3 Tipos de tecnología de pretratamiento de superficies metálicas: La guía completa
¿Por qué es tan importante el meticuloso proceso de pretratamiento de las superficies metálicas? En el ámbito de la metalurgia, conseguir una superficie impecable y lisa es algo más que estética: garantiza la durabilidad y el rendimiento. Este artículo profundiza en las complejidades de los métodos mecánicos, químicos y electroquímicos para preparar las superficies metálicas para su posterior procesamiento. Los lectores descubrirán cómo estas técnicas mejoran las propiedades de los materiales, preparando los metales para la siguiente fase de fabricación o acabado. Sumérjase y aprenda cómo el pretratamiento puede marcar la diferencia en la calidad y longevidad del metal.
Por "pretratamiento de superficies" se entiende el tratamiento mecánico, químico o electroquímico de los materiales y sus productos antes de someterlos a un tratamiento de superficie. Este proceso se realiza para purificar, desbastar o pasivar la superficie, preparándola para su posterior tratamiento o ajuste superficial.
El pretratamiento de superficies metálicas incluye los siguientes métodos:
La nivelación de superficies, que engloba tanto la nivelación mecánica como la pulido mecánico.
Grabado, que puede realizarse mediante grabado químico o grabado electroquímico.
Desengrasado de la superficie, que puede conseguirse mediante desengrasado con disolventes orgánicos, desengrasado químico o desengrasado electroquímico.
Nivelación de superficies
La nivelación de superficies abarca diversos métodos, entre ellos: pulido mecánico, pulido químico, pulido electrolítico, laminado, cepillado, chorro de arena y otros.
El objetivo principal del pulido es conseguir que la superficie rugosa e irregular de las piezas metálicas quede lisa y plana. Además, también puede eliminar rebabas, cascarilla, óxido, agujeros de arena, ranuras, burbujas y otras imperfecciones superficiales en piezas metálicas.
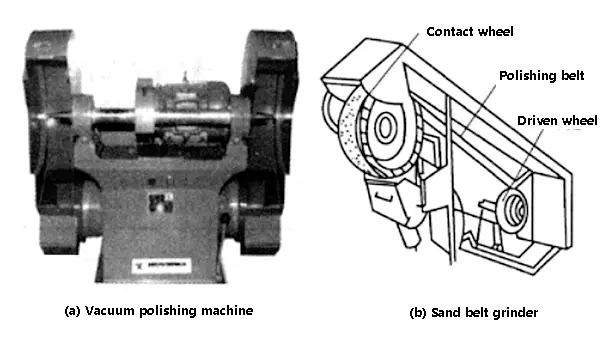
El pulido se realiza con una muela elástica acoplada a una amoladora. La superficie de trabajo de la muela está cubierta de partículas abrasivas, que actúan como pequeños filos cortantes. Cuando la muela gira a gran velocidad, la superficie de la pieza metálica se presiona suavemente contra la superficie de trabajo de la muela, haciendo que las partes elevadas de la superficie se corten y se vuelvan lisas y planas.
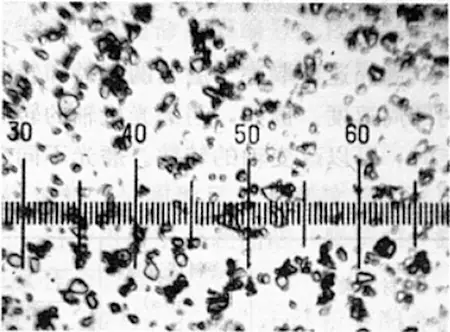
El pulido puede utilizarse en todos los materiales metálicos y su eficacia depende de las características del abrasivo, la rigidez de la muela y la velocidad de rotación de ésta. Los abrasivos utilizados habitualmente para el pulido son el corindón artificial y el esmeril. El corindón artificial, que se compone de alúmina 90-95% y tiene un cierto nivel de dureza, es muy utilizado debido a su menor fragilidad y a la mayor cantidad de aristas y esquinas de sus partículas.
Fig. 1 pulidora
Fig. 2 Al2O3 abrasivo (400X)
Los abrasivos pueden clasificarse en diferentes grados en función del tamaño de las partículas. El tamaño de las partículas de los abrasivos suele determinarse por el número de agujeros por unidad de superficie (centímetro cuadrado) en un tamiz. Cuanto mayor sea el número de tamices, más pequeños serán los agujeros. El tamaño de las partículas está representado por el número de abrasivos que pueden pasar a través del tamiz. Cuantos más abrasivos pasen, más fina será la granulometría, y cuantos menos abrasivos pasen, más gruesa será la granulometría.
En la Tabla 1 se destacan las características y usos de los abrasivos más comunes. La Tabla 2 enumera las velocidades de muela más adecuadas para pulir diferentes materiales metálicos.
Tabla 1 Características y usos de los abrasivos comunes
Se utiliza principalmente para pulir metales de baja resistencia (como latón, bronce, aluminio, etc.) y metales duros y quebradizos (como hierro fundido, acero al carbono para herramientas, acero de alta resistencia).
Se utiliza principalmente para pulir metales de alta resistencia con cierta tenacidad (como el acero templado, la fundición maleable y el acero verde al manganeso).
Se utiliza para pulir metales en general
Materiales de esmerilado y pulido de uso general, también utilizados para chorro de arena y laminado
Tabla 2 velocidad óptima de la muela para pulir diferentes materiales metálicos
Tipo de material
Acero, níquel, cromo
Cobre y aleaciones de cobre, plata y zinc
Aluminio y aleación de aluminio, plomo y estaño
Velocidad lineal del abrasivo / (M/s)
18~30
14~18
10~14
Velocidad adecuada / (R / min)
Diámetro de la muela / mm
200
2850
2400
1900
250
2300
1900
1530
300
1880
1500
1530
350
1620
1530
1090
400
1440
1190
960
2. Pulido
2.1 Mpulido mecánico
El pulido es un tipo de proceso de esmerilado. Algunos creen que funciona "arrancando" átomos de la capa superficial de la pieza, lo que hace que la capa inferior se alise instantáneamente por la acción de la tensión superficial antes de solidificarse. Otros consideran que el pulido es el resultado de la tensión superficial. Durante el proceso de pulidoEl calor generado por la fricción puede ablandar o incluso fundir la superficie, lo que lo convierte en algo más que un simple proceso de pulido mecánico.
