Guía definitiva sobre los grados de oxidación superficial y desoxidación del acero
¿Alguna vez se ha preguntado cómo eliminar eficazmente el óxido de las superficies de acero? En esta entrada del blog, nos sumergiremos en el mundo del óxido y la eliminación del óxido, explorando los distintos grados de las superficies de acero y los mejores métodos para devolverles su antiguo esplendor. Como ingeniero mecánico experimentado, compartiré mis ideas y consejos prácticos para ayudarle a abordar este problema común con confianza.
Esta norma describe los criterios para evaluar visualmente la extensión del óxido y la calidad de la eliminación del óxido en la superficie del acero antes del pintado.
Se aplica a las superficies de acero que se han sometido a eliminación de óxido mediante pulverización o chorro, métodos manuales o con herramientas eléctricas y eliminación de óxido con llama. También es relevante para la evaluación del grado de eliminación de óxido en superficies de acero laminado en frío.
Esta norma es equivalente a la norma ISO8501-1:1988 "Preparación del acero antes de la aplicación de pinturas y productos afines - Evaluación visual de la limpieza superficial - Parte 1. Grados de óxido y grados de desoxidación del acero sin recubrir y del acero después de la eliminación total del recubrimiento original": Grados de óxido y grados de desoxidación del acero no recubierto y del acero después de la eliminación total del recubrimiento original."
1. General
1.1 Esta norma clasifica el nivel inicial de óxido en superficies de acero sin recubrimiento en cuatro "grados de óxido" y evalúa la calidad de la eliminación del óxido en superficies de acero sin recubrimiento y en aquellas que han sido completamente desprovistas de su recubrimiento original en varios "grados de eliminación del óxido".
El grado de oxidación y de eliminación de óxido de la superficie de acero se determinará mediante una combinación de descripciones escritas y fotografías de muestras representativas.
1.2 Esta norma evalúa el grado de oxidación y el grado de eliminación de óxido basándose únicamente en el aspecto visual de la superficie de acero.
Al realizar estas evaluaciones, debe recurrirse a la observación directa a simple vista en condiciones de iluminación moderada, sin ayuda de lupas u otros instrumentos.
2. Grado de oxidación del acero
Los cuatro grados de óxido de las superficies de acero se designan como A, B, C y D. Estos grados se definen del siguiente modo:
A. La superficie de acero está completamente cubierta por una capa de óxido y prácticamente libre de óxido.
B. La superficie de acero tiene algo de óxido y se han desprendido algunas escamas de óxido.
C. La capa de óxido de la superficie de acero se ha desprendido debido a la corrosión o puede rasparse y hay una pequeña cantidad de corrosión por picaduras.
D. La capa de óxido de la superficie de acero se ha desprendido completamente debido a la corrosión y hay corrosión por picaduras generalizada.
Grados de óxido
3. Grado de desoxidación
3.1 Generalidades
3.1.1 El grado de eliminación de óxido de la superficie de acero se indica mediante las letras "Sa", "St" o "FI", que representan el método utilizado para la eliminación del óxido.
Si la letra va seguida de un número arábigo, indica hasta qué punto se ha eliminado la cascarilla, el óxido, la capa de pintura y otros aditamentos.
3.1.2 Para descripciones detalladas del grado de eliminación de óxido de la superficie de acero, consulte las secciones 3.2, 3.3 y 3.4.
Nota:
(1) En las definiciones de los grados de eliminación de óxido de este capítulo, el término "accesorio" engloba elementos como la escoria de soldadura, salpicaduras de soldaduray sales solubles.
(2) En este capítulo, si la "capa de óxido, herrumbre o pintura" puede eliminarse de la superficie de acero utilizando un raspador de masilla metálica, se considera que no está firmemente adherida.
3.2 Eliminación de óxido por pulverización o chorro
3.2.1 La letra "Sa" se utiliza para designar el desoxidado por pulverización o granallado.
3.2.2 Antes de aplicar el desoxidante por pulverización o granallado, debe eliminarse una capa gruesa de óxido, así como la grasa y la suciedad visibles. Una vez eliminado el óxido, la superficie de acero debe limpiarse a fondo de cualquier resto de ceniza y residuos flotantes.
