Эта статья посвящена увлекательному миру сварки, начиная с ручной дуговой сварки и заканчивая передовыми методами сварки в газовой среде. Вы узнаете о методах, преимуществах и способах применения различных сварочных процессов. Приготовьтесь узнать, как эти важнейшие технологии формируют наш современный мир!
Используйте металл, температура плавления которого ниже температуры плавления основного металла, в качестве присадочного металла, нагрейте сварной шов и присадочный металл до температуры между температурой плавления основного металла и температурой плавления присадочного металла, чтобы присадочный металл стал жидким и смачивал основной металл, заполнял зазор в шве и диффундировал с основным металлом для достижения сварки.
Особая классификация:
2.1 Общие методы сварки
2.1.1 Ручная электродуговая сварка
Что такое дуга?
Сильный и длительный газовый разряд между заготовкой и электродом называется дугой.
Грубо говоря, это просто явление газового разряда.
Однако дуга включает в себя три части: область столба дуги, область катода и область анода.
Температура дуги:
Площадь катода 2100 ℃,
Дуговая колонка 5700~7700 ℃
Площадь анода 2300 ℃
Нагрев в зоне дуги:
Анодные счета для 43%
На площадь катода приходится 36%
Площадь дуговой колонны составляет 21%
Что такое дуговая сварка?
Что такое ручная дуговая сварка? Проще говоря, дуговая сварка - это метод сварки, в котором для обеспечения источника тепла используется горение дуги.
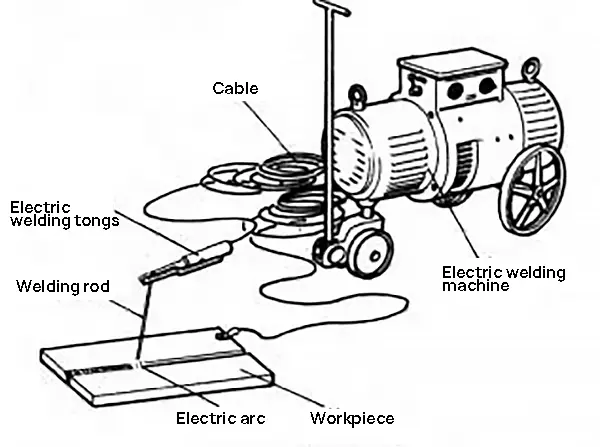
Метод электродуговой сварки с использованием сварочных прутков, управляемых вручную, называется ручной электродуговой сваркой, которую сокращенно называют ручной дуговой сваркой.
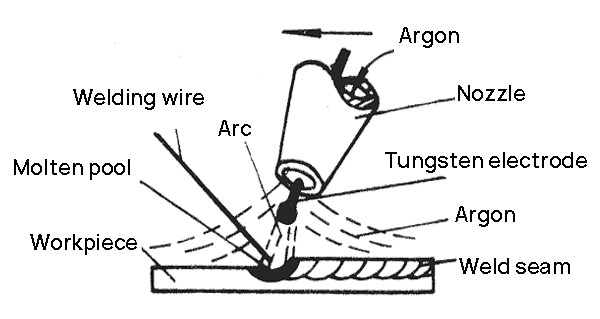
Схема ручной дуговой сварки
Как выполняется ручная электродуговая сварка?
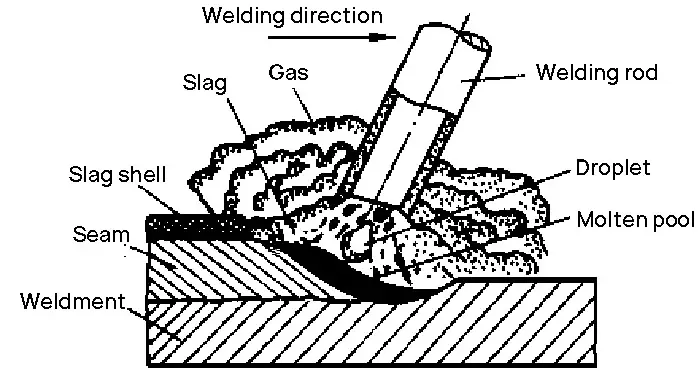
(1) Дуга горит между электродом и сварным изделием, и под действием тепла дуги изделие и электрод одновременно расплавляются в расплавленную ванну;
(2) Электрическая дуга расплавляет или сжигает покрытие электрода, образуя шлак и газ, которые защищают расплавленный металл и расплавленный бассейн;
(3) Когда дуга движется вперед, последующая расплавленная ванна охлаждается и застывает, в то время как новая расплавленная ванна непрерывно образуется, формируя непрерывный сварной шов.
Преимущество ручной электродуговой сварки:
Простое оборудование, гибкая эксплуатация и высокая адаптивность.
Недостаток ручная электродуговая сварка:
Эффективность производства низкая, трудоемкость высокая, а качество сварки Гарантировать наличие суставов нелегко.
Приложение ручная электродуговая сварка:
Он может сваривать большинство металлов, подходит для различных положений сварки и может сваривать как тонкие, так и толстые листы.
2.1.2 Автоматическая дуговая сварка под флюсом
Что обычно говорят об автоматической сварке под флюсом?
Автоматическая сварка - Сварка автоматически завершается механическим устройством.
Дуговая сварка под флюсом - Сварка, при которой дуга горит под слоем гранулированного флюса.
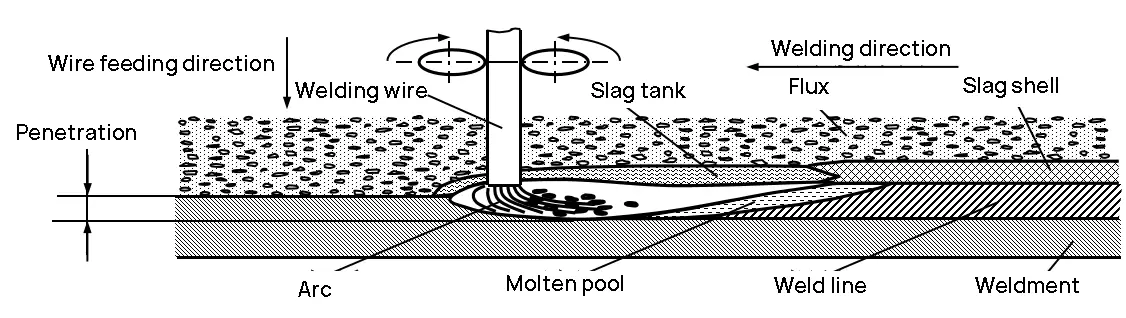
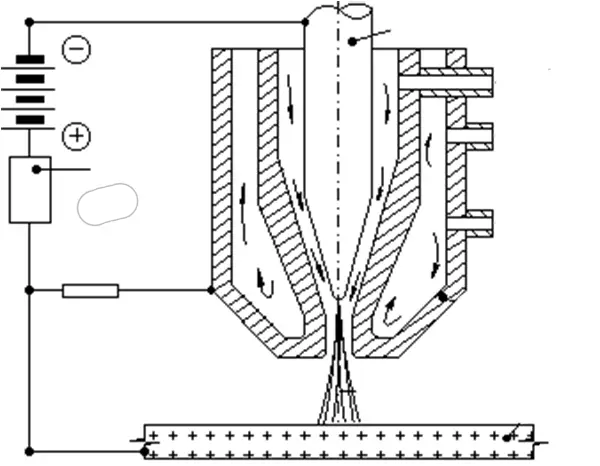
(1) Флюс вытекает из воронки и равномерно укладывается на свариваемую часть заготовки, образуя слой флюса (30-50 мм);
(2) Сварочная проволока с непрерывной подачей создает дугу между сварочной проволокой и сварным изделием под слоем флюса, расплавляя сварочную проволоку, изделие и флюс, образуя расплавленную ванну металла и изолируя их от воздуха;
(3) По мере автоматического продвижения сварочного аппарата вперед дуга непрерывно расплавляет металл, проволоку и флюс передней части сварного шва, в то время как кромка за расплавленным бассейном начинает остывать и затвердевать, образуя сварной шов, а жидкий шлак впоследствии конденсируется, образуя твердую шлаковую оболочку.
Зачем нужно наносить слой флюса на поверхность места сварки?
Он выполняет следующие три функции:
(1) Защитный эффект
Флюс плавится, образуя шлак и газ, эффективно изолируя воздух, защищая капли и расплавленный бассейн, и предотвращая горение элементы сплава;
(2) Металлургическое действие
В процессе сварки он играет роль раскислителя и дополнителя элементы сплава;
(3) Улучшить процесс сварки
Поддерживайте постоянное горение дуги и делайте сварной шов красивым.
Каковы особенности автоматической дуговой сварки под флюсом?
В каких областях они в основном используются?
Преимущество автоматической дуговой сварки под флюсом:
Высокая эффективность производства (в 5~ раз выше, чем при ручной дуговой сварке);
Хорошо качество сварки (меньше пористости и шлаковых включений);
Низкая стоимость (экономия труда, времени и материалов);
Хорошие условия труда (отсутствие брызг, низкая трудоемкость).
Недостатокавтоматической дуговой сварки под флюсом:
Не подходит для сварки сложных швов и узких мест;
Оборудование сложное, а требуемый сварочный ток большой (малый ток приведет к нестабильной дуге);
Плохая адаптивность (применимо к плоская сваркаДлинный прямой шов и шов по окружности с большим диаметром).
Приложение:
Он используется для длинного прямого и окружного сварного шва с большим диаметром производства и средней структуры пластин, таких как котел, сосуд под давлением, корабль и т.д.
