Задумывались ли вы когда-нибудь, из чего состоит идеальный круг? В мире машиностроения округлость - это важнейшее понятие, которое влияет на производительность и долговечность вращающихся компонентов. В этой статье мы погрузимся в тонкости круглости, рассмотрим ее определение, методы измерения и факторы, которые на нее влияют. Независимо от того, являетесь ли вы опытным инженером или просто любознательным человеком, понимание округлости имеет ключевое значение для проектирования и обслуживания высокоточного оборудования.
В японском промышленном стандарте (JIS) B0621-1984, касающемся определения и выражения отклонений формы и положения, округлость определяется как "отклонение от геометрической окружности круглого тела". Этот стандарт обеспечивает точный метод представления округлости, который имеет решающее значение для обеспечения качества и функциональности круглых деталей в машиностроении.
Метод репрезентации
В JIS B0621-1984 округлость представлена следующим образом:
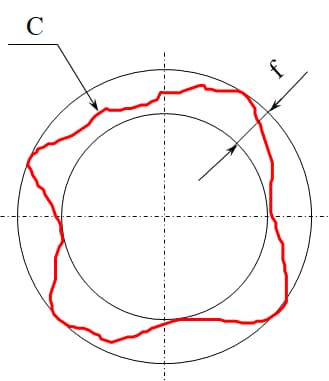
Геометрические круги: При оценке округлости круглого тела (обозначаемого как C) тело концептуально помещается между двумя концентрическими геометрическими окружностями.
Минимальный интервал: Измеряется минимальный интервал между этими двумя концентрическими окружностями.
Разница в радиусе: Этот интервал выражается как разница радиусов (f) между двумя окружностями.
Единицы измерения: Округлость измеряется в миллиметрах (мм) или микрометрах (мкм).
Важность для вращающихся компонентов
Для вращающихся компонентов оценка их истинной круглой формы имеет решающее значение для обеспечения надлежащего функционирования и долговечности. В первую очередь необходимо определить допуск круглости - допустимое отклонение от идеальной окружности. Эта оценка начинается с:
Допуск округлости
Определение: Допуск круглости определяет допустимое отклонение от идеальной круглой геометрии.
Методы измерения: Для оценки круглости используются различные методы измерения, такие как координатно-измерительные машины (КИМ), тестеры круглости и профилометры.
Влияние на производительность: Обеспечение соответствия деталей допуску на круглость имеет жизненно важное значение для снижения вибрации, минимизации износа и обеспечения бесперебойной работы оборудования.
Понимание допусков на округлость
Определение допуска округлости
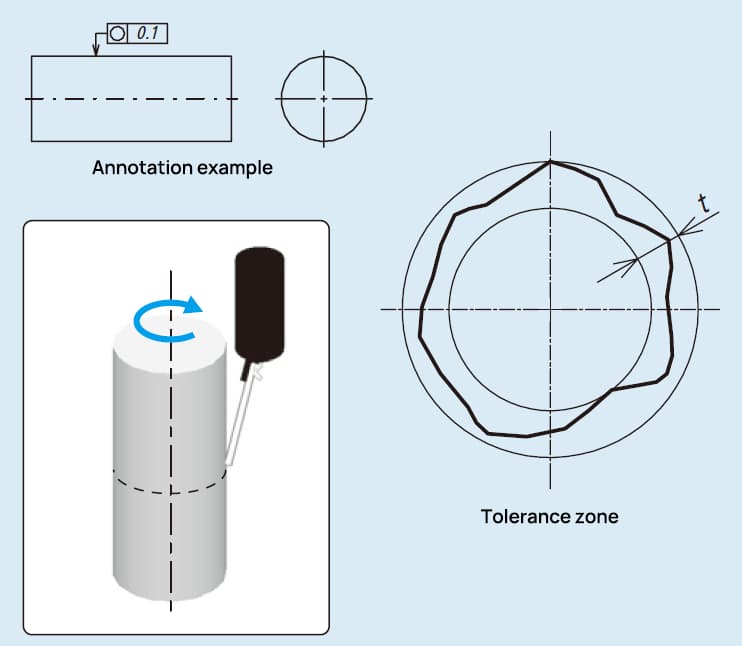
Допуск округлости, также известный как допуск круглости, - это спецификация геометрических размеров и допусков (GD&T), определяющая допустимое отклонение от идеальной окружности в плоскости поперечного сечения цилиндрической или сферической детали. Он гарантирует, что измеренная окружность детали находится в пределах заданной зоны допуска, которая представляет собой область между двумя концентрическими окружностями одинакового сечения с разницей в радиусе t. Эта зона допуска гарантирует, что деталь сохраняет постоянную круглую форму в заданных пределах.
