Formazione sulla saldatura 101: tutto quello che c'è da sapere
Questo articolo esplora l'affascinante mondo della saldatura, dalla saldatura ad arco manuale alle tecniche avanzate con schermo a gas. Scoprirete i metodi, i vantaggi e le applicazioni dei vari processi di saldatura. Preparatevi a scoprire come queste tecniche essenziali plasmano il nostro mondo moderno!
In base alle caratteristiche del processo di saldatura, può essere classificato in saldatura per fusione, saldatura a pressione e saldatura a filo continuo. brasatura.
Saldatura per fusione:
Il metodo di saldatura in cui il metallo del giunto viene fuso sotto l'azione dell'alta temperatura, ecc.
Utilizzare come metallo d'apporto il metallo il cui punto di fusione è inferiore al punto di fusione del metallo di base per riscaldare la saldatura e il metallo d'apporto alla temperatura compresa tra il punto di fusione del metallo di base e il punto di fusione del metallo d'apporto, in modo che il metallo d'apporto sia liquido e bagni il metallo di base, riempia la fessura del giunto e si diffonda con il metallo di base per ottenere la saldatura.
Classificazione specifica:
2.1 Metodi di saldatura comuni
2.1.1 Saldatura ad arco con elettrodo manuale
Che cos'è un arco?
La scarica di gas forte e duratura tra il pezzo e l'elettrodo è chiamata arco.
In poche parole, si tratta di un fenomeno di scarica di gas.
Tuttavia, l'arco comprende tre parti: area della colonna d'arco, area del catodo e area dell'anodo.
Temperatura dell'arco:
Area del catodo 2100 ℃,
Colonna ad arco 5700~7700 ℃
Area anodica 2300 ℃
Calore nella zona dell'arco:
Conti anodici per 43%
L'area del catodo rappresenta 36%
L'area della colonna ad arco è rappresentata da 21%
Che cos'è la saldatura ad arco?
Che cos'è la saldatura ad arco manuale? In parole povere, la saldatura ad arco è un metodo di saldatura che utilizza la combustione dell'arco come fonte di calore.
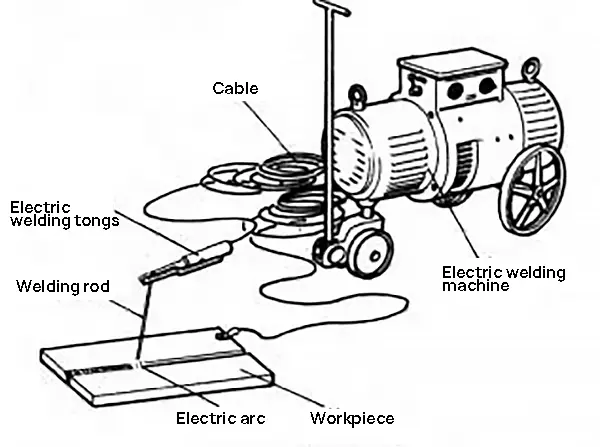
Il metodo di saldatura ad arco elettrico che utilizza bacchette di saldatura azionate manualmente è chiamato saldatura ad arco con elettrodo manuale, in breve saldatura ad arco manuale.
Schema della saldatura ad arco manuale
Come si esegue la saldatura ad arco con elettrodo manuale?
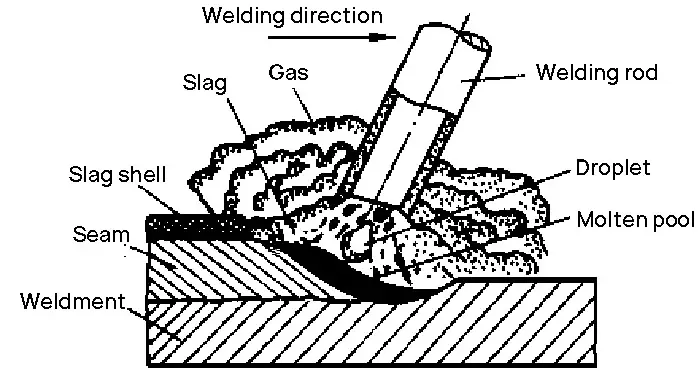
(1) L'arco brucia tra l'elettrodo e il pezzo saldato e il calore dell'arco fa sì che il pezzo e l'elettrodo si fondano contemporaneamente in una vasca fusa;
(2) L'arco elettrico fonde o brucia il rivestimento dell'elettrodo, producendo scorie e gas che proteggono il metallo fuso e la piscina fusa;
(3) Quando l'arco si sposta in avanti, il successivo bagno di fusione si raffredda e si solidifica mentre si genera continuamente un nuovo bagno di fusione, formando così una saldatura continua.
Vantaggi della saldatura ad arco con elettrodo manuale:
Apparecchiatura semplice, funzionamento flessibile e forte adattabilità.
Svantaggio della saldatura ad arco con elettrodo manuale:
L'efficienza produttiva è bassa, l'intensità di manodopera è elevata e la produzione di energia elettrica è molto bassa. qualità della saldatura non è facile garantire le articolazioni.
Applicazione della saldatura ad arco con elettrodo manuale:
Può saldare la maggior parte dei metalli, è adatto a varie posizioni di saldatura e può saldare piastre sottili e spesse.
2.1.2 Saldatura automatica ad arco sommerso
Che cosa si intende per saldatura automatica ad arco sommerso?
Saldatura automatica - L'azione di saldatura viene completata automaticamente dal dispositivo meccanico.
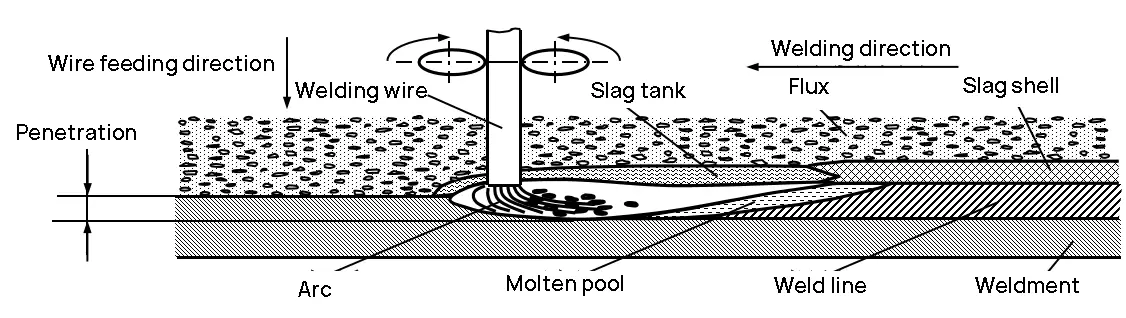
Saldatura ad arco sommerso - Saldatura in cui l'arco brucia sotto uno strato di flusso granulare.
Sezione longitudinale della saldatura ad arco sommerso
(1) Il flusso esce dall'imbuto e si deposita uniformemente sulla parte saldata del pezzo per formare uno strato di flusso (30-50 mm);
(2) Il filo di saldatura alimentato in continuo genera un arco tra il filo di saldatura e il pezzo saldato sotto lo strato di flusso, fondendo il filo di saldatura, il pezzo e il flusso, formando una piscina di metallo fuso e isolandoli dall'aria;
(3) Mentre la saldatrice avanza automaticamente, l'arco fonde continuamente il metallo, il filo e il flusso del pezzo saldato davanti, mentre il bordo dietro la pozza fusa inizia a raffreddarsi e a solidificarsi per formare una saldatura, e la scoria liquida successivamente si condensa per formare un guscio di scoria dura.
Perché si deve stendere uno strato di flusso sulla superficie della posizione di saldatura?
Ha le seguenti tre funzioni:
(1) Effetto protettivo
Il flusso si scioglie formando scorie e gas, isolando efficacemente l'aria, proteggendo le gocce e il bacino fuso e impedendo la combustione di elementi in lega;
(2) Azione metallurgica
Nel processo di saldatura, svolge il ruolo di disossidazione e di completamento elementi in lega;
(3) Migliorare il processo di saldatura
Mantenere costante l'arco e rendere bella la saldatura.
Quali sono le caratteristiche della saldatura automatica ad arco sommerso?
In quali settori vengono utilizzati principalmente?
Vantaggi della saldatura automatica ad arco sommerso:
Alta efficienza produttiva (5~volte superiore alla saldatura ad arco manuale);
Basso costo (risparmio di manodopera, tempo e materiale);
Buone condizioni di lavoro (assenza di spruzzi, poca manodopera).
Svantaggiodella saldatura automatica ad arco sommerso:
Non è adatto per saldature complesse e spazi ristretti;
L'apparecchiatura è complessa e la corrente di saldatura richiesta è elevata (una corrente ridotta provoca un arco instabile);
Scarsa adattabilità (applicabile a saldatura in piano, saldatura lunga e diritta e saldatura circonferenziale con diametro maggiore).
Applicazione:
Viene utilizzato per la saldatura diritta lunga e la saldatura circonferenziale con grande diametro di produzione e struttura a piastra media, come caldaia, recipiente a pressione, nave, ecc.
Per ottenere una formazione ragionevole della saldatura e una buona qualità della saldatura, nonché per migliorare la velocità di saldatura, è nata la saldatura ad arco sommerso a più fili.
È ampiamente utilizzato in applicazioni che richiedono un'elevata efficienza di saldatura, come l'energia eolica, l'ingegneria marina, la costruzione navale, i recipienti a pressione, i macchinari pesanti, le condutture e altri settori.
Saldatura ad arco sommerso a più fili della serie Multi Power:
Viene utilizzato principalmente per la saldatura di tubazioni.
In base all'applicazione, può essere suddivisa in saldatura esterna della cucitura longitudinale lunga e diritta della conduttura, saldatura interna della cucitura longitudinale lunga e diritta della conduttura, saldatura esterna del tubo saldato a spirale, saldatura interna del tubo saldato a spirale e altri tipi diversi.
Saldatura ad arco sommerso multi-filo parallelo a singola potenza:
Migliorano notevolmente l'efficienza produttiva, aumentano la velocità di saldatura, riducono il consumo di flusso, riducono l'apporto di calore e la deformazione, risparmiano energia, rendono il primer più efficiente e la copertura più fluida.
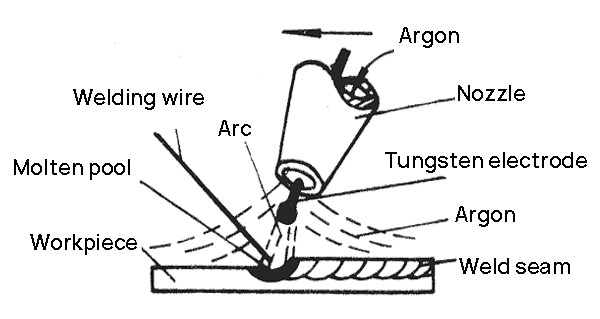
2.1.3 Saldatura a gas
La saldatura ad arco che utilizza il gas come mezzo d'arco e protegge l'arco e l'area di saldatura è chiamata saldatura ad arco schermata con gas (GMAW).
Differenze tra elettrodo consumabile e elettrodo non consumabile per la saldatura a gas:
MIG/MAG: Alimentare direttamente il filo di saldatura, che è sia elettrodo che metallo d'apporto. TIG: l'elettrodo di tungsteno è l'elettrodo e non fonde; il filo di saldatura viene alimentato separatamente e utilizzato solo come metallo d'apporto.
Saldatura ad arco di argon
Quali sono le caratteristiche della saldatura ad arco di argon?
Quali sono le principali applicazioni?
TIG
Elettrodo di tungsteno, alimentazione manuale del filo.
Il filo di saldatura è solo il metallo d'apporto.
Il filo di saldatura non passa la corrente, quindi non ci sono schizzi.
Tuttavia, per evitare la fusione e la combustione dell'elettrodo di tungsteno, che potrebbe causare la contaminazione del tungsteno nel bagno fuso, la corrente di saldatura non può essere troppo elevata.
È possibile saldare solo lamiere sottili inferiori a 4 mm.
MIG
Elettrodo di fusione, alimentazione automatica del filo.
Il filo di saldatura è sia un elettrodo che un metallo d'apporto.
L'elettrodo di tungsteno non si scioglie e non brucia.
La corrente di saldatura può essere regolata in un ampio intervallo, in modo da poter saldare piastre sottili e di medio spessore.
Vantaggi della saldatura ad arco di argon
Può essere saldato in tutte le direzioni;
Facile da osservare e da controllare automaticamente;
Buon effetto di protezione, arco stabile e buona qualità di saldatura;
Può saldare quasi tutti i metalli.
Svantaggi della saldatura ad arco di argon
Costo elevato dell'argon;
La densità di corrente della saldatura ad arco di argon è elevata, la luce emessa è relativamente forte e la radiazione ultravioletta generata dall'arco è elevata, causando maggiori danni al corpo;
Il zona colpita dal calore della saldatura ad arco di argon è grande e il pezzo in lavorazione è soggetto a crepe, fori di spillo, usura, graffi, sottosquadri e altri difetti dopo la riparazione;
Applicazione della saldatura ad arco di argon
Viene utilizzato principalmente per la saldatura di metalli non ferrosi e acciai legati facilmente ossidabili (principalmente saldatura di Al, Mg, Ti e loro leghe e acciai inossidabili).
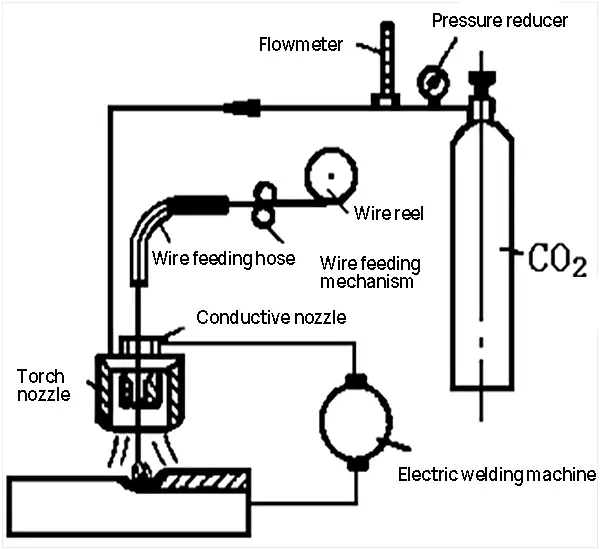
CO2 saldatura ad arco schermata con gas
Il principio della CO2 La saldatura ad arco schermata con gas è identica a quella MIG, con la differenza che il gas di protezione è CO2.
Il volume di gas CO nella piscina e nella goccia fusa si espande rapidamente e scoppia, provocando schizzi.
Può ossidare il metallo e bruciare gli elementi in lega e non può saldare metalli non ferrosi e acciaio legato.
Schema della struttura dell'apparecchiatura per la saldatura a gas schermata con CO2
Vantaggi della saldatura a gas CO2
Basso costo (40%~50% di saldatura ad arco sommerso e manuale);
Alta efficienza (alta densità di corrente, grande penetrazione e velocità di saldatura);
Buona qualità di saldatura (raffreddamento a flusso d'aria, piccola zona interessata dal calore, piccola deformazione);
In grado di saldare in tutte le posizioni.
Svantaggi della saldatura schermata con gas CO2
Scarsa formazione della saldatura e schizzi di grandi dimensioni;
Bruciare gli elementi della lega, facile produzione di pori;
Scarsa resistenza al vento durante la saldatura, adatta al funzionamento in ambienti interni.
Applicazione della saldatura a gas CO2
È applicabile alla saldatura di lamiere di acciaio a basso tenore di carbonio e di acciaio a bassa lega (0,8~4 mm).
È necessario utilizzare un filo di saldatura contenente disossidante e invertire il collegamento CC;
Inoltre, durante la saldatura non deve esserci vento e si preferisce saldare al chiuso.
2.1.4 Saldatura a elettroerosione
La saldatura a scoria elettrica è un metodo di saldatura che sfrutta la resistenza generata dalla corrente che attraversa la scoria per fondere a caldo il filo di saldatura e il metallo base e formare una saldatura.
Per quanto riguarda il modo in cui saldatura a elettroscoria è stata effettuata, si veda l'analisi seguente:
(1) All'inizio, cortocircuitare il filo di saldatura e la scanalatura di partenza per l'innesco dell'arco;
(2) Aggiungere continuamente una piccola quantità di flusso solido per fonderlo con il calore dell'arco e formare scorie liquide;
(3) Quando la scoria fusa raggiunge una certa profondità, aumentare la velocità di alimentazione del filo di saldatura e ridurre la tensione, in modo che il filo di saldatura si inserisca nella pozza di scoria e l'arco si spenga, trasformandosi così in un arco di saldatura. saldatura a elettroscoria processo.
Quali sono le caratteristiche della saldatura a elettroscoria?
Per quali campi di saldatura?
Vantaggi della saldatura a elettroerosione
Elevata produttività, non è necessario considerare lo spessore della saldatura;
È applicabile alla saldatura verticale e alla saldatura di piastre di 40~450 mm di spessore, generalmente utilizzata per la saldatura di cuciture diritte o circonferenziali, per la giunzione di piastre spesse, per la saldatura verticale di altiforni in acciaieria, per la saldatura di grandi fusioni, di pezzi fucinati, ecc.
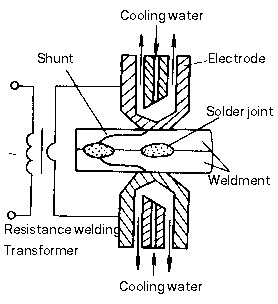
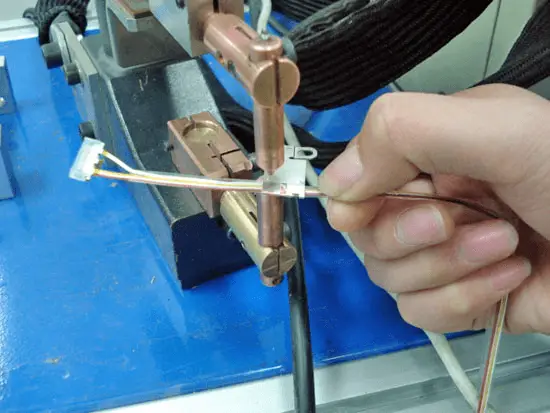
2.1.5 Saldatura a resistenza
In parole povere, la saldatura sotto pressione che utilizza il calore della resistenza come calore di saldatura è chiamata saldatura a resistenza.
Il saldato viene assemblato come un giunto a giro e l'elettrodo cilindrico viene pressurizzato ed eccitato per generare calore di resistenza per fondere il metallo del saldato e formare pepite (punti di saldatura).
