¿Alguna vez se ha preguntado qué es un círculo perfecto? En el mundo de la ingeniería mecánica, la redondez es un concepto crucial que afecta al rendimiento y la longevidad de los componentes giratorios. Este artículo se adentra en los entresijos de la redondez, explorando su definición, métodos de medición y factores que influyen en ella. Tanto si es usted un ingeniero experimentado como un aprendiz curioso, comprender la redondez es clave para diseñar y mantener maquinaria de alta precisión.
En la norma industrial japonesa (JIS) B0621-1984, relativa a la definición y expresión de las desviaciones de forma y posición, la redondez se define como "la desviación del círculo geométrico de un cuerpo circular". Esta norma proporciona un método preciso para representar la redondez, que es crucial para garantizar la calidad y funcionalidad de los componentes circulares en ingeniería mecánica.
Método de representación
La representación de la redondez en JIS B0621-1984 es la siguiente:
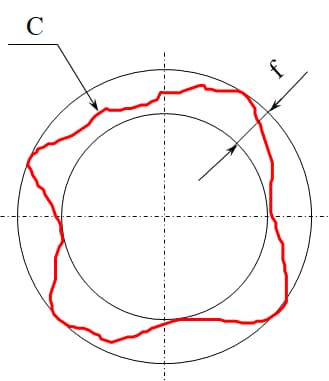
Círculos geométricos: Cuando se evalúa la redondez de un cuerpo circular (denominado C), el cuerpo se encuentra conceptualmente entre dos círculos geométricos concéntricos.
Intervalo mínimo: Se mide el intervalo mínimo entre estos dos círculos concéntricos.
Diferencia de radio: Este intervalo se expresa como la diferencia de radios (f) entre los dos círculos.
Unidades de medida: La redondez se cuantifica en milímetros (mm) o micrómetros (µm).
Importancia de los componentes giratorios
En el caso de los componentes giratorios, evaluar su verdadera forma circular es fundamental para garantizar su correcto funcionamiento y longevidad. La preocupación inmediata es determinar la tolerancia de redondez, que es la desviación admisible de un círculo perfecto. Esta evaluación comienza con:
Tolerancia de redondez
Definición: La tolerancia de redondez especifica la desviación admisible de la geometría circular ideal.
Técnicas de medición: Para evaluar la redondez se emplean diversas técnicas de medición, como las máquinas de medición de coordenadas (MMC), los comprobadores de redondez y los perfilómetros.
Impacto en el rendimiento: Garantizar que los componentes cumplen la tolerancia de redondez es vital para reducir las vibraciones, minimizar el desgaste y asegurar el buen funcionamiento de la maquinaria.
Tolerancia de redondez
Definición de tolerancia a la redondez
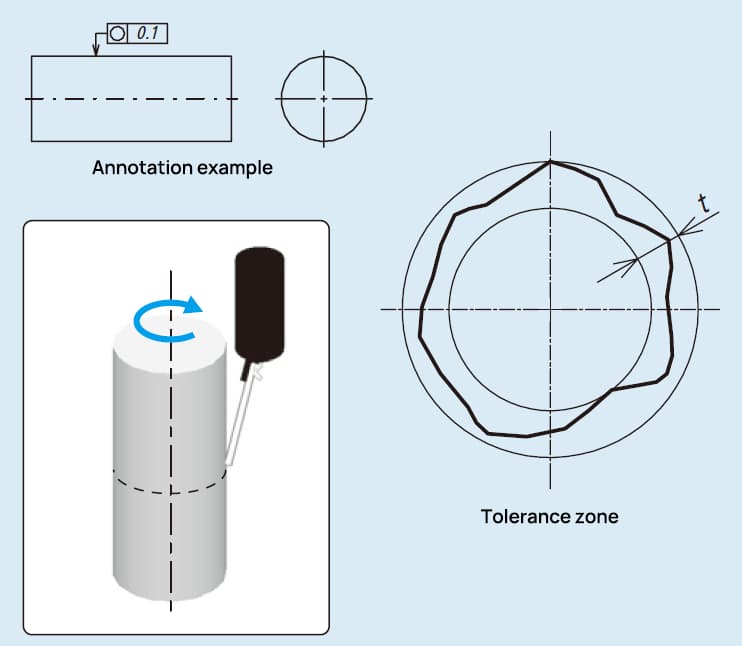
La tolerancia de redondez, también conocida como tolerancia de circularidad, es una especificación de dimensionado y tolerado geométrico (GD&T) que define la desviación admisible de un círculo perfecto en un plano de sección transversal de una pieza cilíndrica o esférica. Garantiza que la circunferencia medida de una pieza se encuentra dentro de una zona de tolerancia especificada, que es el área entre dos círculos concéntricos de la misma sección con una diferencia de radio t. Esta zona de tolerancia garantiza que la pieza mantiene una forma circular coherente dentro de los límites definidos.