Визуализация допуска округлости
Представьте себе поперечное сечение цилиндрической детали. Зона допуска круглости изображается как область между двумя концентрическими окружностями. Разница радиусов t между этими окружностями представляет собой допустимое отклонение от идеальной круглой формы. Любая точка на фактической окружности детали должна попадать в эту зону, чтобы соответствовать требованиям допуска круглости.
Причины нарушения допусков круглости и цилиндричности
Несколько факторов могут привести к отклонениям в округлости и цилиндричности, влияющим на точность и функциональность обработанных деталей. Вот наиболее распространенные причины:
Вибрация технологического оборудования: Вибрации во время обработки могут привести к нарушению округлости и цилиндричности детали. Часто это происходит из-за нестабильных настроек станка или внешних помех.
Ухудшение состояния вращающихся деталей: Износ вращающихся компонентов обрабатывающего станка может привести к нарушению округлости и цилиндричности. Регулярное техническое обслуживание и своевременная замена изношенных деталей имеют решающее значение для поддержания точности.
Плохая форма центрального отверстия: Если центральное отверстие заготовки имеет неидеальную форму, это может привести к отклонениям в округлости и цилиндричности при последующих процессах обработки.
Деформация в результате предыдущей обработки: При использовании бесцентрового шлифовального станка любые деформации, возникшие на предыдущих этапах обработки, могут повлиять на округлость и цилиндричность конечного продукта. Обеспечение надлежащей обработки и промежуточных проверок может уменьшить эту проблему.
Неправильное приспособление или метод удержания: Неправильные методы крепления или удержания могут деформировать заготовку, что приведет к отклонениям в округлости и цилиндричности. Использование соответствующих приспособлений и методов зажима необходимо для обеспечения точности.
Износ инструмента и вибрация: Износ и неправильная установка режущих инструментов, а также вибрации во время резки могут стать причиной плохой круглости. Регулярный осмотр и замена инструментов, а также контроль вибрации необходимы для обеспечения точности.
Деформация в результате термической обработки: Процессы термообработки могут вызывать термические деформации, влияющие на округлость и цилиндричность готовой детали. Контроль параметров термообработки и обеспечение надлежащего охлаждения могут помочь свести к минимуму такие деформации.
Оценка округлости
Существует несколько методов оценки круглости, каждый из которых имеет свои уникальные особенности и преимущества. Выбор метода обычно зависит от конкретных требований к заготовке.
Простые методы измерения
Например:
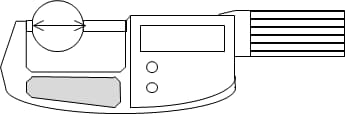
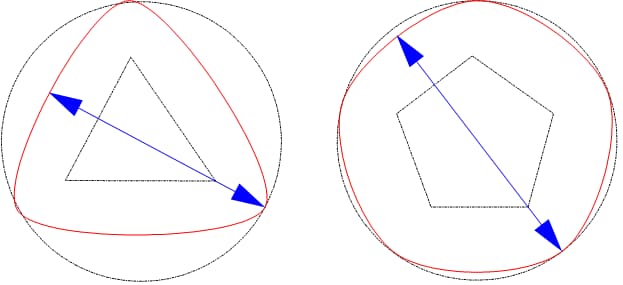
Метод диаметра
Круглость можно измерить напрямую с помощью таких инструментов, как микрометры. Этот метод прост и легок в исполнении. Однако при оценке треугольных и пятиугольных окружностей равного диаметра легко измерить их как круглые, если они таковыми не являются, что приведет к неверным результатам.