Processo di saldatura a punti e fenomeno di derivazione
Processo di saldatura a punti: compressione → accensione (formazione di pepite) → spegnimento (congelamento) → rimozione pressione
Fenomeno dello shunt: durante la saldatura del secondo punto, il punto di saldatura esistente condurrà corrente, causando una perdita di potenza. La corrente nel punto di saldatura si riduce e ciò influisce sulla qualità della saldatura.
Prevenire lo shunt: deve esserci una certa distanza tra due punti di saldatura.
La distanza tra due teste di saldatura adiacenti non deve essere troppo piccola e la distanza minima tra i punti è indicata nella tabella seguente.
Spessore del pezzo/mm
Passo del punto/mm
Acciaio strutturale
Lega termoresistente
Lega di alluminio
0.5
10
8
15
1.0
12
10
15
1.5
14
12
20
2.0
16
14
25
3.0
20
18
30
4.0
24
22
35
Applicazione della saldatura a punti
Viene utilizzato principalmente per lamiera struttura di stampaggio e componenti di rinforzo;
È applicabile alla saldatura di parti strutturali sovrapposte di lamiere sottili con requisiti di tenuta o di elevata resistenza dei giunti, come ad esempio serbatoi per olio, serbatoi per acqua, ecc.
2. Saldatura delle cuciture
La saldatura viene assemblata in giunti sovrapposti o diagonali e posizionata tra due elettrodi a rulli.
Il rullo pressurizza la saldatura e ruota per far avanzare la saldatura.
Il saldato viene alimentato in modo continuo o intermittente e il metallo del saldato viene fuso dal calore di resistenza per formare una serie di punti di saldatura.
Classificazione della saldatura dei cordoni
Forma
Corrente elettrica
Elettrodo
Caratteristica
Applicazione
Saldatura a cordone continuo
Conduzione continua
rotazione continua
Apparecchiatura semplice e produttività elevata, ma l'usura degli elettrodi è grave.
Piccolo saldatura di potenza struttura non importante (costruzione del cilindro, canna, ecc.)
saldatura punto e cucito
Continuità intermittente
rotazione continua
Ampia applicazione (metallo ferroso)
Saldatura a gradini
Continuità intermittente
Rotazione intermittente
Attrezzature complesse, requisiti elevati, bassa usura dell'elettrodo ed elevata qualità di saldatura.
Viene utilizzato principalmente per la saldatura di cordoni di magnesio e di leghe di alluminio.
Caratteristiche della saldatura a cordone
I giunti a saldare si sovrappongono l'uno all'altro e la diffluenza del flusso è grave.
La corrente è circa 1,5~2,0 volte quella della saldatura a punti;
La pressione è circa 1,2~1,6 volte quella della saldatura a punti;
Pertanto, è necessaria una saldatrice ad alta potenza.
Applicare la pressione e utilizzare il rullo come elettrodo.
Applicazione della saldatura dei giunti
La saldatura a cordone è Utilizzato principalmente per strutture a parete sottile con cordoni di saldatura regolari e uno spessore inferiore a 3 mm e con requisiti di tenuta;
Come i serbatoi di carburante per aerei e automobili, vari contenitori, radiatori in acciaio, ecc.
3. Saldatura di testa
Un tipo di saldatura a resistenza che utilizza il calore della resistenza per saldare insieme due pezzi lungo l'intera faccia terminale è chiamato saldatura a resistenza di testa o, in breve, saldatura di testa.
La saldatura di testa può essere suddivisa in saldatura di testa a resistenza e saldatura di testa a fiamma.
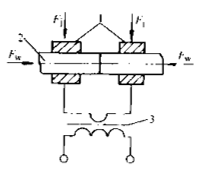
3.1 Saldatura di testa a resistenza
(a) Saldatura di testa a resistenza
La saldatura di testa a resistenza si riferisce al metodo che consiste nel premere continuamente le facce terminali di due pezzi, riscaldarli allo stato plastico con il calore di resistenza e quindi applicare rapidamente una pressione di disturbo (o mantenere solo la pressione durante la saldatura senza pressione di disturbo) per completare la saldatura.
Caratteristiche della saldatura di testa a resistenza
Funzionamento semplice e forma simmetrica del giunto;
I requisiti di lavorazione della faccia finale sono elevati, altrimenti è difficile garantire la qualità della saldatura.
Applicazione della saldatura di testa a resistenza
È adatto alla saldatura di materiali a basso tenore di carbonio barre d'acciaio e tubi con sezione di saldatura compatta, requisiti di resistenza ridotti, diametro (o lunghezza del lato) inferiore a 20 mm, o barre e tubi di metallo non ferroso inferiori a 8 mm (saldatura di parti a forma di tondino con forma e dimensioni della faccia terminale simili).
3.2 Saldatura di testa con flash
(b) Saldatura di testa a fiamma viva
Il saldato viene assemblato come un giunto di testa, l'alimentazione viene collegata e la sua sezione viene gradualmente avvicinata al contatto locale.
Il metallo contenuto nella sezione viene fuso e fuoriesce con il riscaldamento a resistenza, formando un flash.
Quando l'estremità raggiunge la temperatura predeterminata entro un certo intervallo di profondità, la forza di sollevamento viene applicata rapidamente per completare la saldatura.
Processo: pressurizzazione - energizzazione - flash - forgiatura a rovescio
Caratteristiche della saldatura di testa flash
Minore inclusione di scorie nel giunto, buona qualità di saldatura ed elevata resistenza del giunto;
I requisiti per la pulizia della faccia finale del saldato prima della saldatura non sono rigorosi;
La saldatura flash di testa comporta una grande perdita di metallo e le bave del giunto dopo la saldatura devono essere lavorate e pulite. Le condizioni di lavoro sono scarse.
Applicazione della saldatura di testa flash
In linea di principio, tutti i materiali metallici che possono essere fusi possono essere saldati mediante saldatura di testa.
Alluminio, rame, titanio e altri metalli non ferrosi e leghe;
Può anche saldare giunti in leghe dissimili.
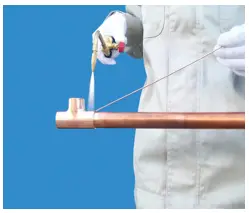
2.1.6. Brasatura
(Brasatura con saldatore)
(Brasatura a fiamma)
(Brasatura a induzione)
Utilizzare come metallo d'apporto il metallo con un punto di fusione inferiore a quello della saldatura, riscaldare la saldatura (metallo di base) e il metallo d'apporto a una temperatura superiore al punto di fusione del metallo d'apporto e inferiore alla temperatura di fusione del metallo di base, fondere e bagnare il metallo di base, riempire la fessura del giunto e diffondere con il metallo di base per formare un giunto saldato, che si chiama brasatura.
Processo di brasatura
Fusione della saldatura - flusso di saldatura liquida nella fessura del giunto - diffusione reciproca tra saldatura e metallo di base - riempimento della fessura - formazione del giunto dopo la solidificazione
Caratteristiche della brasatura
1) Il punto di fusione del metallo d'apporto è inferiore a quello del metallo di base e quest'ultimo non fonde durante la brasatura;
2) La composizione del metallo d'apporto e del metallo di base è molto diversa;
3) Il metallo d'apporto fuso viene aspirato per bagnatura e capillarità e mantenuto nella fessura del metallo di base;
4) L'incollaggio metallurgico si forma per diffusione reciproca tra la saldatura liquida e il metallo solido di base.
Vantaggi della brasatura
La struttura e le proprietà del metallo di base non cambiano (il metallo di base non fonde, ma solo il metallo d'apporto);
La temperatura di riscaldamento è bassa, la deformazione è minima e il giunto è liscio;
Alta produttività, può saldare più saldature e giunti contemporaneamente;
Può essere utilizzato per saldare metalli dissimili o materiali dissimili, senza limiti alla differenza di spessore del pezzo.
Svantaggi della brasatura
Il giunto brasato ha una bassa resistenza e una scarsa resistenza al calore.
Classificazione della brasatura
Tipo/caratteristica
Saldatura morbida (stagno, piombo)
Brasatura (saldature a base di rame e argento)
Punto di fusione della saldatura
≤ 450℃
> 450℃
Caratteristiche delle prestazioni
Resistenza del giunto ≤ 100MPa, bassa temperatura di lavoro
Resistenza del giunto > 200MPa, alta temperatura di lavoro
Applicazione
Viene utilizzato per la saldatura di strumenti e componenti conduttivi con scarse sollecitazioni.
Viene utilizzato per la saldatura di componenti, utensili e attrezzi con una grande forza.
Applicazione della brasatura
Viene utilizzata principalmente per la produzione di strumenti di precisione, componenti elettrici, componenti metallici dissimili e per la saldatura di strutture complesse in lamiera, come componenti a sandwich, strutture a nido d'ape, ecc.
La saldatura per attrito è un metodo di saldatura a pressione che sfrutta il calore generato dall'attrito tra le superfici del saldato per far raggiungere alla faccia terminale lo stato termoplastico, per poi risalire rapidamente per completare la saldatura.
Saldatura a frizione
Saldatura a frizione ad azionamento continuo
Saldatura per attrito per inerzia
Processo di saldatura per attrito:
1) Movimento relativo della saldatura;
2) Il contatto della faccia terminale tra le due saldature produce calore per attrito;
3) Quando la sezione raggiunge lo stato termoplastico, premere rapidamente la sezione superiore per completare la saldatura.
Vantaggi della saldatura per attrito:
Elevata produttività di saldatura, 5-6 volte superiore alla saldatura di testa;
Qualità di saldatura stabile ed elevata precisione dimensionale delle saldature;
Basso costo di lavorazione, risparmio energetico, nessuna necessità di pulizia speciale delle saldature;
Facile da realizzare la meccanizzazione e l'automazione, funzionamento semplice;
Senza scintille, archi e gas nocivi.
Svantaggi della saldatura per attrito:
Grande investimento;
È difficile saldare sezioni non circolari e l'area di saldatura è limitata.
Applicazione della saldatura per attrito:
Può essere utilizzato per la saldatura dello stesso metallo o di diversi prodotti in acciaio, come i giunti di transizione rame-alluminio nell'industria dell'energia elettrica, gli strumenti strutturali in acciaio ad alta velocità per la produzione di energia elettrica. taglio del metallo, tubi della serpentina, valvole, cuscinetti del trattore, ecc.
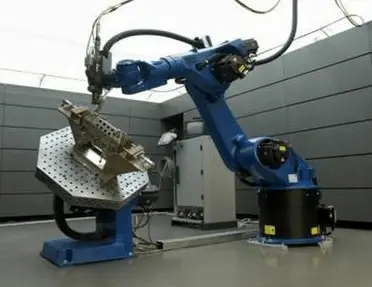
La superficie da lavorare viene riscaldata da radiazione lasere il calore superficiale viene indirizzato alla diffusione interna attraverso il trasferimento di calore per fondere il pezzo e formare un pool fuso specifico. La saldatura si forma dopo la solidificazione del bagno fuso.
Vantaggi della saldatura laser:
Alta velocità ed efficienza di saldatura;
Alta precisione di saldatura, piccole deformazioni e facile controllo automatico;
Non è necessario alcun elettrodo, quindi non c'è inquinamento da elettrodi.
Svantaggi della saldatura laser:
Grande investimento, piccola potenza e spessore saldabile limitato;
È difficile allineare il punto di saldatura con l'area di raccolta del raggio laser;
Viene utilizzato principalmente per la saldatura di parti in settori produttivi di precisione come l'industria aerospaziale, navale, automobilistica ed elettronica.
In parole povere: l'arco in cui la colonna d'arco è compressa e l'energia è altamente concentrata, e il gas nella colonna d'arco è completamente ionizzato, è chiamato arco al plasma, detto anche arco di compressione.
Il gas viene riscaldato dall'arco e inizialmente ionizzato. Quando passa ad alta velocità attraverso l'ugello raffreddato ad acqua, viene compresso, aumentando la densità di energia e il grado di ionizzazione e formando un arco di plasma.
A causa dell'elevato calore e della forza di penetrazione dell'arco al plasma, il pezzo in lavorazione nel punto di saldatura viene fuso per formare una pozza fusa, in modo da realizzare la saldatura del pezzo.
Vantaggi della saldatura al plasma:
Alta densità di energia, forte direttività dell'arco e forte capacità di penetrazione;
Il rapporto profondità-larghezza della saldatura è grande e la zona termicamente interessata è piccola;
Combustione stabile dell'arco (stabile anche quando la corrente è piccola);
Il costo della saldatura è basso e quando il spessore di saldatura è piccolo, non ci sono scanalature e non è necessario riempire il filo;
Ha un effetto buco della serratura stabile e può realizzare meglio la formatura libera della saldatura su un solo lato e su due lati.
Svantaggi della saldatura al plasma ad arco:
Le attrezzature sono costose;
Scarsa osservabilità dell'area di azione dell'arco;
Lo spessore saldabile è limitato (generalmente inferiore a 25 mm).
Applicazione della saldatura al plasma:
È ampiamente utilizzato nella produzione industriale, soprattutto nella saldatura del rame e leghe di rame, titanio e leghe di titanio, acciai legati, acciai inossidabili, molibdeno e altri metalli utilizzati in ambito militare e in tecnologie industriali all'avanguardia come quelle aerospaziali, come i gusci dei missili in lega di titanio e alcuni contenitori a parete sottile degli aerei.
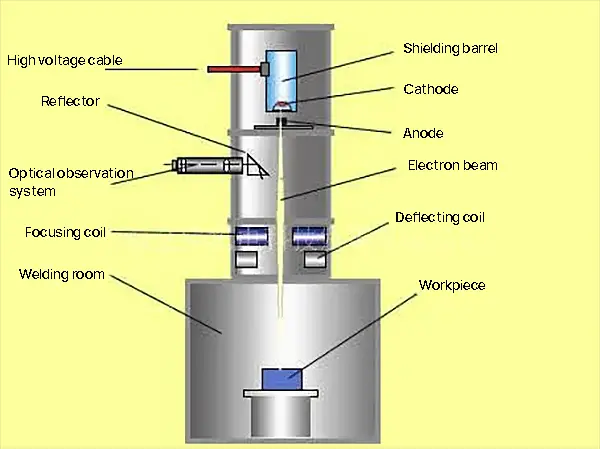
2.2.4 Saldatura a fascio di elettroni
Il metodo di saldatura che utilizza l'energia termica generata da un fascio di elettroni accelerati e focalizzati che bombardano il pezzo saldato posto nel vuoto o nel non vuoto è chiamato saldatura a fascio di elettroni.
In altre parole, il calore necessario per la saldatura è generato dal bombardamento del fascio di elettroni sul pezzo saldato.
Processo di saldatura:
1) Il catodo del cannone elettronico emette elettroni per riscaldamento diretto o indiretto;
2) Sotto l'accelerazione del campo elettrostatico ad alta tensione, il fascio di elettroni ad alta densità di energia può essere formato focalizzando il campo elettromagnetico;
3) Il fascio di elettroni ad alta densità energetica bombarda il pezzo da saldare e l'enorme energia cinetica viene convertita in energia termica per fondere la saldatura, formando una piscina fusa, e quindi completare la saldatura.
Vantaggi della saldatura a fascio elettronico:
Velocità di saldatura e alta efficienza;
Nessuna scanalatura, nessun filo di saldatura, nessun flusso, ecc;
Basso consumo energetico, zona termicamente alterata ristretta, piccole deformazioni di saldatura e qualità eccellente;
La capacità di penetrazione del fascio di elettroni è forte e il rapporto profondità-larghezza della saldatura è elevato e può raggiungere 50:1.
Svantaggi della saldatura a fascio elettronico:
Le apparecchiature sono complesse e costose;
Le dimensioni e la forma delle saldature sono spesso limitate dalla camera a vuoto;
Il fascio di elettroni è facilmente interferito da campi elettromagnetici vaganti, che influiscono sulla qualità della saldatura.
Saldatura a fascio elettronico sotto vuoto
Applicazione della saldatura a fascio elettronico:
Adatto per la saldatura fine di metalli refrattari, metalli attivi e metalli ad alta purezza.
È ampiamente utilizzato nella saldatura di energia nucleare, aviazione, aerospazio, automobili, recipienti a pressione, produzione di utensili e altri settori industriali.
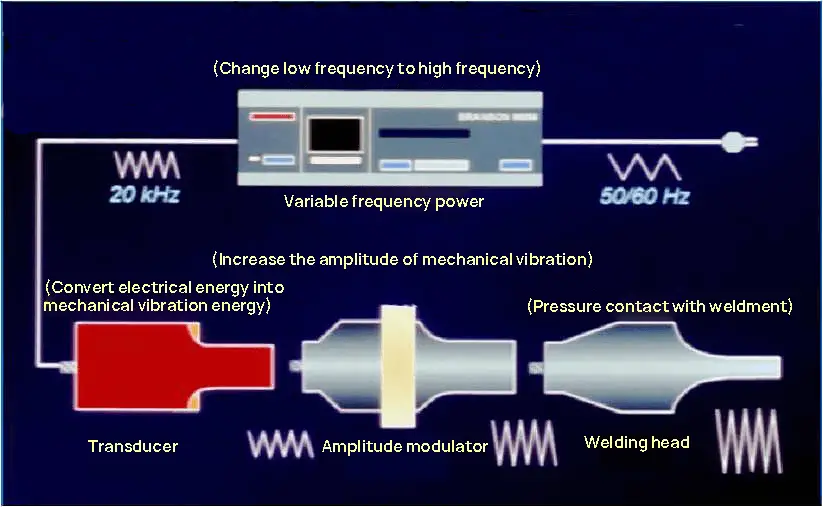
2.2.5 Saldatura a ultrasuoni
La saldatura a ultrasuoni è un metodo che utilizza l'oscillazione ad alta frequenza dell'onda ultrasonica per riscaldare e pulire localmente il giunto del pezzo, quindi applica una pressione per realizzare la saldatura.
Processo di saldatura
1) Da corrente alternata a bassa frequenza a corrente alternata ad alta frequenza;
4) Applicare la pressione e la testa di saldatura entra in contatto con il pezzo da saldare.
Vantaggi della saldatura a ultrasuoni:
Facilità d'uso, velocità di saldatura e alta efficienza produttiva;
I requisiti di pulizia della superficie del pezzo non sono elevati;
Non è necessario aggiungere alcun legante, riempitivo o solvente.
Svantaggi della saldatura a ultrasuoni:
È applicabile solo alla saldatura di parti sottili come fili, lamine, fogli, nastri e strisce;
Nella maggior parte dei casi, la forma articolare può essere solo quella a giro.