Для того чтобы получить приемлемое формирование шва и хорошее качество сварки, а также повысить скорость сварки, была разработана многопроволочная дуговая сварка под флюсом.
Он широко используется в областях, требующих высокой эффективности сварки, таких как ветроэнергетика, морская техника, судостроение, сосуды под давлением, тяжелое машиностроение, трубопроводы и другие отрасли.
Многомощная серия многопроволочной дуговой сварки под флюсом:
В основном используется для сварки трубопроводов.
В зависимости от применения, она может быть разделена на внешнюю сварку длинного прямого продольного шва трубопровода, внутреннюю сварку длинного прямого продольного шва трубопровода, внешнюю сварку спирально-сварной трубы, внутреннюю сварку спирально-сварной трубы и другие различные типы.
Одномоментная параллельная многопроволочная дуговая сварка под флюсом:
Значительно повышает эффективность производства, увеличивает скорость сварки, снижает расход флюса, уменьшает тепловыделение и деформацию, экономит энергию, делает грунтовку более эффективной и покрытие более гладким.
2.1.3 Сварка в газовой защите
Дуговая сварка с использованием газа в качестве среды дуги и защитой дуги и зоны сварки называется газовой дуговой сваркой в защитной оболочке (GMAW).
Различия между сваркой расходуемым и нерасходуемым электродом в газовой среде:
MIG/MAG: Непосредственная подача сварочной проволоки, которая является одновременно электродом и присадочным металлом. TIG: вольфрамовый электрод является электродом и не плавится; сварочная проволока подается отдельно и используется только в качестве присадочного металла
Аргонодуговая сварка
Каковы особенности аргонодуговой сварки?
Каковы основные области применения?
TIG
Вольфрамовый электрод, ручная подача проволоки.
Сварочная проволока - это только присадочный металл.
Сварочная проволока не пропускает ток, поэтому брызги не образуются.
Однако, чтобы избежать плавления и горения вольфрамового электрода, что может привести к загрязнению вольфрама в расплавленной ванне, сварочный ток нелегко быть слишком высоким.
Сваривать можно только тонкие пластины толщиной менее 4 мм.
Сварочная проволока является одновременно электродом и присадочным металлом.
Вольфрамовый электрод не плавится и не горит.
Сварочный ток можно регулировать в широком диапазоне, что позволяет сваривать тонкие и средней толщины листы.
Преимущества аргонодуговой сварки
Его можно сваривать во всех направлениях;
Удобен для наблюдения и автоматического управления;
Хороший защитный эффект, стабильная дуга и хорошее качество сварки;
Он может сваривать практически все металлы.
Недостатки аргонодуговой сварки
Высокая стоимость аргона;
Плотность тока при аргонодуговой сварке высока, излучаемый свет относительно силен, а ультрафиолетовое излучение, генерируемое дугой, велико, что наносит больший вред организму;
Сайт зона термического влияния аргонодуговой сварки велика, и заготовка после ремонта склонна к образованию трещин, отверстий, износу, царапин, подрезов и других дефектов;
Применение аргонодуговой сварки
В основном используется для сварки цветных металлов и легированных сталей, легко поддающихся окислению (в основном для сварки Al, Mg, Ti и их сплавов, а также нержавеющих сталей).
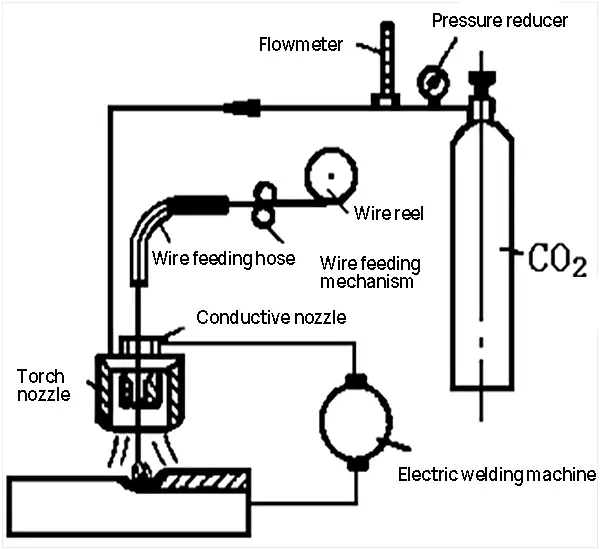
CO2 дуговая сварка в защитной газовой среде
Принцип действия CO2 Дуговая сварка в среде защитного газа аналогична сварке MIG, за исключением того, что защитным газом является CO2.
Объем газа CO в расплавленном бассейне и капле быстро расширяется и лопается, что приводит к разбрызгиванию.
Он может окислять металл и сжигать элементы сплава, и не может сваривать цветные металлы и легированная сталь.
Структурная схема сварочного оборудования для сварки в защитном газе CO2
Преимущество сварки в защитном газе CO2
Низкая стоимость (40%~50% для дуговой сварки под флюсом и ручной дуговой сварки);
Высокая эффективность (высокая плотность тока, большое проплавление и высокая скорость сварки);
Хорошее качество сварки (охлаждение воздушным потоком, малая зона термического влияния, малая деформация);
Способен выполнять сварку во всех положениях.
Недостатки сварки в защитном газе CO2
Плохое формирование шва и большое количество брызг;
Выгорают элементы сплава, легко образуются поры;
Слабая ветроустойчивость во время сварки, подходит для работы в помещениях.
Применение сварки в защитном газе CO2
Применяется для сварки низкоуглеродистой и низколегированной стали (0,8~4 мм).
Необходимо использовать сварочную проволоку, содержащую раскислитель, и изменить направление подключения постоянного тока;
Кроме того, во время сварки не должно быть ветра, и предпочтительнее проводить сварку в помещении.
2.1.4 Электрошлаковая сварка
Электрошлаковая сварка - это метод сварки, при котором сопротивление, возникающее при прохождении тока через шлак, используется для термического расплавления сварочной проволоки и основного металла с образованием сварного шва.
(1) В самом начале замкните сварочную проволоку и стартовую канавку для запуска дуги;
(2) Постоянно добавляйте небольшое количество твердого флюса, чтобы расплавить его под действием тепла дуги и образовать жидкий шлак;
(3) Когда расплавленный шлак достигнет определенной глубины, увеличьте скорость подачи сварочной проволоки и уменьшите напряжение, чтобы сварочная проволока вошла в шлаковую ванну и дуга погасла, таким образом превратившись в электрошлаковая сварка процесс.
Каковы особенности электрошлаковой сварки?
Для каких областей сварки?
Преимущество электрошлаковой сварки
Высокая производительность, нет необходимости учитывать толщину сварного шва;
Применяется для вертикальной сварки и сварки листов толщиной 40~450 мм, обычно используется для сварки прямых или окружных швов, сращивания толстых листов, вертикальной сварки доменных печей на сталелитейных заводах, сварки крупных отливок, поковок и т.д.
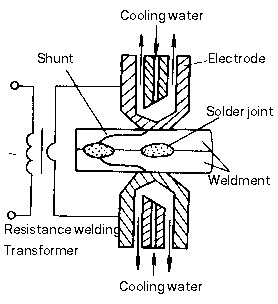
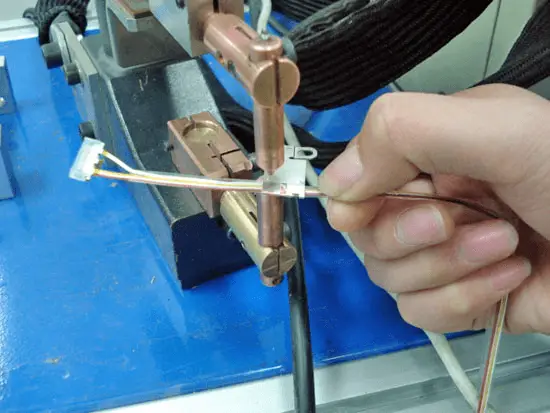
2.1.5 Сварка сопротивлением
Проще говоря, сварка под давлением с использованием тепла сопротивления в качестве сварочное тепло источник называется контактной сваркой.
Сварной шов собирается внахлестку, а цилиндрический электрод находится под давлением и подает напряжение для создания тепла сопротивления, чтобы расплавить металл сварного шва и сформировать самородки (места сварки).
Процесс точечной сварки и явление шунтирования
Процесс точечной сварки: сжатие → включение питания (образование самородков) → отключение питания (замораживание) → снятие давления
Явление шунтирования: при сварке второй точки существующая точка сварки будет проводить ток, что приведет к потере мощности. Ток в точке сварки снижается, что влияет на качество сварки.
Предотвратите шунтирование: между двумя точками сварки должно быть определенное расстояние.
Расстояние между двумя соседними сварочными головками не должно быть слишком маленьким, минимальное расстояние между точками указано в следующей таблице.
Толщина заготовки/мм
Шаг точек/мм
Конструкционная сталь
Жаропрочный сплав
Алюминиевый сплав
0.5
10
8
15
1.0
12
10
15
1.5
14
12
20
2.0
16
14
25
3.0
20
18
30
4.0
24
22
35
Применение точечной сварки
В основном используется для листовой металл штамповочная конструкция и элементы усиления;
Применяется для сварки перекрывающихся структурных частей из тонких пластин с требованиями к герметичности или высокой прочности соединения, таких как нефтяной бак, водяной бак и т.д.
2. Сварка швов
Сварной элемент собирается в нахлесточные или диагональные швы и помещается между двумя роликовыми электродами.
Ролик нагнетает давление на сварной шов и вращается, заставляя шов двигаться вперед.