Visualización de la tolerancia a la redondez
Imagine una sección transversal de una pieza cilíndrica. La zona de tolerancia de redondez se representa como el área comprendida entre dos círculos concéntricos. La diferencia de radio t entre estos círculos representa la desviación admisible de la forma circular ideal. Cualquier punto de la circunferencia real de la pieza debe encontrarse dentro de esta zona para cumplir el requisito de tolerancia de redondez.
Causas de los problemas de tolerancia de redondez y cilindricidad
Varios factores pueden provocar desviaciones en la redondez y la cilindricidad, afectando a la precisión y la funcionalidad de las piezas mecanizadas. He aquí las causas más comunes:
Vibración de la maquinaria de procesamiento: Las vibraciones durante el mecanizado pueden provocar irregularidades en la redondez y la cilindricidad de la pieza. Esto suele deberse a ajustes inestables de la máquina o a perturbaciones externas.
Deterioro de las piezas giratorias: El desgaste de los componentes giratorios de la máquina de procesado puede dar lugar a una redondez y cilindricidad deficientes. El mantenimiento periódico y la sustitución a tiempo de las piezas desgastadas son cruciales para mantener la precisión.
Mala forma del agujero central: Si el agujero central de la pieza no tiene una forma perfecta, puede provocar desviaciones en la redondez y la cilindricidad durante los procesos de mecanizado posteriores.
Deformación por procesamiento previo: Cuando se utiliza una rectificadora sin centros, cualquier deformación de etapas anteriores de procesamiento puede afectar a la redondez y cilindricidad del producto final. Garantizar una manipulación adecuada y controles intermedios puede mitigar este problema.
Fijación o método de sujeción inadecuados: Los métodos de fijación o sujeción incorrectos pueden distorsionar la pieza de trabajo y provocar desviaciones en la redondez y la cilindricidad. El uso de útiles y técnicas de sujeción adecuados es esencial para mantener la precisión.
Desgaste de herramientas y vibraciones: El desgaste y la instalación incorrecta de las herramientas de corte, junto con las vibraciones durante el corte, pueden provocar una redondez deficiente. La inspección y sustitución periódicas de las herramientas, junto con el control de las vibraciones, son necesarias para garantizar la precisión.
Deformación por tratamiento térmico: Los procesos de tratamiento térmico pueden provocar deformaciones térmicas que afectan a la redondez y la cilindricidad de la pieza acabada. Controlar los parámetros del tratamiento térmico y permitir un enfriamiento adecuado puede ayudar a minimizar dichas deformaciones.
Evaluación de la redondez
Existen varios métodos para evaluar la redondez, cada uno con sus propias características y ventajas. El método a utilizar suele seleccionarse en función de los requisitos específicos de la pieza.
Métodos de medición sencillos
Como por ejemplo:
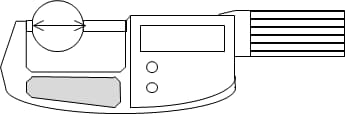
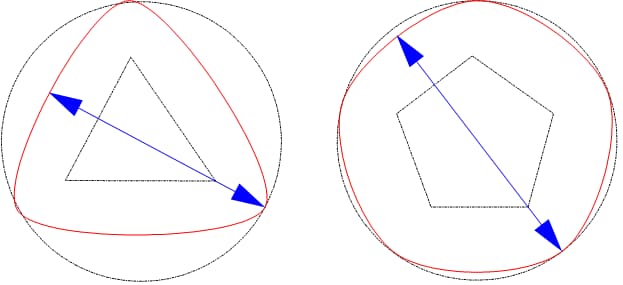
Método del diámetro
La redondez puede medirse directamente con herramientas como el micrómetro. Este método es sencillo y fácil de realizar. Sin embargo, al evaluar círculos triangulares y pentagonales de igual diámetro, es fácil medirlos como circulares si no lo son, lo que conduce a resultados incorrectos.