Applicazione della saldatura a ultrasuoni:
È applicabile alla saldatura di materiali ad alta conduttività e ad alta conducibilità termica e di una varietà di materiali compositi, ed è ampiamente utilizzato nella saldatura di dispositivi microelettronici e nei campi di finitura.
2.2.6 Saldatura ad alta frequenza
La saldatura ad alta frequenza è un metodo che utilizza il calore di resistenza generato dalla corrente ad alta frequenza nel pezzo da saldare per riscaldare lo strato superficiale dell'area di saldatura del pezzo in uno stato fuso o quasi plastico, e quindi applica (o non applica) una forza di disturbo per ottenere l'incollaggio del metallo.
Effetto sulla pelle: Quando il conduttore è collegato alla corrente alternata, la maggior parte della corrente scorre solo lungo la superficie del conduttore.
Effetto di prossimità: Quando la corrente ad alta frequenza scorre in direzioni opposte tra due conduttori o in un conduttore alternato, la corrente si concentra sul flusso vicino al conduttore.
In parole povere, l'effetto pelle è "la corrente va in superficie"; l'effetto prossimità è "la scorciatoia della corrente".
Vantaggi della saldatura ad alta frequenza:
Alta velocità ed efficienza di saldatura (la corrente è altamente concentrata nell'area di saldatura);
Per saldare metalli dissimili è possibile utilizzare un'ampia gamma di materiali saldabili;
La pulizia prima della saldatura è semplice (la saldatura per fusione, con effetto pressione, non richiede la pulizia della superficie del giunto).
Svantaggi della saldatura ad alta frequenza:
La precisione dell'assemblaggio dei giunti deve essere elevata;
L'alta tensione e la corrente ad alta frequenza sono dannose per il corpo umano e per altre apparecchiature.
È ampiamente utilizzato per la saldatura della giunzione longitudinale o della giunzione a spirale nella produzione di tubi.
2.2.7 Saldatura per diffusione
Saldatura per diffusione si riferisce al metodo di saldatura che consiste nell'adattare strettamente la saldatura, mantenerla sotto una certa temperatura e pressione per un certo periodo di tempo e sfruttare la diffusione reciproca degli atomi tra le superfici di contatto per formare una connessione.
Processo di saldatura
Modello a tre stadi della saldatura per diffusione
a) Contatto iniziale approssimativo b) Fase I: deformazione e formazione di interfacce c) Fase II: migrazione dei confini dei grani ed eliminazione dei micropori d) Fase III: diffusione di volume, eliminazione dei micropori
Display fisico di saldatura
Contatto iniziale
Deformazione e formazione di interfacce
Migrazione dei confini dei grani e scomparsa dei micropori
Diffusione del volume ed eliminazione dei micropori
Vantaggi della saldatura per diffusione:
È possibile saldare più giunti contemporaneamente;
La qualità del giunto è buona e non è necessaria alcuna lavorazione dopo la saldatura;
Piccola deformazione della saldatura (bassa pressione, riscaldamento globale del pezzo, raffreddamento nel forno).
Svantaggi della saldatura per diffusione:
Grandi investimenti e costi elevati;
Tempi di saldatura lunghi, preparazione della superficie che richiede tempo e manodopera e bassa produttività;
Non esiste un metodo di controllo non distruttivo affidabile per la qualità della saldatura.
Applicazione della saldatura per diffusione:
È applicabile alla saldatura di vari materiali dissimili, materiali speciali e strutture speciali ed è ampiamente utilizzata nei settori aerospaziale, elettronico, nucleare e in altri campi industriali.
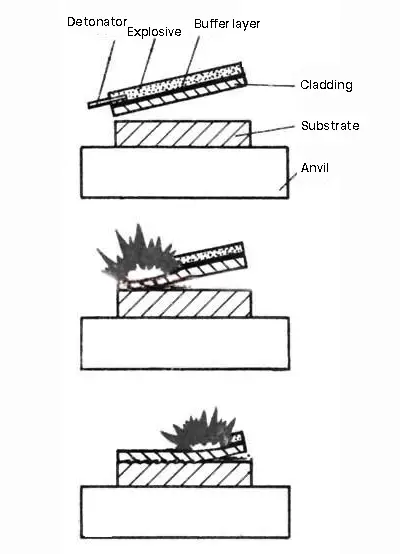
2.2.8 Saldatura esplosiva
La saldatura esplosiva è un metodo per realizzare la saldatura utilizzando la forza d'urto generata da un'esplosione per provocare una rapida collisione dei pezzi.
Anche la saldatura esplosiva è un tipo di saldatura a pressione.
Per la saldatura di pezzi piccoli, è possibile utilizzare sia il metodo parallelo che quello angolare;
Il metodo parallelo è spesso utilizzato per la saldatura di grandi superfici.
Lo spazio tra le sezioni anteriori delle due lastre è troppo grande, il che comporta un'accelerazione eccessiva della lastra rivestita e un'energia d'impatto eccessiva, con conseguenti danni e crepe sul bordo della lastra, riducendo così l'area effettiva della lastra rivestita e consumando la lastra.
Vantaggi della saldatura esplosiva:
Piccolo investimento e basso costo;
Particolarmente adatto per metalli dissimili e per la saldatura di grandi superfici;
Il processo è semplice, non richiede una pulizia complessa e l'applicazione è comoda.
Svantaggio della saldatura esplosiva:
Può essere utilizzato solo per la saldatura di strutture piane o cilindriche;
Il funzionamento all'aperto è poco meccanizzato e influisce sull'ambiente.
Applicazione della saldatura esplosiva:
Adatto per la saldatura di metalli dissimili, come alluminio, rame, titanio, nichel, tantalio, acciaio inossidabile e acciaio al carbonio, alluminio e acciaio al carbonio. saldatura del rame.
È ampiamente utilizzata per la saldatura di giunti di transizione di bus conduttivi, tubi e lastre di tubi per scambiatori di calore e per la produzione di piastre composite di grande superficie.
3. Materiali per la saldatura
Che cos'è il materiale di saldatura?
Il nome generale dei materiali consumati durante la saldatura è chiamato materiali di saldaturacome bacchetta di saldatura, filo di saldatura, polvere di metallo, flusso di saldatura, gas, ecc.
Materiali di saldatura comuni
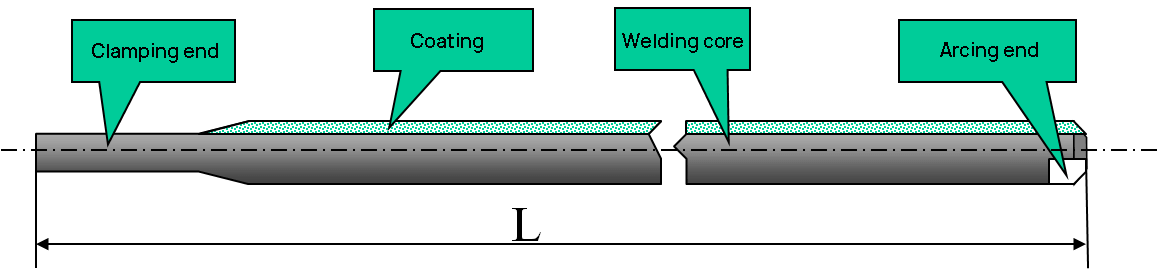
3.1 Asta di saldatura
L'elettrodo utilizzato nella saldatura ad arco, che è rivestito da un rivestimento protettivo, viene chiamato "elettrodo".
L'elettrodo è composto da un nucleo di saldatura e da un rivestimento.
1. Anima di saldatura
Il nucleo dell'elettrodo, ricoperto dal rivestimento, viene definito nucleo di saldatura.
L'anima di saldatura ha una duplice funzione: quella di elettrodo che conduce la corrente e quella di metallo d'apporto che si unisce al metallo di base fuso per creare la saldatura.
2. Rivestimento
Il rivestimento è uno strato applicato alla superficie dell'anima di saldatura dopo che le materie prime, come la polvere di minerale, la polvere di ferrolega, la materia organica e i prodotti chimici, sono state preparate in una proporzione specifica.
Funzione di rivestimento:
1) Protezione meccanica (protezione combinata da gas e scorie)
Il gas e la scoria vengono utilizzati per schermare l'aria e impedire il contatto tra le gocce fuse, il metallo fuso della piscina e l'aria.
La scoria solidificata forma uno strato protettivo sulla superficie della saldatura, che aiuta a prevenire l'ossidazione e la formazione di un'umidità. nitrurazione del metallo saldato ad alta temperatura.
Questo processo rimuove gli elementi nocivi e aggiunge elementi di lega.
3) Miglioramento delle prestazioni del processo di saldatura (stabilizzazione dell'arco)
L'arco elettrico si accende facilmente e brucia in modo costante, producendo meno schizzi, una forma di saldatura più bella e scorie facili da rimuovere. Questo processo è adatto a tutte le posizioni di saldatura.
Composizione del rivestimento:
Nome
Effetto
Materie prime comuni
Stabilizzatore ad arco
Contiene materiali facili da ionizzare, che migliorano la stabilità dell'arco.
Carbonato di potassio, marmo, silicato di sodio, feldspato, rutilo, ecc.
Agente sperimentale
Formazione di scorie per la protezione del fonditore e del bagno
Ilmenite, rutilo, marmo, quarzite, mica, ecc.
Gassificatore
Generare il gas e isolare l'aria per proteggere l'area di saldatura.
Fare in modo che ogni componente del rivestimento aderisca e si leghi intorno all'anima
Silicato di sodio, silicato di sodio e potassio
Disossidante
Riducono l'ossidabilità del rivestimento e delle scorie e rimuovono l'ossigeno dal metallo.
Ferromanganese, ferrosilicio, ferrotitanio e alluminio
Agente legante
Gli elementi che compensano la perdita possono ottenere gli ingredienti necessari a far sì che la pelle farmaco abbia una certa plasticità, elasticità e fluidità
Ferroleghe o polveri metalliche, come ferromanganese, ferrosilicio, ferromolibdeno, ferrotitanio, ecc.
Formante
Il rivestimento ha una certa plasticità, elasticità e fluidità, che è conveniente per la pressatura dell'elettrodo e rende la superficie liscia senza crepe.
Fango bianco, mica, titanio biossido di carbonio, destrina, ecc.
(1) Nella pelle della droga sono presenti diversi ossidi, tra cui FeO, SiO2e TiO2, tra gli altri.
(2) La lavorabilità è buona e la formazione della saldatura è attraente con increspature fini.
(3) Le scorie presentano una forte ossidazione.
(4) Funziona sia con alimentazione CA che CC.
b. Elettrodo basico (elettrodo a basso contenuto di idrogeno)
Ccaratteristica:
(1) La pelle del farmaco contiene livelli più elevati di ossidi alcalini, come il marmo (CaCO3) e fluorite (CaF2).
(2) Durante la saldatura, il CO2 e HF, il che riduce il contenuto di idrogeno nella saldatura e gli vale il soprannome di "elettrodo a basso contenuto di idrogeno".
(3) La saldatura è caratterizzata da elevata plasticità e tenacità, anche se la lavorabilità e la forma non sono buone come quelle dell'elettrodo acido. In genere si utilizza una connessione inversa in corrente continua.
2) Classificazione in base all'utilizzo delle bacchette per saldatura
Elettrodi per acciai strutturali, elettrodi per acciai resistenti al calore, elettrodi per acciai inossidabili, elettrodi per superfici, elettrodi per acciai a bassa temperatura, elettrodi per ghisa, elettrodi per nichel e leghe di nichel, elettrodi per rame e leghe di rame, elettrodi per alluminio e leghe di alluminio ed elettrodi per usi speciali.
3) Classificazione in base alla composizione chimica della pelle del farmaco
Elettrodo di ossido di titanio, elettrodo di titanato di calcio, elettrodo di ilmenite, elettrodo di ossido di ferro, elettrodo di cellulosa, elettrodo a basso contenuto di idrogeno, elettrodo di grafite ed elettrodo di base.
Modello
Il tipo di bacchetta per saldatura è determinato in base allo standard nazionale per le bacchette di saldatura ed è un mezzo per esprimere le caratteristiche primarie della bacchetta di reazione.
Il modello di bacchetta per saldatura comprende i seguenti significati: tipo di bacchetta di saldatura, caratteristiche della bacchetta di saldatura (tipo di metallo d'anima, temperatura di servizio, composizione chimica del metallo depositato, resistenza alla trazione, ecc. potenza di saldatura fonte.
Grado
Il grado della barra di saldatura si riferisce alla classificazione specifica dei prodotti della barra di saldatura in base all'uso previsto e alle caratteristiche di prestazione.
I gradi di elettrodi per saldatura sono suddivisi in dieci gruppi, tra cui elettrodi per acciaio strutturale, elettrodi per acciaio resistente al calore, elettrodi per acciaio inossidabile e altri.
Come determinare se la barra di saldatura utilizzata è ragionevole?
Per determinare l'adeguatezza della scelta della bacchetta di saldatura, è necessario valutarla in base ai suoi indicatori di prestazione tecnica.
Indice di prestazione del processo
1) Stabilità dell'arco
L'arco si accende facilmente e viene mantenuto un grado di stabilità della combustione (assenza di interruzione dell'arco, di deriva, di esplosione della polarizzazione magnetica, ecc.
2) Formazione della saldatura
Una buona formatura significa che la superficie è liscia, l'ondulazione è fine e bella, e la forma geometrica e le dimensioni della saldatura sono corrette.
3) Adattabilità della saldatura in varie posizioni
Adattabilità alla saldatura in tutte le posizioni - tutti gli elettrodi possono essere utilizzati per la saldatura in piano, ma alcuni elettrodi non sono adatti per la saldatura orizzontale, verticale e per la saldatura a filo continuo. saldatura aereaper cui le loro prestazioni di saldatura in tutte le posizioni sono scarse.
4) Schizzi
Le particelle di metallo che fuoriescono dalla goccia o dal bagno fuso durante la saldatura sono chiamate spruzzi.
Tasso di spruzzi = Massa degli spruzzi/(Qualità del filo di saldatura prima della saldatura - Qualità del filo di saldatura dopo la saldatura)*100%
5) Proprietà deslaggante
Si riferisce alla difficoltà di rimuovere i gusci di scoria dalla superficie di saldatura dopo la saldatura.
6) Velocità di fusione del filo di saldatura
Si riferisce alla qualità e alla lunghezza del nucleo fuso nell'unità di tempo in cui viene applicato l'elettrodo; in termini relativi, maggiore è la velocità di fusione, migliore è il risultato.
7) Arrossamento del rivestimento dell'elettrodo
Si riferisce al fenomeno per cui, quando l'elettrodo viene utilizzato nella seconda metà, il rivestimento diventa rosso, incrinato o si stacca a causa dell'elevata temperatura del rivestimento.
8) Fumo di saldatura
Principio di selezione della bacchetta di saldatura
a. Il principio della pari resistenza stabilisce che la resistenza alla trazione del metallo depositato dall'elettrodo scelto deve essere uguale o simile a quella del metallo di base da saldare.
b. Il principio della pari tenacità afferma che la tenacità del metallo depositato dall'elettrodo scelto deve essere uguale o simile a quella del metallo di base saldato.
c. Il principio dell'uguaglianza di composizione stabilisce che la composizione chimica del metallo depositato dall'elettrodo scelto deve essere conforme o vicina a quella del metallo di base.
Uso e conservazione della bacchetta di saldatura
1. Essiccazione della bacchetta di saldatura
La bacchetta di saldatura è soggetta ad assorbire umidità dall'atmosfera, il che può influire negativamente sulle sue prestazioni e sulla qualità della saldatura.
Pertanto, è importante asciugare la bacchetta di saldatura (soprattutto le bacchette alcaline) prima dell'uso.
In genere, la temperatura di essiccazione di un elettrodo acido è compresa tra 75-150°C e deve essere mantenuta a questa temperatura per 1-2 ore.
Per un elettrodo alcalino, la temperatura di essiccazione deve essere compresa tra 350-400°C e deve essere mantenuta a questa temperatura per 1-2 ore.
È importante notare che il tempo di essiccazione cumulativo delle bacchette di saldatura non deve superare i 3 anni.
2. Stoccaggio delle bacchette di saldatura
1) Le bacchette di saldatura devono essere organizzate e conservate per tipo, modello e specifiche per evitare confusione.
2) L'area di stoccaggio deve essere ben ventilata e mantenuta asciutta.
3) Gli elettrodi a basso contenuto di idrogeno, essenziali per le strutture di saldatura critiche, devono essere conservati in un magazzino dedicato con una temperatura superiore a 5°C e un'umidità relativa non superiore a 60%.
4) Per evitare danni da umidità, le barre di saldatura devono essere collocate su una rastrelliera di legno a una distanza minima di 0,3 metri dal suolo e dalle pareti.
3.2 Filo di saldatura
Il settore della saldatura ha visto continui progressi tecnologici che hanno portato a un aumento della meccanizzazione e dell'automazione. Questo ha portato a una maggiore efficienza di produzione, a un miglioramento della qualità della saldaturae migliori condizioni di lavoro.
Per far progredire ulteriormente la meccanizzazione e l'automazione della saldatura, vengono utilizzati fili di saldatura come materiale di saldatura.
A cosa si riferiscono i fili di saldatura in termini di materiali di saldatura?
Il filo utilizzato come metallo d'apporto o per condurre l'elettricità durante la saldatura è chiamato filo di saldatura.
Classificazione dei fili di saldatura
a. Classificazione in base al metodo di produzione e alla forma del filo di saldatura
Può essere suddiviso in filo pieno e filo animato.
b. Classificazione in base al metodo di saldatura applicabile
Può essere suddiviso in filo per saldatura ad arco sommerso, saldatura a gas schermata filo, filo per saldatura a scoria, filo per saldatura di superficie e filo per saldatura a gas.
c. Classificazione in base alle proprietà dei materiali metallici da saldare
Può essere suddiviso in filo per saldatura in acciaio al carbonio, filo per saldatura in acciaio a bassa lega, filo per saldatura in acciaio inox, filo per saldatura in lega a base di nichel, filo per saldatura in ghisa e filo per saldatura in lega speciale.
d. Classificati con ramatura o meno
Filo placcato in rame e filo non placcato in rame.
1. Quale tipo di filo per saldatura è chiamato filo solido?
Il filo viene trafilato direttamente al diametro del filo di destinazione. Il filo di saldatura senza polvere è chiamato filo di saldatura solido.
