punzonado con torreta ) y corte por láser. Al organizar la disposición basándonos en un análisis de los tipos de piezas punzonadas en nuestra empresa, deberíamos adoptar el método de disposición mixta siempre que sea posible para las piezas adecuadas.
En conclusión, tras asegurarse de que los principales requisitos técnicos de las piezas no se ven afectados y con el consentimiento de los diseñadores del producto, la modificación de la forma estructural de las piezas para dar cabida a disposiciones de desecho mínimo o cero desechos no sólo ahorra una cantidad sustancial de materia prima, sino que también mejora la eficacia de producción del producto.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]