Diese Norm beschreibt die Kriterien für die visuelle Beurteilung des Ausmaßes von Rost und der Qualität der Rostentfernung auf der Stahloberfläche vor dem Anstrich.
Sie gilt für Stahloberflächen, die durch Sprühen oder Strahlen, manuelle oder maschinelle Verfahren und durch Flammenentrostung entrostet wurden. Sie ist auch für die Bewertung des Entrostungsgrades auf kaltgewalzten Stahloberflächen relevant.
Diese Norm entspricht der ISO8501-1:1988 "Vorbereitung von Stahl vor dem Auftragen von Beschichtungen und verwandten Produkten - Visuelle Beurteilung der Oberflächenreinheit - Teil 1: Rostgrade und Entrostungsgrade von unbeschichtetem Stahl und Stahl nach vollständiger Entfernung der ursprünglichen Beschichtung".
1. Allgemeines
1.1 Diese Norm kategorisiert den anfänglichen Rostgrad auf unbeschichteten Stahloberflächen in vier "Rostgrade" und bewertet die Qualität der Entrostung von unbeschichteten Stahloberflächen und solchen, die vollständig von ihrer ursprünglichen Beschichtung befreit wurden, in mehrere "Entrostungsgrade".
Der Rostgrad und der Entrostungsgrad der Stahloberfläche werden durch eine Kombination aus schriftlichen Beschreibungen und Fotos von repräsentativen Proben ermittelt.
1.2 Diese Norm bewertet den Rostgrad und den Entrostungsgrad ausschließlich auf der Grundlage des optischen Erscheinungsbildes der Stahloberfläche.
Bei diesen Bewertungen sollte die direkte Beobachtung mit bloßem Auge bei mäßigen Lichtverhältnissen ohne Zuhilfenahme von Lupen oder anderen Instrumenten erfolgen.
2. Rostige Stahlsorte
Die vier Rostklassen von Stahloberflächen werden als A, B, C und D bezeichnet. Diese Klassen sind wie folgt definiert:
A. Die Stahloberfläche ist vollständig mit einer Oxidschicht überzogen und praktisch rostfrei.
B. Die Stahloberfläche ist etwas verrostet und einige Oxidschichten haben sich abgelöst.
C. Die Oxidschicht auf der Stahloberfläche hat sich aufgrund von Korrosion abgelöst oder kann abgekratzt werden, und es gibt eine geringe Menge an Lochfraß.
D. Die Oxidschicht auf der Stahloberfläche ist durch Korrosion vollständig abgetragen worden, und es besteht eine weit verbreitete Lochfraßkorrosion.

3. Entrostungsgrad
3.1 Allgemeines
3.1.1 Der Entrostungsgrad der Stahloberfläche wird durch die Buchstaben "Sa", "St" oder "FI" angegeben, die für die zur Entrostung angewandte Methode stehen.
Wenn dem Buchstaben eine arabische Zahl folgt, gibt sie an, wie weit Zunder, Rost, Farbanstrich und andere Anhaftungen entfernt wurden.
3.1.2 Ausführliche Beschreibungen des Entrostungsgrades der Stahloberfläche finden Sie in den Abschnitten 3.2, 3.3 und 3.4.
Anmerkung:
(1) In den Definitionen der Entrostungsgrade in diesem Kapitel umfasst der Begriff "Anbaugeräte" auch Gegenstände wie Schweißschlacke, Schweißspritzerund lösliche Salze.
(2) In diesem Kapitel gilt die "Oxidhaut, der Rost oder die Farbschicht" als nicht fest angebracht, wenn sie mit einem Metallspachtel von der Stahloberfläche entfernt werden kann.
3.2 Entrosten durch Spritzen oder Strahlen
3.2.1 Der Buchstabe "Sa" wird für die Sprüh- oder Kugelentrostung verwendet.
3.2.2 Vor dem Sprüh- oder Kugelentrosten muss eine dicke Rostschicht entfernt werden, ebenso wie sichtbares Fett und Schmutz. Nach der Entrostung sollte die Stahloberfläche gründlich von aufschwimmender Asche und Schutt gereinigt werden.