Durante el pulido, la capa superficial de metal se funde pero se solidifica rápidamente en un estado amorfo debido a la alta conductividad térmica del metal del sustrato. Antes de solidificarse, la superficie se vuelve lisa como resultado de los efectos combinados de la tensión superficial y la fricción del agente pulidor.
Las piezas que requieren un alto grado de acabado deben someterse a un pulido fino tras el proceso de pulido inicial.
El pulido mecánico se realiza utilizando un agente pulidor en la rueda de pulido de una máquina pulidora. El agente pulidor puede ser una pasta pulidora o un líquido pulidor. El primero es una mezcla de abrasivo de pulido y un adhesivo, como ácido esteárico o parafina. El segundo es una mezcla de abrasivo y una emulsión de aceite o agua.
Al girar a gran velocidad, la rueda de pulido elimina las pequeñas irregularidades de la pieza y le da un brillo de espejo. El pulido mecánico se utiliza no sólo para el pretratamiento de la superficie antes del metalizado, sino también para el acabado del revestimiento después del metalizado para mejorar el acabado de la superficie.
Es importante señalar que el pulido mecánico es diferente del abrillantado. Durante el pulido se cortan virutas de metal evidentes, mientras que en el pulido mecánico no se produce una pérdida significativa de metal. La alta temperatura generada por la fricción entre la rueda de pulido que gira a gran velocidad y la pieza provoca la deformación plástica de la superficie metálica, rellenando ligeras irregularidades.
Además, la eliminación repetida de la finísima película de óxido u otro compuesto que se forma en la superficie metálica bajo la influencia de la atmósfera circundante da como resultado una superficie plana y brillante.
2.2 Cpulido químico
El pulido químico es un tipo de corrosión química controlada. Es un método de tratamiento de metales que consiste en grabar el metal en una solución de pulido específica, lo que hace que la superficie quede plana y brillante al disolver selectivamente el metal.
Comparado con otras técnicas de pulido, el pulido químico tiene las ventajas de un equipo sencillo, bajo coste, fácil manejo, alta eficacia y de no verse afectado por la forma y estructura de las piezas. Además, en comparación con el pulido electrolítico, el pulido químico no requiere una fuente de energía y puede utilizarse para procesar piezas con formas complejas. Sin embargo, la eficacia de la producción es mayor, pero la calidad del tratamiento superficial es inferior a la del pulido electrolítico.
El pulido químico es un tipo de proceso electroquímico similar al pulido electrolítico. La reacción del pulido químico pertenece al grabado de una micropila en el proceso electroquímico. Por lo tanto, el principio del pulido químico es similar al del pulido electrolítico.
Durante el proceso de disolución química, se genera una película de óxido en la superficie del metal, que regula la velocidad de difusión en el proceso de disolución continua. Las partes convexas de la superficie se disuelven más rápidamente debido al fino espesor de la película de óxido, mientras que las partes cóncavas lo hacen más lentamente.
En la superficie de las piezas de acero se forman constantemente una película de óxido pasiva y una película de óxido, siendo la primera más resistente que la segunda. Debido a la microdeconvexidad de la superficie, las piezas microconvexas se disuelven primero, a un ritmo más rápido que las cóncavas. La disolución y la formación de la película se producen simultáneamente, pero a ritmos diferentes.
Como resultado, el rugosidad superficial de la pieza de acero se nivela, lo que da como resultado una superficie lisa y brillante. El pulido químico puede eliminar eficazmente la capa de daño superficial causada por el pulido mecánico, ya que tiene un fuerte efecto disolvente sobre la superficie.
2.3 Epulido electrolítico
El electropulido consiste en colocar la pieza como ánodo y realizar la electrólisis en una solución específica. Durante el proceso, las partes microprotuberantes de la superficie de la pieza tienen una alta densidad de corriente y se disuelven rápidamente, mientras que la densidad de corriente en los microrrecesos es baja, lo que hace que la disolución sea lenta. El resultado es una superficie plana y brillante.
El electropulido se utiliza habitualmente para el acabado decorativo de piezas como acero al carbono, acero inoxidable, aluminio y cobre, así como para el acabado superficial de algunas herramientas o para crear superficies altamente reflectantes y muestras metalográficas.
La solución de pulido de anhídrido crómico y ácido fosfórico se utiliza ampliamente para materiales de hierro y acero y contiene componentes como ácido fosfórico, ácido sulfúrico, anhídrido crómico y aditivos como inhibidores de la corrosión, abrillantadores y espesantes. El cátodo suele ser de plomo y la tensión de alimentación puede ser de 12 V.
En los últimos años, con la creciente demanda de productos de acero inoxidable, también ha aumentado la demanda de soluciones de pulido electrolítico. Para evitar la contaminación ambiental provocada por las soluciones de pulido electrolítico que contienen ácido fosfórico y anhídrido crómico, China se ha esforzado por desarrollar soluciones de pulido electrolítico de acero inoxidable respetuosas con el medio ambiente y ha logrado importantes avances.
La tabla 3 presenta la composición de la solución y las condiciones de procesado de varias soluciones nuevas de pulido electrolítico de acero inoxidable. Las fórmulas 1 y 2 de la tabla no utilizan anhídrido crómico, lo que resuelve el problema del vertido de aguas residuales y proporciona un agente de pulido electroquímico libre de contaminación y respetuoso con el medio ambiente.