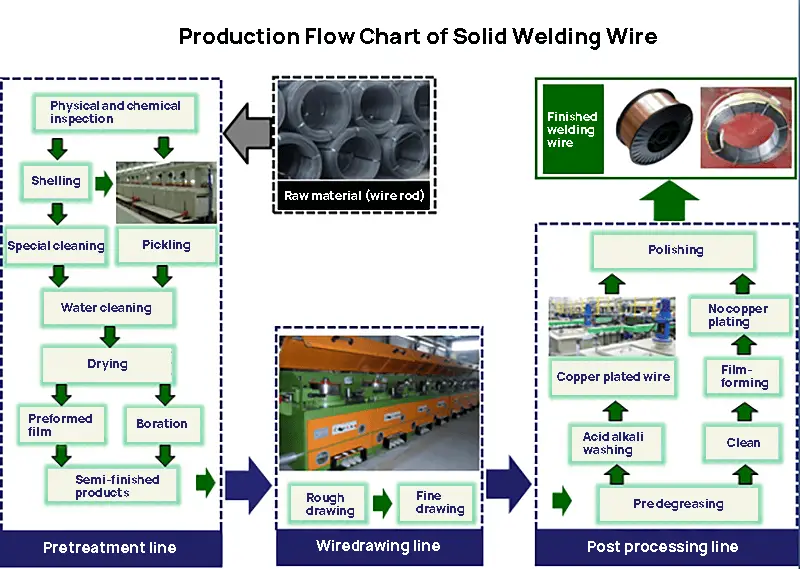
1.1 Processo di produzione del filo di saldatura solido
1.2 Modello di filo di saldatura solido
1.3 Marca di filo di saldatura solido
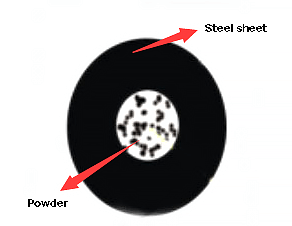
2. Che tipo di filo di saldatura è il filo animato?
Il nastro d'acciaio sottile viene laminato in diverse forme sezionali, riempito di polvere e quindi trafilato in un tipo di filo di saldatura chiamato filo animato.
La polvere riempita è chiamata nucleo e il suo effetto è simile a quello del rivestimento dell'elettrodo.
2.1 Modello del filo animato
2.2 Marca di filo animato
In base alla struttura del filo, il filo animato può essere suddiviso in: con e senza cuciture.
Il filo animato senza saldatura può essere ramato, con buone prestazioni e basso costo, che è diventato la direzione di sviluppo del futuro.
2.3 Processo di produzione del filo animato
Per la produzione di filo animato con giunzione, si utilizza comunemente il "metodo del nastro d'acciaio";
Per la produzione di filo animato senza saldatura, viene comunemente utilizzato il "metodo del tubo d'acciaio".
a. Metodo della striscia d'acciaio
b. Metodo del tubo d'acciaio
3. Vantaggi e svantaggi del filo animato (rispetto al filo pieno)
Vantaggi:
Piccoli spruzzi, rapida velocità di deposizione ed elevata efficienza produttiva.
Saldatura di vari acciai con forte adattabilità.
Buone prestazioni di processo e una bella formazione della saldatura.
È possibile utilizzare una corrente di saldatura elevata per saldare in tutte le posizioni.
La superficie del filo di saldatura è soggetta a ruggine e la polvere è suscettibile all'assorbimento di umidità.
L'alimentazione del filo durante il processo di saldatura è più impegnativa rispetto all'uso del filo pieno, con conseguente produzione di una grande quantità di fumo.
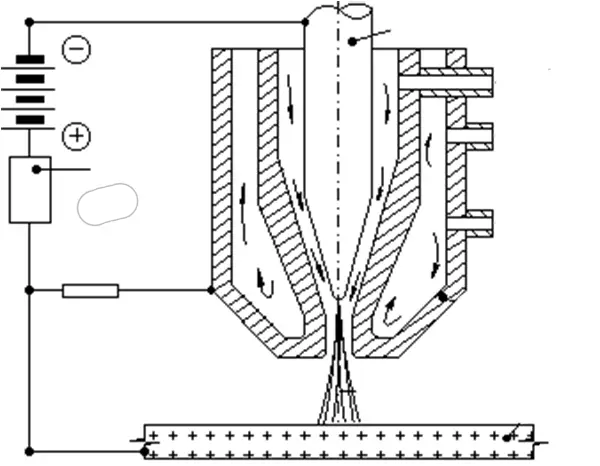
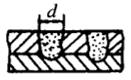
3.3 Flusso
Questa immagine illustra il processo di saldatura ad arco sommerso.
Notate la "sabbia" in cima?
È un materiale di saldatura essenziale, noto come flusso, nel processo di saldatura ad arco sommerso.
Che cos'è il flusso?
Il flussante è un materiale granulare che si scioglie formando scorie e gas durante la saldatura e svolge un ruolo protettivo e metallurgico nel metallo fuso.
Può essere classificato in tre tipi: Arco sommerso Flusso di saldatura, flusso di saldatura a scoria elettrolitica e flusso di rivestimento.
(2) Classificazione per metodo di produzione
Può essere suddiviso in due categorie: Flusso di fusione e Flusso non di fusione.
(3) Classificazione in base all'alcalinità delle scorie
Possono essere classificati in tre categorie: Flusso acido, flusso neutro e flusso basico.
a. Flusso di fusione
Il fondente viene creato fondendo vari ingredienti in una proporzione precisa in un forno. La miscela viene poi granulata, essiccata e vagliata mentre viene raffreddata con acqua.
Ccaratteristica:
1) Non assorbe difficilmente l'umidità e in genere non richiede l'asciugatura prima dell'uso.
2) Il flusso che non si è sciolto può essere riutilizzato.
3) Dopo essere stato fuso, viene raffreddato rapidamente, assumendo spesso la forma di vetro.
4) Solo una quantità limitata di elementi di lega può essere aggiunta al flusso nel bagno fuso, poiché una grande quantità non può essere trasferita.
Flusso di fusione
Componenti principali:
SiO2:40~44%;
MnO:32~38%;
CaF2:3~7%;
CaO:8%.
b. Flusso non fuso
Il flusso non fuso si ottiene mescolando varie polveri secondo una formula specifica, aggiungendo un legante per formare particelle di dimensioni specifiche e quindi cuocendo o sinterizzando.
Il flussante per incollaggio è un tipo di flussante che viene cotto a basse temperature (inferiori a 400 ℃).
Il flusso sinterizzato, invece, viene prodotto sinterizzando il flusso ad alte temperature (da 700 a 1000 ℃).
Ccaratteristica:
1) L'assorbimento di umidità è relativamente alto e deve essere ri-asciugato prima dell'uso.
2) Facile da produrre e altamente applicabile.
Flusso sinterizzato
Componente essenziale(SJ101):SJ102
SiO2+TiO2:20~30% , 10~15%
CaO+MgO: 25~35%, 35~45%
Al2O3+MnO: 20~30%, 15~25%
CaF2:15~25%, 20~30%
Classificazione in base all'alcalinità delle scorie:
(1) Flusso acido (alcalinità B<1,0)
La scoria è composta principalmente da ossidi acidi e ha eccellenti prestazioni di saldatura, con una formazione di saldatura esteticamente gradevole. Tuttavia, il metallo saldato ha un elevato contenuto di ossigeno, che determina una bassa tenacità agli urti a bassa temperatura.
(2) Flusso neutro (alcalinità 1,0 ~ 1,5)
La composizione del metallo depositato è simile a quella del filo di saldatura, con un contenuto ridotto di ossigeno nel metallo saldato.
(3) Flusso alcalino (alcalinità B>1,5)
I componenti principali della scoria sono gli ossidi alcalini e il fluoruro di calcio. Il metallo saldato è caratterizzato da un basso contenuto di ossigeno, elevata tenacità agli urti e buone proprietà di trazione.
3.4 Saldatura
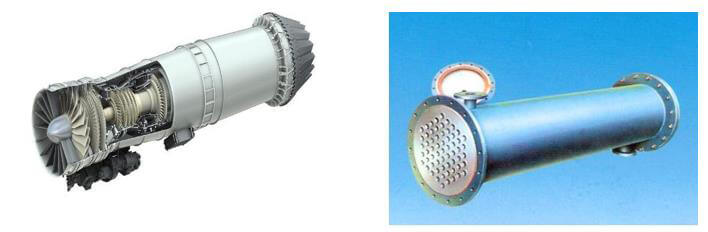
Nei progetti scientifici e tecnologici moderni e all'avanguardia, come i radiatori delle piastre degli aerei, i gusci dei razzi, gli ugelli dei motori e altri, tutti richiedono un'elevata precisione e nitidezza e non possono tollerare alcun difetto. Quasi tutti i prodotti devono essere di qualità impeccabile.
Brasatura è ampiamente utilizzata in questi settori grazie ai suoi vantaggi di basso impatto termico, alta precisione, ampia applicabilità ed elevata efficienza di saldatura. Consente di collegare parti multiple, complesse e di alta precisione.
Il metallo d'apporto per la brasatura gioca un ruolo cruciale nella processo di brasatura.
Per realizzare la combinazione di due materiali (o parti), il riempimento aggiunto all'interno o accanto alla fessura è chiamato metallo d'apporto.
1. Quali sono i requisiti del metallo d'apporto?
(1) Un punto di fusione adeguato (alcune decine di gradi in meno rispetto al metallo di base);
(2) Eccellente bagnabilità;
(3) Completamente dissolto e integrato con il metallo di base;
(4) Una composizione uniforme e stabile;
(5) È conveniente e sicuro (contiene meno metalli preziosi e metalli tossici).
2. Classificazione dei metalli d'apporto
1) Classificazione in base al punto di fusione
Le "saldature morbide" (note anche come "saldature fusibili") si riferiscono a saldature con punti di fusione inferiori a 450°C, tra cui saldature al piombo-stagno, saldature al cadmio-argento e saldature al piombo-argento.
Per "metallo d'apporto per brasatura" (detto anche "metallo d'apporto refrattario") si intendono i materiali d'apporto per brasatura con punto di fusione superiore a 450°C, tra cui quelli a base di alluminio, rame, argento e nichel.
2) Classificazione in base ai principali componenti chimici
Secondo la principale elementi metallici di saldatura, si chiama saldatura a base di ×, come la saldatura a base di brasatura, la saldatura a base di zinco, ecc.
3) Ordinamento per forma
Può essere suddivisa in filo, bacchetta, foglio, polvere o saldatura con forma speciale (come la saldatura anulare o la saldatura in pasta).
3. Applicazione del metallo d'apporto
(1) Saldatura morbida
Viene utilizzato principalmente per la saldatura di pezzi con basse sollecitazioni e basse temperature di esercizio, come il collegamento di vari fili elettrici e strumenti di saldatura, componenti di strumenti e altri circuiti elettronici.
(2) Metallo d'apporto per brasatura
Viene utilizzato principalmente per saldare pezzi con grande forza e alta temperatura di lavoro, come il telaio della bicicletta, la fresa in carburo, perforazione bit e altre parti meccaniche.
3,5 Flusso
Per ottenere una migliore giunto di saldaturaÈ necessario abbinare ragionevolmente il flusso di brasatura in base ai diversi metalli d'apporto per la brasatura da utilizzare congiuntamente come materiali di saldatura nel processo di brasatura.
1. Che cos'è il flusso?
Il flusso utilizzato per la brasatura è chiamato flusso di brasatura, che comprende pasta, polvere, ecc.
2. Qual è la funzione del flusso?
1) Rimuovere gli strati di ossido dalla superficie della saldatura e del metallo di base.
2) Migliorare la capacità della saldatura liquida di bagnare le saldature.
3) Evitare che il saldato e la saldatura liquida si ossidino durante il processo di brasatura.
3. Requisiti per il flusso
1) Assicurarsi che la capacità di eliminare gli ossidi dalla superficie del metallo di base e del metallo d'apporto sia sufficiente.
2) Il punto di fusione del flusso brasante e la temperatura minima attiva devono essere inferiori al punto di fusione del metallo d'apporto per la brasatura.
4) I volatili presenti nel flusso devono essere atossici.
5) Il flussante e i suoi residui devono presentare una corrosione minima della saldatura e del metallo di base e devono essere facilmente rimovibili.
4. Classificazione del flusso
1) Flusso di saldatura morbido
Il flussante per saldatura utilizzato per la brasatura a temperature inferiori a 450 ℃ può essere suddiviso in due tipi: inorganico e organico.
a. Saldatura morbida inorganica (Saldatura morbida corrosiva) - È composta da sali inorganici e acidi e possiede una forte attività chimica e stabilità termica. Questo tipo di saldatura favorisce la bagnatura della saldatura liquida sul metallo di base in modo efficace, ma i suoi residui hanno un forte effetto corrosivo.
b. Flusso di saldatura organico (flusso di saldatura non corrosivo) - La sua attività chimica è relativamente debole e non corrode il metallo di base. Esempi di fondenti per saldatura non corrosivi sono la colofonia, l'ammina e gli alogenuri organici.
2) Flusso di brasatura
Il flusso utilizzato per la brasatura a temperature superiori a 450 ℃ ha una viscosità elevata e richiede un'attivazione ad alta temperatura.
Deve essere utilizzato a temperature superiori a 800 ℃ e i suoi residui sono difficili da rimuovere.
I comuni flussi di brasatura includono borace, acido borico e le loro miscele. L'aggiunta di fluoruro e cloruro di metalli alcalini e alcalino-terrosi ai boruri può migliorare la bagnabilità dei flussi di brasatura a base di borace e acido borico, migliorare la rimozione degli ossidi e abbassare la temperatura di fusione e attivazione dei flussi di brasatura.
3,6 Gas
Gas di saldatura si riferisce principalmente al gas di protezione utilizzato nei processi di saldatura a gas, come la saldatura a gas CO2 e la saldatura a gas inerte, nonché al gas utilizzato nella saldatura e nel taglio a gas.
Durante la saldatura, il gas di schermatura serve non solo come mezzo protettivo per l'area di saldatura, ma anche come mezzo gassoso che genera l'arco.
Saldatura a gas e il taglio sono tipicamente eseguiti utilizzando una fiamma ad alta temperatura generata dalla combustione di gas, che fornisce una fonte concentrata di calore.
1. Gas di schermatura comune
Gas emozionale
Gas molecolare
Gas composto
Argon, ammoniaca
Ossigeno, azoto, idrogeno
anidride carbonica
2. Gas comune per la saldatura e il taglio a gas
Ovvero, il gas di supporto alla combustione (O2) e gas combustibile (acetilene C2H2).
3. Caratteristiche e utilizzo dei comuni gas di saldatura
Gas
Simbolo
Proprietà principali
Applicazione nella saldatura
anidride carbonica
CO2
Ha proprietà chimiche stabili, non brucia e non supporta la combustione, può essere decomposto in C0 e 0 ad alta temperatura e ha una certa ossidabilità nei confronti dei metalli. Può liquefare la CO2 liquida, assorbire molto calore quando evapora e solidificarsi in CO2 solida, comunemente nota come ghiaccio secco.
Il filo di saldatura può essere utilizzato come gas di protezione durante la saldatura, come la saldatura schermata con gas CO2 e la saldatura schermata con gas C02+O2, C02+A e altri gas misti.
argon
Ar
Gas emotivo, non attivo nelle proprietà chimiche, non reagisce con altri elementi a temperatura ambiente e ad alta temperatura.
Come gas protettivo per la protezione meccanica durante la saldatura ad arco, saldatura al plasma e taglio
ossigeno
O2
Gas incolore, supporto alla combustione, molto attivo ad alta temperatura, si combina direttamente con vari elementi. Durante la saldatura, l'ossigeno ossida elementi metallici quando entra nella piscina fusa, che giocherà un ruolo dannoso
Può ottenere temperature estremamente elevate se miscelato con gas combustibili per la saldatura e il taglio, come la fiamma di ossigeno e acetilene e la fiamma di ossigeno e idrogeno. Miscelare in proporzione con argon, anidride carbonica, ecc. e condurre una saldatura a gas misto schermato.
B veloce
CH2
Comunemente noto come gas di carburo di calcio, è poco solubile in acqua, solubile in alcol e ampiamente solubile in acetone. Si mescola con aria e ossigeno formando una miscela di gas esplosiva. Brucia in presenza di ossigeno ed emette una temperatura elevata e una forte luce.
Può bruciare, non è attivo a temperatura normale ed è molto attivo ad alta temperatura. Può essere utilizzato come agente riducente per i minerali metallici e gli ossidi metallici. Può essere fuso nel metallo liquido durante la saldatura e precipitare durante il raffreddamento, con facilità di formazione di pori.
Per la saldatura, può essere utilizzato come gas di protezione riducente, miscelato con ossigeno per la combustione e come fonte di calore per la saldatura a gas.
azoto
N2
La proprietà chimica non è attiva e può essere combinata direttamente con idrogeno e ossigeno ad alta temperatura. È dannoso entrare nel bagno fuso durante la saldatura. Non reagisce sostanzialmente con il rame e può essere utilizzato come gas di protezione.
Durante la saldatura ad arco con azoto, l'azoto viene utilizzato come gas di protezione per saldare il rame e acciaio inossidabile. L'azoto è anche comunemente usato nel plasma taglio ad arco come gas protettivo esterno
Può essere utilizzato su rame, alluminio e loro leghe, oltre che su titanio, zirconio e altri metalli.
2)Ar + H2
L'aggiunta di idrogeno può aumentare la temperatura dell'arco, incrementare l'apporto di calore al metallo base e ridurre la formazione di porosità del CO.
Il gas miscelato è un agente riducente ed è ideale per la saldatura del nichel e delle sue leghe, nonché dei tubi in acciaio inossidabile.
3)Ar + N2
Per aumentare la temperatura dell'arco, è necessario aggiungere N2. Una leggera aggiunta di N2 può aumentare la rigidità dell'arco e migliorare la formazione della saldatura.
Questa tecnica è adatta alla saldatura di metalli non ferrosi, come ad esempio rame e alluminio.
4)Ar + O2
Il contenuto di ossigeno in Ar+O2 (basso contenuto) è compreso nell'intervallo 1-5%, che migliora la bagnabilità della soluzione, riduce al minimo la porosità e stabilizza l'arco. Questo metodo è adatto per saldatura dell'acciaio inossidabile, tra cui l'acciaio a basso tenore di carbonio e l'acciaio a bassa lega.