На сварочный аппарат подается постоянное или периодическое питание, и металл сварного шва расплавляется под действием тепла сопротивления, образуя серию точек сварки.
Классификация шовной сварки
Форма
Электрический ток
Электрод
Характеристика
Приложение
Сварка непрерывным швом
Непрерывная проводимость
непрерывное вращение
Простое оборудование и высокая производительность, но износ электродов очень серьезный.
Маленький электросварка неважная структура (изготовление цилиндров, бочек и т.д.)
сварка по швам
Прерывистая непрерывность
непрерывное вращение
Широкое применение (черный металл)
Сварка ступенчатым швом
Прерывистая непрерывность
Прерывистое вращение
Сложное оборудование, высокие требования, низкий износ электродов и высокое качество сварки.
Паяные соединения накладываются друг на друга, и диффузия потока становится серьезной.
Сила тока примерно в 1,5~2,0 раза больше, чем при точечной сварке;
Давление примерно в 1,2~1,6 раза больше, чем при точечной сварке;
Поэтому требуется мощный сварочный аппарат.
Надавите и используйте валик в качестве электрода.
Применение шовной сварки
Сварка швов - это В основном используется для тонкостенных конструкций с регулярными сварными швами, толщиной менее 3 мм и с требованиями к герметичности;
Например, авиационные и автомобильные топливные баки, различные контейнеры, стальные радиаторы и т.д.
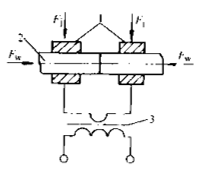
3. Стыковая сварка
Разновидность контактной сварки, при которой две заготовки свариваются между собой по всей торцевой поверхности с помощью тепла сопротивления, называется стыковой контактной сваркой, или стыковой сваркой.
Стыковую сварку можно разделить на стыковую сварку сопротивлением и стыковую сварку пламенем.
3.1 Стыковая сварка сопротивлением
(a) Стыковая сварка сопротивлением
Стыковая сварка сопротивлением означает метод постоянного прижатия торцов двух заготовок, нагрев их до пластичного состояния с помощью тепла сопротивления, а затем быстрое приложение давления при разрыве (или только поддержание давления во время сварки без давления при разрыве) для завершения сварки.
Требования к обработке торцов высоки, иначе трудно обеспечить качество сварки.
Применение контактной стыковой сварки
Он подходит для сварки низкоуглеродистых стальные прутья и труб с компактным сечением сварки, низкими требованиями к прочности, диаметром (или длиной стороны) менее 20 мм, или прутков и труб из цветных металлов менее 8 мм (сварка стержневых деталей с аналогичной формой и размером торца).
3.2 Стыковая сварка в режиме вспышки
(b) Стыковая сварка плашмя
Сварное изделие собирается встык, подключается питание, и его участок постепенно приближается к локальному контакту.
Металл в секции расплавляется и вылетает под действием резистивного нагрева, образуя вспышку.
Когда конец достигает заданной температуры в определенном диапазоне глубины, быстро прикладывается усилие расплавления для завершения сварки.
Процесс: давление - напряжение - вспышка - расстройство ковки
Характеристика стыковой сварки плашмя
Меньше шлака в шве, хорошее качество сварки и высокая прочность шва;
Требования к очистке торцевой поверхности сварного соединения перед сваркой не являются строгими;
Стыковая сварка плашмя имеет большие потери металла, а заусенцы после сварки необходимо обрабатывать и зачищать. Условия труда плохие.
Применение стыковой сварки плашмя
В принципе, все металлические материалы, которые могут быть отлиты, могут быть сварены стыковой сваркой.
Например, низкоуглеродистая сталь, высокоуглеродистая стальЛегированная сталь, нержавеющая сталь;
Алюминий, медь, титан и других цветных металлов и сплавов;
Он также может сваривать соединения из разнородных сплавов.
2.1.6. Пайка
(Пайка паяльником)
(Пайка пламенем)
(Индукционная пайка)
Используйте металл с температурой плавления ниже, чем у сварного шва, в качестве присадочного металла, нагрейте сварной шов (основной металл) и присадочный металл до температуры выше температуры плавления присадочного металла и ниже температуры плавления основного металла, расплавьте и смочите основной металл, заполните зазор в шве и диффундируйте с основным металлом, чтобы сформировать сварное соединениеЭто называется пайкой.
Процесс пайки
Плавление припоя - поступление жидкого припоя в зазор соединения - взаимная диффузия между припоем и основным металлом - заполнение зазора - формирование соединения после застывания
Характеристики пайки
1) Температура плавления присадочного металла ниже температуры плавления основного металла, и основной металл не плавится во время пайки;
2) Состав присадочного и основного металла сильно отличается;
3) Расплавленный присадочный металл всасывается за счет смачивания и капиллярности и удерживается в зазоре основного металла;
4) Металлургическое соединение образуется в результате взаимной диффузии между жидким припоем и твердым основным металлом.
Преимущество пайки
Структура и свойства основного металла не изменяются (основной металл не плавится, плавится только присадочный металл);
Температура нагрева низкая, деформация небольшая, а шов гладкий;
Высокая производительность, возможность одновременной сварки нескольких швов и соединений;
Он может быть использован для сваривать разнородные металлы или разнородных материалов, без ограничения разницы в толщине заготовок.
Недостатки пайки
Паяное соединение обладает низкой прочностью и плохой термостойкостью.
Классификация пайки
Тип/характеристика
Мягкая пайка (оловянный, свинцовый припой)
Пайка (припои на основе меди и серебра)
Температура плавления припоя
≤ 450℃
> 450℃
Характеристики производительности
Прочность соединения ≤ 100 МПа, низкая рабочая температура
Прочность соединения > 200 МПа, высокая рабочая температура
Приложение
Используется для сварки приборов и токопроводящих компонентов с небольшим напряжением.
Используется для сварки деталей, инструментов и приспособлений с большим усилием.
Применение пайки
В основном используется для производства точных приборов, электрических компонентов, деталей из разнородных металлов и сварки сложных листовых конструкций, таких как сэндвич-компоненты, сотовые конструкции и т.д.
Сварка трением - это метод сварки давлением, при котором используется тепло, выделяемое при трении между поверхностями сварного соединения, чтобы торцевая поверхность достигла термопластичного состояния, а затем быстро поднимается для завершения сварки.
Сварка трением с перемешиванием
Сварка трением с непрерывным приводом
Инерционная сварка трением
Процесс сварки трением:
1) Относительное перемещение сварного шва;
2) При контакте торцевых поверхностей двух сварных швов выделяется тепло от трения;
3) Когда секция достигнет термопластичного состояния, быстро нажмите на верхнюю секцию, чтобы завершить сварку.
Преимущество сварки трением:
Высокая производительность сварки, в 5-6 раз выше, чем при стыковой сварке;
Стабильное качество сварки и высокая точность размеров сварных соединений;
Низкая стоимость обработки, экономия электроэнергии, отсутствие необходимости в специальной очистке сварных швов;
Легкая механизация и автоматизация, простое управление;
Без искры, дуги и вредного газа.
Недостатки сварки трением:
Крупные инвестиции;
Сварка некруглых секций затруднена, а зона сварки ограничена.
Применение сварки трением:
Он может использоваться для сварки одного и того же или разных металлов и различных стальных изделий, таких как медно-алюминиевые переходные соединения в электроэнергетике, высокоскоростные стальные конструкционные инструменты для резка металлаТрубы, змеевики, клапаны, подшипники трактора и т.д.
Обрабатываемая поверхность нагревается лазерное излучениеПоверхностное тепло направляется во внутреннюю диффузию посредством теплопередачи, чтобы расплавить заготовку и сформировать определенную расплавленную ванну. Сварной шов образуется после застывания расплавленной ванны.
Преимущество лазерной сварки:
Высокая скорость и эффективность сварки;
Высокая точность сварки, малая деформация и простое автоматическое управление;
Электрод не нужен, поэтому загрязнение электродов исключено.
Недостаток лазерной сварки:
Большие инвестиции, малая мощность и ограниченная свариваемая толщина;
Трудно совместить точку сварки с зоной сбора лазерного луча;
Быстрое застывание сварная шайба может привести к пористости.
Применение лазерной сварки:
Он в основном используется для сварки деталей в таких областях точного производства, как аэрокосмическая, судостроительная, автомобильная и электронная промышленность.
Проще говоря, дуга, в которой столб дуги сжат, энергия сильно сконцентрирована, а газ в столбе дуги полностью ионизирован, называется плазменной дугой, также называемой дугой сжатия.
Газ нагревается дугой и первоначально ионизируется. Когда он проходит через водоохлаждаемое сопло на высокой скорости, он сжимается, увеличивая плотность энергии и степень ионизации, и образует плазменную дугу.
Благодаря высокому нагреву и силе проникновения плазменной дуги заготовка в точке сварки расплавляется, образуя расплавленную ванну, что позволяет осуществить сварку заготовки.
Преимущество плазменно-дуговой сварки:
Высокая плотность энергии, сильная направленность дуги и сильная проникающая способность;
Соотношение глубины и ширины сварного шва велико, а зона термического влияния мала;
Стабильное горение дуги (стабильное даже при малом токе);
Стоимость сварки низкая, а когда толщина сварки маленькая, в ней нет канавки и не нужно набивать проволоку;
Он обладает стабильным эффектом замочной скважины и может лучше реализовать свободное формирование односторонней и двухсторонней сварки.
Недостатки плазменно-дуговой сварки:
Оборудование стоит дорого;
Плохая наблюдаемость зоны действия дуги;
Свариваемая толщина ограничена (обычно менее 25 мм).