Tabla 3 composición de la solución y condiciones de proceso de la solución de electropulido de acero inoxidable respetuosa con el medio ambiente
Composición de la solución y condiciones del proceso
Temperatura / ℃Densidad de corriente / (A / dm2)Tiempo / min
60~70 20~30 3~5
65~70 15~30 3~8
Alta temperatura 10~30 3~5
En comparación con el pulido mecánico, el electropulido nivela la superficie pulida mediante disolución electroquímica, sin dejar capa de deformación en la superficie y evitando la mezcla de sustancias extrañas. Además, el proceso de electrólisis provoca la precipitación de oxígeno, formando una película de óxido en la superficie pulida, lo que mejora su resistencia a la corrosión.
El electropulido también es útil para piezas con formas complejas, alambres, chapas finas y piezas pequeñas, que son difíciles de pulir mecánicamente. Además de nivelar, el electropulido también puede eliminar inclusiones superficiales y revelar defectos como grietas, agujeros de arena e inclusiones en la superficie de las piezas.
3. Rodando
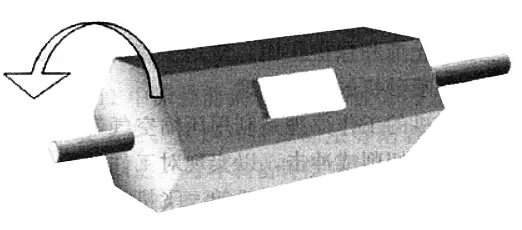
El laminado es un método común utilizado para la preparación de superficies antes del metalizado o la modificación de superficies después del metalizado para grandes cantidades de piezas pequeñas. El pulido por laminación es un proceso en el que las piezas y los abrasivos se colocan juntos en una máquina de tambor o de campana para el pulido por laminación para eliminar rebabasLa superficie de las piezas queda lisa y sin rugosidades ni óxido.
Además de los abrasivos, a menudo se añaden reactivos químicos como ácido o álcali durante el proceso de laminado. De este modo, el proceso de laminado sirve para eliminar rebabas, asperezas y óxido a medida que las piezas y los abrasivos ruedan juntos, así como el papel de los reactivos químicos.
La Fig. 3 es el diagrama esquemático de la calandria.
Fig. 3 Esquema de la calandra
El pulido por laminación puede eliminar las manchas de aceite y las incrustaciones de óxido de la superficie de las piezas y producir una superficie brillante. Puede sustituir parcial o totalmente al pulido y abrillantado, pero solo es adecuado para grandes cantidades de piezas con bajos requisitos de rugosidad superficial.
El laminado puede dividirse en método seco y método húmedo. El método seco utiliza abrasivos como arena, esmeril, vidrio roto y cuero, mientras que el método húmedo utiliza como abrasivos bolas de acero, piedras trituradas, serrín, lejía, té en polvo, etc.
La velocidad de rotación durante el laminado depende de las características de las piezas y de la estructura del tambor, y suele oscilar entre 15 y 50 RPM. Si la velocidad es demasiado alta, la fuerza centrífuga impedirá que las piezas rocen entre sí en el tambor, reduciendo la eficacia del laminado. Por otro lado, si la velocidad es demasiado baja, la eficacia es baja.
Cuando hay una gran cantidad de manchas de aceite u óxido en la superficie de las piezas durante el laminado, se debe desengrasar y grabar primero. Si la mancha de aceite es pequeña, se puede añadir una pequeña cantidad de sustancias alcalinas o emulsionantes como carbonato sódico, jabón o jabón en polvo para el laminado. Se puede añadir ácido sulfúrico diluido o ácido clorhídrico para las piezas con superficies oxidadas. Después de laminar las piezas en el medio ácido, la solución ácida debe enjuagarse inmediatamente.
4. Cepillado
El cepillado es una técnica de tratamiento de superficies que utiliza una rueda de cepillado fabricada con materiales como alambre metálico, pelo de animal o fibras naturales o sintéticas. Este método se utiliza principalmente para eliminar contaminantes superficiales como oxidación, herrumbre, escoria de soldadura, pintura vieja y otros residuos. Además, el cepillado también se utiliza para eliminar las rebabas que quedan en los bordes de una pieza después del mecanizado.
Las muelas de cepillo más utilizadas son de alambre de acero o alambre de latón. Si el material de la pieza es duro, debe utilizarse una rueda de cepillo de alambre de acero de alta rigidez junto con una velocidad alta. Por el contrario, para materiales más blandos, se recomienda una rueda de cepillo de alambre de latón.
El cepillado puede realizarse de forma mecánica o manual. Ambos métodos suelen emplear una técnica húmeda, siendo el agua la solución de cepillado más utilizada. En algunos casos, también puede utilizarse una solución de carbonato sódico o fosfato sódico de 3% a 5% (en masa) cuando se cepillan materiales de acero.
5. Chorro de arena
Chorro de arena es un proceso que utiliza aire comprimido para granallar arena seca, como arena de cuarzo, arena de acero o alúmina, sobre la superficie de piezas metálicas para eliminar defectos superficiales como rebabas, escamas, óxido, depósitos de carbono, escoria de soldadura, residuos de arena de moldeo, residuos de sal, películas de pintura vieja y suciedad.
Este método se utiliza habitualmente para limpiar la superficie de piezas de trabajo, como la eliminación de arena residual y capas de alto contenido en carbono en piezas de fundición y la eliminación de óxido e incrustaciones en soldaduras de piezas soldadas.
Chorro de arena y el lavado con ácido son dos técnicas utilizadas para eliminar el óxido. Sin embargo, mientras que el lavado con ácido puede hacer que el hidrógeno penetre en el interior de las piezas de acero, aumentando tensión interna y reducir la plasticidad, el chorro de arena no provoca fragilización por hidrógeno.