Ar+O2 (alto contenuto) ha un contenuto di ossigeno di circa 20%, che aumenta l'efficienza di produzione, riduce la porosità e migliora la tenacità all'impatto delle saldature. Questo metodo è adatto alla saldatura di acciaio al carbonio e di acciaio strutturale a bassa lega.
5)Ar + CO2
Arco stabile, spruzzi minimi, trasferimento assiale del getto semplice da ottenere, formazione ottimale della saldatura e ampia gamma di applicazioni (adatto sia al trasferimento a spruzzo che a quello in cortocircuito).
6)Ar + CO2 + O2
È stato confermato che la miscela di gas ottimale per la saldatura di materiali a basso contenuto di carbonio e a bassa acciaio legato è 80% Argon, 15% Anidride Carbonica e 5% Ossigeno. Questa miscela fornisce risultati eccellenti in termini di formazione della saldatura, qualità del giunto, trasferimento del metallo e stabilità dell'arco, ed è molto soddisfacente.
7)CO2 + O2
Alto tasso di deposito, penetrazione profonda, basso contenuto di idrogeno nel metallo saldato, saldatura forte con specifiche di corrente elevate, arco stabile e spruzzi minimi.
Difetti di saldatura comuni
1. Difetto di forma della saldatura (Fig. 6-1)
6-1
2. Dimensione della saldatura non qualificata (Fig. 6-2)
6-2
3. Sottotaglio (Fig. 6-3)
6-3
Una scanalatura creata lungo la punta o la radice di una saldatura.
1) Corrente di saldatura eccessiva;
2) L'arco di saldatura è troppo lungo;
3) L'angolo dell'elettrodo non è corretto.
4. Penetrazione incompleta (Fig. 6-4)
6-4
Penetrazione incompleta della radice del giunto durante la saldatura.
1) Dimensione della scanalatura non corretta;
2) Selezione errata dei parametri del processo di saldatura;
3) L'elettrodo si discosta dal centro della scanalatura o l'angolo non è corretto.
5. Nessuna fusione (Fig. 6-5)
6-5
Fusione e incollaggio incompleti tra metallo saldato e metallo base o cordone di saldatura metallo.
1) La corrente di saldatura è troppo bassa oppure la velocità di saldatura è troppo alto;
2) Pulizia non qualificata prima della saldatura;
3) L'elettrodo si discosta dal centro di saldatura.
6. Cratere (Fig. 6-6)
6-6
Una depressione che si forma all'estremità di una saldatura o di un giunto.
7. Bruciatura (Fig. 6-7)
6-7
Durante la saldatura, il metallo fuso fuoriesce dal retro della scanalatura per formare la perforazione.
8. Sovrapposizione (Fig. 6-8)
Nodulo metallico che si forma quando il metallo fuso scorre verso il metallo di base non fuso all'esterno della saldatura.
9. Inclusione di scorie e inclusione
Scorie o non metallico impurità lasciate nella saldatura dopo la saldatura.
10. Foro per l'aria (Fig. 6-10)
Foro formato dal gas che rimane nella saldatura dopo la saldatura.
Sorgente di gas che forma il poro:
1) Aria esterna;
2) Umidità;
3) Contaminazione e impurità dell'olio.
11. Cricche da saldatura (Fig. 6-11)
(1) In base alla posizione di saldatura
(2) In base alla direzione della cricca
① La cricca longitudinale è parallela alla saldatura
② Cricca trasversale perpendicolare alla saldatura
(3) In base alle condizioni di generazione della cricca
① Cricca calda Cricca in prossimità della temperatura di solidus della saldatura e zona colpita dal calore
② Una cricca raffreddata al di sotto della temperatura di trasformazione martensitica
③ Fessurazione da riscaldo
④ Cricche a forma di scala lungo la direzione di rotolamento della lastra dovute alla lacerazione lamellare
12. Schizzi
In CO2 La maggior parte del metallo fuso dal filo di saldatura viene trasferito al bagno di saldatura, ma una parte fuoriesce e forma schizzi. Quando si utilizza un filo di saldatura spesso per la saldatura a CO2saldatura a gas schermata con parametri grandi, lo splatter può diventare particolarmente grave, con un tasso fino a 20%.
Ciò comporta l'impossibilità di eseguire una saldatura normale. Gli schizzi sono dannosi, in quanto riducono l'efficienza della saldatura, incidono sulla qualità della saldatura e creano condizioni di lavoro sfavorevoli.
Pericolo di schizzi
La perdita di schizzi di metallo in CO2 La saldatura a gas schermato può rappresentare da 10% a 30-40% del metallo fuso dal filo di saldatura. La perdita ideale è controllata a 2-4%.
Questa perdita ha diversi effetti negativi:
Aumenta il consumo di filo di saldatura e di elettricità, riducendo l'efficienza e aumentando i costi.
Gli spruzzi di metallo possono intasare l'ugello di contatto e l'ugello, causando problemi di alimentazione e compromettendo la stabilità dell'arco, oltre a ridurre l'effetto protettivo della protezione. gas di schermatura e la qualità della saldatura.
Il metallo schizzato deve essere pulito dopo la saldatura, il che aumenta le ore di lavoro complessive.
Gli schizzi possono persino bruciare gli indumenti e la pelle del saldatore, rendendo pericoloso l'ambiente di lavoro.
La prevenzione e la riduzione degli schizzi di metallo è un aspetto cruciale nella produzione di CO2 saldatura a gas schermata.
Esiste una correlazione tra il tasso di spruzzi e la corrente di saldatura per ogni diametro di filo di saldatura nella saldatura ad arco CO2. Nella zona a bassa corrente (area di transizione del cortocircuito), il tasso di spruzzi è basso. Quando la corrente entra nell'area ad alta corrente (area di transizione delle particelle fini), il tasso di spruzzi diminuisce nuovamente. Tuttavia, il tasso di spruzzi è più elevato nell'area centrale.
Il tasso di schizzi è basso quando la corrente di saldatura è inferiore a 150A o superiore a 300A, mentre è elevato tra questi due valori. Per ridurre al minimo il tasso di spruzzi, è meglio evitare di selezionare correnti di saldatura in quest'area ad alto tasso di spruzzi.
Una volta determinata la corrente di saldatura, è necessario scegliere la tensione appropriata per garantire il minor numero possibile di spruzzi.
Angolo della pistola di saldatura:
La quantità di spruzzi è minima quando la pistola di saldatura è tenuta in verticale. All'aumentare dell'angolo di inclinazione della pistola, aumenta anche la quantità di schizzi. Si raccomanda di non inclinare la pistola di saldatura in avanti o indietro per più di 20 gradi.
Lunghezza di estensione del filo di saldatura:
Il tasso di schizzi è influenzato anche dalla lunghezza di estensione del filo di saldatura. È meglio mantenere la lunghezza del filo di saldatura il più breve possibile per ridurre al minimo gli spruzzi.
(2) Selezionare il materiale del filo di saldatura e la composizione del gas di protezione appropriati.
Ad esempio:
Per ridurre al minimo la generazione di gas CO durante la saldatura, è consigliabile scegliere un filo di acciaio a basso contenuto di CO contenuto di carbonio il più possibile.
L'esperienza dimostra che quando il contenuto di carbonio nel filo di saldatura è ridotto a 0,04%, gli spruzzi possono essere ridotti in modo significativo.
Per la saldatura, optate per un filo tubolare.
Il nucleo di flusso del filo per saldatura tubolare comprende disossidanti e stabilizzatori d'arco che proteggono i giunti dalle scorie gassose, rendono il processo di saldatura più stabile e riducono notevolmente gli spruzzi. Il tasso di spruzzi metallici del filo animato è circa un terzo di quello del filo pieno.
(3) CO2 viene utilizzata come gas di protezione durante la saldatura ad arco lungo.
Sebbene il tasso di spruzzi possa essere ridotto attraverso la corretta selezione dei parametri di specifica e l'uso del metodo dell'arco sommerso, la quantità di spruzzi prodotti è ancora significativa.
L'incorporazione di una certa quantità di gas argon (Ar) nell'anidride carbonica (CO2) è il metodo più efficace per ridurre gli schizzi di metallo causati da un'eccessiva saldatura di particelle.
Le proprietà fisiche e chimiche della CO2 sono alterati quando si aggiunge l'argon alla miscela.
Con l'aumento del rapporto di gas Argon, la quantità di spruzzi diminuisce gradualmente.
Le emissioni di CO2Il gas miscelato +Ar non solo riduce gli spruzzi ma migliora anche la formazione della saldatura, influenzando la penetrazione, l'altezza e il rinforzo della saldatura.
Quando il contenuto di argon raggiunge 60%, le dimensioni delle gocce di trasferimento possono essere notevolmente ridotte e si può ottenere un trasferimento uniforme, migliorando così le caratteristiche di trasferimento delle gocce e riducendo gli schizzi di metallo.
Diagramma dei difetti di saldatura
1. Scala di saldatura
Metodo di riparazione
Superficie di saldatura dopo la decalcificazione
2. Foro per l'aria
Metodo di riparazione: Smerigliatura, rimozione della saldatura e nuova saldatura.
3. Foro d'aria a forma di ago di cratere
4. Foro d'aria (foro per la sabbia)
5. Cavità di contrazione
6. Cricca terminale/cricca di saldatura
7. Aspetto delle saldature difettose
8. Sovrapposizione e flash
9. Sottotaglio
10. Saldatura irregolare
11. Aspetto scadente
Simbolo e marchio di saldatura
1. Simboli di base
Il simbolo di saldatura è composto da un simbolo di base e da una linea direttrice e, se necessario, da simboli aggiuntivi, da simboli supplementari e da simboli che indicano le dimensioni della saldatura.
Il simbolo di base rappresenta la forma della sezione trasversale della saldatura ed è simile al simbolo per la forma della sezione trasversale della saldatura che si trova nella tabella 4-2.
2. Simboli ausiliari e simboli supplementari
I simboli ausiliari sono simboli che indicano le caratteristiche di forma della superficie della saldatura. Questi simboli possono essere omessi se non è necessario specificare la forma della superficie della saldatura.
I simboli supplementari sono utilizzati per integrare i simboli che rappresentano determinate caratteristiche della superficie di saldatura. I metodi di rappresentazione di questi simboli sono riportati nella Tabella 4-3.
3. Simbolo della dimensione della saldatura
Se la dimensione della saldatura deve essere specificata durante la progettazione o la produzione, è indicata dal simbolo della dimensione della saldatura, come illustrato nella Tabella 4-4.
Tabella 4-2 Simboli di base delle forme di saldatura
Tabella 4-3 Simboli ausiliari e simboli supplementari delle saldature
Numero di serie
Nome
Tipo
Simbolo ausiliario
Spiegare
1
Simbolo del piano
Indica che la superficie di saldatura è a filo
2
Simbolo di depressione
Indica la depressione della superficie di saldatura
3
Simbolo in rilievo
Indicazione del rigonfiamento della superficie di saldatura
Numero di serie
Nome
Tipo
Simbolo supplementare
Spiegare
1
Simbolo con piastra di supporto
Indica la presenza di una piastra di supporto nella parte inferiore della saldatura.
2
Simbolo di saldatura su tre lati
È necessario che la direzione di apertura del simbolo della saldatura a tre lati sia sostanzialmente coerente con la direzione effettiva della saldatura a tre lati.
3
Simbolo di saldatura periferica
Indica la saldatura intorno al pezzo
4
Simboli del sito
Indica la saldatura in loco o in cantiere
Tabella 4-4 Simboli delle dimensioni delle saldature
Simbolo
Nome
Mappa degli schizzi
δ
Spessore della lastra
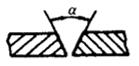
α
Angolo della scanalatura
b
Spazio per le chiappe
p
Altezza del bordo smussato
c
Larghezza di saldatura
K
Dimensione del filetto
d
Diametro della pepita
S
Spessore effettivo della saldatura
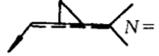
N
Numero di saldature identiche simbolo
K
Dimensione del filetto
R
Raggio della radice
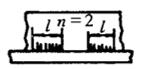
l
Lunghezza della saldatura
n
Numero di segmenti di saldatura
H
Profondità della scanalatura
h
Rinforzo della saldatura
β
Angolo della faccia della scanalatura
4. Leader
(1) La linea direttrice è composta da una linea con punta a freccia e da due linee di riferimento (una è una linea solida sottile e l'altra è una linea tratteggiata).
(2) La linea tratteggiata può trovarsi sia sopra che sotto la linea solida sottile.
La linea di riferimento è solitamente parallela al lato lungo del blocco del titolo, ma può anche essere perpendicolare al lato lungo del blocco del titolo, se necessario.
La linea della freccia viene tracciata con una linea solida e sottile, e la freccia indica il cordone di saldatura in questione. Se necessario, la linea della freccia può essere piegata una volta.
Se è necessario descrivere il metodo di saldatura, è possibile aggiungere un simbolo di coda alla fine della riga di riferimento.
Fig. 4-1 Simbolo del leader della saldatura
5. Metodo di dimensionamento delle saldature comuni
(1) Le dimensioni della sezione trasversale della saldatura sono indicate sul lato sinistro del simbolo di base.
(2) Le dimensioni lungo la lunghezza della saldatura sono indicate sul lato destro del simbolo di base.
(3) L'angolo della scanalatura (α), l'angolo della faccia della scanalatura (β) e lo spazio tra le radici (b) sono contrassegnati sopra o sotto il simbolo di base.
(4) La stessa quantità di saldatura e lo stesso codice del metodo di saldatura sono indicati in coda.
(5) Se la quantità di dati dimensionali da marcare è elevata e diventa difficile da distinguere, è possibile aggiungere i simboli di dimensione corrispondenti davanti ai dati per aiutare a chiarire le informazioni.
Tabella 12-1 Simboli di saldatura e metodi di marcatura
Giunto a saldare e tipo di scanalatura
Il comune giunti saldati sono il giunto di testa, il giunto a T, il giunto d'angolo e il giunto di sovrapposizione, come illustrato nella figura.
La scelta dei giunti saldati si basa principalmente sulla struttura della saldatura, sullo spessore della saldatura, sui requisiti di resistenza della saldatura e sulle condizioni in cui si svolge la costruzione.
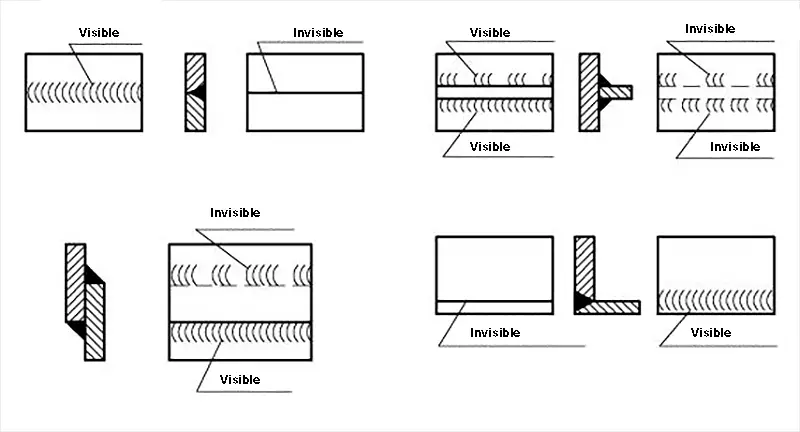
Metodo di trafilatura specificato per la saldatura
La linea che si forma dopo la saldatura dei pezzi viene chiamata cordone di saldatura.
Se in un disegno è necessaria una semplice rappresentazione della saldatura, questa può essere rappresentata con una vista, una vista in sezione o un diagramma assonometrico.
Il metodo specifico per rappresentare la saldatura in un disegno è illustrato nella figura.
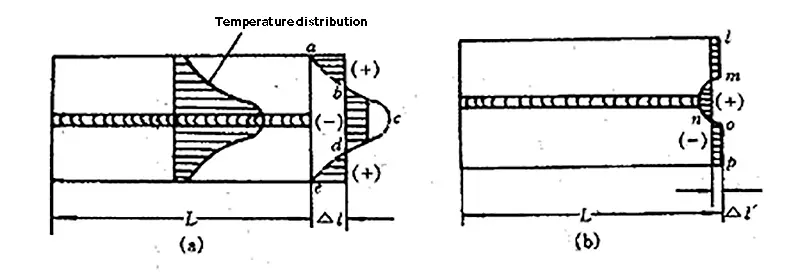
Sollecitazioni e deformazioni di saldatura
La saldatura strutturale comporta sempre deformazioni e sollecitazioni di saldatura.
Durante il processo di saldatura, la deformazione e la stress interno generati nella saldatura che cambiano nel tempo sono denominati rispettivamente deformazione transitoria e sollecitazione transitoria di saldatura.
La deformazione e la sollecitazione che rimangono nella saldatura dopo che la temperatura si è raffreddata a temperatura ambiente dopo la saldatura sono note rispettivamente come deformazione residua di saldatura e sollecitazione residua di saldatura.
3.1 Cause delle sollecitazioni e delle deformazioni di saldatura
La causa principale delle sollecitazioni e delle deformazioni di saldatura è il riscaldamento e il raffreddamento non uniforme della zona di saldatura.
Durante il processo di saldatura, il pezzo saldato viene riscaldato localmente, provocando una deformazione dovuta alla caratteristica del metallo di espandersi e contrarsi.
Tuttavia, il lamiera d'acciaio è un pezzo solido e l'espansione non può avvenire liberamente.
La fine del lamiera d'acciaio può espandersi uniformemente solo di una quantità pari a Δι.
Sollecitazioni e deformazioni durante la saldatura di testa di una piastra piana
(a) Durante la saldatura; (b) Dopo la saldatura.
Durante il raffreddamento, il metallo vicino alla saldatura ha subito una deformazione plastica di compressione permanente durante la saldatura ed è anche limitato dal metallo su entrambi i lati.
Per mantenere la coerenza complessiva, il Δι' viene ridotto in modo uniforme, generando una certa tensione elastica nell'area di saldatura e una certa compressione elastica nel metallo su entrambi i lati.
Di conseguenza, si verifica una tensione di trazione nella zona di saldatura e nel metallo circostante e una tensione di compressione nel metallo su entrambi i lati.
La sollecitazione nell'elemento è in uno stato di equilibrio. Si può osservare che dopo saldatura di testa una lastra piana, la lunghezza di Δι' è più corta di quella che aveva prima della saldatura.
Allo stesso tempo, nella zona di saldatura si genera una tensione di trazione e il metallo su entrambi i lati, lontano dalla saldatura, subisce una tensione di compressione.
In altre parole, le sollecitazioni e le deformazioni di saldatura si mantengono a temperatura ambiente e sono note come sollecitazioni e deformazioni residue di saldatura.