Применение плазменно-дуговой сварки:
Он широко используется в промышленном производстве, особенно в сварка меди медь и медные сплавы, титан и титановые сплавы, легированная сталь, нержавеющая сталь, молибден и другие металлы, используемые в военных и передовых промышленных технологиях, таких как аэрокосмическая промышленность, например, ракетные снаряды из титановых сплавов и некоторые тонкостенные контейнеры для самолетов.
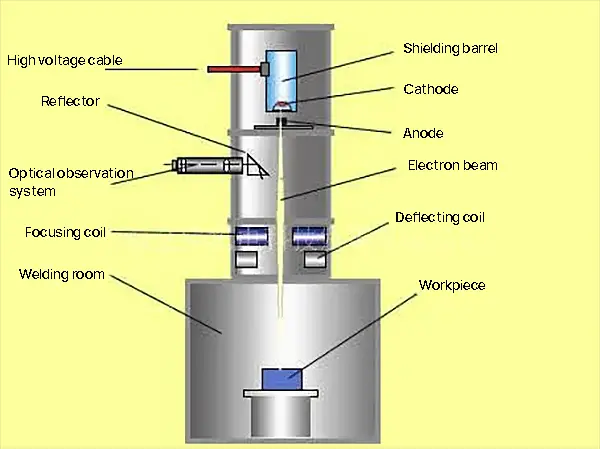
2.2.4 Электронно-лучевая сварка
Метод сварки с использованием тепловой энергии, генерируемой ускоренным и сфокусированным электронным пучком, облучающим сварное изделие, помещенное в вакуум или без вакуума, называется электронно-лучевой сваркой.
Другими словами, тепло, необходимое для сварки, генерируется электронным лучом, облучающим сварное изделие.
Процесс сварки:
1) Катод электронной пушки испускает электроны из-за прямого или косвенного нагрева;
2) При ускорении высоковольтным электростатическим полем, электронный пучок с высокой плотностью энергии может быть сформирован путем фокусировки электромагнитного поля;
3) Электронный луч высокой плотности энергии бомбардирует заготовку, и огромная кинетическая энергия преобразуется в тепловую энергию для расплавления сварного шва, образуя расплавленную ванну, а затем завершает сварку.
Преимущество электронно-лучевой сварки:
Быстрая скорость сварки и высокая эффективность;
Нет канавки, нет сварочной проволоки, нет флюса и т.д;
Низкое энергопотребление, узкая зона термического влияния, малая сварочная деформация и отличное качество;
Проникающая способность электронного луча очень высока, а соотношение глубины и ширины сварного шва велико и может достигать 50:1.
Недостатки электронно-лучевой сварки:
Оборудование сложное и дорогое;
Размер и форма сварных изделий часто ограничиваются вакуумной камерой;
Электронному лучу легко мешают паразитные электромагнитные поля, что негативно сказывается на качестве сварки.
Сварка электронным лучом в вакууме
Применение электронно-лучевой сварки:
Подходит для тонкой сварки тугоплавких металлов, активных металлов и металлов высокой чистоты.
Он широко используется для сварки в атомной энергетике, авиации, аэрокосмической промышленности, автомобилестроении, производстве сосудов под давлением, инструментов и других областях промышленности.
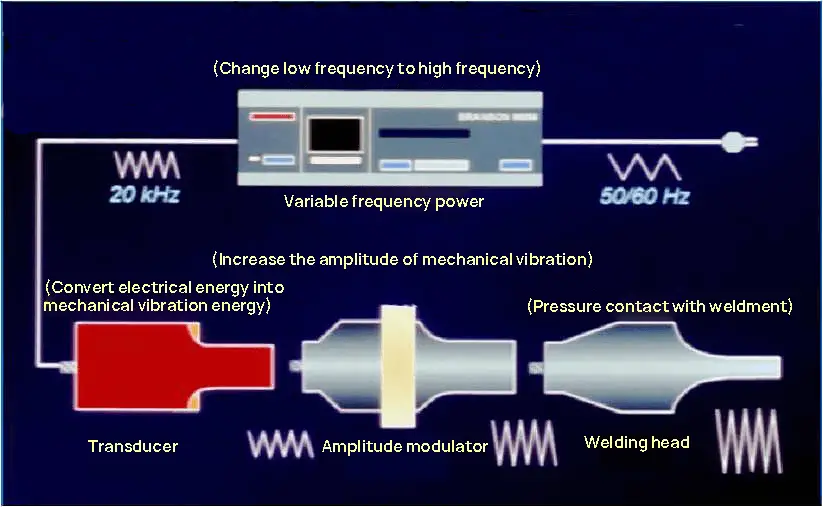
2.2.5 Ультразвуковая сварка
Ультразвуковая сварка - это метод, который использует высокочастотные колебания ультразвуковой волны для локального нагрева и очистки соединения заготовок, а затем прикладывает давление для осуществления сварки.
Процесс сварки
1) Переменный ток низкой частоты в переменный ток высокой частоты;
4) Приложите давление, и сварочная головка коснется заготовки для сварки.
Преимущество ультразвуковой сварки:
Простое управление, высокая скорость сварки и высокая эффективность производства;
Требования к чистоте поверхности заготовки невысоки;
Нет необходимости добавлять какие-либо связующие вещества, наполнители или растворители.
Недостаток ультразвуковой сварки:
Он применим только для сварки тонких деталей, таких как проволока, фольга, лист, полоса и лента;
В большинстве случаев форма соединения может быть только на коленях.
Применение ультразвуковой сварки:
Он применим для сварки материалов с высокой проводимостью, высокой теплопроводностью и различных композитных материалов, и широко используется в сварке микроэлектронных устройств и отделочных полей.
2.2.6 Высокочастотная сварка
Высокочастотная сварка - это метод, в котором используется тепло сопротивления, создаваемое током высокой частоты в заготовке, для нагрева поверхностного слоя в зоне сварки заготовки до расплавленного или почти пластичного состояния, а затем прикладывается (или не прикладывается) усилие расплавления для достижения металлического соединения.
Кожный эффект: Когда по проводнику течет переменный ток, большая часть тока течет только по поверхности проводника.
Эффект близости: Когда высокочастотный ток течет в противоположных направлениях между двумя проводниками или во вращающемся проводнике, ток концентрируется на потоке вблизи проводника.
Проще говоря, эффект кожи - это "ток идет к поверхности"; эффект близости - "ток сокращает путь".
Преимущество высокочастотной сварки:
Высокая скорость и эффективность сварки (ток сильно концентрируется в зоне сварки);
Для сварки разнородных металлов можно также использовать широкий спектр свариваемых материалов;
Очистка перед сваркой проста (сварка плавлением, с эффектом давления, не требует очистки поверхности соединения).
Недостаток высокочастотной сварки:
Точность сборки соединений должна быть высокой;
Высокое напряжение и ток высокой частоты вредны для человеческого тела и другого оборудования.
Применение высокочастотной сварки:
Он подходит для сварка углеродистой сталиЛегированная сталь, нержавеющая сталь, медь, алюминий, титан и другие разнородные металлы.
Он широко используется для сварки продольного или спирального шва при производстве труб.
2.2.7 Диффузионная сварка
Диффузионная сварка Метод сварки, при котором сварное изделие плотно прилегает друг к другу, выдерживается при определенной температуре и давлении в течение определенного времени, а для образования соединения используется взаимная диффузия атомов между соприкасающимися поверхностями.
Процесс сварки
Трехступенчатая модель диффузионной сварки
a) Грубый первоначальный контакт б) Фаза I: деформация и формирование границ раздела c) Фаза II: миграция границ зерен и устранение микропор г) Фаза III: объемная диффузия, элиминация микропор
Физический дисплей для сварки
Первый контакт
Деформация и формирование границ раздела
Миграция границ зерен и исчезновение микропор
Объемная диффузия и устранение микропор
Преимущество диффузионной сварки:
Одновременно можно сваривать несколько швов;
Качество соединения хорошее, и после сварки не требуется механическая обработка;
Небольшая деформация сварного шва (низкое давление, общий нагрев заготовки, охлаждение в печи).
Недостаток диффузионной сварки:
Большие инвестиции и высокая стоимость;
Длительное время сварки, трудоемкая подготовка поверхности и низкая производительность;
Не существует надежного метода неразрушающего контроля качества сварных швов.
Применение диффузионной сварки:
Он применим для сварки различных разнородных материалов, специальных материалов и специальных конструкций, и широко используется в аэрокосмической промышленности, электронике, атомной энергетике и других областях промышленности.
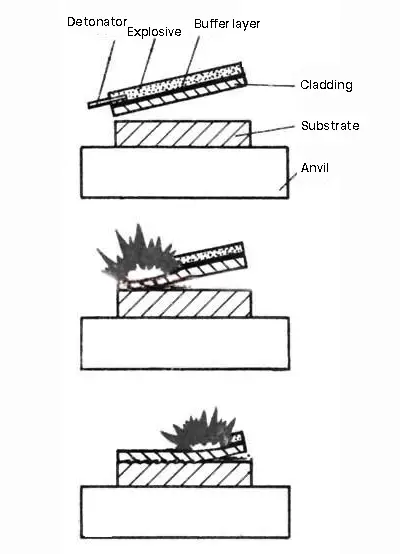
2.2.8 Сварка взрывом
Сварка взрывом - это метод сварки с использованием силы удара, создаваемой взрывом, для быстрого столкновения заготовок.
Сварка взрывом также является разновидностью сварки давлением.