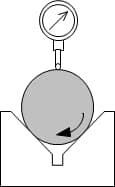
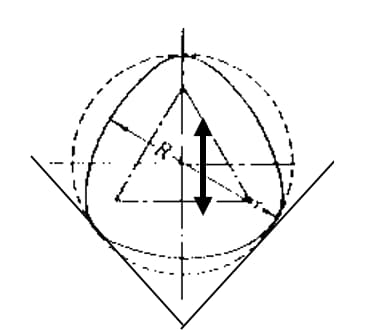
Método de los tres puntos
El método de los tres puntos permite obtener datos de redondez mediante [bloque en V + micrómetro / metro + banco].
Sin embargo, el método de los tres puntos puede dar lugar a mediciones incorrectas debido a las diferencias en la línea tangente en el punto de apoyo seleccionado y a las dificultades para determinar el centro del punto de referencia. Además, pueden producirse errores durante la medición debido al movimiento ascendente y descendente con la rotación del objeto que se está midiendo.
Métodos de medición basados en las normas pertinentes
Como por ejemplo:
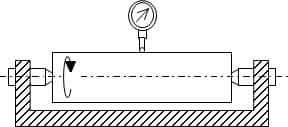
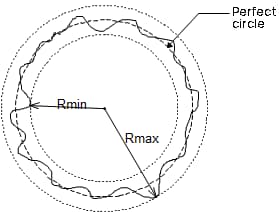
Método del radio
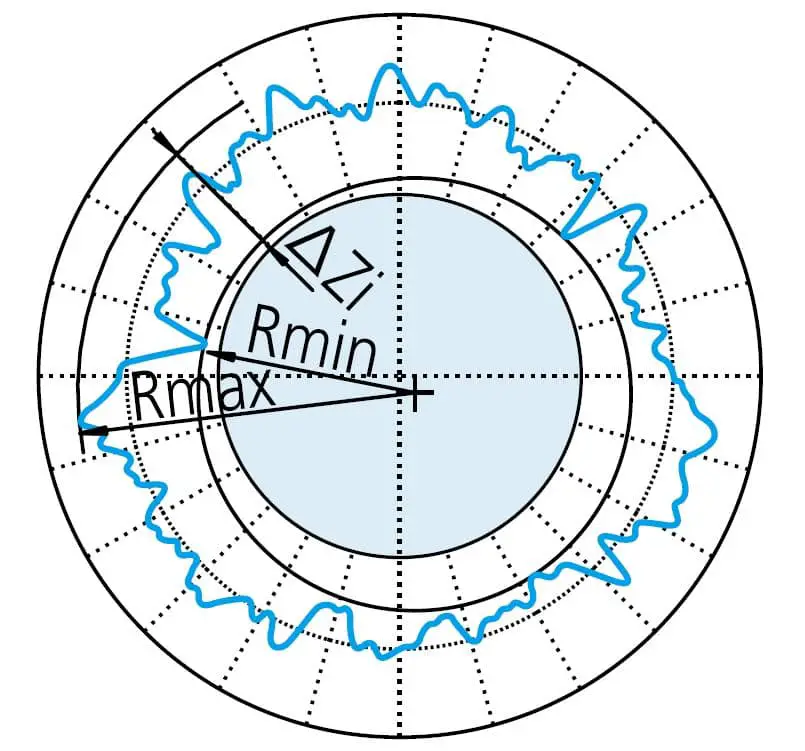
El método del radio evalúa la redondez utilizando la diferencia entre el radio máximo y mínimo obtenido tras girar la pieza durante un ciclo. Como se muestra en la figura, los resultados de la medición también pueden verse fácilmente afectados por el funcionamiento horizontal de la pieza.