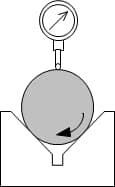
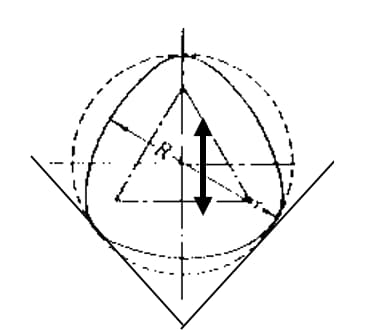
Метод трех точек
Трехточечный метод позволяет получить данные о круглости с помощью [V-образного блока + микрометра / измерителя + стенда].
Однако трехточечный метод может привести к неправильным измерениям из-за различий в касательной линии в выбранной точке опоры и трудностей с определением центра опорной точки. Кроме того, во время измерений могут возникать ошибки из-за движения вверх-вниз при вращении измеряемого объекта.
Методы измерения, основанные на соответствующих стандартах
Например:
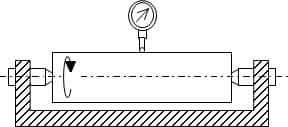
Метод радиуса
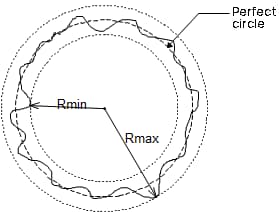
Метод радиуса оценивает округлость по разнице между максимальным и минимальным радиусом, полученным после вращения заготовки в течение одного цикла. Как показано на рисунке, на результаты измерений также может легко повлиять горизонтальное положение заготовки.
Зона допуска находится между двумя концентрическими окружностями на одном участке
Центральный метод
По сравнению с центральным методом, метод радиуса используется в основном для более точных измерений. Данные определения круглости зависят от контрольной окружности. Различные методы оценки контрольной окружности приводят к различным центральным положениям контрольной окружности, что влияет на осевое положение измеряемого кругового элемента.
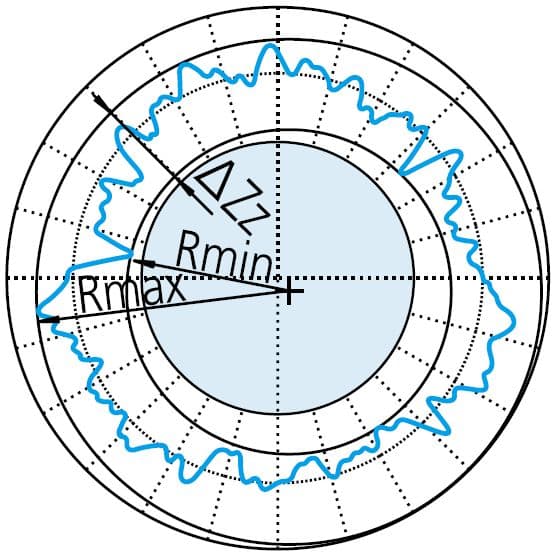
Наименьший квадратный круг LSC
Для определения округлости измеренный контур подгоняется к окружности и минимизируется сумма квадратов отклонений данных контура от окружности. Затем значение округлости определяется как разница между максимальным отклонением (от наибольшего значения пика до наименьшего значения долины) контура и окружности.
ΔZq=Rmax-Rmin, символ, представляющий значение округлости через LSC
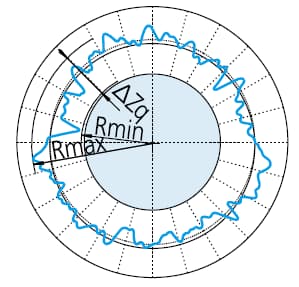
Минимальная площадь круга MZC
Чтобы минимизировать радиальную разницу, вокруг измеряемого контура размещаются две концентрические окружности. Значение округлости определяется как радиальный интервал между двумя окружностями.