Для сварки небольших заготовок можно использовать как параллельный, так и угловой метод;
Параллельный метод часто используется для сварки больших площадей.
Зазор между передними секциями двух пластин слишком велик, что приводит к чрезмерному ускорению плакированной пластины и чрезмерной энергии удара, в результате чего возникают повреждения и трещины на краю пластины, что уменьшает эффективную площадь плакированной пластины и приводит к ее разрушению.
Преимущество сварки взрывом:
Небольшие инвестиции и низкая стоимость;
Особенно подходит для сварки разнородных металлов и сварки на больших площадях;
Процесс прост, не требует сложной очистки и удобен в применении.
Недостаток сварки взрывом:
Он может использоваться только для сварки плоских или цилиндрических конструкций;
Работа под открытым небом отличается низкой степенью механизации и негативно влияет на окружающую среду.
Применение сварки взрывом:
Подходит для сварки разнородных металлов, таких как алюминий, медь, титан, никель, тантал, нержавеющая и углеродистая сталь, алюминий и сварка меди.
Он широко используется для сварки переходных соединений токопроводящих шин, труб и трубных листов теплообменников, а также для изготовления композитных пластин большой площади.
3. Сварочные материалы
Что такое сварочный материал?
Общее название материалов, расходуемых при сварке, называется сварочные материалы; такие как сварочный пруток, сварочная проволока, металлический порошок, сварочный флюс, газ и т.д.
Распространенные сварочные материалы
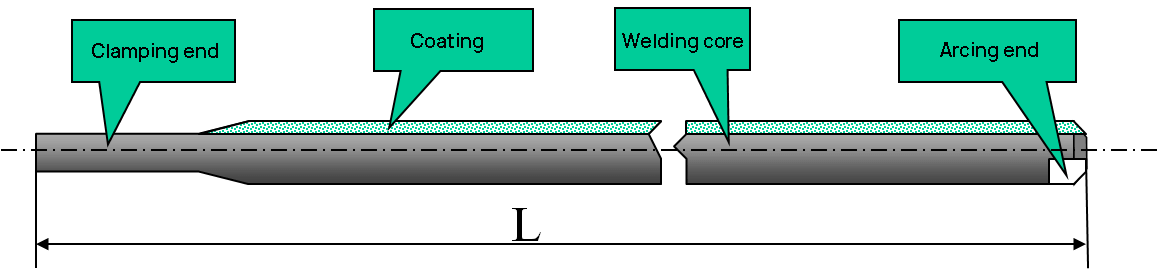
3.1 Сварочный стержень
Электрод, используемый при дуговой сварке и покрытый защитной оболочкой, называется "электродом".
Электрод состоит из сварочного стержня и покрытия.
1. Сварочный стержень
Сердцевина электрода, покрытая покрытием, называется сварочным сердечником.
Сварочный стержень выполняет две функции: электрода, проводящего ток, и присадочного металла, который соединяется с расплавленным основным металлом для создания сварного шва.
2. Покрытие
Покрытие представляет собой слой, нанесенный на поверхность сварочного стержня после того, как сырьевые материалы, такие как порошок руды, порошок ферросплава, органические вещества и химические продукты, были подготовлены в определенной пропорции.
Функция нанесения покрытия:
1) Механическая защита (комбинированная защита от газа и шлака)
Газ и шлак используются для защиты воздуха и предотвращения контакта между расплавленными каплями, расплавленным металлом и воздухом.
Затвердевший шлак образует защитный слой на поверхности сварного шва, который помогает предотвратить окисление и азотирование высокотемпературного металла шва.
В ходе этого процесса удаляются вредные элементы и добавляются легирующие элементы.
3) Улучшение характеристик сварочного процесса (стабилизация дуги)
Электрическая дуга легко зажигается и горит стабильно, в результате чего образуется меньше брызг, сварной шов имеет более красивую форму, а шлак легко удаляется. Этот процесс подходит для всех сварочных позиций.
Состав покрытия:
Имя
Эффект
Обычное сырье
Стабилизатор дуги
Содержит материалы, которые легко ионизируются, что повышает стабильность дуги
Карбонат калия, мрамор, силикат натрия, полевой шпат, рутил и т.д.
Исследуемый препарат
Образование шлака для защиты плавильной печи и ванны
Ильменит, рутил, мрамор, кварцит, слюда и т.д.
Газификатор
Генерируйте газ и изолируйте воздух для защиты зоны сварки
Органические вещества (такие как крахмал, декстрин, опилки и т.д.) и карбонаты (мрамор, доломит и т.д.)
скоросшиватель
Обеспечьте сцепление каждого компонента покрытия и его соединение вокруг сердцевины
Силикат натрия, силикат натрия-калия
Раскислитель
Снижают окисляемость покрытия и шлака и удаляют кислород из металла
Ферромарганец, ферросилиций, ферротитан и алюминий
Легирующий агент
Элементы, восполняющие потерю, позволяют получить необходимые ингредиенты для придания коже препарата определенной пластичности, эластичности и текучести
Ферросплав или металлический порошок, такой как ферромарганец, ферросилиций, ферромолибден, ферротитан и т.д.
Форманта
Покрытие обладает определенной пластичностью, эластичностью и текучестью, что удобно для прессования электродов, и делает поверхность гладкой без трещин
Белая грязь, слюда, титан диоксид, декстрин и т.д.
(1) В коже препарата присутствует несколько оксидных кислот, в том числе FeO, SiO2и TiO2, среди прочих.
(2) Технологичность хорошая, сварной шов получается привлекательным с мелкой рябью.
(3) Шлак сильно окисляется.
(4) Он работает как с переменным, так и с постоянным током.
b. Основной электрод (электрод с низким содержанием водорода)
CхарАктерный:
(1) Кожа препарата содержит повышенное количество щелочных оксидов, таких как мрамор (CaCO3) и флюорит (CaF2).
(2) Во время сварки CO2 и HF, что снижает содержание водорода в сварном шве и дает ему прозвище "электрод с низким содержанием водорода".
(3) Сварной шов характеризуется высокой пластичностью и прочностью, хотя его технологичность и форма не так хороши, как у кислого электрода. Обычно используется обратное соединение постоянного тока.
2) Классификация по использованию сварочных прутков
Электроды для конструкционной стали, электроды для жаропрочной стали, электроды для нержавеющей стали, электроды для наплавки, электроды для низкотемпературной стали, электроды для чугуна, электроды для никеля и никелевых сплавов, электроды для меди и медных сплавов, электроды для алюминия и алюминиевых сплавов, а также электроды специального назначения.
3) Классификация по химическому составу лекарственной кожи
Электрод из оксида титана, электрод из титаната кальция, электрод из ильменита, электрод из оксида железа, электрод из целлюлозы, электрод с низким содержанием водорода, графитовый электрод и базовый электрод.
Модель
Тип сварочный пруток определяется на основе национального стандарта на сварочные прутки и является средством выражения первичных характеристик реакционного сварочного прутка.
Модель сварочного прутка включает в себя следующие значения: тип сварочного стержня, характеристики сварочного стержня (тип металла стержня, температура эксплуатации, химический состав осажденного металла, прочность на разрыв и т.д.), тип покрытия и сварочная мощность источник.
Класс
Марка сварочного прутка - это специальная классификация сварочных прутков в зависимости от их назначения и эксплуатационных характеристик.
Марки сварочных электродов делятся на десять групп, включая электроды для конструкционной стали, электроды для жаропрочной стали, электроды для нержавеющей стали и другие.
Как определить, является ли используемый сварочный пруток разумным?
Чтобы определить целесообразность выбора сварочного прутка, его следует оценить по техническим показателям.
Индекс производительности процесса
1) Стабильность дуги
Дуга легко зажигается, поддерживается стабильное горение (без обрыва дуги, дрейфа, срыва магнитного смещения и т.д.).
2) Формирование сварного шва
Хорошая формовка означает, что поверхность гладкая, рябь мелкая и красивая, а геометрическая форма и размер сварного шва правильные.
3) Возможность сварки в различных положениях
Возможность сварки в любом положении - все электроды могут использоваться для плоской сварки, но некоторые электроды не подходят для горизонтальной, вертикальной и верхняя сваркаПоэтому их производительность при сварке в любом положении оставляет желать лучшего.
4) Брызги
Частицы металла, вылетающие из капель или расплавленной ванны во время сварки, называются брызгами.
Количество брызг = Масса брызг/(Качество сварочного прутка до сварки - Качество сварочного прутка после сварки)*100%
5) Свойство деслаггирования
Это связано с трудностью удаления шлаковых раковин с поверхности шва после сварки.
6) Скорость плавления сварочного прутка
Это качество и длина расплавленного стержня в единицу времени при приложении электрода; относительно говоря, чем больше скорость плавления, тем лучше.
7) Покраснение покрытия электрода
Это относится к явлению, когда при использовании электрода во второй половине покрытие становится красным, трескается или отпадает из-за высокой температуры покрытия.
8) Сварочный дым
Принцип выбора сварочного прутка
a. Принцип равной прочности гласит, что прочность на разрыв металла, наплавленного выбранным электродом, должна быть равна или аналогична прочности основного свариваемого металла.
b. Принцип равной вязкости гласит, что вязкость металла, наплавленного выбранным электродом, должна быть равна или аналогична вязкости основного свариваемого металла.
c. Принцип равного состава гласит, что химический состав металла, осажденного с выбранного электрода, должен соответствовать или быть близким к химическому составу основного металла.
Использование и хранение сварочных прутьев
1. Сушка сварочного прутка
Сварочный пруток склонен к поглощению влаги из атмосферы, что может негативно сказаться на его работе и качестве сварного шва.