3.2.3 Esta norma incluye cuatro grados de eliminación de óxido para superficies de acero que han sido sometidas a desoxidación por pulverización o granallado:
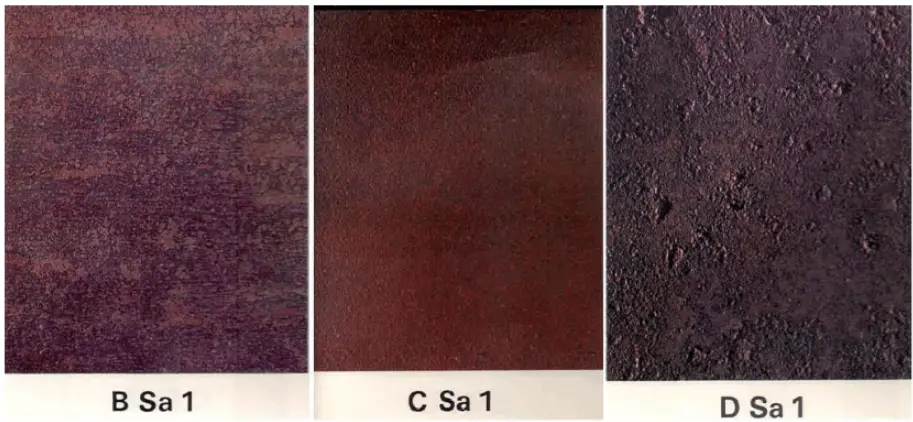
Sa1 Desoxidación suave por pulverización o granallado:
La superficie de acero debe estar libre de grasa o suciedad visibles y no debe tener piel de óxido suelta, óxido, capa de pintura u otros aditamentos.
Consulte las fotos BSa1, CSal y DSa1 como referencia.
Sa1 desoxidación suave por pulverización o granallado
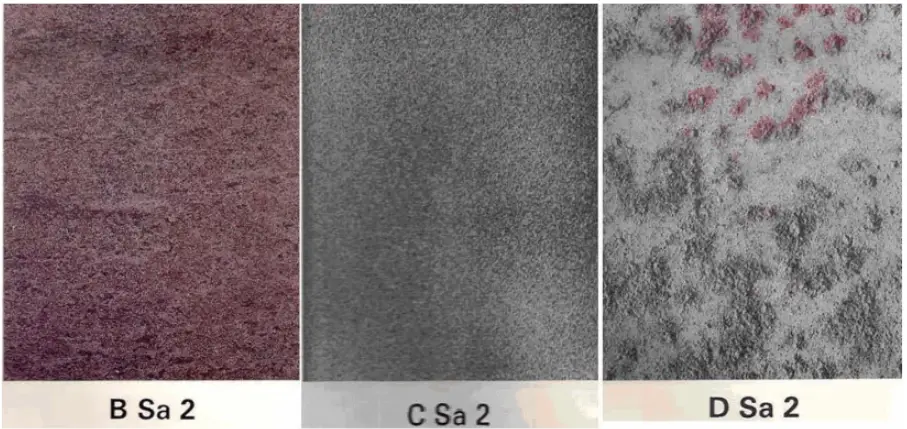
Sa2 Eliminación completa de óxido por pulverización o chorro:
La superficie de acero debe estar libre de grasa y suciedad visibles, y se deben haber eliminado completamente los aditamentos como cascarilla, óxido y revestimiento de pintura. Cualquier residuo debe estar firmemente adherido a la superficie.
Consulte las fotos BSa2, CSa2 y DSa2 como referencia.
Sa2 Desbarbado a fondo por pulverización o proyección
Sa2 1/2 Eliminación extensiva de óxido por pulverización o proyección:
La superficie de acero debe estar completamente libre de adherencias visibles como grasa, suciedad, piel de óxido, óxido y capa de pintura. Cualquier rastro residual debe consistir únicamente en ligeras manchas o rayas.
Consulte las fotos ASa2 1/2, BSa2 1/2, CSa2 1/2 y DSa2 1/2 como referencia.
Sa21/2 Desempolvado muy completo por disparo o lanzamiento
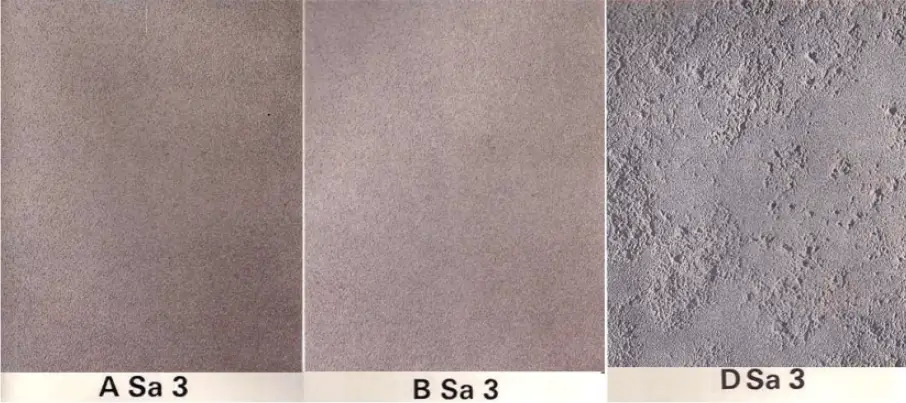
Sa3 Pulverización o chorreado para conseguir una superficie de acero limpia:
La superficie de acero debe estar completamente libre de adherencias visibles como grasa, suciedad, piel de óxido, óxido y capa de pintura. La superficie debe tener un color metálico uniforme.