Tras el arenado, las piezas de trabajo de acero con alto contenido en carbono, acero de alta resistencia, o materiales como el latón, el acero inoxidable y el aluminio, pueden tener una mejor adherencia de los revestimientos o capas de óxido. Las piezas de trabajo cromadas duras y recubiertas suelen limpiarse con chorro de arena. Los accesorios de máquinas-herramienta y las herramientas de medición suelen pulirse con chorro de arena antes del blanco lechoso. cromado.
El chorro de arena es un método eficaz para el pretratamiento de superficies. Puede eliminar por completo impurezas como incrustaciones de óxido, óxido, películas de pintura vieja y manchas de aceite de las superficies metálicas, lo que da como resultado un color uniforme del metal y una rugosidad uniforme en la superficie. Esta rugosidad puede mejorar la fuerza de adherencia entre el revestimiento anticorrosión y el metal base, y aumentar la resistencia a la corrosión del metal.
El chorro de arena se utiliza habitualmente en tratamientos de revestimiento por pulverización térmica y de desbaste de plásticos. Otras técnicas de desbaste de superficies son el roscado, el moleteado y el desbaste por chispa eléctrica, entre otras.
Hay dos tipos de chorreado de arena: chorreado en seco y chorreado en húmedo. El chorreado en húmedo utiliza abrasivos mezclados con agua para formar un mortero, y suele añadirse al agua un inhibidor de la corrosión para evitar la oxidación del metal. El chorreado en seco es eficaz pero da como resultado una superficie rugosa, genera una gran cantidad de polvo y hace que el abrasivo se descomponga más fácilmente. En cambio, el chorreado en húmedo tiene un impacto medioambiental mínimo, puede tener un efecto decorativo y protector sobre la superficie y suele utilizarse para un tratamiento más preciso.
Grabado
El decapado es un proceso utilizado para eliminar el óxido, las incrustaciones de óxido (formadas durante la fundición, la forja, el laminado y el tratamiento térmico) y otros productos de corrosión de la superficie de una pieza de trabajo. Esto se consigue mediante el uso de soluciones ácidas, que tienen una gran capacidad para disolver los óxidos metálicos. Por ello, el decapado también se conoce como decapado.
Para algunos metales no férreos, puede utilizarse el grabado alcalino. La eliminación de una gran cantidad de óxidos y una estructura superficial deficiente se conoce como grabado fuerte, mientras que la eliminación de una fina película de óxido en la superficie de la pieza para prepararla para la galvanoplastia se denomina grabado débil.
Los ácidos inorgánicos, como el ácido sulfúrico, el ácido clorhídrico, el ácido nítrico, el ácido fosfórico y el ácido fluorhídrico, suelen utilizarse para acero decapado. También pueden utilizarse ácidos orgánicos, como el ácido acético, el ácido graso y el ácido cítrico. La acción de los ácidos orgánicos es suave y el ácido residual no tiene efectos secundarios significativos. Además, la superficie de la pieza queda limpia después del tratamiento y es menos probable que se vuelva a oxidar.
Los ácidos orgánicos, aunque tienen la ventaja de no causar secuelas significativas, tienen un coste elevado y una baja eficacia de eliminación del óxido, por lo que se utilizan sobre todo para limpiar incrustaciones de óxido en el interior de contenedores de equipos de potencia y otros componentes con requisitos especiales.
Los ácidos inorgánicos, por su parte, tienen una alta eficacia de eliminación del óxido, una velocidad rápida, una amplia gama de fuentes de materias primas y un bajo coste. Sin embargo, si la concentración de ácidos inorgánicos no se controla adecuadamente, el metal puede "sobrecorroerse", y el ácido residual es altamente corrosivo. Si la solución ácida no se limpia a fondo, afectará al efecto del revestimiento.
Para frenar la corrosión y fragilización por hidrógeno de metales, debe añadirse a la solución de eliminación de óxido una cantidad adecuada de tampones, como rutina, urotropina y tiourea.
1. Decapado de productos de acero
(1) Principio de decapado
La finalidad del ácido en el decapado es disolver y eliminar mecánicamente los óxidos de la superficie de la pieza. Utilizando el ácido sulfúrico como ejemplo, el ácido sulfúrico reacciona con los óxidos de hierro (FeO, Fe3O4) para formar sulfato ferroso y sulfato férrico.
El ácido sulfúrico reacciona con el hierro matriz a través de los huecos de la cascarilla de óxido, provocando la disolución del hierro y la liberación de hidrógeno. La reacción entre el ácido sulfúrico y el hierro matriz acelera la velocidad de disolución química al reducir el sulfato de hierro de baja solubilidad a sulfato ferroso de alta solubilidad. El hidrógeno producido bajo la cascarilla de óxido también crea efectos mecánicos de craqueo superior y decapado en la cascarilla de óxido, mejorando la eficacia del decapado.
Sin embargo, la reacción entre el ácido sulfúrico y el hierro de la matriz puede provocar una corrosión excesiva de la matriz y cambios en el tamaño de la pieza. Estas son las desventajas de utilizar ácido sulfúrico en el proceso de decapado.
La evolución de hidrógeno durante el proceso de decapado también puede dar lugar a la permeación de hidrógeno de la pieza de trabajo, causando fragilización por hidrógeno.
El ácido clorhídrico disuelve principalmente óxidos. Reacciona con el óxido de hierro para formar cloruro ferroso y cloruro férrico, ambos de gran solubilidad. Como resultado, el efecto de decapado mecánico del grabado con ácido clorhídrico es menos pronunciado que el del ácido sulfúrico.
Para las incrustaciones de óxido sueltas, el grabado con ácido clorhídrico es rápido y hay menos corrosión de la matriz y permeación de hidrógeno. Sin embargo, en el caso de incrustaciones de óxido compactas, se consume una gran cantidad de ácido cuando se utiliza sólo ácido clorhídrico. A menudo se utiliza una solución ácida mixta de ácido clorhídrico y ácido sulfúrico para conseguir el efecto de decapado mecánico del hidrógeno.