Поэтому важно высушить сварочный пруток (особенно щелочной) перед использованием.
Обычно температура сушки кислотного электрода находится в диапазоне 75-150°C, и его следует выдерживать при этой температуре в течение 1-2 часов.
Для щелочного электрода температура сушки должна быть в пределах 350-400°C, и его следует выдерживать при этой температуре в течение 1-2 часов.
Важно отметить, что суммарное время сушки сварочных прутьев не должно превышать 3.
2. Хранение сварочных прутьев
1) Сварочные стержни должны быть организованы и храниться по типам, моделям и спецификациям, чтобы избежать путаницы.
2) Место хранения должно хорошо проветриваться и быть сухим.
3) Электроды с низким содержанием водорода, необходимые для сварки ответственных конструкций, должны храниться на специальном складе с температурой выше 5°C и относительной влажностью не выше 60%.
4) Для защиты от влаги сварочные стержни следует размещать на деревянной стойке на расстоянии не менее 0,3 м от земли и стен.
3.2 Сварочная проволока
В области сварки наблюдается постоянное развитие технологий, что приводит к росту механизации и автоматизации. Это привело к повышению эффективности производства, улучшению качество сваркии лучшие условия труда.
Для дальнейшего развития механизации и автоматизации сварки в качестве сварочного материала используется сварочная проволока.
Как называется сварочная проволока с точки зрения сварочных материалов?
Проволока, используемая в качестве присадочного металла или для проведения электричества во время сварки, называется сварочной проволокой.
Классификация сварочных проволок
a. Классификация по способу производства и форме сварочной проволоки
Ее можно разделить на одножильную и порошковую проволоку.
b. Классификация в соответствии с применяемым методом сварки
Ее можно разделить на проволоку для дуговой сварки под флюсом, сварка в газовой среде проволока, проволока для электрошлаковой сварки, проволока для наплавки и проволока для газовой сварки.
c. Классификация в соответствии со свойствами свариваемых металлических материалов
Ее можно разделить на сварочную проволоку из углеродистой стали, сварочную проволоку из низколегированной стали, сварочную проволоку из нержавеющей стали, сварочную проволоку из сплава на основе никеля, сварочную проволоку из чугуна и сварочную проволоку из специальных сплавов.
d. Классифицируется по наличию или отсутствию медного покрытия
Проволока с медным покрытием и проволока без медного покрытия.
1. Какая сварочная проволока называется сплошной?
Проволока напрямую вытягивается до заданного диаметра. Сварочная проволока без порошка называется сплошной сварочной проволокой.
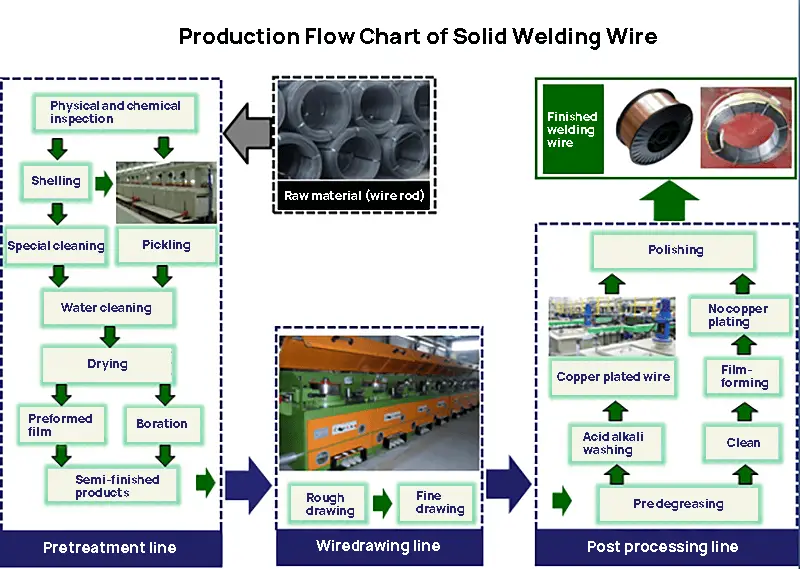
1.1 Процесс производства сплошной сварочной проволоки
1.2 Модель сплошной сварочной проволоки
1.3 Марка сплошной сварочной проволоки
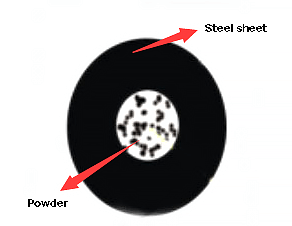
2. Какая сварочная проволока является порошковой?
Тонкая стальная лента прокатывается в различные профили, заполняется порошком, а затем вытягивается в разновидность сварочной проволоки, называемой порошковой проволокой.
Наполненный порошок называется сердечником, и его действие аналогично действию покрытия электрода.
2.1 Модель порошковой проволоки
2.2 Марка порошковой проволоки
По структуре проволоки порошковую проволоку можно разделить на: шовную и бесшовную.
Бесшовная порошковая проволока может быть омеднена, имеет хорошую производительность и низкую стоимость, что стало направлением развития в будущем.
2.3 Процесс производства порошковой проволоки
Для производства порошковой проволоки обычно используется "метод стальной полосы";
Для производства бесшовной порошковой проволоки обычно используется "метод стальной трубы".
a. Метод стальных полос
b. Метод стальной трубы
3. Преимущества и недостатки порошковой проволоки (по сравнению со сплошной проволокой)
Преимущества:
Малое количество брызг, высокая скорость осаждения и высокая эффективность производства.
Сварка различных сталей с высокой степенью адаптивности.
Хорошая производительность процесса и красивое формирование сварного шва.
Большой сварочный ток можно использовать для сварки в любых положениях.
Недостатки:
Производство процесс сварки Проволока сложная и дорогая.
Поверхность сварочной проволоки подвержена ржавчине, а порошок - впитыванию влаги.
Подача проволоки в процессе сварки более сложна по сравнению с использованием сплошной проволоки, что приводит к образованию большого количества дыма.
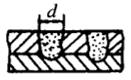
3.3 Поток
На этом рисунке изображен процесс дуговой сварки под флюсом.
Вы заметили "песок" на вершине?
Он является основным сварочным материалом, известным как флюс, в процессе дуговой сварки под флюсом.
Что такое флюс?
Флюс - это гранулированный материал, который во время сварки плавится с образованием шлака и газа и играет защитную и металлургическую роль в расплавленном металле.
Их можно разделить на три типа: Погружная дуга Сварочный флюс, флюс для электрошлаковой сварки и флюс для наплавки.
(2) Классификация по методу производства
Их можно разделить на две категории: Плавильный флюс и неплавильный флюс.
(3) Классификация по щелочности шлака
Их можно разделить на три категории: Кислотный флюс, Нейтральный флюс и Основной флюс.
a. Плавильный флюс
Флюс создается путем расплавления различных ингредиентов в точной пропорции в печи. Затем смесь гранулируется, сушится и просеивается при охлаждении водой.
CхарАктерный:
1) Не впитывает влагу и, как правило, не требует сушки перед использованием.
2) Флюс, который не расплавился, может быть использован снова.
3) После расплавления он быстро охлаждается, часто принимая форму стекла.
4) В расплавленный флюс можно добавлять только ограниченное количество легирующих элементов, так как большое их количество не может быть перенесено.
Плавильный флюс
Основные компоненты:
SiO2:40~44%;
MnO:32~38%;
CaF2:3~7%;
CaO:≤8%.
b. Нерасплавленный флюс
Неплавкий флюс получают путем смешивания различных порошков по определенной формуле, добавления связующего вещества для получения частиц определенного размера, а затем запекания или спекания.
Бондинговый флюс - это тип флюса, который запекается при низких температурах (ниже 400 ℃).
Спеченный флюс, с другой стороны, производится путем спекания флюса при высоких температурах (от 700 до 1000 ℃).
CхарАктерный:
1) Поглощение влаги относительно высокое, поэтому перед использованием его необходимо повторно высушить.
2) Простота изготовления и высокая применимость.
Спеченный флюс
Важнейший компонент(SJ101):SJ102
SiO2+TiO2:20~30% , 10~15%
CaO+MgO: 25~35%, 35~45%
Эл2O3+MnO: 20~30%, 15~25%
CaF2:15~25%, 20~30%
Классификация по щелочности шлака:
(1) Кислотный поток (щелочность B<1,0)
Шлак состоит в основном из кислотных оксидов и обладает отличными сварочными характеристиками, в результате чего образуется визуально привлекательный сварной шов. Однако металл шва имеет высокое содержание кислорода, что приводит к низкой ударной вязкости при низких температурах.
(2) Нейтральный поток (щелочность 1,0 ~ 1,5)
Состав наплавленного металла аналогичен составу сварочной проволоки, с пониженным содержанием кислорода в металле шва.
(3) Щелочной поток (щелочность B>1,5)
Основными компонентами шлака являются щелочные оксиды и фторид кальция. Металл шва характеризуется низким содержанием кислорода, высокой ударной вязкостью и хорошими свойствами при растяжении.
3.4 Припой
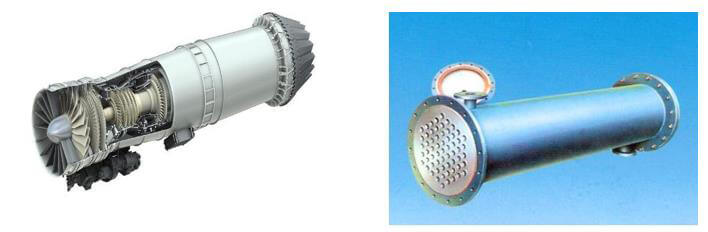
В современных передовых научно-технических проектах, таких как пластинчатые радиаторы самолетов, корпуса ракет, сопла двигателей и другие, все они требуют высокой точности и остроты и не терпят никаких дефектов. Практически все изделия должны быть безупречного качества.