ΔZz=Rmax-Rmin , символ, представляющий значение округлости через MZC
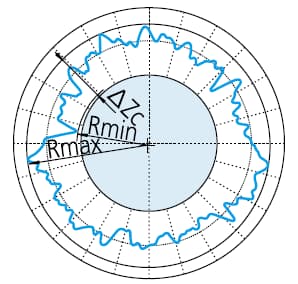
Минимальная окружность MCC
Сначала создайте наименьшую окружность, которая охватывает измеренный профиль. Затем значение округлости определяется как максимальное отклонение между контуром и окружностью. Этот метод обычно используется для оценки валов, стержней и подобных объектов.
ΔZc=Rmax-Rmin, символ значения округлости через MCC.
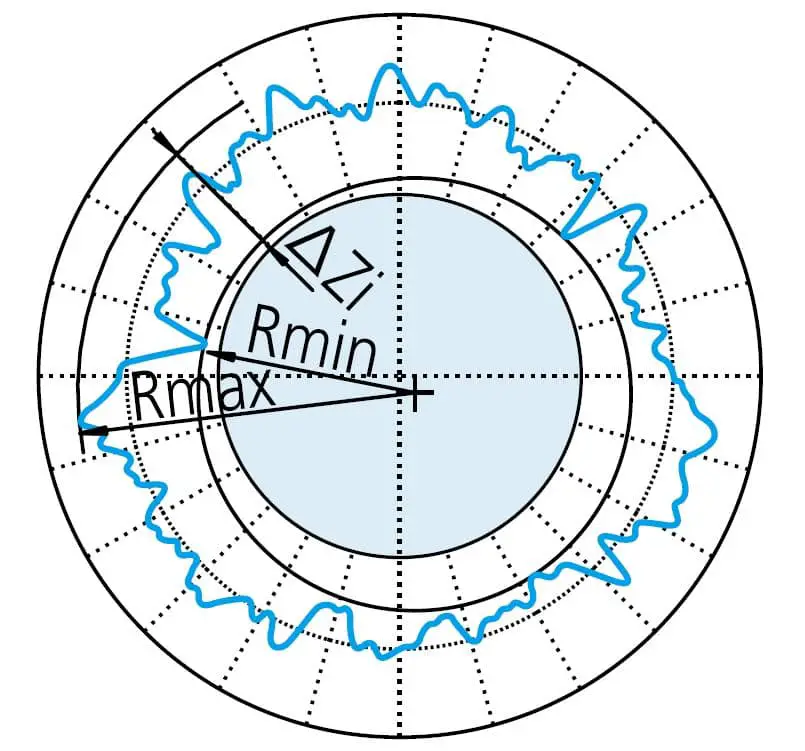
Максимальная вписанная окружность MIC
Создайте самую большую окружность, в которую можно заключить измеренный профиль. Затем значение округлости определяется как максимальное отклонение между контуром и окружностью.
ΔZi=Rmax-Rmin, символ, обозначающий значение округлости через MIC.
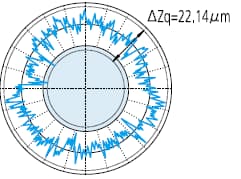
При оценке округлости полученный контур обычно фильтруется, чтобы уменьшить или устранить влияние ненужных шумов.
Влияние фильтра на измеряемый контур
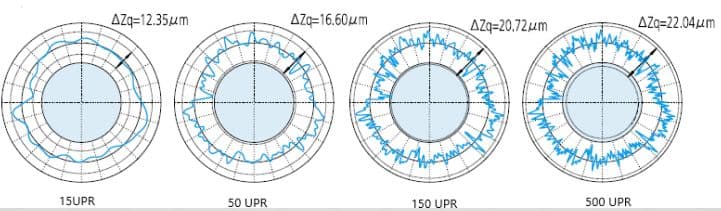
Методы фильтрации и установленные значения отсечки фильтрации (UPR: колебания на оборот) могут варьироваться в зависимости от конкретных требований к измерениям. На рисунке ниже показано различное влияние настроек фильтра на измеряемый контур.