3.2 Distribuzione, influenza ed eliminazione delle tensioni residue di saldatura
Le sollecitazioni di saldatura possono essere suddivise in quattro categorie: sollecitazioni termiche, sollecitazioni di vincolo, sollecitazioni da cambiamento di fase e sollecitazioni residue di saldatura. Le sollecitazioni residue di saldatura sono spesso molto elevate.
Nelle strutture con saldature spesse, la sollecitazione residua di saldatura può solitamente raggiungere i valori di resistenza allo snervamento del materiale.
1. Classificazione delle sollecitazioni di saldatura
(1) Sollecitazione longitudinale: Sollecitazione lungo la lunghezza della saldatura.
(2) Sollecitazione trasversale: Sollecitazione perpendicolare alla lunghezza della saldatura e parallela alla superficie del componente.
(3) Sollecitazioni nella direzione dello spessore: Sollecitazione perpendicolare alla lunghezza della saldatura e alla superficie del componente.
2. Distribuzione delle tensioni residue di saldatura
(1) Sollecitazione longitudinale della saldatura σ x
La sollecitazione lungo la direzione longitudinale della saldatura viene definita sollecitazione longitudinale (σ x).
La sollecitazione perpendicolare alla direzione longitudinale della saldatura viene definita sollecitazione trasversale (σ y).
Nella zona di deformazione plastica compressiva in prossimità della saldatura, la sollecitazione longitudinale (σ x) è una sollecitazione di trazione, che può tipicamente raggiungere i valori di resistenza allo snervamento del materiale.
Distribuzione delle sezioni di saldatura
(2) Sollecitazione trasversale della saldatura
La figura illustra la distribuzione della sollecitazione trasversale (σy) in un saldatura a piastra di una certa lunghezza.
σy è la sollecitazione di trazione nella saldatura e nella zona di deformazione plastica compressiva vicino alla saldatura, mentre le due estremità subiscono una sollecitazione di compressione.
Più ci si allontana dal centro della saldatura, più σy diminuisce rapidamente.
Oltre alle sollecitazioni longitudinali e trasversali, nelle strutture saldate a piastra spessa sono presenti anche sollecitazioni lungo la direzione dello spessore.
La distribuzione delle sollecitazioni nelle tre direzioni è fortemente disomogenea nella direzione dello spessore.
La saldatura a elettroerosione di lamiere spesse genera tre tensioni assiali di trazione al centro della saldatura, che aumentano con l'aumentare dello spessore della lamiera, mentre sulla superficie si verificano tensioni di compressione.
3. Effetto della tensione residua di saldatura
(1) Impatto sulla resistenza e sulla stabilità delle parti a compressione
Quando il componente è sottoposto a un carico di trazione, la sollecitazione residua della saldatura si aggiunge a quella del carico, influenzando la resistenza del componente.
(2) Influenza sulla frattura fragile dei componenti
L'aumento della sollecitazione nominale del componente, combinato con la diminuzione della tenacità del materiale nella zona del giunto di saldatura e la presenza di difetti di saldaturaaumenterà la probabilità di frattura fragile in presenza di bassi carichi esterni.
La tensione di trazione residua nella zona di saldatura può aumentare il valore medio della tensione di trazione della struttura e ridurne la durata a fatica.
(4) Impatto sulla precisione di lavorazione e sulla stabilità dimensionale delle saldature
(5) Effetto sulla propagazione della cricca
Quando si valuta lo stato di cricca della zona di saldatura, è necessario prendere in considerazione la tensione residua di saldatura.
Quando si calcola il fattore di intensità delle sollecitazioni (KI) che guida la crescita della cricca, il fattore sollecitazione residua (σr) viene preso in considerazione utilizzando lo sforzo di trazione equivalente (σ3), che rappresenta il contributo delle tensioni residue alla crescita delle cricche:
σ3 = αrσr
Dove σr è correlato al tipo di cricca (cricca passante, cricca interrata, cricca superficiale) e alla direzione della cricca (cricche parallele alla linea di fusione, cricche perpendicolari alla linea di fusione, e filetto). cricche da saldatura).
4. Misure e metodi per ridurre ed eliminare le tensioni residue di saldatura
(1) La chiave per ridurre le sollecitazioni di saldatura nella progettazione consiste nel disporre correttamente le saldature per evitare la sovrapposizione delle sollecitazioni e ridurre le sollecitazioni di picco.
① Ridurre al minimo il numero di saldature e ridurre le dimensioni e la lunghezza delle saldature.
② Le saldature devono essere sufficientemente distanziate ed evitare il più possibile di incrociarsi per evitare sollecitazioni tridimensionali complesse.
③ Le saldature non devono essere posizionate in aree con elevate sollecitazioni e brusche variazioni della sezione trasversale per evitare la concentrazione delle sollecitazioni.
④ Si deve utilizzare il giunto di tipo tabellare, più flessibile, e flangiatura sostituire il tubo di inserimento.
Due metodi di giunzione di vasi sferici (a) Saldature sfalsate; (b) Intersezione delle saldature
(2) Tecniche per la riduzione delle sollecitazioni di saldatura nel processo
Adottare una sequenza e una direzione di saldatura ragionevole ed eseguire la maggior parte delle saldature con una minore rigidità.
② Ridurre al minimo la differenza di temperatura tra l'area di saldatura e l'intera struttura per ridurre le sollecitazioni interne della saldatura. Utilizzare un preriscaldamento globale e una bassa energia lineare.
③ Utilizzare la saldatura a martello per ridurre le sollecitazioni e le deformazioni di saldatura.
④ Diminuire il contenuto di idrogeno ed eliminare l'idrogeno.
(3) Il metodo per eliminare le tensioni residue prevede principalmente l'eliminazione delle tensioni residue dopo la saldatura. Per le caldaie e i recipienti a pressione con uno spessore del componente in pressione superiore a una certa dimensione, è necessario un trattamento termico post-saldatura per eliminare le tensioni residue. stress interno.
In generale, la saldatura provoca una deformazione del pezzo. Se la deformazione supera il limite accettabile, ne viene compromessa la funzionalità.
La causa principale della deformazione è il riscaldamento e il raffreddamento non uniformi del pezzo saldato durante la saldatura.
Durante la saldatura, il pezzo saldato viene riscaldato solo in aree locali, ma il metallo nell'area riscaldata non può espandersi liberamente a causa del metallo a temperatura inferiore che lo circonda.
Quando si raffredda, non può ritirarsi liberamente a causa del contenimento da parte del metallo circostante.
Di conseguenza, questa parte del metallo riscaldato subisce una sollecitazione di trazione, mentre altre parti del metallo subiscono una sollecitazione di compressione in equilibrio con essa.
Quando queste sollecitazioni superano il limite di snervamento del metallo, si verifica la deformazione di saldatura.
Le crepe compaiono quando si supera il limite di resistenza del metallo.
3.3 Forme, fattori di influenza e metodi di controllo della deformazione di saldatura
1. Forme di deformazione della saldatura
Le forme di deformazione della saldatura possono essere varie. Le forme più comuni sono cinque, o combinazioni di esse.
Forme di base della deformazione di saldatura
La figura (a) illustra la deformazione da ritiro longitudinale e trasversale di una piastra piana dopo la saldatura di testa;
La figura (b) illustra la deformazione angolare di una lastra piana dopo l'aggancio;
La figura (c) illustra la deformazione a flessione causata dalla deviazione della disposizione della saldatura in un cilindro rispetto all'asse centrale della saldatura;
La figura (d) illustra la deformazione ondulata in un saldato a parete sottile dopo la saldatura.
Inoltre, le strutture trave-colonna sono soggette a distorsione durante la saldatura.
La deformazione da ritiro e la deformazione da flessione sono forme di deformazione globale, mentre le altre forme sono considerate deformazioni locali.
2. Fattori d'influenza della deformazione di saldatura
(1) L'effetto della posizione di saldatura sulla deformazione di saldatura
Quando le saldature sono disposte simmetricamente nella struttura, si verifica solo un accorciamento longitudinale e trasversale. Tuttavia, se le saldature sono disposte in modo asimmetrico nella struttura, si verifica una deformazione a flessione. La deformazione angolare si verifica quando il centro di gravità della sezione saldata si discosta dal centro di gravità della sezione del giunto.
(2) Influenza della rigidità strutturale
A parità di forza, le strutture con grande rigidità si deformano meno, mentre quelle con bassa rigidità si deformano di più. La deformazione della saldatura avviene sempre nella direzione con il minor vincolo di rigidità strutturale o di saldatura.
(3) Effetto della sequenza di montaggio e saldatura
Il vincolo di rigidità durante la saldatura di un nastro dipende dalla procedura di assemblaggio e di saldatura. Per le strutture con sezioni e saldature simmetriche, è possibile utilizzare un metodo di assemblaggio iniziale in un insieme. Per le strutture con saldature complesse, a causa delle saldature multiple, la deformazione causata da ogni saldatura si ripercuote sulle altre saldature, rendendone difficile il controllo. È quindi necessario adottare una procedura di assemblaggio parziale, saldatura, riassemblaggio e risaldatura per controllare la deformazione complessiva della saldatura.
(4) Altri fattori influenti
La deformazione è strettamente correlata anche al tipo di scanalatura, al gioco di montaggio, alle specifiche di saldatura e al metodo di saldatura.
3. Metodi di controllo della deformazione di saldatura
Per controllare e ridurre al minimo le deformazioni di saldatura, è essenziale adottare schemi di progettazione e misure di processo adeguati.
(1) Ridurre il più possibile il numero, la lunghezza e le dimensioni delle saldature, pur garantendo una progettazione ragionevole per la capacità portante.
Disporre la posizione delle saldature in modo ragionevole, in modo che tutte le saldature della struttura siano simmetriche o il più vicino possibile all'asse neutro della sezione. Ciò contribuirà a ridurre la deformazione della saldatura.
(2) Misure di processo necessarie:
① Riserva di restringimento:
Durante la preparazione del pezzo, aggiungere un adeguato margine di ritiro.
In genere, il ritiro longitudinale della saldatura viene calcolato in base alla lunghezza della saldatura e dipende da fattori quali la scanalatura, il tipo di giunto e lo spessore della piastra.
② Metodo della deformazione inversa:
Utilizzare l'esperienza o i metodi di calcolo per determinare il metodo di deformazione inversa.
Prima della saldatura, è fondamentale valutare l'entità e la direzione della potenziale deformazione del pezzo. Per evitare la deformazione residua, posizionare il pezzo saldato nella direzione opposta a quella della deformazione o applicare preventivamente una deformazione artificiale durante l'assemblaggio. Un controllo adeguato contribuirà a garantire che il pezzo raggiunga la forma corretta.
Controllo antideformazione della saldatura di testa della lamiera d'acciaio di spessore 8~12 mm
③ Selezionare metodi e specifiche di saldatura adeguati:
Utilizzare fonti di calore a concentrazione energetica e metodi di saldatura rapidi per ridurre le deformazioni.
④ Sequenza ottimale di montaggio e saldatura:
Dividere la struttura grande in parti più piccole, assemblare e saldare ogni parte separatamente, quindi unire le parti in un insieme completo.
⑤ Fissaggio robusto:
Fissare e bloccare la struttura prima della saldatura per ridurre la deformazione dovuta a vincoli esterni. Tuttavia, la struttura rigida serraggio può impedire il ritiro libero della saldatura, con conseguenti elevate sollecitazioni interne al componente.
Pertanto, è fondamentale selezionare con cura il materiale e la struttura della saldatura.
⑥ Utilizzare una sequenza di saldatura ragionevole
4. Correzione della deformazione di saldatura
Nonostante l'adozione di metodi di controllo della deformazione, è ancora difficile evitare la deformazione dopo la saldatura. Quando la deformazione della saldatura supera i limiti specificati nei requisiti tecnici del prodotto, è necessario eseguire una correzione post-saldatura per soddisfare gli standard di qualità del prodotto.
L'obiettivo della correzione è indurre una nuova deformazione nei componenti saldati per contrastare la deformazione verificatasi durante la saldatura. Tuttavia, il processo di correzione spesso aumenta le sollecitazioni interne dei componenti.
Per evitare fratture locali durante la correzione, è consigliabile alleviare sollecitazione residua di saldatura prima di correggere la deformazione. Ciò contribuisce a garantire l'integrità e la stabilità del componente.
Metodi comuni di correzione meccanica e a fiamma nella produzione:
(1) Metodo di correzione meccanica:
Il metodo di correzione meccanica prevede l'utilizzo di una pressione meccanica o di un martellamento a freddo per produrre una deformazione plastica e correggere la deformazione della saldatura.
(2) Metodo di correzione della fiamma:
Il metodo di correzione alla fiamma sfrutta la contrazione causata dal riscaldamento locale con una fiamma per contrastare l'allungamento e la deformazione dell'area interessata. È fondamentale identificare correttamente la posizione di riscaldamento e la temperatura di riscaldamento per la correzione a fiamma è tipicamente compresa tra 600 e 800°C.
Correzione della deformazione di saldatura di travi a T mediante riscaldamento a fiamma
Correzione della deformazione dell'arco superiore
Correzione della deformazione angolare
(3) Prestare particolare attenzione al tipo di acciaio durante la correzione:
Quando si esegue una correzione, è importante tenere presente la tipo di acciaio utilizzato:
Evitare di utilizzare la martellatura per le apparecchiature resistenti alla corrosione per evitare la corrosione da stress.
Acciai con tendenza a corrosione intergranulare e l'elevata tempra non devono essere corretti con la correzione alla fiamma.
Per gli acciai ad alto limite di snervamento con un'elevata tendenza alla criccatura da freddo, è meglio ridurre al minimo l'uso di metodi meccanici, in quanto possono facilmente provocare l'indurimento da lavoro a freddo.
Elementi e specifiche del processo di saldatura
Tecnologia di saldatura è un fattore critico per garantire la qualità dei giunti saldati. In un ambiente di produzione, gli elementi del processo di saldatura sono delineati nelle linee guida dettagliate della procedura di saldatura.
La scheda di procedura di saldatura dettagliata viene creata in base ai risultati del test di qualificazione della procedura di saldatura corrispondente.
Gli elementi specificati nella scheda dettagliata della procedura di saldatura comprendono:
③ Parametri di specifica della procedura di saldatura;
④ Tecnica di saldatura;
⑤ Ispezione post-saldatura e così via.
Parametri elettrici di saldatura:
(1) Quando si utilizza la saldatura continua in c.a. o in c.c., i principali parametri elettrici nelle specifiche di saldatura sono i seguenti tensione di saldatura e corrente.
(2) Per la saldatura a corrente pulsata, i parametri elettrici aggiuntivi includono la frequenza alternata, il rapporto on-off, la corrente di base e il valore della corrente di picco.
(3) Il principio di selezione dei parametri delle specifiche di saldatura è quello di garantire una penetrazione adeguata e un cordone di saldatura privo di cricche, soddisfacendo al contempo i requisiti di prestazione specificati nelle condizioni tecniche.
Quando si selezionano i parametri elettrici, è importante considerare l'impatto di calore di saldatura input sulle prestazioni congiunte.
Fare riferimento alla Tabella 4-8 per la selezione dei diametri degli elettrodi per la saldatura ad arco manuale e il corrispondente intervallo di corrente di saldatura.
Tabella 4-8 Selezione del diametro dell'elettrodo e della corrente di saldatura per la saldatura manuale ad arco
Spessore delle parti in acciaio (mm)
1.5
2
3
4~5
6~8
9~12
12~15
16~20
>20
Diametro dell'elettrodo (mm)
1.6
2
3
3~4
4
4~5
5
5~6
6~10
Corrente di saldatura (A)
25~40
40~65
65~100
100~160
160~210
160~250
200~270
260~300
320~400
Tabella 4-9 Selezione delle specifiche di saldatura automatica ad arco sommerso a doppio lato per pezzi smussati
Saldatura automatica ad arco sommerso
Forma della scanalatura
Diametro del filo di saldatura (mm)
Sequenza di saldatura
corrente di saldatura (A))
Tensione d'arco (V))
Velocità di saldatura (m/h)
14
5
positivo
830~850
36~38
5
negativo
600~620
36~38
16
5
positivo
830~850
36~38
5
negativo
600~620
36~38
18
5
positivo
830~850
36~38
5
negativo
600~620
36~38
22
6
positivo
1050~1150
38~40
5
negativo
600-620
36~38
24
6
positivo
1100
38~40
5
negativo
800
36~38
30
6
positivo
100~1100
36~40
5
negativo
900~1000
36~38
Cricche e controllo della saldatura
Cricche da saldatura si riferiscono alla separazione del materiale metallico (frattura locale) all'interno del giunto saldato per cause legate alla saldatura, come la metallurgia, i materiali o le forze interne ed esterne, durante o dopo la saldatura.
Le crepe sono uno dei fattori più pericolosi difetti di saldaturacaratterizzati da estremità appuntite e da un'ampiezza di separazione (spostamento di apertura) molto inferiore alla lunghezza della cricca.
La prevenzione delle cricche di saldatura è un aspetto cruciale nella progettazione e nella produzione di strutture saldate.
1. Classificazione delle cricche da saldatura
Esistono vari tipi di saldatura e i loro metodi di classificazione si sono evoluti di pari passo con l'approfondimento delle conoscenze sulla natura delle fessure.
La tabella seguente fornisce una classificazione generale in base alla tempistica e alla posizione delle fessure.
Tabella 4-11 Attuale metodo di classificazione delle cricche
Periodo di insorgenza delle crepe
Sito di occorrenza
Nome
Processo di saldatura
Vicino alla linea solida
linea di saldatura
Fessura di solidificazione
Crack caldo
Zona colpita dal calore
Fessura di liquefazione
Al di sotto della linea di fase solida
linea di saldatura
Crepa poligonale
Vicino alla temperatura di ricristallizzazione T
Zona colpita dal calore
Fessurazione plastica ad alta temperatura
Vicino alla temperatura ambiente
Zona colpita dal calore
Crepa fredda
Zona interessata dal calore e strato di laminazione del metallo base
Lacerazione lamellare
Durante il riscaldamento di rinvenimento ad alta temperatura dopo la saldatura
Zona colpita dal calore
Riscaldare la crepa
Durante l'utilizzo di un mezzo corrosivo
Saldature, zona interessata dal calore
Cricca da corrosione sotto sforzo
2. Condizioni generali per la formazione di cricche di saldatura
Le cricche nei ponti in acciaio ad alta resistenza e nelle strutture navali sono principalmente cricche da freddo, che rappresentano il 90% di tutte le cricche. Negli impianti petrolchimici e nelle apparecchiature elettriche, crepe calde sono più frequenti. L'acciaio perlitico resistente al calore è soggetto a cricche da riscaldo.
