Durante el proceso de tratamiento térmico, se produjo un fallo por fractura y, tras la inspección, se descubrió que la causa era la presencia de cristales mixtos. Los cristales mixtos son un hallazgo común durante el examen metalográfico tras el proceso de tratamiento térmico en la industria de fabricación mecánica. Hoy hablaremos de los cristales mixtos.
1. Qué es el cristal mixto
Los cristales mixtos, como su nombre indica, son una mezcla de varios tamaños de grano. El tamaño de grano es una medida de la tenacidad de los materiales metálicos: a mayor tamaño de grano, mayor tenacidad del material, y a menor tamaño, menor tenacidad.
Si se mezclan granos de baja calidad con granos de alta calidad, el rendimiento global del material metálico disminuirá. Cuanto mayor sea la proporción de granos de baja calidad, más inestable será el rendimiento global del material.
Normalmente, se considera que existen granos mixtos cuando la estructura contiene granos con tamaños diferentes que difieren entre 3 y 4 grados. Si la proporción de granos grandes supera 10%, es necesario tener cuidado con el fallo prematuro de las piezas mecánicas que pueden provocar los granos grandes.
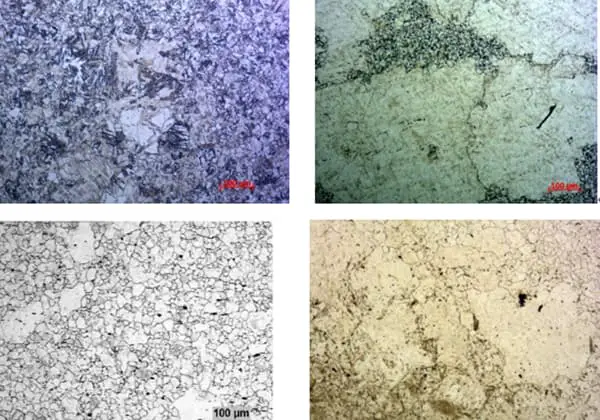
La naturaleza impredecible de los cristales mixtos los convierte en una preocupación para los trabajadores de tratamientos térmicos, ya que es imposible predecir cuándo pueden fallar las piezas mecánicas. La imagen siguiente muestra la imagen metalográfica de los cristales mixtos.
2. Causas del cristal mixto
Hay dos razones básicas para los cristales mixtos:
A. Segregación de elementos de aleación (distribución desigual de elementos de aleación)
B. Deformación crítica (acero deformado, grano cambiado)
Centrándonos en estas dos razones, parte de la fundición de acero.
1. Fundición de acero:
Es bien sabido que el proceso de fundición del acero consiste en utilizar mineral de hierro y diversas materias primas para acabar produciendo acero fundido a través de una compleja serie de pasos, que luego se funde en lingotes. Las plantas siderúrgicas son las más profesionales en el proceso de formación de acero fundido, y dado que el acero fundido en fase líquida es naturalmente uniforme, no se realizará aquí ninguna evaluación. En su lugar, nos centraremos en el proceso de solidificación del acero líquido en lingotes.
La segregación de lingotes es la forma más frecuente de segregación.
En términos sencillos, la causa de la segregación en el lingote es directa: la elementos de aleación tienden a solidificarse primero durante el proceso de solidificación, mientras que las zonas con menos elementos de aleación se solidifican más tarde, lo que provoca una distribución desigual de los elementos de aleación.
La estructura metalúrgica más típica producida por este proceso es la segregación dendrítica.
También hay impurezas presentes, como inclusiones de escoria que se acumulan en un lugar específico durante el proceso de laminación y enfriamiento del acero fundido.
El principal problema de la segregación es que da lugar a una distribución desigual de los elementos de aleación, incluidos el carbono, el cromo, el níquel, el molibdeno, el aluminio y otros.
Esta distribución desigual forma regiones separadas con composiciones químicas distintas, cada una de las cuales puede considerarse un tipo de acero.
En esta fase, estas regiones pueden identificarse como granos separados, distintos de los granos mezclados. ¿Está más claro ahora?
2. Laminado de acero:
El laminado es un proceso que transforma un lingote en su forma final, como una barra, una placa, un alambrón o un perfil de acero.
En lingote de acero primero se recalienta y luego se somete a múltiples pasadas de laminado hasta que cumple las especificaciones deseadas.
Antes del laminado, el acero suele someterse a recocido por difusión.
El objetivo del recocido por difusión es homogeneizar los elementos de aleación del acero. Como se ha comentado anteriormente, la segregación de los elementos de aleación durante la solidificación da lugar a una composición desigual, lo que puede provocar problemas.
Para resolver este problema, el acero se somete a un recocido por difusión a una temperatura de aproximadamente 1200°C.