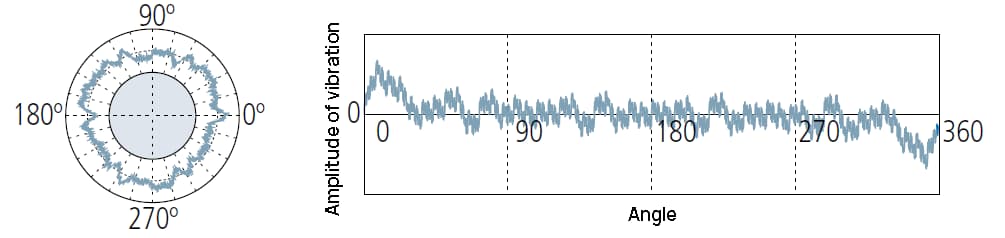
Нет фильтра:
Фильтр низких частот:
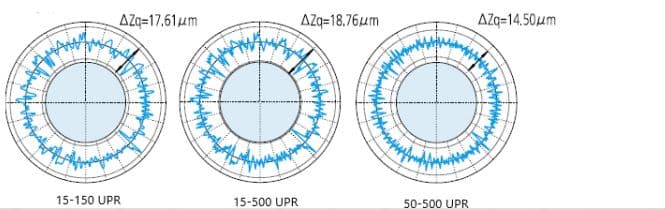
Полосовой фильтр:
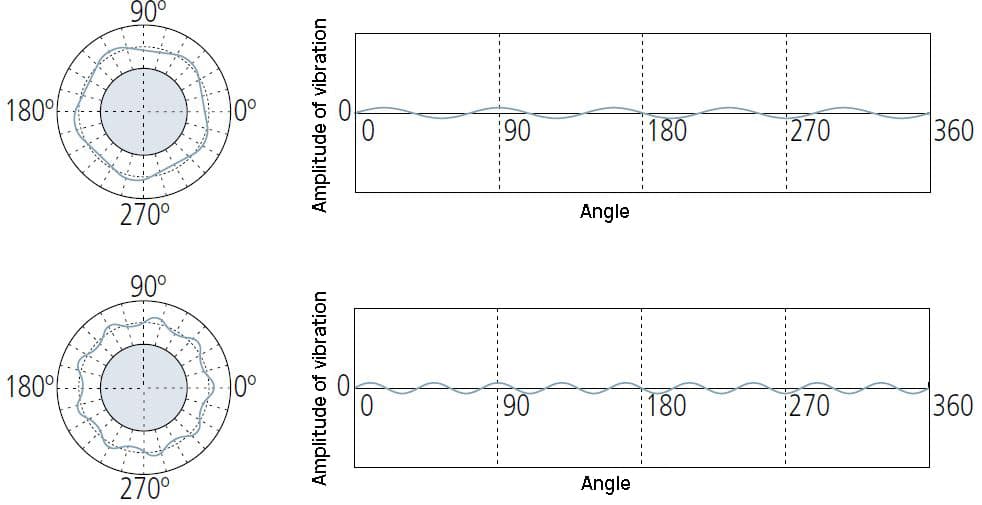
Что эти цифры могут сказать нам как специалистам по оценке?
Анализ диаграммы измерений
Рисунок: диаграмма результатов измерений
1UPR компонент
1 UPR: после фильтрации сохраняется только одна волна:
Компонент 1UPR указывает на эксцентриситет заготовки относительно оси вращения измерительного прибора.
Амплитуда формы волны зависит от настройки ее уровня.