Le fessurazioni sono dovute a due motivi principali:
(1) Le tensioni e le deformazioni derivanti dal vincolo sono una delle principali cause di cricca. Il processo di riscaldamento non uniforme durante la saldatura può provocare tensioni e deformazioni di trazione nel giunto a causa del vincolo dell'intera struttura durante il processo di raffreddamento della saldatura.
(2) In uno specifico intervallo di temperatura, a causa della presenza di fattori di fragilità, parti specifiche del giunto si romperanno sotto sforzo di trazione.
3. Cricche da saldatura
1. Crepe a caldo
(1) Caratteristiche delle cricche da saldatura a caldo:
Le cricche calde presentano le seguenti caratteristiche morfologiche, che le distinguono dalle altre cricche:
La maggior parte delle cricche si aprono sulla superficie della saldatura e hanno un colore ossidato.
② Le cricche si verificano spesso alla giunzione delle dendriti e lungo la direzione longitudinale al centro della sezione trasversale della saldatura.
③ Le cricche sono tipicamente intergranulari e presentano proprietà di frattura intergranulare ad alta temperatura.
④ Si verificano soprattutto durante e dopo la solidificazione.
(2) Meccanismo di formazione:
Nella solidificazione processo di saldaturaQuando è presente un eutettico a basso punto di fusione, la rapida velocità di raffreddamento della saldatura può causare il distacco del bordo del grano e la formazione di cricche quando il grano si è solidificato e il bordo del grano è ancora allo stato liquido con una resistenza alla deformazione quasi nulla e la tensione di saldatura è elevata.
(3) Fattori di influenza:
Effetto della composizione chimica della saldatura:
Molti cristalli eutettici nella saldatura sono il risultato di reazioni metallurgiche di saldatura.
Gli elementi che possono produrre eutettici sono elementi che favoriscono la criccatura a caldo.
Gli elementi in grado di raffinare i grani, di produrre composti ad alto punto di fusione o di distribuire eutettici a basso punto di fusione in forme sferiche o a blocchi sono efficaci nell'inibire le cricche a caldo.
Tabella 4-12 Effetto di elementi in lega sulla tendenza alla fessurazione a caldo
Influenza seriamente la formazione di cricche calde
Una piccola quantità ha un effetto limitato, mentre una grande quantità favorisce la formazione di crepe a caldo.
Riduzione della tendenza alla criccatura a caldo della saldatura
Titanio, zirconio, alluminio, elementi rari, manganese (entro 0,8%)
Azoto, ossigeno, arsenico
Influenza della forma della sezione di saldatura:
Le cricche a caldo sono inclini a formarsi in saldature profonde e strette a causa della macro segregazione che si concentra al centro della saldatura. Pertanto, quando si esegue la saldatura automatica ad arco sommerso su lamiere spesse, è fondamentale regolare la corrente di saldatura e la proporzione della tensione d'arco per garantire che il coefficiente di forma della saldatura sia superiore a 1,3~1,5.
Nella saldatura ad arco manuale, la sezione di saldatura è piccola e la corrente è bassa, il che rende meno probabile la formazione di saldature profonde e strette.
Influenza del processo di saldatura e della struttura della saldatura:
La struttura del saldato e il processo di saldatura hanno un impatto diretto sul vincolo del giunto saldato, che si riflette nella tensione di saldatura. Il suo effetto sulle cricche a caldo è considerato un fattore meccanico.
(4) Misure per prevenire le cricche da saldatura a caldo:
Le misure di base per prevenire le cricche a caldo consistono nel controllare rigorosamente la composizione chimica della saldatura, limitare il contenuto di carbonio, zolfo e fosforo e aggiungere sufficienti desolforatori ai materiali di saldatura.
② Implementare le misure di processo quali preriscaldamento prima della saldatura, tracciatura a caldo e saldatura ad alta energia del filo (assicurandosi che il fattore di forma della saldatura non sia troppo piccolo).
③ Ridurre il più possibile la rigidità della saldatura per minimizzare le sollecitazioni interne della saldatura.
2. Crepe fredde
(1) Caratteristiche delle cricche da freddo:
Le cricche fredde sono i difetti di saldatura più comuni quando si saldano acciai basso-legati ad alta resistenza, acciai medio-legati, acciai a medio tenore di carbonio e altri acciai facilmente temprabili.
① Si verificano dopo la solidificazione del metallo saldato, di solito al di sotto del livello di temperatura di saldatura. martensite temperatura di trasformazione o a temperatura ambiente.
② Si verificano principalmente nella zona interessata dal calore e raramente nella zona di saldatura.
③ Sono spesso in ritardo.
(2) Causa: La causa principale delle cricche da freddo è l'effetto combinato della struttura a bassa plasticità (struttura di indurimento) nella zona termicamente interessata della saldatura, dell'idrogeno nel giunto saldato e delle sollecitazioni di saldatura.
(3) Fattori di influenza:
① Effetto di indurimento:
Quando l'acciaio facilmente temprabile viene saldato, la zona surriscaldata forma una struttura di martensite grossolana, riducendo la plasticità del metallo nella zona interessata dal calore e aumentandone la fragilità. Ciò lo rende incline alla criccatura in presenza di elevate sollecitazioni di trazione in saldatura.
② Ruolo dell'idrogeno:
Le cricche fredde indotte dall'idrogeno presentano le caratteristiche della frattura ritardata, dalla latenza all'innesco, alla propagazione e alla fessurazione. La durata del ritardo è correlata alla concentrazione di idrogeno e al livello di sollecitazione del giunto saldato.
TW - Superficie isotermica di trasformazione austenitica della saldatura; TH - Superficie isotermica di trasformazione austenitica nella zona termicamente interessata Diffusione indotta dell'idrogeno corrispondente
③ Effetto della sollecitazione di saldatura:
È più probabile che si verifichino cricche fredde quando lo sforzo di saldatura è di trazione e avviene contemporaneamente alla precipitazione di idrogeno e all'indurimento del materiale.
La saldatura di lamiere spesse è più soggetta a cricche da freddo alla radice. Ciò è dovuto alla rigidità della lamiera spessa e al rapido raffreddamento, che porta alla formazione di una struttura di spegnimento e determina un'elevata sollecitazione di saldatura.
3. Riscaldare le crepe
(1) Caratteristiche delle cricche da riscaldo
① Le cricche da riscaldo si verificano nell'intervallo di temperatura 540-930°C dopo il trattamento termico di distensione post-saldatura.
② Le cricche si propagano lungo i confini dei grani nella zona a grana grossa della zona colpita dal calore.
③ Le cricche intergranulari con forma ramificata si arrestano quando raggiungono l'area a grana fine della saldatura o del metallo base.
(2) Meccanismo di formazione delle cricche da riscaldo
Dopo il trattamento termico di distensione post-saldatura e il riscaldo, i carburi della lega si disperdono e precipitano sulle linee di dislocazione dopo la conservazione termica a 550-700°C, rafforzando la struttura intragranulare.
Allo stesso tempo, la resistenza dei confini dei grani nella zona a grana grossa è bassa e la plasticità è scarsa.
Durante il processo di riscaldo, le tensioni residue vengono rilasciate e la resistenza del bordo del grano è più debole di quella del grano, con conseguente criccatura del bordo del grano.
(3) Fattori di influenza
Sono diversi i fattori che influenzano le cricche da riscaldo:
Questi includono la composizione chimica, lo stato di vincolo, le specifiche di saldatura, bacchetta per saldatura resistenza, le specifiche di distensione e la temperatura di servizio del metallo di base.
① La composizione chimica influisce principalmente sulla plasticità dei confini dei grani nella zona colpita dal calore.
② Lo stato di vincolo e le specifiche di saldatura influenzano la tensione residua di saldatura.
Le specifiche del trattamento termico di distensione e la temperatura di servizio influenzano principalmente la deformazione plastica e il grado di precipitazione del carburo di lega causato dal riscaldamento.
Pertanto, la capacità di deformazione plastica della zona a grana grossa nella zona interessata dal calore, la tensione residua di saldatura e la deformazione plastica causata dal riscaldo sono i tre fattori fondamentali che influenzano le cricche da riscaldo.
(4) Misure per prevenire le cricche da riscaldo
Migliorare la plasticità della zona a grana grossa nella zona interessata dalla saldatura.
Ridurre le sollecitazioni residue di saldatura.
① La misura principale consiste nel selezionare un metallo base con bassa sensibilità alle cricche da riscaldo.
② Adottare tutte le misure necessarie per ridurre lo stress residuo.
③ Evitare di combinare le sollecitazioni residue di saldatura con altre sollecitazioni, come quelle strutturali e quelle termiche durante il riscaldo.
④ L'uso di materiali di saldatura a basso accoppiamento aiuta ad assorbire le deformazioni.
⑤ Per garantire la riduzione dello stress, utilizzare la temperatura di riscaldo più bassa possibile e il tempo di mantenimento più breve.
Se possibile, sostituire il riscaldamento con un post-riscaldamento leggermente inferiore a quello del temperatura di preriscaldamento per ottenere risultati migliori.
4. Lacerazione lamellare
(1) Caratteristiche della lacerazione lamellare
① Durante il rapido raffreddamento della saldatura, nella lamiera d'acciaio si formano cricche parallele alla superficie di laminazione del metallo di base a causa della tensione di saldatura nella direzione dello spessore della lamiera. Queste cricche sono note come lacerazioni lamellari e si verificano spesso nelle giunzioni di lamiere spesse a forma di T e K.
La lacerazione lamellare è un tipo di cricca che si verifica a temperatura ambiente, in genere dopo il raffreddamento a meno di 150°C o a temperatura ambiente dopo la saldatura. Tuttavia, quando il vincolo strutturale è molto elevato e l'acciaio è altamente sensibile alla lacerazione lamellare, questa può verificarsi anche a temperature comprese tra 300 e 250°C.
(a) Posizione tipica della lacerazione lamellare nell'articolazione a "T".
(b) Lacerazione lamellare nel giunto a valle del tamburo della caldaia
(2) Principali fattori che causano la lacerazione lamellare
① Influenza delle inclusioni
Le inclusioni sono la causa principale dell'anisotropia dell'acciaio e l'origine della lacerazione lamellare.
② Effetto delle proprietà del metallo di base
La plasticità e la tenacità della matrice metallica hanno un impatto significativo sulla lacerazione lamellare. Una scarsa plasticità e tenacità si traduce in una scarsa resistenza alla lacerazione lamellare.
③ Influenza della sollecitazione di vincolo
Tutte le cricche di saldatura si verificano sotto l'azione di sollecitazioni di trazione e la lacerazione lamellare non fa eccezione. La lacerazione lamellare si verifica solo quando i giunti d'angolo e i giunti a T sono soggetti alla formazione di grandi tensioni di contenimento bidirezionali.
(3) Precauzioni per la lacerazione lamellare
La lacerazione lamellare è difficile da riparare, quindi la prevenzione di questo difetto è l'obiettivo principale.
Quando il giunto saldato è soggetto a lacerazioni lamellari, valutare la sensibilità alla lacerazione lamellare della lamiera d'acciaio utilizzata e scegliere una lamiera con bassa sensibilità.
Adottare un tipo di scanalatura ragionevole per allineare la linea di fusione della saldatura il più vicino possibile alla piastra d'acciaio.
③ Per i tipi di acciaio sensibili alla lacerazione lamellare, se possibile, utilizzare materiali di saldatura con un grado di resistenza inferiore, una migliore plasticità e tenacità per ridurre le sollecitazioni nella direzione dello spessore della lamiera.
④ Per i tipi di acciaio con elevata sensibilità alla lacerazione lamellare, pre-depositare diversi strati di metallo di saldatura a bassa resistenza sulla superficie della piastra d'acciaio al momento della saldatura. scanalatura di saldatura.
Lavorazione della struttura di saldatura
La disposizione dei cordoni di saldatura in un struttura di saldatura ha un impatto significativo sulla qualità e sull'efficienza dei giunti saldati.
Principi generali della disposizione dei giunti di saldatura:
La disposizione delle saldature deve facilitare le operazioni di saldatura
La disposizione della saldatura deve garantire uno spazio libero per consentire ai saldatori di lavorare liberamente e alle attrezzature di saldatura di funzionare normalmente.
Quando si esegue la saldatura ad arco sommerso, si deve tenere conto della facilità di stoccaggio del flusso di saldatura.
Per la saldatura a punti e saldatura delle cucitureSi deve prendere in considerazione la facilità di inserimento degli elettrodi.
La posizione di saldatura deve evitare le massime sollecitazioni e la concentrazione delle sollecitazioni
Per i componenti con sollecitazioni elevate e complesse, le saldature non devono essere collocate in posizioni di massima sollecitazione e concentrazione delle sollecitazioni.
Ad esempio, la saldatura di giunzione di una trave e di una piastra in acciaio saldate a grande luce non deve essere posizionata al centro della trave, ma deve essere aggiunta una saldatura supplementare.
La disposizione decentrata delle saldature riduce le sollecitazioni e le deformazioni di saldatura
Saldature dense o incrociate possono causare surriscaldamento, allargare la zona termicamente interessata e indebolire la struttura.
In genere, la distanza tra due saldature deve essere superiore a tre volte lo spessore della piastra e non inferiore a 100 mm.
Le saldature devono evitare, quando possibile, le superfici lavorate.
Se è necessaria una lavorazione prima della saldatura, la posizione della saldatura deve essere progettata il più lontano possibile dalla superficie lavorata.
Su superfici con elevati requisiti di lavorazione, è meglio evitare di impostare le saldature.
La progettazione della transizione dell'estremità di saldatura deve essere liscia ed evitare la fusione
Per evitare la fusione durante la saldatura, non devono esserci angoli acuti all'estremità della saldatura. La transizione tra due giunti di saldatura deve essere liscio per evitare la concentrazione delle sollecitazioni.
GB/T 19804-2005/ISO 13920:1996
(1) Tolleranza dimensionale generale e tolleranza geometrica gamma di strutture saldate
Tabella 1 Tolleranza delle dimensioni lineari Unità: mm
Gamma di dimensioni nominali l
Classe di tolleranza
A
B
C
D
2~30
Tolleranza t
± 1
>30~120
± 1
± 2
± 3
± 4
>120~400
± 1
± 2
± 4
± 7
>400~1000
± 2
± 3
± 9
± 6
>1000~2000
±3
±4
±8
±12
>2000~4000
±4
±6
±11
±16
>4000-~8000
±5
±8
±14
±21
>8000~12000
±6
±10
±18
±27
>12000~16000
±7
±12
±21
±32
>16000~20000
±8
±14
±24
±36
>20000
±9
±16
±27
±40
(2) Tolleranza della dimensione angolare
Il lato più corto dell'angolo deve essere utilizzato come bordo di riferimento e la sua lunghezza può essere estesa fino a un punto di riferimento designato. In questo caso, il punto di riferimento deve essere segnato sul disegno. Per le tolleranze, consultare la Tabella 2. Le figure da 1 a 5 forniscono esempi specifici.
Tabella 2 Tolleranza delle dimensioni angolari
Classe di tolleranza
Dimensione nominale (lunghezza del pezzo o lunghezza del lato corto) range/mm
Il rettilineitàLe tolleranze di planarità e parallelismo elencate nella Tabella 3 si applicano a tutte le dimensioni delle saldature, degli assiemi saldati o dei componenti saldati, nonché alle dimensioni indicate sui disegni. Le tolleranze di coassialità e simmetria non sono specificate. Se queste tolleranze sono necessarie per la produzione, devono essere indicate sul disegno secondo la norma GB/T1182.
Tabella 3 Tolleranze per rettilineità, planarità e parallelismo Unità: mm
Grado di pubblico
E
F
G
H
Intervallo della dimensione nominale l (corrispondente al lato più lungo della superficie)
>30~120
Tolleranza t
± 0.5
±1
± 1.5
± 2.5
>120~400
±1
± 1.5
±3
±5
>400~1000
±1.5
±3
± 5.5
±9
>1000~-2000
±2
± 4.5
±9
±14
>2000~4000
±3
±6
±11
±18
>4000~8000
±4
±8
±16
±26
>8000~-12000
±5
±10
± 20
±32
>12000~16000
±6
±12
±22
±36
>16000~20000
±7
±14
± 25
±40
>20000
±8
±16
± 25
±40
Ispezione della sezione di rivettatura e saldatura della lamiera
1. Standard di ispezione delle materie prime
1.1 Materiali metallici
1.1.1 Lamiera Spessore e qualità Lo spessore e la qualità delle lamiere devono essere conformi allo standard nazionale e devono essere forniti il rapporto di prova delle prestazioni e il certificato del produttore delle lamiere utilizzate.
1.1.2 Aspetto del materiale Il materiale deve essere piatto, privo di ruggine, crepe e deformazioni.
1.1.3 Dimensioni Le dimensioni devono essere conformi ai disegni o ai requisiti tecnici. Se non fornite dalla nostra azienda, devono essere conformi alle norme nazionali vigenti.
1.2 Polvere di plastica
1.2.1 Consistenza della polvere di plastica L'intero lotto di polvere di plastica deve avere una buona consistenza, con un certificato di fabbrica e un rapporto di ispezione che includa il numero di polvere, il numero di colore e i vari parametri di ispezione.
1.2.2 Requisiti di prova La polvere di plastica deve soddisfare i requisiti del prodotto dopo la prova, compresi colore, lucentezza, livellamento, adesione, ecc.
1.3 Ferramenta e dispositivi di fissaggio generali
1.3.1 Aspetto La superficie deve essere priva di ricami e bave e l'aspetto dell'intero lotto di materiali in entrata deve essere uniforme.
1.3.2 Dimensioni Le dimensioni devono soddisfare i requisiti dei disegni e delle norme nazionali.
1.3.3 Prestazioni Le prestazioni devono soddisfare i requisiti del prodotto dopo il montaggio di prova e le prestazioni di servizio.
2. Standard di ispezione della qualità del processo
2.1 Standard di ispezione della tranciatura
Tutti gli angoli vivi, i bordi e le superfici ruvide che possono causare danni devono essere sbavati.
Le bave prodotte dalla stampigliatura non devono presentare sporgenze, rientranze, rugosità, graffi, ruggine o altre imperfezioni evidenti sulle superfici esposte e visibili dei pannelli delle porte e dei pannelli.
Bave: Dopo la tranciatura, l'altezza della bava non deve superare 5% dello spessore della lastra (t).