La zona de tolerancia se encuentra entre dos círculos concéntricos de la misma sección
Método central
En comparación con el método central, el método del radio se utiliza sobre todo para necesidades de medición más precisas. Los datos de la detección de la redondez dependen del círculo de referencia. Diferentes métodos de evaluación del círculo de prueba darán lugar a diferentes posiciones centrales del círculo de referencia, afectando así a la posición axial de la característica circular medida.
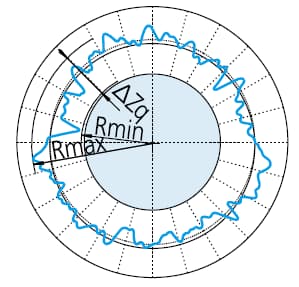
Círculo de mínimos cuadrados LSC
Para determinar la redondez, el contorno medido se ajusta a un círculo y se minimiza la suma de cuadrados de la desviación de los datos del contorno con respecto al círculo. A continuación, el valor de redondez se define como la diferencia entre la desviación máxima (el valor pico más alto al valor valle más bajo) del contorno y el círculo.
ΔZq=Rmax-Rmin, símbolo que representa el valor de redondez mediante LSC
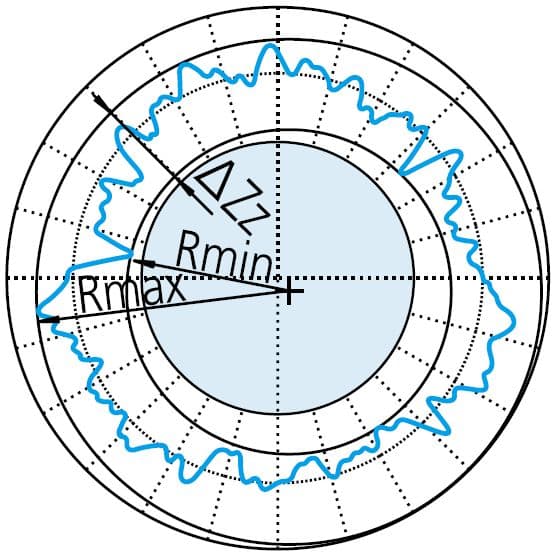
Círculo de área mínima MZC
Para minimizar la diferencia radial, se colocan dos círculos concéntricos alrededor del contorno medido. El valor de redondez se define como el intervalo radial entre los dos círculos.
ΔZz=Rmax-Rmin , símbolo que representa el valor de redondez mediante MZC
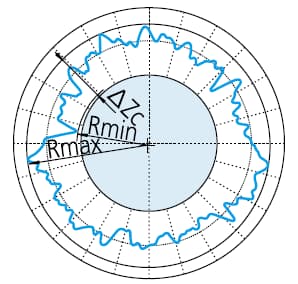
Círculo circunscrito mínimo MCC
En primer lugar, se crea el círculo más pequeño que encierra el perfil medido. A continuación, se define el valor de redondez como la desviación máxima entre el contorno y el círculo. Este método suele utilizarse para evaluar ejes, varillas y objetos similares.
ΔZc=Rmax-Rmin , el símbolo del valor de redondez mediante MCC.
Círculo máximo inscrito MIC
Cree el círculo más grande que pueda encerrar el perfil medido. A continuación, el valor de redondez se define como la desviación máxima entre el contorno y el círculo.
ΔZi=Rmax-Rmin , el símbolo que indica el valor de redondez mediante MIC.
Al evaluar la redondez, el contorno obtenido suele filtrarse para reducir o eliminar la influencia de ruidos innecesarios.