A esta temperatura, la actividad de los elementos de aleación aumenta y se produce la difusión dentro del acero, pasando de zonas de alta concentración a zonas de baja concentración, lo que mejora la uniformidad del acero.
Al mismo tiempo, el acero permanece en estado sólido y aún no ha entrado en fase líquida.
Aunque los elementos de aleación se hayan desplazado, sólo mejoran la uniformidad del acero y no pueden eliminar por completo la segregación.
El laminado es similar a los procesos de forja y extrusión.
Durante este proceso, el acero se somete a calentamiento, forja, extrusión, enfriamiento, recristalización, recocido, reextrusión y otros procedimientos.
Algunos defectos del acero original se reducen gradualmente durante este proceso, y el grado de segregación de los elementos de aleación también disminuye.
En un escenario ideal, estos procesos eliminan los defectos y reducen la segregación, pero en la realidad, las plantas siderúrgicas priorizan el ahorro de costes y la eficiencia.
Para conseguirlo, pueden reducir la temperatura y el tiempo de recocido por difusión, saltarse el proceso de recocido o aumentar la proporción de forja durante el proceso de laminado, lo que puede tapar pero no erradicar los defectos y provocar un grado aún mayor de segregación durante el proceso de laminado.
Este cambio se describe detalladamente en la siguiente sección.
3. Problemas de deformación (forja, extrusión):
Tras recibir el acero, la planta de tratamiento mecánico suele utilizar forja en caliente y de extrusión en frío para formar la pieza y, a continuación, completa el mecanizado, el tratamiento térmico y el rectificado para obtener el producto final.
Sin embargo, pueden surgir problemas durante este proceso.
Forja en caliente es similar al laminado de acero mencionado en la sección 2, pero con equipos, relaciones de compresión y estructuras de producto diferentes.
En cambio, la extrusión en frío aprovecha la tenacidad del acero para producir una deformación plástica sin calentamiento.
Ambos procesos implican problemas de deformación plástica.
La tenacidad de un metal se refiere a su capacidad para sufrir deformaciones, lo que suele entenderse como su capacidad para estirarse o comprimirse.
A mayor dureza, mayor capacidad de estiramiento y menor capacidad de compresión.
¿Qué les ocurre a los granos durante la tensión o la compresión? Piensa en una goma elástica.
Inicialmente, si el diámetro de una goma elástica es de 10 mm y se estira hasta 10 veces su longitud, ¿qué ocurre con su diámetro?
Ciertamente no llega a ser de 1 mm, pero para ilustrar el problema, todo el mundo sabe que se vuelve más fino. Si sigues estirándolo, se hará aún más fino hasta que se rompa.
La deformación del metal es un proceso de cambio de grano.
Antes de la deformación, los granos tienen una forma irregular, pero esencialmente en forma de bola.
Con la aplicación de una fuerza externa, los granos se estiran como una goma elástica y su espacio se comprime. Se vuelven cada vez más delgados a medida que la fuerza externa continúa.
Antes eran un montón de patatas, pero ahora se han convertido en un manojo de tallos de trigo.
Durante este proceso, los granos parecen no haber cambiado, pero al inspeccionarlos más de cerca, su tamaño se ha reducido mucho.
Es importante tener en cuenta que las apariencias engañan y no dejarse engañar por lo que se ve en la superficie.
4. Tratamiento térmico:
El tratamiento térmico es un proceso intermedio que no puede verse ni tocarse y que no puede detectarse inmediatamente ni ajustarse durante el proceso.
El estado del producto sólo puede determinarse mediante el control del proceso y la inspección final.
Sin embargo, los problemas derivados de todos los procesos anteriores se hacen patentes durante el tratamiento térmico.
El proceso de tratamiento térmico requiere que el carburizado y el temple se calienten por encima de la temperatura de austenización del acero.
Por lo tanto, la pieza debe calentarse a una temperatura superior a AC3 para que la operación tenga lugar. Durante este proceso, se producen varios cambios importantes.
La red cúbica de ferrita centrada en el cuerpo se transforma en una red cúbica centrada en la cara. austenita y la cantidad de carbono disuelto, los elementos de aleación incorporados y la difusión de los elementos de aleación se producen durante este proceso.
Los límites entre los granos también se rompen y recristalizan, haciendo que los granos originales cambien y se reorganicen.
El proceso de recombinación de granos es esencialmente una competición de energía, similar a la actual situación internacional en la que el tamaño de un país viene determinado por su alta tecnología, sus armas nucleares y su capacidad de combate.
Cuanto más fuerte es un país, más grande se hace, mientras que un país más débil es más propenso a la fragmentación.
Del mismo modo, los carburos formados por elementos de aleación actúan como fortalezas en los granos, obstaculizando su crecimiento.
En las zonas donde escasean los elementos de aleación, son imparables y su territorio se expande, haciendo crecer los granos.