Consulte las fotos ASa3, BSa3, CSa3 y DSa3 como referencia.
Sa3 Pulverización o chorro para limpiar la superficie de acero
3.3 Desoxidación de herramientas manuales y eléctricas
3.3.1 Utilice herramientas manuales y eléctricas, como cuchillas, cepillos de alambre manuales o eléctricos, bandejas de lija eléctricas o muelas abrasivas, para eliminar el óxido, que se indica con la letra "St".
3.3.2 Antes de desoxidar con herramientas manuales y eléctricas, debe eliminarse la capa gruesa de óxido, así como la grasa y la suciedad visibles.
Tras el proceso de eliminación del óxido con herramientas manuales y eléctricas, la superficie de acero debe limpiarse a fondo de polvo y residuos flotantes.
3.3.3 Para las superficies de acero que han sido desoxidadas con herramientas manuales y eléctricas, esta norma tiene dos grados de desoxidación. Los grados se describen a continuación:
St2 Desoxidación a fondo de herramientas manuales y eléctricas
La superficie de acero debe estar libre de grasa y suciedad visibles y de cualquier piel de óxido suelta, óxido, revestimiento de pintura u otros aditamentos.
Consulte las fotos BSt2, CSt2 y DSt2 como referencia.
St2 Desoxidación a fondo con herramientas manuales y eléctricas
St3 Desbarbado muy minucioso de herramientas manuales y eléctricas
La superficie de acero debe estar libre de grasa visible, suciedad, piel de óxido suelta, óxido, capas de pintura y cualquier otro aditamento. La eliminación del óxido debe ser más exhaustiva que en St2, dando lugar a un brillo metálico en las partes expuestas del sustrato.
Consulte las fotos BSt3, CSt3 y DSt3 como referencia.
St3 desoxidación manual y con herramienta eléctrica muy exhaustiva
3.4 Desoxidación por llama
3.4.1 El proceso de desoxidación a la llama se indica con la letra "FI".
3.4.2 Antes del desoxidado a la llama, debe eliminarse la capa gruesa de óxido.
El desoxidado a la llama debe abarcar no sólo la superficie de acero, sino también cualquier producto adherido a ella después de la operación de calentamiento a la llama y limpiado con un cepillo de alambre eléctrico.
3.4.3 El nivel de desoxidación conseguido mediante el desoxidado a la llama se define como sigue:
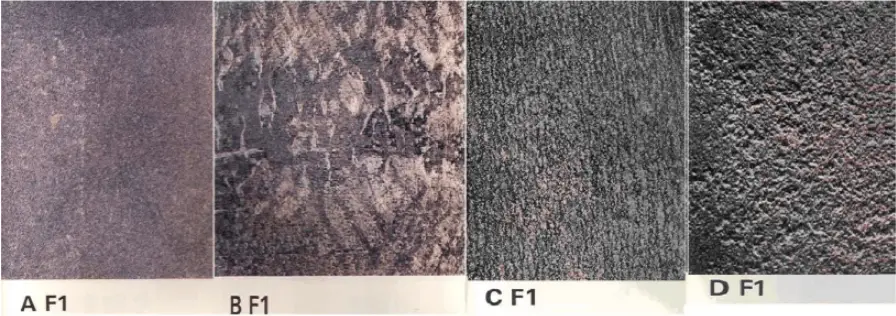
La superficie de acero debe estar libre de cascarilla de óxido, óxido, capas de pintura y otros adheridos. Cualquier rastro restante debe ser sólo en forma de decoloración de la superficie, apareciendo como sombras de diferentes colores.
Consulte las fotos AFI, BFI, CFI y DFI como referencia visual.
Desoxidación por llama FI
4. Evaluación visual del grado de óxido y del grado de eliminación del óxido de la superficie de acero.
4.1 La evaluación del grado de oxidación y del grado de eliminación de óxido de la superficie de acero se realizará en buenas condiciones de iluminación, ya sea con luz solar difusa o con iluminación artificial de brillo equivalente. El inspector deberá tener una visión normal.
4.2 La superficie de acero que se inspecciona debe compararse visualmente con las fotografías correspondientes, tal como se indica en el capítulo 5. Las fotografías deben tomarse lo más cerca posible de la superficie de acero.