El ácido nítrico se utiliza principalmente para el tratamiento de acero de alta aleación, y a menudo se mezcla con ácido clorhídrico para el tratamiento de metales no ferrosos. El ácido nítrico tiene una gran capacidad para disolver los óxidos de hierro, y la solubilidad del nitrato ferroso y el nitrato férrico es alta, con una reacción mínima de evolución del hidrógeno.
Cuando se utiliza en acero inoxidable, el ácido nítrico no provoca corrosión de la matriz debido a sus propiedades pasivantes. Sin embargo, cuando se utiliza en acero al carbono, debe abordarse el problema de la corrosión de la matriz.
El ácido fluorhídrico se utiliza principalmente para eliminar sustancias que contienen silicio, como los elementos de aleación en ciertos tipos de acero inoxidable y acero inoxidable. acero aleadoescoria de soldadura mezclada en las soldaduras y arena de moldeo residual en las piezas fundidas.
La combinación de ácidos fluorhídrico y nítrico se utiliza a menudo para tratar el acero inoxidable, pero el ácido fluorhídrico es extremadamente corrosivo y debe manipularse con precaución.
El ácido nítrico libera nitruros tóxicos y puede ser difícil de eliminar, por lo que se debe tener especial cuidado para evitar daños al cuerpo humano.
El ácido fosfórico tiene buena solubilidad para el óxido de hierro y es menos dañino para el metal porque forma una capa de fosfato insoluble en agua (película fosfatante) en la superficie del metal, lo que ayuda a prevenir la corrosión.
Además, constituye una excelente capa base antes de pintar. Se suele utilizar para eliminar el óxido de piezas de precisión, pero el coste del ácido fosfórico es relativamente alto.
Cuando se utiliza ácido fosfórico para eliminar el óxido, la función principal es convertir la cascarilla de óxido y el óxido en Fe (H2PO4) 3 y FeHPO insoluble en agua4 y Fe3 (PO4) 2.
La difusión del hidrógeno es un proceso débil.
Cuando se utiliza ácido fosfórico para el decapado, la cantidad de hidrógeno producida es aproximadamente de 1/10 a 1/5 de la producida mediante el decapado con ácido clorhídrico o ácido sulfúrico. Además, la velocidad de difusión y penetración del hidrógeno es la mitad que la de estos dos últimos ácidos.
El acero inoxidable y el acero aleado tienen una composición compleja y una estructura densa para su cascarilla de óxido, lo que dificulta su eliminación en el desoxidación para el acero al carbono ordinario. Para ello se suele utilizar una mezcla de ácidos.
Al decapar acero aleado que contiene titanioes necesario añadir ácido fluorhídrico.
La gruesa y densa cascarilla de óxido formada por el tratamiento térmico puede "aflojarse" en una solución alcalina caliente y concentrada que contenga un oxidante fuerte y, a continuación, grabarse utilizando una mezcla de ácidos clorhídrico y nítrico, o sulfúrico y nítrico.
(2) Aditivo de decapado
Es fundamental utilizar un inhibidor de la corrosión en la solución de decapado. La creencia general es que un inhibidor de la corrosión puede formar una película de adsorción o una película protectora insoluble en la superficie del metal base en una solución ácida.
La formación de esta película se produce mediante una reacción electroquímica cuando el hierro metálico entra en contacto con el ácido, que carga la superficie del metal. El inhibidor de corrosión, al ser una molécula polar, es atraído por la superficie metálica y forma una película protectora, impidiendo así la acción continua del ácido sobre el hierro y consiguiendo el objetivo de inhibir la corrosión.
Desde una perspectiva electroquímica, la película protectora formada no sólo bloquea significativamente el proceso de polarización anódica, sino que también favorece la polarización catódica, inhibe la producción de hidrógeno y ralentiza el proceso de corrosión.
Las incrustaciones de óxido y el óxido no adsorben las moléculas polares del inhibidor de corrosión para formar una película porque interactúan con el ácido mediante la acción química ordinaria y no tienen ninguna carga en sus superficies.
Por lo tanto, añadir una cantidad determinada de inhibidor de corrosión a la solución desoxidante no afecta a su eficacia desoxidante.
Para evaluar la eficacia de diversos inhibidores de la corrosión, es crucial determinar su eficiencia de inhibición de la corrosión.
La eficacia de la inhibición de la corrosión puede determinarse comparando la pérdida de peso [g / (m2 - h)] de una muestra con y sin el inhibidor de la corrosión en el mismo medio y en las mismas condiciones.
La cantidad especificada de diferentes inhibidores de la corrosión utilizados en diversas soluciones ácidas varía.
A medida que aumenta la temperatura de la solución de lavado ácida, la eficacia de inhibición del inhibidor de corrosión disminuirá o incluso fallará por completo.
Por lo tanto, cada inhibidor de la corrosión tiene una temperatura de funcionamiento permitida específica.
Los agentes humectantes utilizados en las soluciones de decapado son principalmente tensioactivos no iónicos y aniónicos, y rara vez se utilizan tensioactivos catiónicos. Esto se debe a que los tensioactivos no iónicos son estables en medios ácidos fuertes, y el único tensioactivo aniónico aceptable es del tipo ácido sulfónico.
El uso de tensioactivos con propiedades de humectación, penetración, emulsificación, dispersión, solubilización y descontaminación puede mejorar mucho el proceso de decapado y acortar el tiempo de decapado.
Para minimizar la pérdida por corrosión de la matriz, reducir el impacto de la permeación de hidrógeno, disminuir la niebla ácida y mejorar el entorno de trabajo, es aconsejable añadir a la solución de decapado un inhibidor eficaz de la corrosión y de la niebla.