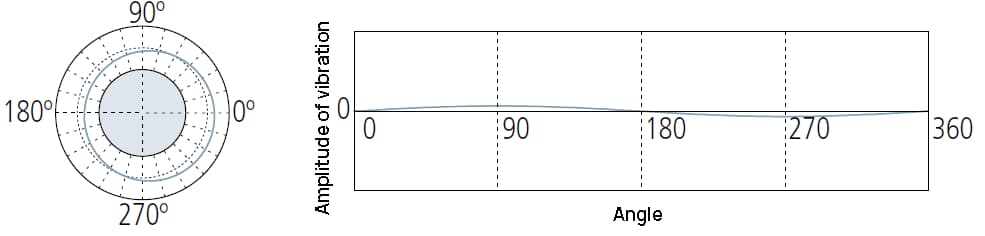
2UPR компонент
Компоненты 2UPR могут указывать:
① Недостаточная регулировка уровня измерительных приборов;
② Круговое биение, вызванное неправильной установкой заготовки на станке, формирующем ее форму;
③ Форма заготовки овальная, например, в поршне двигателя внутреннего сгорания.
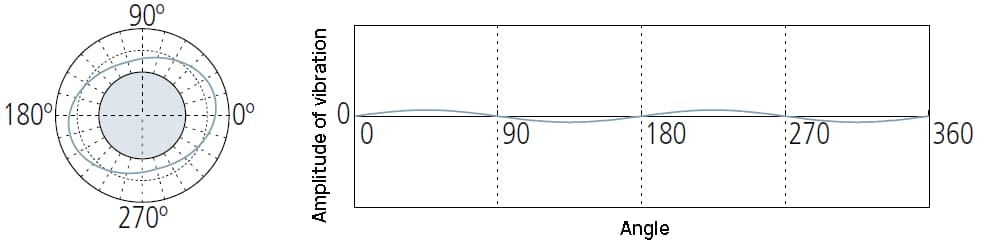
3~5UPR компонент
Может указывать:
① Деформация, вызванная слишком тугой фиксацией патрона на измерительном приборе.
② Релаксационная деформация, вызванная снятием напряжения при выгрузке из неподвижного патрона обрабатывающего станка.
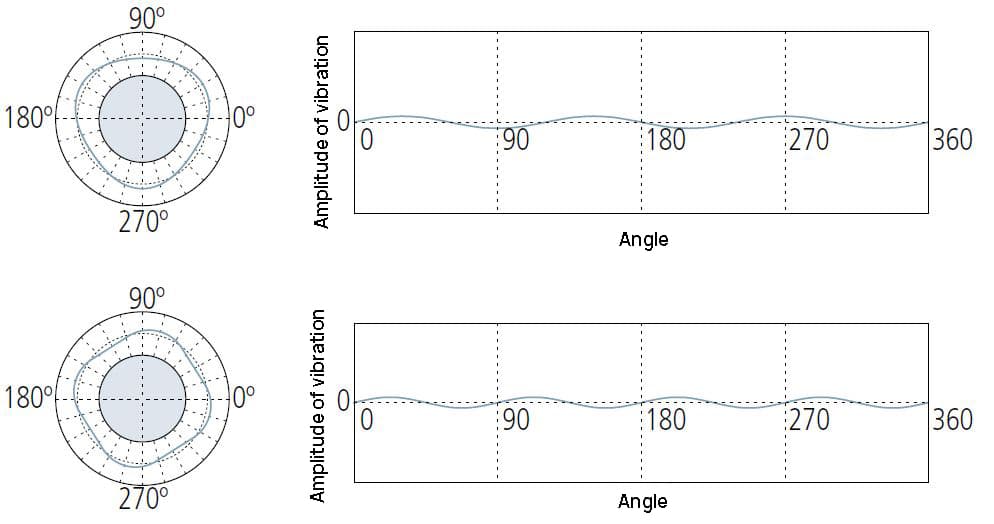
5~15 компонент UPR
Обычно это относится к несбалансированным факторам в методе обработки или процессе производства заготовок.
15 (более) компонентов УПО
15 (или более) условий UPR обычно вызваны собственными причинами, такими как болтанка инструмента, вибрация станка, эффект переноса СОЖ, неоднородность материала и т. д.