Influencia del filtro en el contorno medido
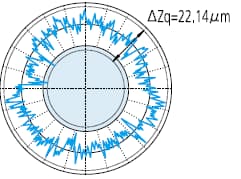
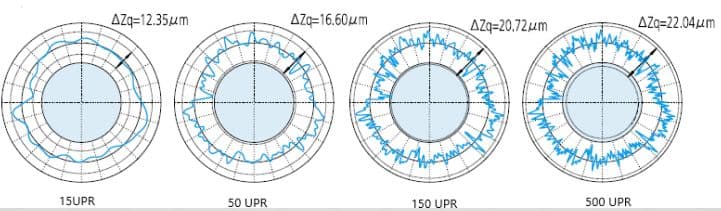
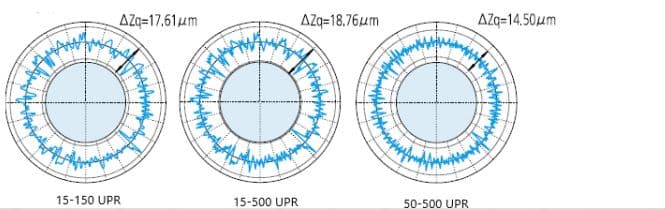
Los métodos de filtrado y los valores de corte de filtrado establecidos (UPR: fluctuaciones por revolución) pueden variar en función de los requisitos de medición específicos. La figura siguiente ilustra los efectos variables de los ajustes de filtrado en el contorno medido.
Sin filtro:
Filtro de paso bajo:
Filtro paso banda:
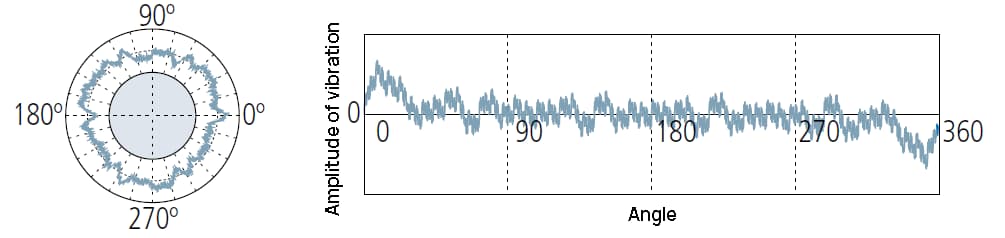
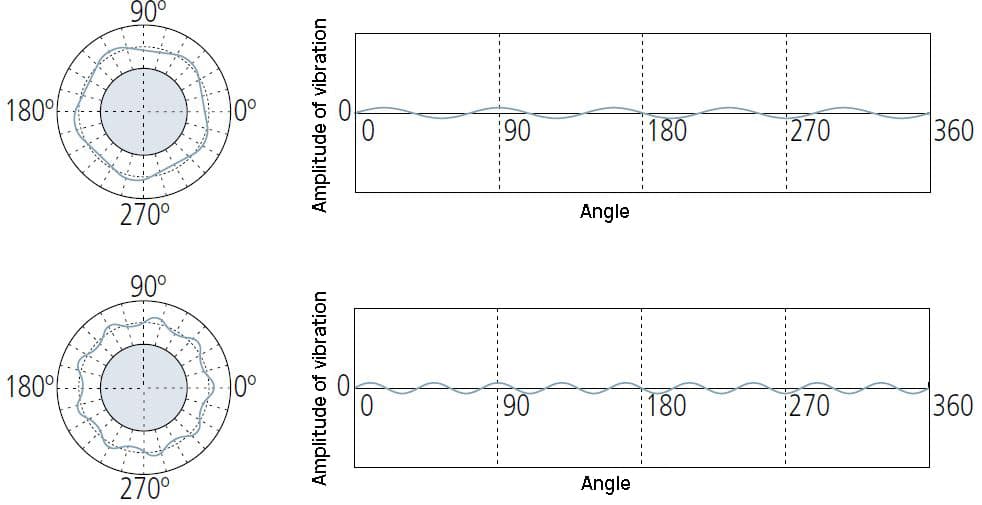
Como evaluadores, ¿qué pueden decirnos estas cifras?
