Exploración del impacto del tratamiento QPQ en la microestructura del acero 40Cr
¿Alguna vez se ha preguntado cómo aumentar la durabilidad del acero? El tratamiento QPQ puede ser la respuesta. Este innovador proceso, que combina nitruración y oxidación, aumenta significativamente la resistencia al desgaste y a la corrosión del acero 40Cr. En este artículo descubrirá cómo el tratamiento QPQ supera a métodos tradicionales como el cromado y la nitruración iónica, convirtiéndolo en una opción superior para diversas aplicaciones industriales. Sumérjase para conocer la ciencia que hay detrás del QPQ y vea cómo puede mejorar la vida útil y el rendimiento de sus componentes metálicos.
Desengrasado y limpieza → precalentamiento → nitruración en baño salino → oxidación en baño salino → desalación y limpieza → secado (pulido → oxidación en baño salino → desalación y limpieza → secado) → inmersión en aceite.
La tecnología QPQ (Quench-Polish-Quench) es una combinación de procesos de nitruración y oxidación. Se trata de un tratamiento en baño salino que mejora la resistencia al desgaste y a la corrosión de la superficie del sustrato combinando nitrógeno y oxidación.
Esta tecnología se utiliza a menudo como alternativa al carburizado y al temple, a la nitruración iónica y al cromado. Mejora la resistencia al desgaste y a la corrosión de los productos, al tiempo que reduce el riesgo de deformación por endurecimiento.
La tecnología QPQ tiene una amplia gama de aplicaciones en campos como la maquinaria de ingeniería, la instrumentación y la industria química ligera. En este estudio, la resistencia al desgaste y a la corrosión de Acero 40Cr se evaluaron tras someterse al tratamiento QPQ y se compararon con las de nitruración por plasma incandescente, oxidación y electrodeposición de cromo.
1. Materiales y métodos de ensayo
(1) Materiales y proceso de ensayo
El material de ensayo utilizado en este estudio fue Acero 40Cr con una dureza aproximada de 274HV tras someterse a temple y revenido. Las muestras metalográficas se prepararon mediante corte por hilo y tenían unas dimensiones de φ30mm × 10mm para las pruebas de desgaste y de φ10mm × 100mm para las pruebas de resistencia a la corrosión. A las muestras se les asignaron números separados como se muestra en la Tabla 1.
Antes de someterlas al tratamiento térmico, la superficie de las muestras se esmeriló hasta alcanzar un valor de rugosidad de 1,6μm y se limpió con acetona anhidra, se enjuagó con agua limpia y se secó. Los parámetros del proceso para cada tratamiento térmico se muestran en la Tabla 2.
Tras someterse al tratamiento QPQ y a la oxidación, la superficie de las muestras aparecía negra, mientras que tras el cromado era plateada y brillante, y tras el tratamiento con iones nitruración era gris plateado.
Tabla 1 Nº de muestras de diferentes tratamientos térmicos
Categoría de muestra
Tratamiento QPQ
Oxidación
Cromado
Nitruración iónica
Muestra metalográfica
al
–
–
dl
Muestra de ensayo de desgaste
a2
b2
c2
d2
Muestra de ensayo de resistencia a la corrosión
a3
b3
c3
d3
Tabla 2 Parámetros de proceso del tratamiento térmico del acero 40Cr
Solución del tanque (NaOH: NaNO2=2:1), oxidación (140C × 20min)
c2,c3
Cromado
Solución de baño (CrO3: 250g/L+H2SO4: 3g/L), cromado (55C × 50A/dm2)
d1,d2,d3
Nitruración iónica
Nitruración por plasma incandescente (520 ℃ × 20h).
(2) Prueba de microdureza
Rectificar las probetas metalográficas (a1, d1) que han sido sometidas a diversos procesos de tratamiento térmico con papel de lija fino hasta que queden brillantes. Esto se hace para la inspección metalográfica y la medición de la dureza.
Después de la incrustación metalográfica, medir el gradiente de dureza desde la superficie de la capa infiltrada hasta la matriz.
El microdurómetro utilizado en el ensayo tiene una fuerza de ensayo de 0,098 N (10 gf) y un tiempo de mantenimiento de 10 segundos.
Corroer la muestra metalográfica preparada con una solución de ácido nítrico y alcohol 4%. Una vez seca la muestra, observe su estructura con un microscopio metalográfico 4XB.
(3) Prueba de abrasión
El comprobador de desgaste de bloques de anillos M-2000A se utiliza para realizar ensayos de desgaste por deslizamiento en muestras de desgaste (a2, b2, c2, d2) que han sido sometidas a diversos procesos de tratamiento térmico.
El par de fricción es un anillo de prueba de acero GCr15 con una dureza de 57 HRC. El anillo tiene un diámetro exterior de 40 mm, una velocidad de rotación de 200 r/min, una carga de 100 N y un tiempo total de desgaste de 30 minutos.
Para preparar la muestra desgastada, limpie el anverso y el reverso de la muestra repetidamente con acetona y, a continuación, séquela. Mida la pérdida de peso de la muestra utilizando una balanza analítica electroóptica que tenga una precisión de 0,1 mg.