Пайка Технология широко используется в этих областях благодаря таким преимуществам, как низкое термическое воздействие, высокая точность, широкая применимость и высокая эффективность сварки. Она позволяет соединять многочисленные, сложные, высокоточные детали.
Присадочный металл для пайки играет решающую роль в процесс пайки.
Для того чтобы реализовать комбинацию двух материалов (или частей), наполнитель, добавляемый в зазор или рядом с ним, называется присадочным металлом.
1. Какие требования предъявляются к присадочному металлу?
(1) Соответствующая температура плавления (на несколько десятков градусов ниже, чем у основного металла);
(2) Отличная смачиваемость;
(3) Полностью растворяется и интегрируется с основным металлом;
(4) Однородный и стабильный состав;
(5) Он экономичен и безопасен (содержит меньше драгоценных и токсичных металлов).
2. Классификация присадочных металлов
1) Классификация по температуре плавления
"Мягкий припой" (также известный как "легкоплавкий припой") относится к припоям с температурой плавления ниже 450°C, включая оловянно-свинцовые припои, кадмиево-серебряные припои, свинцово-серебряные припои и другие.
"Присадочный металл для пайки" (также называемый "тугоплавкий присадочный металл") относится к присадочным материалам с температурой плавления выше 450°C, включая присадочные материалы на основе алюминия, меди, серебра, никеля и др.
2) Классификация по основным химическим компонентам
В соответствии с основными металлические элементы припоя, его называют припоем на основе ×, например, припой на основе припоя для пайки, припой на основе цинка и т.д.
3) Сортировка по форме
Он может быть разделен на проволоку, пруток, лист, фольгу, порошок или припой специальной формы (например, кольцевой припой или припой в виде пасты).
3. Применение присадочного металла
(1) Мягкий припой
В основном используется для сварки деталей с низким напряжением и низкой рабочей температурой, например, для соединения различных электрических проводов и пайки инструментов, компонентов приборов и других электронных схем.
(2) Присадочный металл для пайки
В основном используется для сварки деталей с большим усилием и высокой рабочей температурой, таких как велосипедные рамы, твердосплавные фрезы, бурение долото и другие механические детали.
3.5 Флюс
Для того чтобы получить лучшее сварное соединениеПоэтому необходимо разумно подбирать паяльный флюс в соответствии с различными присадочными металлами для совместного использования в качестве сварочных материалов в процессе пайки.
1. Что такое поток?
Флюс, используемый при пайке, называется паяльным флюсом, включая пасту, порошок и т.д.
2. Какова функция потока?
1) Удалите оксидные слои с поверхности припоя и основного металла.
2) Повышение способности жидкого припоя смачивать сварные швы.
3) Предотвратить окисление сварного шва и жидкого припоя в процессе пайки.
3. Требования к флюсу
1) Убедитесь, что имеется достаточная мощность для удаления окислов с поверхности основного и присадочного металла.
2) Температура плавления и минимальная активная температура паяльного флюса должны быть ниже температуры плавления присадочного металла.
4) Летучие вещества в составе флюса должны быть нетоксичными.
5) Флюс и его остатки должны иметь минимальную коррозию к припою и основному металлу и должны легко удаляться.
4. Классификация флюсов
1) Мягкий паяльный флюс
Паяльный флюс, используемый для пайки при температуре ниже 450 ℃, можно разделить на два типа: неорганический и органический.
a. Неорганический мягкий припой (коррозионный мягкий припой) - он состоит из неорганических солей и кислот и обладает сильной химической активностью и термической стабильностью. Этот тип припоя способствует эффективному смачиванию жидким припоем основного металла, но его остатки оказывают сильное коррозионное воздействие.
b. Органический паяльный флюс (некоррозионный паяльный флюс) - его химическая активность относительно слабая и не вызывает коррозии основного металла. Примерами некоррозионных паяльных флюсов являются канифоль, амины и органические галогениды.
2) Паяльный флюс
Флюс, используемый для пайки при температурах выше 450 ℃, имеет высокую вязкость и требует высокотемпературной активации.
Его необходимо использовать при температуре выше 800 ℃, а его остатки трудно удалить.
К распространенным паяльным флюсам относятся бура, борная кислота и их смеси. Добавление фторидов и хлоридов щелочных и щелочноземельных металлов к боридам позволяет улучшить смачиваемость паяльных флюсов на основе буры и борной кислоты, улучшить удаление оксидов, а также снизить температуру плавления и активации паяльных флюсов.
3.6 Газ
Сварочный газ В первую очередь речь идет о защитном газе, используемом в процессах сварки в газовой среде, таких как сварка в защитной среде CO2 и сварка в защитной среде инертного газа, а также о газе, используемом при газовой сварке и резке.
При сварке защитный газ служит не только защитной средой для зоны сварки, но и газовой средой, создающей дугу.
Газовая сварка и резка обычно выполняются с использованием высокотемпературного пламени, образующегося при сгорании газа, который обеспечивает концентрированный источник тепла.
1. Обычный защитный газ
Эмоциональный газ
Молекулярный газ
Сложный газ
Аргон, аммиак
Кислород, азот, водород
двуокись углерода
2. Обычный газ для газовой сварки и резки
То есть, сгорание поддерживающего газ (O2) и горючий газ (ацетилен C2H2).
3. Характеристики и применение распространенных сварочных газов
Газ
Символ
Основные свойства
Применение в сварке
двуокись углерода
CO2
Он обладает стабильными химическими свойствами, не горит и не поддерживает горение, может быть разложен на C0 и 0 при высокой температуре, а также обладает определенной окисляемостью по отношению к металлам. Он может сжижать жидкий CO2, поглощать большое количество тепла при испарении и превращаться в твердый CO2, широко известный как сухой лед.
Сварочная проволока может быть использована в качестве защитного газа во время сварки, например, сварка в защитном газе CO2 и сварка в защитном газе C02+O2, C02+A и других смешанных газов
аргон
Ar
Эмоциональный газ, не активный в химическом отношении, не реагирует с другими элементами при комнатной и высокой температуре
В качестве защитного газа для механической защиты при дуговой сварке, плазменная сварка и резка
кислород
O2
Бесцветный газ, поддерживающий горение, очень активен при высокой температуре, непосредственно соединяется с различными элементами. Во время сварки кислород окисляет металлические элементы когда он попадает в расплавленный бассейн, что играет вредную роль
Он может получить чрезвычайно высокую температуру при смешивании с горючим газом для сварки и резки, таким как кислородно-ацетиленовое пламя и водородно-кислородное пламя. Смешивайте с аргоном, углекислым газом и т.д. в пропорции, и проводите сварку в смешанном газовом щите
B быстро
CH2
Известный как газообразный карбид кальция, он мало растворим в воде, растворим в спирте и в значительной степени растворим в ацетоне. Он смешивается с воздухом и кислородом, образуя взрывоопасную газовую смесь. Он горит в кислороде и излучает высокую температуру и сильный свет.
Он может гореть, не активен при нормальной температуре и очень активен при высокой температуре. Его можно использовать в качестве восстановителя металлических руд и оксидов металлов. Он может расплавляться в жидком металле во время сварки и выпадать в осадок при охлаждении, что легко приводит к образованию пор
При сварке может использоваться в качестве восстановительного защитного газа, смешиваться с кислородом для горения, а также использоваться в качестве источника тепла при газовой сварке
азот
N2
Химические свойства не активны, при высокой температуре может напрямую соединяться с водородом и кислородом. Вредно попадать в расплавленную ванну во время сварки. В основном не реагирует с медью и может использоваться в качестве защитного газа
При азотно-дуговой сварке азот используется в качестве защитного газа для сварка меди и нержавеющей стали. Азот также широко используется в плазме дуговая резка в качестве внешнего защитного газа
Тепловыделение при стыковой сварке выше, чем при сварке чистым Ar
N2
99.9% чистота
высокий
разница
разница
Вызывает пористость и нитриды в стали
Плоский
–
4. Применение смешанного газа при сварке
1)Ar + He
Он может повысить проваруменьшение пористости и повышение эффективности добычи.
Его можно использовать для меди, алюминия и их сплавов, а также титана, циркония и других металлов.
2)Ar + H2
Добавление водорода позволяет повысить температуру дуги, увеличить подводимое к основному металлу тепло и уменьшить образование пористости CO.
Смешанный газ является восстановителем и идеально подходит для сварки никеля и его сплавов, а также труб из нержавеющей стали.
3)Ar + N2
Чтобы повысить температуру дуги, следует добавить N2. Небольшое добавление N2 может повысить жесткость дуги и улучшить формирование сварного шва.
Эта техника подходит для сварки цветных металлов, таких как медь и алюминий.
4)Ar + O2
Содержание кислорода в Ar+O2 (низкое содержание) находится в диапазоне 1-5%, что повышает смачиваемость раствора, минимизирует пористость и стабилизирует дугу. Этот метод подходит для сварка нержавеющей сталиВ том числе низкоуглеродистая и низколегированная сталь.
Содержание кислорода в Ar+O2 (высокое содержание) составляет примерно 20%, что повышает эффективность производства, уменьшает пористость и повышает ударную вязкость сварных швов. Этот метод подходит для сварки углеродистой и низколегированной конструкционной стали.