Análisis del Cuadro de Medidas
Figura: gráfico de los resultados de las mediciones
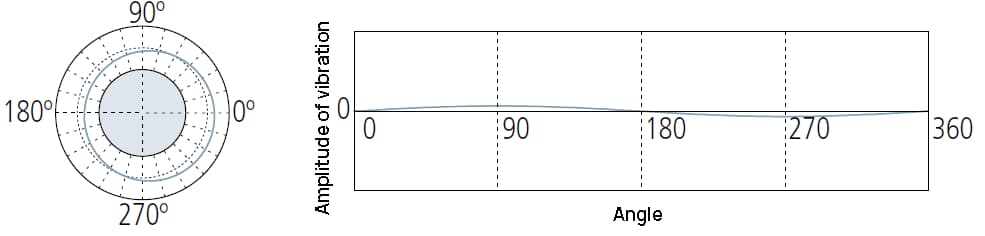
1UPR componente
1 UPR: sólo se conserva una onda tras el filtrado:
1La componente UPR indica la excentricidad de la pieza con respecto al eje de rotación del instrumento de medida.
La amplitud de la forma de onda depende del ajuste de su nivel.
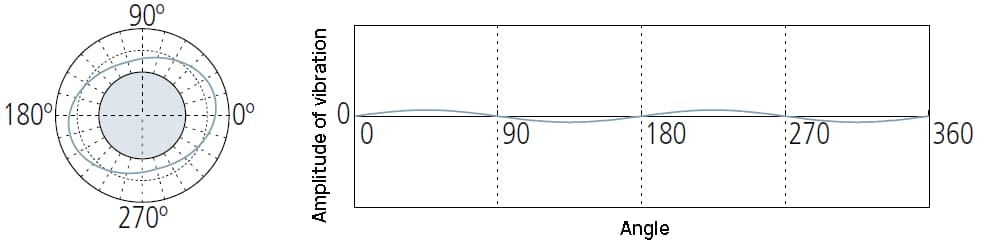
2UPR componente
Los componentes de 2UPR pueden indicar:
① Ajuste insuficiente del nivel de los instrumentos de medida;
② Excentricidad circular causada por una instalación incorrecta de la pieza en la máquina herramienta que forma su forma;
③ La forma de la pieza es ovalada en el diseño, por ejemplo, en el pistón del motor IC.
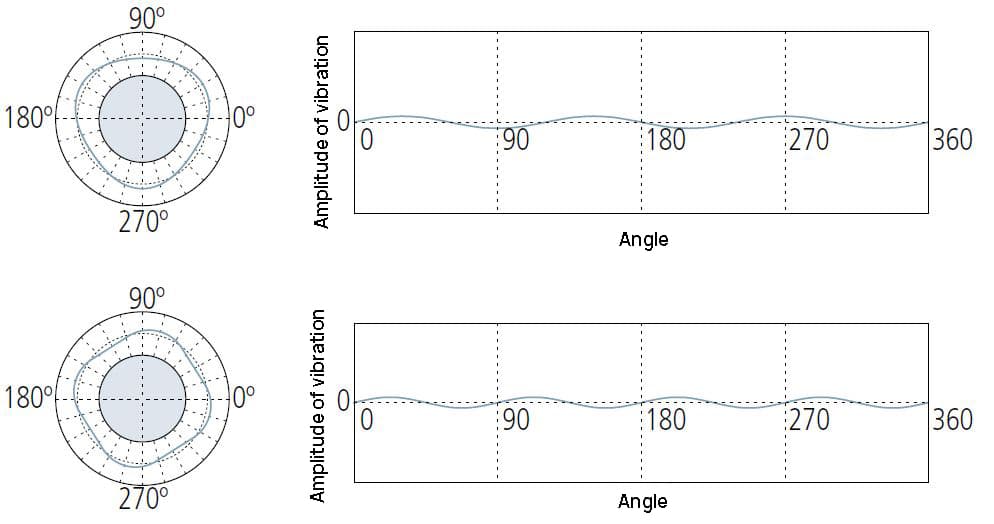
3~5UPR componente
Puede indicar:
① Deformación causada por un mandril de sujeción demasiado apretado en el instrumento de medición.
② Deformación de relajación causada por la liberación de tensiones al descargar del mandril fijo de la máquina herramienta de procesamiento.
5~15 Componente UPR
Suele referirse a factores desequilibrados en el método de procesamiento o el proceso de producción de piezas.