(4) Prueba de resistencia a la corrosión
Versión revisada:
Realizar un ensayo de niebla salina neutra en muestras (a3, b3, c3, d3) con diferentes procesos de tratamiento térmico utilizando el probador de niebla salina KD60, de acuerdo con GB/T10125.
El medio de corrosión utilizado para el ensayo es una solución salina con 5% NaCl y un valor de pH de 6,7.
La temperatura en el interior de la cámara de pruebas se fija en 35°C, la presión de la boquilla es de 83 kPa y el período de observación es de 24 horas.
El tiempo de pulverización intermitente es de 8 horas y el de parada de 16 horas.
2. Resultados de las pruebas y análisis
(1) Dureza de la capa carburada
La tabla 3 muestra la distribución de la dureza del acero 40Cr después de diferentes procesos.
Como se muestra en la Tabla 3, tras someterse a QPQ, nitruración iónica y cromado, la dureza superficial alcanza 711 HV, 525 HV y 703 HV, respectivamente. El gradiente de dureza disminuye gradualmente desde la superficie hacia el sustrato.
No es posible medir la dureza de la muestra después del tratamiento de oxidación porque la película de oxidación es muy fina. No hay película de óxido presente en la superficie de la muestra después de pulirla con papel de lija fino.
Tabla 3 Resultados del ensayo de microdureza
Distancia de la superficie/um
0
100
200
300
400
500
Dureza superficial de la nitruración iónica HV
525
462
375
310
274
274
QPQ dureza superficial HV
711
303
300
274
273
270
Dureza de la superficie cromada HV
703
274
274
273
274
273
Dureza de la superficie de oxidación HV
–
274
274
274
273
274
(2) Estructura metalográfica de la capa de infiltración
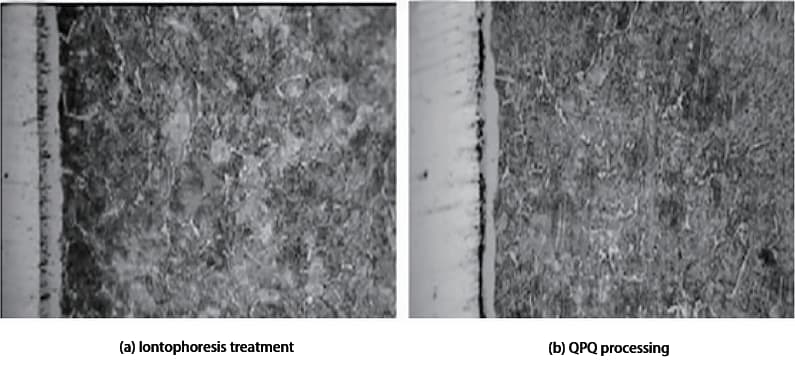
Las figuras 1a y 1b muestran las fotos metalográficas del acero 40Cr tras la nitruración iónica y el tratamiento QPQ, respectivamente.
No es necesario examinar la metalografía de la muestra tras el cromado y el tratamiento de oxidación. La estructura del revestimiento de la muestra después del cromado es de cromo puro, y la superficie después de la oxidación es una capa muy fina de Fe negro.3O4 película de óxido.
Fig. 1 Estructura metalográfica del 40Cr tratado por diferentes procesos
Como se observa en la figura 1, la capa de nitruración de los tratamientos QPQ y de nitruración iónica se compone de una capa compuesta y una capa de difusión, representando la banda blanca de la figura la capa compuesta.
En el caso del tratamiento QPQ, la cantidad de capa de óxido en la superficie es demasiado grande para ser observada al microscopio metalográfico.
A pesar de que el tiempo de tratamiento de nitruración iónica es siete veces superior al del tratamiento QPQ, el espesor de la capa compuesta formada es aproximadamente la mitad que el de la capa compuesta del tratamiento QPQ.
En cuanto a la homogeneidad de la capa de compuesto, la figura 1 muestra que la estructura de la capa nitrurada tras el tratamiento QPQ es más uniforme, mientras que la estructura de la muestra tras la nitruración iónica es menos uniforme.
(3) Resultados de las pruebas de desgaste por deslizamiento
En la tabla 4 se comparan los valores de desgaste de las muestras tratadas mediante diferentes procesos en las condiciones de ensayo de desgaste descritas.
Como se observa en la Tabla 4, el valor de desgaste de la muestra tratada con QPQ en la prueba de 30 minutos es de al menos 1,9 mg.
La resistencia al desgaste de la muestra tratada con QPQ es 1,45 veces mayor que la de la muestra cromada, 4,32 veces mayor que la de la muestra nitrurada iónicamente y 7,9 veces mayor que la de la muestra oxidada.
Es evidente que la resistencia al desgaste de las muestras tratadas con QPQ ha mejorado significativamente.