Основные параметры для оценки округлости
Параметр
Значение
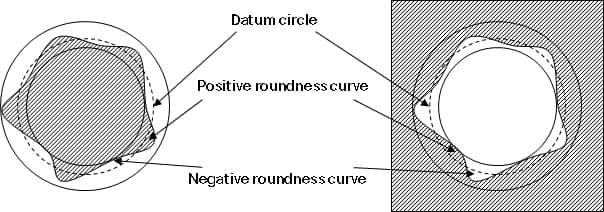
RONt
Измеренное значение округлости представляет собой разницу между максимальным значением положительной кривой округлости и минимальным значением отрицательной кривой округлости или сумму абсолютных значений.
RONp
Измеренная высота пика кривой округлости представляет собой максимальное значение положительной кривой округлости.
RONV
Измеренное значение округлости представляет собой абсолютное значение минимального значения отрицательной кривой округлости.
RONq
Измерение округлости по методу двойного среднего квадрата представляет собой двойной средний квадрат кривой округлости.
Наконец, давайте рассмотрим, какие инструменты и приборы существуют для измерения округлости?
Общие инструменты / приборы для оценки округлости
Микрометр:
Прибор для измерения округлости:
Координатно-измерительная машина:
Количество мест ограничено, и вы можете оставить сообщение и покритиковать неосвещенные вопросы.
Заключение
Надеюсь, после прочтения этой статьи вы стали глубже понимать, что такое округлость. Если у вас остались вопросы, пожалуйста, не стесняйтесь оставлять комментарии ниже.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Почему подшипники двигателя так сильно нагреваются и что с этим можно сделать? В этой статье мы рассмотрим причины нагрева подшипников электродвигателей, начиная от чрезмерных нагрузок и заканчивая плохим...
Вы когда-нибудь задумывались, как мельчайший зазор в машине может повлиять на ее производительность? В этой статье мы рассмотрим зазор в подшипниках - небольшое, но крайне важное пространство, которое влияет на...
Вы когда-нибудь задумывались, как продлить срок службы валов цепных пальцев? Хромирование - это революционное решение для предотвращения износа и коррозии. В этой статье мы подробно рассмотрим сложный процесс хромирования...
Представьте себе, что вы вкладываете время и ресурсы в производство прецизионных зубчатых колец, а после термообработки обнаруживаете, что они деформированы. Почему это происходит и как это можно контролировать? В этой статье...
Какие факторы могут изменить форму шестерни во время термообработки? Понимание этих факторов имеет решающее значение для повышения качества зубчатых колес. В этой статье рассматриваются 12 ключевых элементов, влияющих на деформацию, от состава материала...
Вы когда-нибудь задумывались, почему одни стальные конструкции выдерживают испытание временем, а другие - нет? Эта статья исследует мир болтовых и сварных соединений в стальных конструкциях, подчеркивая...
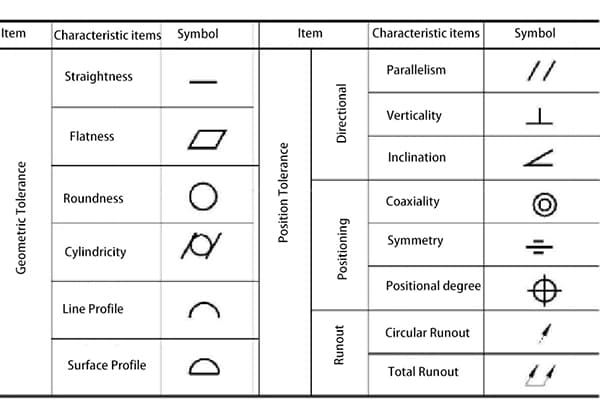
Вы когда-нибудь задумывались, как инженеры обеспечивают точность и аккуратность в производстве? В этой статье блога мы погрузимся в увлекательный мир геометрических допусков - важнейшего аспекта...