Sin embargo, es importante tener en cuenta que el inhibidor de corrosión puede formar una película en la superficie de la pieza, que debe limpiarse a fondo. Además, el inhibidor de corrosión puede reducir el efecto de decapado mecánico de la reacción de evolución del hidrógeno.
(3) Selección del tipo de ácido, concentración y temperatura para el decapado
El método de limpieza de la superficie de una pieza depende del material de la pieza, de la presencia de óxido y cascarilla de óxido y del nivel deseado de calidad de limpieza de la superficie.
Para las piezas de acero, se suele utilizar ácido sulfúrico, ácido clorhídrico o una combinación de ambos.
Para disolver los compuestos que contienen silicio en la superficie de las piezas fundidas, se añade ácido fluorhídrico al ácido sulfúrico o al ácido clorhídrico.
La concentración de ácido sulfúrico suele rondar los 20%. Con esta concentración, la velocidad de grabado de la cascarilla de óxido es rápida y el daño al material subyacente es mínimo.
La concentración de ácido clorhídrico suele ser inferior a 15%, ya que produce humos cuando la concentración supera los 20%.
A medida que aumenta la concentración de ácido clorhídrico, la velocidad de decapado se acelera y el tiempo de decapado disminuye.
La tabla 4 ilustra la relación entre el tiempo de decapado y la concentración de ácido para piezas de acero con el mismo grado de corrosión en ácido clorhídrico y ácido sulfúrico.
Tabla 4 Relación entre la concentración de ácido clorhídrico y el tiempo de decapado de hierro y acero con ácido sulfúrico
Contenido en ácido clorhídrico /%
2
5
10
15
Tiempo de decapado/min
90
55
18
15
Contenido en ácido sulfúrico /%
2
5
10
15
Tiempo de decapado/min
135
135
120
95
Contenido en ácido clorhídrico /%
20
25
30
40
Tiempo de decapado/min
10
9
/
/
Contenido en ácido sulfúrico /%
20
25
30
40
Tiempo de decapado / min
80
65
75
95
Al aumentar la temperatura, aumenta también la velocidad de decapado y se acorta el tiempo necesario.
La tabla 5 muestra la relación entre el tiempo de decapado y la temperatura para piezas de acero con el mismo nivel de corrosión en ácido clorhídrico y ácido sulfúrico.
Tabla 5 Relación entre el tiempo de decapado y la temperatura
Contenido en ácido /%
Tiempo de decapado con ácido sulfúrico/min
Tiempo de decapado con ácido clorhídrico/min
18℃
40℃
60℃
18℃
40℃
60℃
5
135
45
13
55
15
5
10
120
32
8
18
6
2
(4) Proceso de decapado de piezas de hierro y acero
Los métodos de decapado y eliminación de óxido incluyen el decapado por inmersión, el decapado por pulverización y la eliminación de óxido con pasta ácida.
Tras someterse a un tratamiento desengrasante, el metal impregnado y decapado se introduce en un tanque de ácido.
Una vez eliminadas la cascarilla de óxido y el óxido, el metal se enjuaga con agua y se neutraliza con un álcali para obtener una superficie apta para la pintura.
La tabla 6 proporciona información sobre los parámetros del proceso de mordentado fuerte para piezas de acero.
Tabla 6 parámetros del proceso de grabado fuerte de piezas de acero
El grabado electroquímico consiste en utilizar la electrólisis para decapar la superficie de una pieza, que sirve de ánodo o cátodo, en una solución ácida o alcalina. El proceso también puede acelerarse agitando la solución, lo que genera hidrógeno en el cátodo y renueva la solución de grabado en la superficie de la pieza.
La eliminación electroquímica del óxido puede clasificarse en grabado anódico y grabado catódico, en función de la polaridad de la pieza.
Durante el grabado anódico, la cascarilla de óxido se elimina mediante una combinación de disolución química y electroquímica del metal de la pieza de trabajo y la eliminación mecánica del oxígeno.
En el grabado catódico, la cascarilla de óxido se elimina principalmente por el efecto mecánico de la gran cantidad de hidrógeno generado y por el efecto reductor del hidrógeno atómico primario sobre el óxido.
El mordentado anódico da lugar a grandes y pocas burbujas de oxígeno con un efecto de decapado mecánico limitado, pero si se prolonga demasiado, puede provocar una corrosión excesiva del metal subyacente.
Por otro lado, el grabado catódico minimiza la corrosión del metal, preservando el tamaño de la pieza, pero puede provocar la permeación de hidrógeno y residuos de ceniza.
El grabado anódico es lento y corrosivo para el metal base, por lo que sólo es adecuado para piezas con una fina capa de óxido. Sin embargo, no provoca fragilización por hidrógeno.
Por otra parte, el grabado catódico es rápido y no provoca la sobrecorrosión de la pieza, por lo que es adecuado para piezas con pieles de óxido gruesas. Sin embargo, tiene el inconveniente de la permeación de hidrógeno.
Actualmente, la mayoría de los métodos utilizados en China son el grabado anódico o una combinación de grabado catódico y anódico. El grabado electroquímico se utiliza tanto para el grabado fuerte como para el débil.
En comparación con el mordentado químico, el mordentado electroquímico es más eficaz para eliminar rápidamente la cascarilla de óxido firmemente adherida a la superficie metálica. También se ve menos afectado por los cambios en la concentración de ácido y tiene poco impacto en el material subyacente.
Este método es fácil de manejar y gestionar, pero requiere equipos especializados y exige más operaciones de colgado. También existe el riesgo de disolución desigual de la cascarilla de óxido.
Entre las ventajas del grabado electroquímico cabe citar la rapidez del grabado, el bajo consumo de ácido y la escasa influencia del contenido de iones de hierro en la solución sobre la capacidad de grabado.
Sin embargo, este método requiere equipos de alimentación y consume energía.
Las piezas con formas complejas son difíciles de grabar debido a la escasa capacidad de dispersión.