Para garantizar el tamaño de deformación deseado del producto, la temperatura de calentamiento debe mantenerse a un nivel moderado para restringir el comportamiento de difusión de los elementos de aleación.
Si la temperatura de calentamiento es demasiado alta, puede provocar un fallo en la transformación de fase, y si la temperatura es demasiado baja para alcanzar la austenitización requerida, también provocará un fallo en la transformación de fase.
Por lo tanto, el problema del calentamiento en el tratamiento térmico requiere un calentamiento a temperatura media, que está muy restringido.
Normalmente, la temperatura de cementación es de unos 900-940°C y la temperatura de enfriamiento es de 30-50°C por encima de la temperatura AC3.
Estos son valores de libro de texto, y ahora consideremos las posibles consecuencias de las secciones anteriores a estas temperaturas.
a. Efecto de la segregación de elementos de aleación:
A medida que avanza el proceso de austenitización, las distintas zonas presentan contenidos variables de elementos de aleación, lo que da lugar a diferentes temperaturas de austenitización en dichas zonas.
Aunque la pieza alcance la misma temperatura, algunas zonas ya han comenzado el austenita transformación, mientras que otros están aún en fase de preparación.
Algunas zonas han completado la transformación de austenita, mientras que otras aún no lo han hecho, lo que da lugar a un crecimiento continuo de granos en las zonas que ya se han transformado en austenita y de granos finos en las zonas que aún no han completado la transformación.
Si la austenitización se detiene en este punto y se enfría rápidamente, se producirá una coexistencia de granos grandes y pequeños y, en casos graves, pueden formarse granos mixtos.
La mayoría de los elementos de aleación, como V, Ti, Nb, etc., dificultan el crecimiento del grano.
Los elementos de aleación como Cr, Mo, W, etc. ralentizarán la formación de austenita.
Estos elementos pueden afectar a la granulometría y desempeñar un papel en el refinado de los granos.
Por otro lado, hay algunos elementos, como el Mn y el P, que pueden favorecer el crecimiento de los cereales.
Si estos elementos se segregan seriamente en el acero, puede producirse una mezcla de cristales.
b. Influencia de la deformación durante el laminado, el forjado y el trabajo en frío:
Durante el proceso de tracción y extrusión, los granos se deforman, lo que reduce la energía en los límites de grano originales.
A medida que aumenta la temperatura de calentamiento, los granos se recombinan cuando se alcanza la temperatura de recristalización del acero.
En este momento, la energía del elemento de aleación se hace mayor, y dos granos finos adyacentes pueden fusionarse fácilmente.
Los elementos que antes se limitaban a moverse dentro de un solo grano ahora pueden romper los límites de los dos granos y tomar un atajo para fusionar los dos granos finos en un grano grande en muy poco tiempo.
A medida que cambian la temperatura y el tiempo de calentamiento, estos granos siguen creciendo hasta que no hay energía para atravesar las limitaciones del límite de grano.
En este punto, se han formado muchos granos grandes.
Sin embargo, no todos los granos deformados crecen hasta alcanzar la deformación crítica necesaria para el crecimiento. Esto da lugar a algunos granos normales, lo que conduce a la formación de granos mixtos.
C. Efecto de la temperatura:
El proceso de forja y la temperatura y el tiempo del proceso de tratamiento térmico tienen un impacto significativo en el grano.
Cuando la temperatura es alta y el tiempo de mantenimiento es largo, los granos crecen.
Esta temperatura límite depende del material, y materiales diferentes tienen temperaturas límite diferentes.
Las temperaturas de tratamiento térmico suelen ser fijas, y la temperatura típica de cementación no supera los 950°C.
A esta temperatura, la mayoría de los aceros de grano fino no experimentan cambios significativos.
Sin embargo, una temperatura excesiva debida a errores en los parámetros o a una medición imprecisa de la temperatura puede dar lugar a un acero de grano grueso.
Los granos producidos por la forja a sobretemperatura son gruesos, y un Estructura Widmanstatten se encuentra a menudo en la metalografía después de la forja.
Los widmanstatten pueden eliminarse normalizando varias veces, y el cambio de grano causado por la temperatura puede compensarse normalizando.
Sin embargo, en general no se recomienda utilizar una estructura Widmanstatten si aparece en la realidad.
3. Resumen:
En resumen, la razón principal del cristal mixto es la segregación de elementos, y es difícil eliminarla mediante tratamiento térmico en procesos posteriores.
Además, es crucial prestar atención al tamaño del grano durante cualquier proceso que produzca deformación.
La mezcla granulométrica causada únicamente por la deformación puede mejorarse mediante tratamiento térmico.
Sin embargo, si el grano ya ha crecido y se ha estabilizado, y los elementos de aleación han precipitado en el límite del grano, puede ser difícil de abordar.