15 (más) componentes del EPU
15 (o más) condiciones UPR suelen deberse a causas propias, como la vibración de la herramienta, la vibración de la máquina, el efecto de transferencia del refrigerante, la falta de homogeneidad del material, etc.
Principales parámetros para evaluar la redondez
Parámetro
Significado
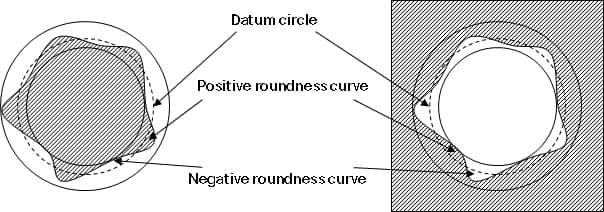
RONt
El valor medido de la redondez representa la diferencia entre el valor máximo de la curva de redondez positiva y el valor mínimo de la curva de redondez negativa o la suma de los valores absolutos.
RONp
La altura pico medida de la curva de redondez representa el valor máximo de la curva de redondez positiva.
RONV
El valor medido de redondez representa el valor absoluto del valor mínimo de la curva negativa de redondez.
RONq
La medida de redondez cuadrática media doble representa la media cuadrática doble de la curva de redondez.
Por último, ¿qué herramientas e instrumentos existen para medir la redondez?
Herramientas e instrumentos habituales para evaluar la redondez
Micrómetro:
Instrumento de medición de la redondez:
Máquina de medición por coordenadas:
El espacio es limitado, y le invitamos a dejar un mensaje y criticar los asuntos no tratados.
Conclusión
Después de leer este artículo, espero que haya comprendido mejor el concepto de redondez. Si tienes más preguntas, no dudes en dejar un comentario a continuación.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Por qué se calientan tanto los rodamientos de los motores y qué se puede hacer al respecto? Este artículo profundiza en las causas de la generación de calor en los rodamientos de los motores, desde...
¿Se ha preguntado alguna vez cómo el espacio más pequeño de una máquina puede mejorar o empeorar su rendimiento? Este artículo se sumerge en la holgura de los rodamientos, el pequeño pero crucial espacio que...
¿Alguna vez se ha preguntado cómo alargar la vida útil de los ejes de los pasadores de cadena? El cromado cambia las reglas del juego en la prevención del desgaste y la corrosión. Este artículo se adentra en el intrincado proceso de...
Imagine invertir tiempo y recursos en la fabricación de anillos de engranajes de precisión, sólo para encontrarlos distorsionados después del tratamiento térmico. ¿Por qué ocurre esto y cómo puede controlarse? Este artículo...
¿Qué factores pueden alterar la forma de un engranaje durante el tratamiento térmico? Comprender estos factores es crucial para mejorar la calidad de los engranajes. Este artículo explora 12 elementos clave que afectan a la distorsión, desde la composición del material...
¿Se ha preguntado alguna vez por qué algunas estructuras de acero resisten el paso del tiempo y otras flaquean? Este artículo explora el mundo de las uniones atornilladas y soldadas en estructuras de acero, destacando...
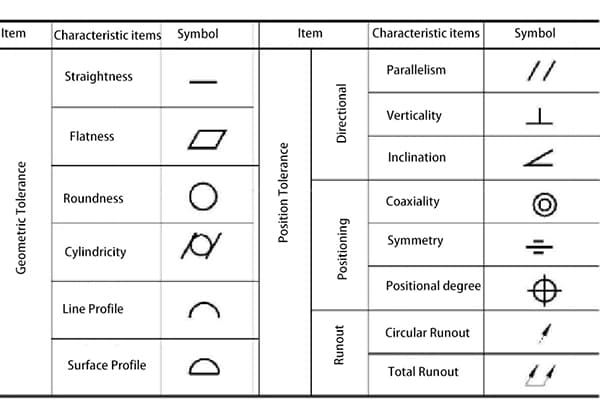
¿Se ha preguntado alguna vez cómo garantizan los ingenieros la precisión y exactitud en la fabricación? En esta entrada del blog nos adentraremos en el fascinante mundo de las tolerancias geométricas, un aspecto...