4.3 Al determinar el grado de corrosión, el resultado de la evaluación se tomará de la fotografía correspondiente al grado más severamente oxidado.
Al determinar el grado de eliminación de óxido, el resultado de la evaluación se tomará de la fotografía más parecida en apariencia a la superficie de acero.
Nota:
(1) Los resultados de la evaluación visual del grado de oxidación de una superficie de acero pueden verse afectados por varios factores, entre los que se incluyen:
a. El tipo de abrasivos y herramientas utilizados para la eliminación del óxido, ya sea mediante pulverización, chorro, manual o con herramientas eléctricas;
b. El estado de oxidación de la superficie de acero que queda fuera del grado de corrosión estándar;
c. El color inherente del acero;
d. La variación de la rugosidad debida a los distintos niveles de corrosión;
e. Irregularidades en la superficie, como abolladuras;
f. Arañazos causados por herramientas;
g. Condiciones de iluminación irregulares;
h. Sombras causadas por el ángulo con el que los abrasivos inciden en la superficie durante la eliminación de óxido mediante pulverización o proyección.
(2) El grado de oxidación de una superficie de acero revestida debe evaluarse visualmente.
Para ello, sólo pueden utilizarse fotos con los símbolos de grado de óxido C y D (por ejemplo, DSt21/2 y CSt21/2).
La selección de DSt21/2 o CSt21/2 dependerá del grado de picadura presente en la superficie del acero.
5. Fotos
5.1 Esta norma incluye 28 fotografías que representan muestras típicas de los grados de oxidación de la superficie del acero, que se ajustan a la norma internacional ISO 8501-1:1988.
En caso de litigio, las fotos de la norma ISO 8501-1 servirán de base para el arbitraje.
5.1.1 Hay 4 fotos que ilustran los grados de corrosión y están marcadas con A, B, C y D.
5.1.2 Hay 24 fotos que demuestran los grados de desoxidación conseguidos mediante desoxidación por pulverización o proyección, desoxidación manual y con herramienta eléctrica, y desoxidación con llama. Estas fotos están marcadas con símbolos que indican el grado de óxido original antes y después de la eliminación del óxido, como BSa21/2.
5.2 Catorce fotos del desoxidado por pulverización o granallado muestran el estado de la superficie de acero tras el desoxidado por pulverización en seco con abrasivo de arena de cuarzo.
Tenga en cuenta que la superficie de acero después del desoxidado puede presentar colores diferentes cuando se utilizan otros tipos de abrasivos para el desoxidado por pulverización o granallado.
5.3 Esta norma no incluye fotos de ASa1, ASa2, ASt2 y Ast3.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez qué hace que la superficie de una placa de acero inoxidable de espejo sea tan lisa y reflectante? El secreto está en la rugosidad de su superficie. En este artículo se...
¿Se ha preguntado alguna vez cuál es la diferencia entre las vigas H y las vigas I en la construcción? Aunque puedan parecer similares, estos dos tipos de vigas de acero tienen características distintas que las hacen...
¿Está cansado de los crecientes costes del acero inoxidable para sus proyectos? Este artículo explora una alternativa rentable al acero inoxidable 304-SUS443. Descubra cómo el SUS443 ofrece una resistencia superior a la corrosión,...
¿Alguna vez se ha preguntado cuáles son las diferencias entre el hierro galvanizado y el acero galvanizado? En este artículo, nos adentraremos en los entresijos de estos dos materiales, explorando sus propiedades únicas, aplicaciones,...
¿Alguna vez se ha preguntado por qué a veces el acero falla de forma inesperada? En esta esclarecedora entrada del blog, nos adentraremos en el fascinante mundo de los defectos del acero. Como ingeniero mecánico experimentado,...
¿Alguna vez se ha preguntado cómo determinar la viga de acero perfecta para su proyecto? Este artículo le guiará a través de los aspectos esenciales del cálculo de la capacidad de carga de las vigas en H y en I. Por...
¿Por qué son tan importantes las temperaturas de enfriamiento y laminación de acabado de los distintos tipos de acero? En la producción de acero, estas temperaturas desempeñan un papel fundamental en la determinación de la microestructura...
¿Se ha preguntado alguna vez cómo el tratamiento térmico del acero puede transformar sus propiedades? Este artículo se sumerge en el fascinante mundo del acero 45, explorando cómo el recocido y la normalización afectan...
Por laminado se entiende el procedimiento de tratamiento a presión que altera la forma de los lingotes o tochos de acero entre rodillos giratorios. Puede dividirse en laminado en caliente y laminado en frío. El laminado en caliente...