3.2.3 Diese Norm umfasst vier Entrostungsgrade für Stahloberflächen, die einer Spritz- oder Kugelentrostung unterzogen wurden:
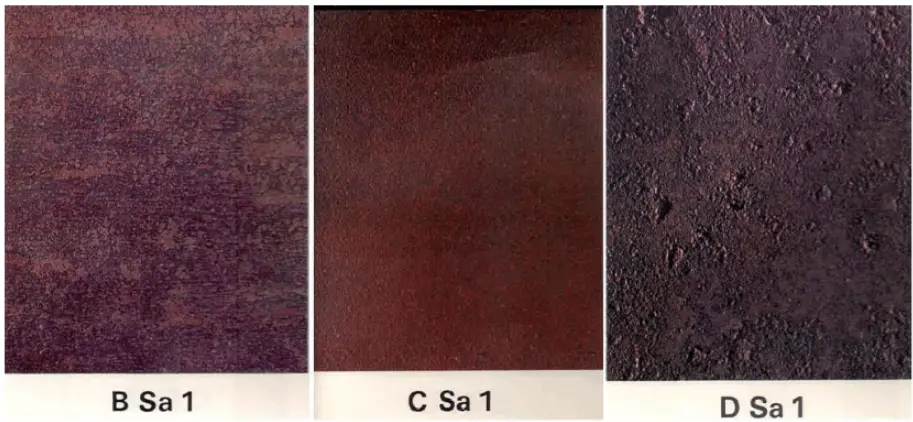
Sa1 Mildes Sprüh- oder Kugelentrosten:
Die Stahloberfläche sollte frei von sichtbarem Fett oder Schmutz sein und darf keine lose Oxidhaut, Rost, Farbbeschichtung oder andere Anhaftungen aufweisen.
Siehe die Fotos BSa1, CSal und DSa1 als Referenz.
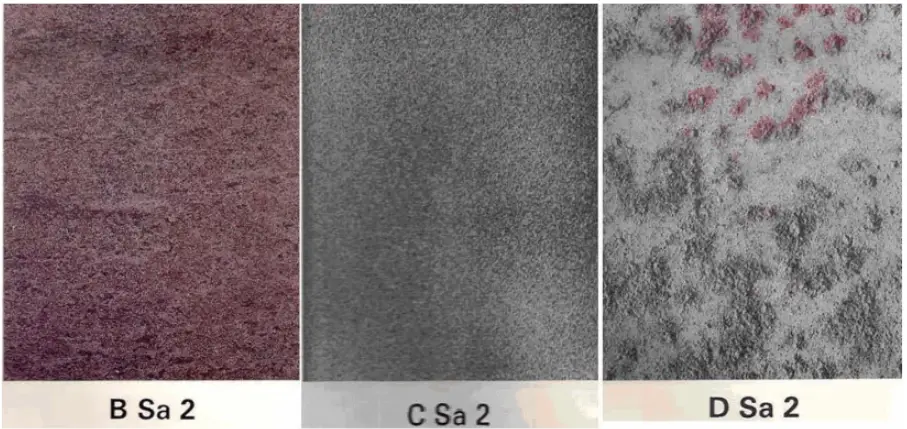
Sa2 Komplette Rostentfernung durch Sprühen oder Strahlen:
Die Stahloberfläche muss frei von sichtbarem Fett und Schmutz sein, und Anhaftungen wie Zunder, Rost und Farbanstriche müssen gründlich entfernt worden sein. Eventuelle Rückstände sollten fest mit der Oberfläche verbunden sein.
Siehe die Fotos BSa2, CSa2 und DSa2 als Referenz.
Sa2 1/2 Umfassende Rostentfernung durch Sprühen oder Spritzen:
Die Stahloberfläche sollte völlig frei von sichtbaren Anhaftungen wie Fett, Schmutz, Oxidhaut, Rost und Farbschichten sein. Eventuelle Restspuren sollten nur leichte Flecken oder Streifen sein.
Siehe Fotos ASa2 1/2, BSa2 1/2, CSa2 1/2 und DSa2 1/2 als Referenz.