Tabla 4 Comparación de los valores de desgaste del ensayo de desgaste por deslizamiento
Número de serie
Método de tratamiento
Dureza HV
Valor de desgaste/mg
Ratio de desgaste relativo
1
Tratamiento QPQ
711
1.9
1
2
Cromado
703
2.75
1.45
3
Nitruración iónica
525
8.2
4.32
4
Oxidación
–
15
7.9
(4) Resultados de la corrosión de la capa de permeación
La tabla 5 muestra los resultados del ensayo de niebla salina neutra en muestras tratadas mediante diferentes procesos en las condiciones de ensayo de resistencia a la corrosión descritas.
Como se observa en la Tabla 5, la resistencia a la corrosión por niebla salina de la muestra de acero 40Cr tratada con QPQ es 3,2 veces mayor que la de la muestra cromada, 8 veces mayor que la de la muestra nitrurada iónicamente y 32 veces mayor que la de la muestra oxidada.
Esto demuestra que la resistencia a la corrosión de las piezas de acero tras el tratamiento QPQ ha mejorado significativamente.
Tabla 5 Comparación de la resistencia a la corrosión del ensayo de niebla salina neutra
Número de serie
método de procesamiento
Hora/h de inicio del óxido
Comparación de la resistencia relativa a la corrosión
1
Tratamiento QPQ
256
1
2
Cromado
80
0.31
3
Nitruración iónica
32
0.13
4
Oxidación
8
0.03
(5) Análisis de resultados
En el proceso de tratamiento QPQ, la superficie del acero 40Cr forma una alta concentración de capa de nitruro Fe2~3N y una densa película de óxido Fe3O4. Este tipo de capa compuesta tiene una gran dureza y resistencia al desgaste, pero la fuerza de unión de la capa de cromado no es lo suficientemente fuerte.
Durante la prueba de desgaste por deslizamiento, la capa de cromado es propensa a pelarse, lo que da lugar a una menor resistencia al desgaste en comparación con el tratamiento QPQ. Sin embargo, la resistencia al desgaste del cromado es mejor que la de la estructura de aleación con bajo contenido en nitrógeno de la superficie tras la nitruración iónica.
La superficie después de la oxidación sólo tiene una fina película de óxido Fe3O4, que tiene poca dureza y sólo proporciona propiedades anticorrosivas.
La elevada resistencia a la corrosión de la muestra tras el tratamiento QPQ se debe principalmente a la capa de compuesto Fe2~3N altamente resistente a la corrosión y a la densa película de óxido de la superficie. El oxígeno puede penetrar en la capa de compuesto más profunda, pasivándola aún más y proporcionando una mayor resistencia a la corrosión a la superficie.
3. Conclusión
(1) El tratamiento QPQ del acero 40Cr da lugar a la formación de una alta concentración de nitruro Fe2 ~ 3N y una densa capa de Fe3O4 en su superficie, lo que mejora considerablemente su microdureza superficial, su resistencia al desgaste y a la corrosión.
(2) La resistencia al desgaste y a la corrosión de la superficie del acero 40Cr disminuye en el orden de QPQ, cromado, nitruración iónica y tratamiento de oxidación.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los ingenieros mecánicos y profesionales de la fabricación! ¿Tiene problemas con los molestos defectos de anodizado en sus productos de aluminio? ¡No busque más! En esta entrada del blog, profundizaremos en...
¿Alguna vez se ha preguntado por qué algunos materiales se doblan con facilidad y otros permanecen rígidos? Este blog se sumerge en el fascinante mundo del módulo elástico y la rigidez, desentrañando sus funciones cruciales en ingeniería. Por...
¿Alguna vez se ha preguntado qué es un círculo perfecto? En el mundo de la ingeniería mecánica, la redondez es un concepto crucial que afecta al rendimiento y la longevidad de los componentes giratorios. Este...
En el vertiginoso mundo de la fabricación actual, el desbarbado eficaz es crucial. Con los numerosos métodos disponibles, elegir el adecuado puede resultar desalentador. En esta entrada del blog, exploraremos varias técnicas de desbarbado, desde...
¿Se ha preguntado alguna vez qué es lo que hace que el mundo gire sin problemas? Los héroes anónimos entre bastidores son los rodamientos. Estos pequeños pero poderosos componentes desempeñan un papel crucial en la reducción de la fricción...
Los engranajes son los héroes olvidados del mundo de la mecánica, que trabajan silenciosamente entre bastidores para que las máquinas funcionen sin problemas. Pero, ¿alguna vez se ha preguntado de qué materiales están hechos estos...
Este artículo explora los 5 principales fabricantes de torres de refrigeración que dan forma a nuestro mundo. Descubra cómo estas empresas innovan para que las industrias funcionen sin problemas y con eficacia. Prepárese para descubrir los secretos...
¿Se ha preguntado alguna vez qué es lo que hace que nuestros sistemas de gas funcionen sin problemas y de forma segura? En este artículo, exploramos los principales fabricantes de reguladores de gas, descubriendo sus innovaciones y contribuciones a la industria....
¿Se ha preguntado alguna vez por qué es problemático conectar cables de cobre y aluminio? Este artículo explica los riesgos asociados a la conexión de estos dos metales debido a sus diferentes propiedades electroquímicas, que pueden...