Cuando la cascarilla de óxido es gruesa y densa, debe tratarse previamente con grabado químico con ácido sulfúrico para aflojar la cascarilla de óxido antes de someterla al grabado electroquímico.
Desengrase de superficies
1. Desengrase con disolventes orgánicos
El desengrase con disolventes orgánicos es un método habitual para eliminar la grasa de los materiales metálicos. Funciona utilizando las propiedades de disolución física de los disolventes orgánicos en ambos tipos de aceites.
La gasolina y el queroseno son disolventes de uso común, pero el clorobenceno y el queroseno son alternativas más asequibles y menos tóxicas.
El desengrase con disolventes orgánicos se caracteriza por su proceso sin calor, su rápida velocidad de desengrase y la ausencia de corrosión en la superficie metálica. Es especialmente adecuado para eliminar aceites minerales de alta viscosidad y altos puntos de fusión, difíciles de eliminar con soluciones alcalinas.
Por lo tanto, es un pretratamiento adecuado para casi todas las tecnologías de tratamiento de superficies, especialmente para piezas con grave contaminación por petróleo o piezas metálicas susceptibles a la corrosión por soluciones desengrasantes alcalinas.
Sin embargo, este método no es exhaustivo y pueden ser necesarios métodos químicos y electroquímicos para complementar el proceso de desengrasado. Además, la mayoría de los disolventes orgánicos son inflamables y tóxicos, y su coste puede ser elevado.
Es importante dar prioridad a la seguridad, tomar precauciones y mantener una buena ventilación durante el funcionamiento.
2. Desengrase químico de solución alcalina
En la actualidad, el desengrasado químico mediante una solución alcalina se utiliza ampliamente en la producción.
Aunque el tiempo de eliminación del aceite con este método es superior al de los disolventes orgánicos, tiene las ventajas de no ser tóxico ni inflamable, requerir un equipo sencillo y ser barato y fácil de manejar, lo que lo convierte en una opción razonable para la eliminación del aceite.
El núcleo de este método consiste en eliminar el aceite mediante saponificación y emulsificación. La primera elimina los aceites animales y vegetales, mientras que la segunda elimina los aceites minerales.
Con una selección adecuada del proceso, eliminar los dos tipos de grasa no es difícil.
Sin embargo, cuando existen elevados requisitos en cuanto a la fuerza de adherencia del revestimiento, confiar únicamente en una solución alcalina para la eliminación química del aceite de las piezas chapadas puede no ser suficiente.
Esto es especialmente cierto cuando la mancha de aceite es principalmente aceite mineral, ya que tarda mucho tiempo en eliminarse y puede que no se elimine por completo debido al limitado efecto emulsionante de la solución alcalina de eliminación de aceite.
En tales casos, es necesario utilizar la eliminación electroquímica (electrolítica) del aceite con una emulsificación más fuerte para lograr resultados satisfactorios.
3. Eliminación electroquímica del aceite
La eliminación electroquímica de aceite, también conocida como eliminación electrolítica de aceite, es un proceso de eliminación de aceite mediante la colocación de piezas metálicas en un líquido de eliminación de aceite y el uso de las piezas como ánodo o cátodo mientras están conectadas a una corriente continua.
La composición de la solución desengrasante electroquímica es similar a la de las soluciones desengrasantes químicas.
Como contraelectrodo se suele utilizar una placa de níquel o de hierro niquelado, que sólo sirve de conductor.
La experiencia de producción ha demostrado que la eliminación electroquímica del petróleo es varias veces más rápida que la química y elimina eficazmente la contaminación por petróleo. Esto se debe al mecanismo de eliminación electroquímica del petróleo.
Nueva tecnología de pretratamiento de superficies
1. Fortalecimiento por ultrasonidos
La limpieza por ultrasonidos utiliza una señal de oscilación de alta frecuencia que un transductor convierte en oscilación mecánica de alta frecuencia.
La onda ultrasónica puede propagarse eficazmente en diferentes medios, incluyendo gas, líquido, sólido, solución sólida, y puede transmitir una fuerte energía. La onda ultrasónica se transmite al líquido de limpieza en el tanque a través de la pared del tanque y hace que las microburbujas en el líquido vibren debido a la reflexión, interferencia y resonancia.
Las ondas ultrasónicas crean fuertes impactos y cavitación en la interfaz, que es la base de la limpieza por ultrasonidos. La eficacia de la limpieza por ultrasonidos depende de varios factores, como el tipo de líquido limpiador, el método de limpieza, la temperatura y el tiempo de limpieza, la frecuencia ultrasónica, la densidad de potencia y la complejidad de las piezas que se limpian.
Entre los líquidos más utilizados para la limpieza por ultrasonidos se encuentran los disolventes orgánicos, las soluciones alcalinas y las soluciones de limpieza a base de agua.
El dispositivo de limpieza y desengrase por ultrasonidos más utilizado consta de un transductor ultrasónico, un tanque de limpieza y un generador. También puede incluir componentes adicionales para la circulación del fluido de limpieza, filtración, calentamiento y transporte.
La limpieza por ultrasonidos es un método popular por su sencillez, rapidez de limpieza y buenos resultados.
2. Eliminación de aceite con baja temperatura y agente limpiador de alta eficacia
Utilizar un producto de limpieza de alta eficacia y baja temperatura para eliminar las manchas de aceite en superficies metálicas no sólo es muy eficaz, sino que también ahorra energía gracias a su baja temperatura de limpieza.
3. Limpieza desengrasante al vacío
La limpieza desengrasante al vacío es una tecnología de limpieza nueva y respetuosa con el medio ambiente. Utiliza un agente de limpieza de carburo de hidrógeno, que tiene un impacto mínimo en la salud humana, es menos irritante y no tiene olor.
Esta tecnología proporciona el mismo nivel de limpieza que la trietanolamina, y es incluso más eficaz que el licor alcalino. Además, el agente limpiador puede recuperarse y regenerarse.