Graffi e segni di coltello: Il prodotto è considerato qualificato se non presenta graffi visibili quando viene toccato con le mani e i graffi non devono essere superiori a 0,1.
Le specifiche per la tolleranza superficiale sono presentate nella Tabella I.
Tabella 1 allegata. Requisiti di tolleranza di planarità
Dimensione della superficie (mm)
Dimensione della deformazione (mm)
Sotto 3
Meno di ±0,2
Più di 3 ma meno di 30
Meno di ±0,3
Più di 30 ma meno di 400
Meno di ±0,5
Più di 400 ma meno di 1000
Meno di ±1,0
Più di 1000 ma meno di 2000
Al di sotto di ±1,5
Più di 2000 ma meno di 4000
Meno di ± 2,0
2.2 Standard di ispezione della piegatura
2.2.1 Bava: L'altezza della bava estrusa dopo la piegatura non deve superare 10% dello spessore della piastra (t). Se non diversamente specificato, la raggio di curvatura deve essere R1.
2.2.2 Indentatura: Il prodotto può presentare pieghe visibili, ma non devono essere percepibili al tatto. Il prodotto può essere confrontato con un campione di riferimento.
2.2.3 Norme di deformazione a flessione: Gli standard di deformazione a flessione devono essere conformi alle Tabelle II, III e IV.
2.2.4 Direzione e dimensioni della piegatura: La direzione e le dimensioni della piegatura devono essere coerenti con i disegni.
Tabella 2 allegata: Requisiti di tolleranza diagonale
Dimensione diagonale (mm)
Differenza di dimensione della diagonale (mm)
Sotto i 300
Inferiore a ±0,3
Più di 300 ma meno di 600
Meno di ±0,6
Più di 600 ma meno di 900
Meno di ±0,9
Più di 900 ma meno di 1200
Meno di ±1,2
Più di 1200 ma meno di 1500
Meno di ± 1,5
Più di 1500 ma meno di 1800
Meno di ± 1,8
Più di 1800 ma meno di 2100
Inferiore a±2,1
Più di 2100 ma meno di 2400
Inferiore a±2,4
Oltre 2400 - 2700
Al di sotto di ±2,7
2.3 Angolo:
L'angolo deve essere controllato e misurato in base alle specifiche dei disegni. La tolleranza per l'angolo è presentata nella Tabella III.
Valore di deviazione limite della dimensione angolare
Valore di deviazione limite della dimensione angolare
Classe di tolleranza
Segmentazione dimensionale di base
0-10
>10-50
>50-120
>120-400
>400
Precisione f
± 1 °
±30'
+20'
±10'
±5'
Medio m
Grosso c
+1°30
+1°
+30
+15′
+10'
Più grossolano v
+3°
±2°
+1°
+30'
+20'
2.4 Standard di ispezione per i pezzi in lamiera
Le dimensioni devono essere controllate in base ai requisiti del disegno e la tolleranza dimensionale è riportata nella Tabella IV.
Tabella 4 allegata: Requisiti di tolleranza dimensionale
Dimensione standard
Tolleranza dimensionale (mm)
Sotto 3
±0.2
Più di 3 ma meno di 30
±0.3
Più di 30 ma meno di 400
± 0.5
Più di 400 ma meno di 1000
±1.0
Più di 1000 ma meno di 2000
± 1.5
Più di 2000 ma meno di 4000
± 2.0
2.5 Saldatura
2.5.1 Le saldature devono essere forti e consistenti, senza difetti come saldature inadeguate, cricche, penetrazione incompleta, penetrazione di saldatura, intagli o sottosquadri.
La lunghezza e l'altezza delle saldature non devono superare il 10% della lunghezza e dell'altezza richieste.
2.5.2 Requisiti dei punti di saldatura: La lunghezza di ciascun punto di saldatura deve essere compresa tra 8 e 12 mm, con una distanza di 200 ± 20 mm tra due punti di saldatura. Il punto di saldatura V deve essere simmetrico e avere posizioni superiori e inferiori uniformi.
Se i disegni di lavorazione prevedono requisiti speciali per i punti di saldatura, tali requisiti hanno la precedenza.
2.5.3 La distanza tra i punti di saldatura deve essere inferiore a 50 mm, il diametro del punto di saldatura deve essere inferiore a φ5 e i punti di saldatura devono essere uniformemente distanziati. La profondità della rientranza sui punti di saldatura non deve superare 15% dello spessore effettivo della piastra e dopo la saldatura non devono rimanere cicatrici di saldatura evidenti.
2.5.4 Dopo la saldatura, nessun'altra parte non saldata può essere danneggiata dalle scorie o dall'arco di saldatura e tutte le parti non saldate possono essere danneggiate. saldatura di superficie scorie e schizzi devono essere rimossi.
2.5.5 Dopo la saldatura, la superficie esterna dei pezzi deve essere priva di inclusioni di scorie, fori d'aria, sovrapposizioni, rigonfiamenti, depressioni o altri difetti. I difetti sulla superficie interna non devono essere evidenti e non devono compromettere l'assemblaggio.
Anche le sollecitazioni post-saldatura di parti importanti come i pannelli delle porte e i pannelli devono essere alleggerite per evitare la deformazione del pezzo.
2.5.6 La superficie esterna delle parti saldate deve essere levigata mediante molatura. Per le parti verniciate a polvere e le parti galvaniche, la rugosità dopo la rettifica deve essere Ra3,2-6,3, mentre per le parti verniciate deve essere Ra6,3-12,5.
3. Standard di ispezione per le parti spruzzate
3.1 Controllo dell'aspetto (metodo di controllo: ispezione visiva e tastatura manuale)
3.1.1 Prima di spruzzare, la superficie del pezzo deve essere sgrassata, derubricato, fosfatizzati e puliti.
3.1.2 La superficie del pezzo non deve presentare filigrane o residui di soluzione detergente.
3.1.3 La superficie del pezzo non deve presentare macchie d'olio, polvere, fibre o altri fenomeni indesiderati che possano compromettere la qualità o l'adesione della superficie spruzzata.
3.1.4 Il colore deve corrispondere alla lastra campione (non deve essere osservata alcuna differenza di colore evidente sotto la luce naturale o una lampada fluorescente da 60w per una visione normale) e non deve esserci alcuna differenza di colore per lo stesso lotto di prodotti (nota: la differenza di colore include colore e lucentezza).
3.1.5 La superficie del rivestimento deve essere liscia, piana e uniforme e non deve presentare i seguenti difetti:
Mancata asciugatura e incollaggio posteriore: la superficie sembra asciutta, ma in realtà non lo è del tutto, con (o suscettibile di) segni di grana sulla superficie e peluria del tessuto;
Cedimento: sulla superficie sono presenti sporgenze liquide a forma di perlina nella parte superiore;
Particelle: la superficie ha un aspetto simile alla sabbia e risulta bloccata al tatto;
Buccia d'arancia: la superficie appare disomogenea e irregolare come la buccia di un'arancia;
Perdita dal basso: la superficie è trasparente e il colore del substrato è visibile;
Fori: piccoli fori (buchi) sulla superficie dovuti al ritiro, detti anche fori di spillo;
Con motivo: il colore della superficie varia in profondità, mostrando dei motivi;
Rughe: la superficie è localmente ammassata e sollevata, mostrando rughe (ad eccezione della polvere per rughe);
Inclusione: sono presenti oggetti estranei nel rivestimento;
Danno meccanico: graffi, abrasioni e contusioni causati da forze esterne.
3.1.6 Standard di classificazione delle superfici:
Superficie di grado A: la superficie esterna che si vede spesso dopo l'assemblaggio, come il pannello del mobile, la porta del mobile, i lati intorno al mobile, la superficie superiore visibile alle persone comuni e la superficie bassa visibile senza piegarsi.
Superficie di grado B: superficie raramente visibile ma visibile in determinate condizioni, come gli accessori interni, le nervature di rinforzo e il lato interno del cancello visibile dopo l'apertura.
Superficie di grado C: superficie generalmente non visibile o visibile solo durante il montaggio, come la superficie di contatto tra il carrello e la guida del mobile.
3.1.7 Condizioni di ispezione:
Requisiti della sorgente luminosa: Luce diurna artica o lampada fluorescente ad alta efficienza per interni con due sorgenti luminose (illuminamento di 1000 lumen).
Distanza di ispezione visiva: 300 mm per la superficie di grado A, 500 mm per la superficie di grado B e 1000 mm per la superficie di grado C.
3.1.8 Standard di ispezione:
La superficie del prodotto deve essere distinta in base allo standard della sorgente luminosa.
Il film di rivestimento di tutte le superfici di grado non deve presentare esposizione del materiale di base, spellature o altri difetti e tutte le superfici non devono presentare graffi, bolle, fori di spillo, accumuli di polvere o altri fenomeni indesiderati.
Colore e modello: il produttore deve realizzare i campioni richiesti, che devono essere confermati da entrambe le parti.
L'accettazione deve essere effettuata secondo il campione, senza alcuna differenza di colore evidente (non più di 3 gradi), e la grana deve corrispondere al campione.
L'ispezione deve essere condotta a livello di distanza dagli occhi, con una velocità di scansione di 3 m/min.
3.1.9 Standard per i difetti di aspetto:
Per i criteri di determinazione si veda la Tabella 5 allegata.
Tabella 5 allegata: Criteri di giudizio per i difetti della superficie
Numero di serie
Tipo di difetto
Valore di specifica (mm)
Area limite (mm2)
Strumenti di ispezione
Sotto il 100
100-300
Sopra i 300
A
B
C
A
B
C
AB
C
1
Abrasione, graffio, graffio
10 in lunghezza e meno di 0,1 in larghezza
0
2
2
0
3
1
4
4
Nastro nonio
Lunghezza: 10, larghezza: meno di 0,15
0
1
1
0
2
21
3
3
15 di lunghezza e meno di 0,1 di larghezza
0
0
0
0
1
1
1
2
2
Più di 0,15 di larghezza
0
0
0
0
0
0
1
1
2
Particella estranea
Sotto 1
1
2
3
2
3
4
3
4
5
verniero
Sotto l'1,5
0
1
2
1
2
3
2
3
4
Sotto 2
0
0
1
0
1
2
0
2
3
3
Cavità di contrazione
Al di sotto di φ0,3
1
1
2
2
2
3
3
3
4
verniero
Al di sotto di φ0,5
0
0
1
1
1
2
2
2
3
Superiore a φ0,5
0
0
0
0
0
1
0
0
2
4
Punto nero Punto bianco Altri punti di colore
Al di sotto dello 0,3
1
2
2
2
3
3
3
4
4
verniero
5.
Rientranza di curvatura
3 di lunghezza e meno di 0,2 di larghezza.
2
3
3
3
4
4
4
5.
5.
verniero
Lunghezza: 5, larghezza: meno di 0,2
1
2
2
2
3
3
3
4
4
Più di 5 lunghezze
0
1
1
1
2
2
2
3
3
Più di 0,2 di larghezza.
0
0
1
1
0
2
0
2
3
6.
colore e lucentezza
-
Oltre ai limiti superiore e inferiore della tavolozza di colori specificata, non sono ammessi colori misti e shedding.
Ispezione visiva
7.
lucido
-
Non devono esserci dislivelli come specificato nel progetto.
Ispezione visiva
8.
Macchie di olio e macchie
-
No
Ispezione visiva
Osservazioni: I valori nelle caselle nere in grassetto rappresentano i criteri di giudizio. Ad esempio, "2" significa che, nelle condizioni specificate, non sono consentiti più di 2 punti:
3.2 Standard di controllo dello spessore del rivestimento
unità: µm
Progetto
Polvere per esterni
Polvere per interni
Pittura
Metodo di prova
Spessore della superficie del prodotto
60~120
50~100
40~70
Misuratore di spessore del rivestimento
Spessore interno del prodotto
60~100
50~80
30~60
Misuratore di spessore del rivestimento
3.3 Lucentezza del rivestimento e rilevamento del colore
3.3.1 Realizzazione della lastra colorata a spruzzo
A. Durante la cottura, è necessario creare due lastre di colore per ogni forno per effettuare un test di prestazione. La lastra metallica utilizzata deve essere dello stesso materiale del prodotto, con una dimensione di 80 × 120, e deve essere aggiunta al prodotto in condizioni normali. Il numero della polvere, le condizioni di polimerizzazione, la data e l'ora devono essere chiaramente indicati e firmati dal Quality Engineer (QE).
Dopo la conferma, il numero, il nome e la registrazione devono essere registrati e gestiti. Una targa deve essere conservata per i test e l'altra per l'archiviazione.
B. Il periodo di validità della lastra colorata utilizzata nel processo di produzione di spray in polvere è di due anni e deve essere conservata a temperatura ambiente (70 ± 15%) in un ambiente privo di luce. L'ambiente di conservazione deve inoltre mantenere una temperatura e un livello di umidità costanti.
3.3.2 Metodo di rilevamento della lucentezza e del colore
Lucentezza: La brillantezza deve essere valutata utilizzando un glossmetro con un angolo di incidenza di 60° e una tolleranza di errore di ± 5%. Se i risultati soddisfano questi criteri, il prodotto è considerato qualificato.
Colore: il colore del prodotto deve corrispondere al disegno di progetto o non deve differire in modo significativo dalla targa standard.
3.4 Test di adesione del rivestimento
3.4.1 Metodo di prova Baige
Dopo il processo di spruzzatura, si deve prendere una lastra di colore del forno e si devono incidere 11 strati di rivestimento sulla superficie in modo verticale e orizzontale, con un intervallo di 1 mm. L'incisione deve essere eseguita con una forza adeguata, in modo che il graffio non raggiunga il substrato.
Successivamente, la superficie del rivestimento deve essere divisa in 100 quadrati e fissata con un forte adesivo trasparente con un angolo di 45 gradi. L'adesivo deve poi essere rimosso improvvisamente. A questo punto, il contenuto di ogni quadrato deve essere controllato per vedere se è caduto.
Ogni griglia rappresenta l'1% e lo standard di accettazione è il livello 5, il che significa che il numero di caselle con contenuti in calo non deve essere superiore a 5.
3.4.2 Metodo di valutazione
Grado 0: non ci devono essere perdite in nessuna intersezione.
Grado 1: meno di 5% del contenuto delle intersezioni dovrebbe essere caduto.
Grado 2: tra 5% e 15% il contenuto delle intersezioni dovrebbe essere caduto.
Grado 3: tra 15% e 25% il contenuto delle intersezioni dovrebbe essere caduto.
Grado 4: tra 25% e 35% il contenuto delle intersezioni dovrebbe essere caduto.
Grado 5: più di 35% del contenuto delle intersezioni dovrebbe essere caduto.
3.4.3 Metodo di giudizio
Quando lo spessore del rivestimento è inferiore a 40μm, la lunghezza del lato di ciascun quadrato non deve superare 1 mm e deve soddisfare i requisiti del grado 2.
Quando lo spessore del rivestimento è compreso tra 40μm e 90μm, la lunghezza del lato di ciascun quadrato deve essere compresa tra 1mm e 2mm e deve soddisfare i requisiti del Grado 3.
Quando lo spessore del rivestimento è compreso tra 90μm e 120μm, la lunghezza del lato di ciascun quadrato deve essere pari a 2 mm e deve soddisfare i requisiti del grado 4.
Quando lo spessore del rivestimento supera i 120μm, l'adesione può essere ridotta. In generale, è preferibile che lo spessore del rivestimento non superi i 120μm.
Come standard provvisorio, se c'è un quadrato completo con contenuti in calo, il prodotto sarà considerato non qualificato.
3.5 Metodo di prova con piastra di flessione
Dopo il processo di spruzzatura, è necessario prendere una lastra colorata da forno e piegarla di 180 gradi, in modo che l'angolo di piegatura interno sia uguale allo spessore (r=t). In alternativa, la lastra colorata può essere piegata una volta a 90 gradi e il rivestimento non dovrebbe cadere.
3.6 Test di resistenza del rivestimento ai solventi alcolici
La superficie del rivestimento deve essere strofinata ripetutamente con un panno di cotone bianco imbevuto di alcol per 10 volte (senza esercitare una pressione eccessiva). Dopo la pulizia, il panno di cotone non deve presentare alcuna traccia di vernice caduta. Una volta che l'alcol è completamente evaporato, non dovrebbe esserci alcuna differenza di colore o di lucentezza tra l'area strofinata e quella non strofinata.
3.7 Test di resistenza agli urti
Utilizzando l'apparecchiatura di prova, un martello pesante da 500 g deve essere lasciato cadere liberamente da un'altezza di 500 mm. I criteri di valutazione sono i seguenti: dopo l'impatto di un quarto del punzone sulla parte anteriore, non devono verificarsi crepe o cadute di pellicola sul rivestimento superficiale.
3.8 Prova di durezza
Una matita 2H appuntita deve essere usata per formare un angolo di 45 gradi con la superficie della pellicola e spinta in avanti lungo un righello per 15-30 mm. La superficie del film deve essere controllata dopo aver eliminato il segno risultante con una gomma. Il prodotto sarà considerato qualificato se non è esposto alcun substrato.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come fanno i grattacieli a stare in piedi o le auto a rimanere saldate insieme? Questo blog svela la magia delle saldatrici elettriche. Scoprite i principali produttori come Lincoln Electric e Miller Welds,...
Vi siete mai chiesti quali sono i marchi di saldatrici leader del settore? Questo articolo esplora i dieci principali produttori di saldatrici, evidenziandone le innovazioni, la presenza globale e i punti di forza unici....
Vi siete mai chiesti come fanno i saldatori a ottenere giunzioni perfette in posizioni difficili? La saldatura 6GR è una tecnica specializzata per la saldatura di condotte con un anello di ostacolo a 45°, fondamentale per garantire...
Vi siete mai chiesti quali siano i pericoli nascosti dietro le scintille luminose della saldatura? In questo articolo esploriamo gli effetti nocivi della saldatura ad arco di argon sul corpo umano....
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...
Vi siete mai chiesti come perfezionare la vostra tecnica di saldatura TIG? La scelta dei parametri giusti è fondamentale per ottenere saldature forti e pulite. In questo articolo esploreremo gli elementi essenziali: la selezione...
E se si potesse garantire che le saldature siano sempre perfette? In questo articolo esploreremo la valutazione del processo di saldatura, un metodo fondamentale per testare e perfezionare le tecniche di saldatura. Verrà...
Cosa rende un metodo di saldatura migliore di un altro? Questo articolo esplora i vantaggi e gli svantaggi di sette tecniche di saldatura, dal TIG (Tungsten Inert Gas) all'arco metallico schermato manuale...