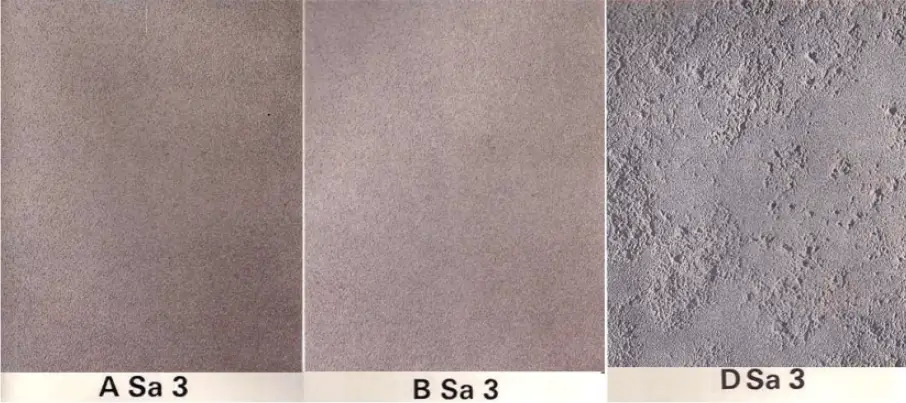
Sa3 Sprühen oder Strahlen zur Erzielung einer sauberen Stahloberfläche:
Die Stahloberfläche sollte völlig frei von sichtbaren Anhaftungen wie Fett, Schmutz, Oxidhaut, Rost und Farbanstrichen sein. Die Oberfläche sollte eine einheitliche Metallfarbe aufweisen.
Siehe Fotos ASa3, BSa3, CSa3 und DSa3 als Referenz.
3.3 Entrosten von Hand- und Elektrowerkzeugen
3.3.1 Verwenden Sie manuelle und motorbetriebene Werkzeuge wie Klingen, manuelle oder motorbetriebene Drahtbürsten, motorbetriebene Schleifpapierschalen oder Schleifscheiben, um Rost zu entfernen, der mit dem Buchstaben "St" gekennzeichnet ist.
3.3.2 Vor dem Entrosten mit Hand- und Elektrowerkzeugen sollte die dicke Rostschicht entfernt werden, und auch sichtbares Fett und Schmutz sollten beseitigt werden.
Nach dem Entrosten mit Hand- und Elektrowerkzeugen sollte die Stahloberfläche gründlich von Staub und Schmutz befreit werden.
3.3.3 Für Stahloberflächen, die mit Hand- und Elektrowerkzeugen entrostet wurden, sieht diese Norm zwei Entrostungsgrade vor. Die Grade werden wie folgt beschrieben:
St2 Gründliche Entrostung von Hand- und Elektrowerkzeugen
Die Stahloberfläche sollte frei von sichtbarem Fett und Schmutz sowie von loser Oxidhaut, Rost, Farbanstrichen oder anderen Anhaftungen sein.
Bitte beachten Sie die Fotos BSt2, CSt2 und DSt2 als Referenz.

St3 Sehr gründliche Entrostung von Hand- und Elektrowerkzeugen
Die Stahloberfläche muss frei von sichtbarem Fett, Schmutz, loser Oxidhaut, Rost, Farbschichten und sonstigen Anhaftungen sein. Die Entrostung muss umfassender sein als bei St2, was zu einem metallischen Glanz auf den freiliegenden Teilen des Untergrunds führt.
Siehe Fotos BSt3, CSt3 und DSt3 als Referenz.

3.4 Flammenentrostung
3.4.1 Das Verfahren der Flammenentrostung wird mit dem Buchstaben "FI" gekennzeichnet.
3.4.2 Vor dem Flammentrosten muss die dicke Rostschicht entfernt werden.
Die Flammenentrostung muss nicht nur die Stahloberfläche umfassen, sondern auch alle Produkte, die nach der Beflammung daran befestigt und mit einer elektrischen Drahtbürste gereinigt werden.
3.4.3 Der durch Beflammen erreichte Entrostungsgrad wird wie folgt definiert:
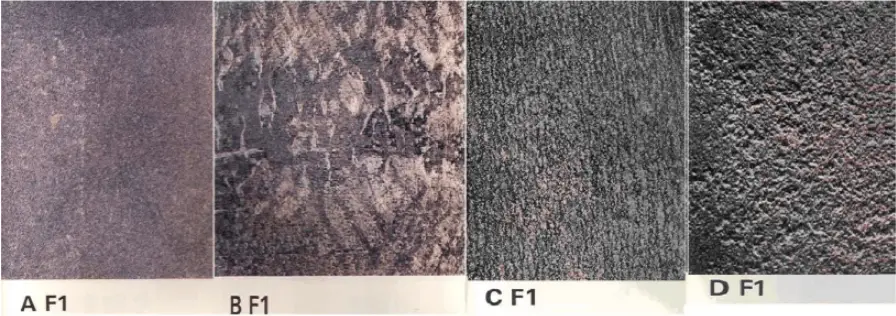
Die Stahloberfläche sollte frei von Zunder, Rost, Farbschichten und anderen Anhaftungen sein. Eventuell verbleibende Spuren sollten nur in Form von Oberflächenverfärbungen in Form von Schatten unterschiedlicher Farbe sichtbar sein.