El dispositivo de limpieza desengrasante al vacío es un sistema cerrado que no contamina, tiene un alto factor de seguridad, es altamente productivo y permite la carga y descarga automática de materiales, lo que hace que sea cómodo de manejar.
En el futuro, se espera que la tecnología de desengrase al vacío, con o sin limpieza líquida, se utilice ampliamente.
4. Pulverizar granalla de plástico para eliminar la pintura (capa de revestimiento)
Cuando se realizan ensayos no destructivos de superficie en componentes importantes de gran tamaño, como aviones, para detectar grietas por fatiga y daños duros, primero hay que eliminar el revestimiento de la superficie (pintura).
Los métodos tradicionales de eliminación del revestimiento incluyen el decapado químico o el esmerilado manual con muela abrasiva, pero ambos métodos presentan inconvenientes. El decapado químico puede corroer y dañar la matriz metálica, mientras que el esmerilado con muela puede dañar fácilmente el sustrato y es poco eficaz.
Recientemente se ha desarrollado un nuevo proceso de eliminación de pintura mediante pulverización de granalla de plástico que ha dado buenos resultados. Este proceso consiste en pulverizar plástico granulado sobre la superficie de la pieza de trabajo a gran velocidad mediante una pistola de pulverización accionada por aire comprimido.
La capa de pintura se bordes afilados y esquinas del plástico disparado cortando e impactando la superficie. Esto proporciona una forma eficaz de eliminar la pintura.
La eliminación de pintura mediante granalla de plástico tiene varias ventajas, como no dañar el sustrato o revestimiento debido a que la granalla de plástico tiene una dureza superior a la de la capa de pintura pero inferior a la del sustrato o revestimiento y la capa superficial anodizada. Esto también proporciona una superficie limpia para la nueva capa de pintura, mejorando su adherencia. Además, las granallas de plástico pueden reciclarse y separarse fácilmente de la capa de pintura descascarillada.
5. Chorro de arena supersónico con llama de aire y granallado
El chorro de arena por ultrasonidos es un proceso de engrosamiento de la superficie de un sustrato mediante el uso de aire comprimido para pulverizar partículas de arena dura a gran velocidad sobre la superficie, lo que produce un efecto de abrasión mecánica. La velocidad del chorreado ultrasónico es de 300 a 600 metros por segundo y es más eficaz que el chorreado tradicional, con una eficiencia de chorreado de tres a cinco veces mayor.
Se utiliza habitualmente en el pretratamiento superficial de grandes piezas estructurales, como la limpieza de la superficie antes de aplicar el revestimiento superficial a puentes, barcos, calderas y tuberías. Además, se suele utilizar para el engrosamiento de superficies antes de pulverizar piezas o equipos de gran tamaño con elevados requisitos de efectos de pulverización y la limpieza de superficies de equipos con gran contaminación natural, como pintura, cemento e incrustaciones orgánicas o inorgánicas.
El tratamiento de engrosamiento aumenta el efecto de "gancho de anclaje" entre el revestimiento y el sustrato, reduciendo la tensión de contracción del revestimiento y mejorando la fuerza de unión entre el revestimiento y el sustrato.
La arena utilizada para el arenado debe tener alta dureza, densidad, resistencia al aplastamiento y bajo contenido en polvo. El tamaño de las partículas debe determinarse en función de la rugosidad superficial requerida. Los granos de arena más utilizados son la arena de corindón (alúmina), la arena de sílice, el carburo de silicio y el esmeril.
Tiro supersónico en superficie granallado es un proceso en el que se pulverizan proyectiles supersónicos sobre la superficie de la pieza de trabajo, provocando una deformación plástica en la superficie y formando una capa de refuerzo de cierto grosor.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
En el vertiginoso mundo de la fabricación actual, el desbarbado eficaz es crucial. Con los numerosos métodos disponibles, elegir el adecuado puede resultar desalentador. En esta entrada del blog, exploraremos varias técnicas de desbarbado, desde...
¡Atención a todos los ingenieros mecánicos y profesionales de la fabricación! ¿Tiene problemas con los molestos defectos de anodizado en sus productos de aluminio? ¡No busque más! En esta entrada del blog, profundizaremos en...
¿Se ha preguntado alguna vez por qué algunas piezas metálicas fallan inesperadamente? La resistencia a la fatiga, un factor crítico en ingeniería mecánica, tiene la respuesta. En este esclarecedor artículo nos adentramos en la fascinante...
¿Alguna vez se ha preguntado por qué la chapa metálica es tan versátil en ingeniería? Este artículo explora el fascinante mundo de la chapa metálica y se adentra en sus propiedades, procesos de fabricación y diseño...
¿Alguna vez se ha preguntado por las propiedades mecánicas de los distintos metales? En este artículo profundizamos en la resistencia al cizallamiento, la resistencia a la tracción y otras características...
Imagine un mundo en el que los materiales se pliegan a nuestra voluntad, en el que la fuerza y la resistencia están al alcance de nuestra mano. En esta cautivadora entrada de blog, nos sumergimos en el fascinante reino del metal...
Los materiales necesarios para el proceso de impresión 3D (3DP) consisten principalmente en materiales en polvo y aglutinantes. 1. Materiales en polvo i. Requisitos de rendimiento Basándose en los principios de funcionamiento de la 3DP, los...
¿Se ha preguntado alguna vez cómo ha evolucionado la impresión 3D hasta revolucionar la fabricación? Este artículo se sumerge en los procesos y características clave de la impresión 3D, desde sus orígenes con polvo y...
En la actualidad, la tecnología de impresión 3D se utiliza ampliamente en la fabricación de automóviles, la industria aeroespacial y de defensa, los bienes de consumo, los dispositivos eléctricos y electrónicos, las aplicaciones biomédicas, la joyería cultural y creativa, la ingeniería de construcción y la educación, entre...