Die Fotos AFI, BFI, CFI und DFI dienen als visuelle Referenz.
4. Visuelle Bewertung des Rostgrades und des Entrostungsgrades der Stahloberfläche
4.1 Die Bewertung des Rostgrades und des Entrostungsgrades der Stahloberfläche ist bei guten Lichtverhältnissen durchzuführen, entweder bei gestreutem Sonnenlicht oder bei künstlicher Beleuchtung von gleicher Helligkeit. Der Prüfer muss normales Sehvermögen haben.
4.2 Die zu prüfende Stahloberfläche muss visuell mit den entsprechenden Fotos verglichen werden, wie in Kapitel 5 beschrieben. Die Fotos sollten so nah wie möglich an der Stahloberfläche aufgenommen werden.
4.3 Bei der Bestimmung des Korrosionsgrades wird das Bewertungsergebnis aus dem Foto entnommen, das dem am stärksten verrosteten Grad entspricht.
Bei der Bestimmung des Entrostungsgrades wird das Ergebnis der Bewertung anhand des Fotos ermittelt, das dem Aussehen der Stahloberfläche am nächsten kommt.
Anmerkung:
(1) Die Ergebnisse der visuellen Bewertung des Rostgrades einer Stahloberfläche können durch mehrere Faktoren beeinflusst werden, u.a:
a. Die Art der Schleifmittel und Werkzeuge, die zur Rostentfernung verwendet werden, sei es durch Sprühen, Strahlen, manuelle oder maschinelle Methoden;
b. Der Rostzustand der Stahloberfläche, der außerhalb des Standardkorrosionsgrades liegt;
c. Die Eigenfarbe des Stahls;
d. Die unterschiedliche Rauheit aufgrund der verschiedenen Korrosionsstufen;
e. Unregelmäßigkeiten in der Oberfläche, wie z. B. Beulen;
f. Kratzer, die durch Werkzeuge verursacht wurden;
g. Ungleiche Lichtverhältnisse;
h. Schatten, die durch den Auftreffwinkel der Schleifmittel auf die Oberfläche bei der Entrostung durch Sprühen oder Schleudern entstehen.
(2) Der Rostgrad einer beschichteten Stahloberfläche sollte visuell beurteilt werden.
Nur Fotos mit den Rostgradsymbolen C und D (z. B. DSt21/2 und CSt21/2) können zu diesem Zweck verwendet werden.
Die Wahl von DSt21/2 oder CSt21/2 hängt vom Grad des Lochfraßes auf der Stahloberfläche ab.
5. Fotos
5.1 Diese Norm enthält 28 Fotos, die typische Muster von Stahloberflächenrosten zeigen, die der internationalen Norm ISO 8501-1:1988 entsprechen.
Im Falle von Streitigkeiten dienen die Fotos in ISO 8501-1 als Grundlage für die Schlichtung.
5.1.1 Es gibt 4 Fotos, die die Korrosionsgrade veranschaulichen und mit A, B, C und D gekennzeichnet sind.
5.1.2 Es gibt 24 Fotos, die die Entrostungsgrade zeigen, die durch Sprüh- oder Projektionsentrostung, manuelle und maschinelle Entrostung und Flammentrostung erreicht werden. Diese Fotos sind mit Symbolen versehen, die den ursprünglichen Rostgrad vor und nach der Entrostung angeben, z. B. BSa21/2.
5.2 Vierzehn Fotos von Sprüh- oder Kugelentrostungen zeigen den Zustand der Stahloberfläche nach einer trockenen Sprühentrostung mit Quarzsand.
Bitte beachten Sie, dass die Stahloberfläche nach dem Entrosten unterschiedliche Farben aufweisen kann, wenn andere Arten von Strahlmitteln zum Sprüh- oder Kugelentrosten verwendet werden.
5.3 Dieser Standard umfasst keine Fotos von ASa1, ASa2, ASt2 und Ast3.