5)Ar + CO2
Стабильная дуга, минимальное разбрызгивание, простой осевой перенос струи, оптимальное формирование шва и широкий спектр применения (подходит как для переноса струи, так и для переноса короткого замыкания).
6)Ar + CO2 + O2
Было подтверждено, что оптимальная газовая смесь для сварки низкоуглеродистых и низкоуглеродистых легированная сталь составляет 80% аргона, 15% диоксида углерода и 5% кислорода. Эта смесь обеспечивает отличные результаты с точки зрения формирования сварного шва, качества соединения, переноса металла и стабильности дуги, и является весьма удовлетворительной.
7)CO2 + O2
Высокая скорость осаждения, глубокое проплавление, низкое содержание водорода в металле шва, прочная сварка при высоких значениях тока, стабильная дуга и минимальное количество брызг.
Распространенные дефекты сварки
1. Дефект формы сварного шва (рис. 6-1)
6-1
2. Неквалифицированный размер сварного шва (рис. 6-2)
6-2
3. Подрез (рис. 6-3)
6-3
Канавка, созданная вдоль носка или корня сварного шва.
1) Чрезмерный сварочный ток;
2) Слишком длинная сварочная дуга;
3) Неправильный угол наклона электрода.
4. Неполное проникновение (рис. 6-4)
6-4
Неполное проникновение в корень шва во время сварки.
1) Неправильный размер паза;
2) Неправильный выбор параметров процесса сварки;
3) Электрод отклоняется от центра канавки или угол наклона неправильный.
5. Без слияния (рис. 6-5)
6-5
Неполное сплавление и соединение металла шва с основным металлом или сварная шайба металл.
1) Сварочный ток слишком мал или скорость сварки слишком высока;
2) Неквалифицированная очистка перед сваркой;
3) Электрод отклоняется от центра шва.
6. Кратер (рис. 6-6)
6-6
Углубление, образующееся на конце сварного шва или в месте соединения.
7. Прогорание (рис. 6-7)
6-7
Во время сварки расплавленный металл вытекает из задней части канавки, образуя перфорацию.
8. Перекрытие (рис. 6-8)
Металлический нарост, образующийся при стекании расплавленного металла на нерасплавленный основной металл за пределами сварного шва.
9. Включение и включение шлака
Шлак или неметаллические Примеси, остающиеся в сварном шве после сварки.
10. Воздушное отверстие (рис. 6-10)
Отверстие, образованное газом, оставшимся в сварном шве после сварки.
Источник газа, образующий поры:
1) Наружный воздух;
2) Влажность;
3) Загрязнение и примеси в масле.
11. Сварочные трещины (рис. 6-11)
(1) В соответствии с положением сварки
(2) В соответствии с направлением трещины
① Продольная трещина параллельна сварному шву
② Поперечная трещина, перпендикулярная сварному шву
② Трещина, охлажденная ниже температуры мартенситного превращения
③ Трещина при повторном нагреве
④ Трещины в форме лестницы вдоль направления прокатки листа из-за пластинчатого разрыва
12. Всплеск
В CO2 При сварке большая часть расплавленного металла от сварочной проволоки попадает в сварочную ванну, но часть его вылетает и образует брызги. При использовании толстой сварочной проволоки для CO2сварка в газовой среде При больших параметрах разбрызгивание может быть особенно сильным, с частотой до 20%.
Это приводит к невозможности выполнять нормальную сварку. Брызги вредны, так как снижают эффективность сварки, влияют на качество шва и создают плохие условия труда.
Опасность разбрызгивания
Потеря металлических брызг в CO2 При сварке в газовой среде потери расплавленного металла от сварочной проволоки могут составлять от 10% до 30-40%. Идеальные потери контролируются на уровне 2-4%.
Эта потеря имеет несколько негативных последствий:
Это увеличивает расход сварочной проволоки и электроэнергии, снижая эффективность и увеличивая затраты.
Брызги металла могут забивать контактное сопло и мундштук, вызывая проблемы с подачей и нарушая стабильность дуги, а также снижая защитный эффект защитный газ и качество сварного шва.
После сварки необходимо очистить разбрызганный металл, что увеличивает общее время работы.
Брызги могут даже обжечь одежду и кожу сварщика, делая рабочую среду опасной.
Предотвращение и уменьшение разбрызгивания металла является важным моментом при использовании CO2 сварка в газовой среде.
Существует зависимость между количеством брызг и сварочным током для каждого диаметра сварочной проволоки при дуговой сварке CO2. В области низкого тока (переходная зона короткого замыкания) скорость разбрызгивания низкая. Когда ток переходит в область высокого тока (переходная зона мелких частиц), интенсивность разбрызгивания снова снижается. Однако в средней зоне уровень разбрызгивания самый высокий.
Величина разбрызгивания низкая, если сварочный ток меньше 150 А или больше 300 А, и высокая между этими двумя значениями. Чтобы свести к минимуму количество брызг, лучше не выбирать сварочный ток в этой области с высоким уровнем брызг.
После определения силы сварочного тока необходимо подобрать соответствующее напряжение, чтобы обеспечить минимальное количество брызг.
Угол наклона сварочного пистолета:
Количество брызг минимально при вертикальном положении сварочного пистолета. С увеличением угла наклона пистолета увеличивается и количество брызг. Не рекомендуется наклонять сварочный пистолет вперед или назад более чем на 20 градусов.
Длина удлинения сварочной проволоки:
На количество брызг также влияет длина удлинителя сварочной проволоки. Для минимизации разбрызгивания лучше всего держать длину сварочной проволоки как можно короче.
(2) Выберите подходящий материал сварочной проволоки и состав защитного газа.
Например:
Чтобы свести к минимуму образование газа CO во время сварки, рекомендуется выбирать стальную сварочную проволоку с низкой содержание углерода как можно больше.
Опыт показывает, что когда содержание углерода в сварочной проволоке снижается до 0,04%, разбрызгивание может быть значительно уменьшено.
При сварке используйте трубчатую сварочную проволоку.
Флюсовый сердечник трубчатой сварочной проволоки содержит раскислители и стабилизаторы дуги, обеспечивающие защиту газошлакового соединения, делающие процесс сварки более стабильным и значительно снижающие разбрызгивание. Уровень разбрызгивания металла при использовании порошковой проволоки составляет примерно одну треть от аналогичного показателя для сплошной проволоки.
(3) CO2 Смесь используется в качестве защитного газа при сварке длинной дугой.
Хотя количество брызг может быть уменьшено за счет правильного выбора параметров спецификации и использования метода дуги под флюсом, количество образующихся брызг все равно остается значительным.
Включение определенного количества газа аргона (Ar) в двуокись углерода (CO2) газ является наиболее эффективным методом уменьшения разбрызгивания металла, вызванного чрезмерным количеством сварочных частиц.
Физические и химические свойства чистого CO2 газа изменяются, когда в смесь добавляется аргон.
При увеличении доли газа аргона количество брызг постепенно уменьшается.
СО2Смешанный газ +Ar не только уменьшает разбрызгивание, но и улучшает формирование шва, влияя на проплавление, высоту и усиление шва.
Когда содержание аргона достигает 60%, размер капель переноса заметно уменьшается и достигается равномерный перенос распыления, что улучшает характеристики переноса капель и снижает разбрызгивание металла.
Диаграмма дефектов сварки
1. Шкала сварного шва
Метод ремонта
Поверхность сварного шва после удаления окалины
2. Воздушное отверстие
Метод ремонта: Шлифовка, удаление сварного шва и повторная сварка.
3. Воздушное отверстие в форме иглы кратера
4. Воздушное отверстие (отверстие для песка)
5. Усадочная полость
6. Торцевая трещина/трещина сварного шва
7. Появление плохих сварных швов
8. Перекрытие и вспышка
9. Подрез
10. Неровный сварной шов
11. Плохой внешний вид
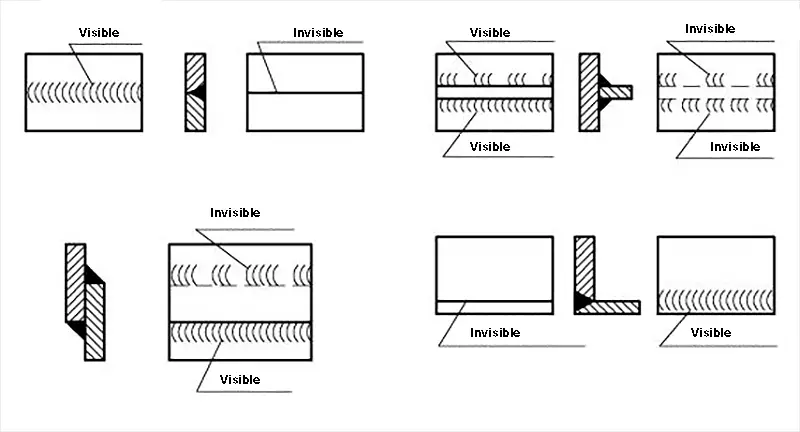
Символ и знак сварки
1. Основные символы
Символ сварного шва состоит из основного символа и ведущей линии, а также, при необходимости, дополнительных символов, вспомогательных символов и символов, указывающих на размер сварного шва.
Основной символ представляет форму поперечного сечения сварного шва и аналогичен символу для формы поперечного сечения сварного шва, приведенному в таблице 4-2.
2. Вспомогательные символы и дополнительные символы
Вспомогательные символы - это символы, указывающие на характеристики формы поверхности сварного шва. Эти символы можно не использовать, если нет необходимости указывать форму поверхности сварного шва.
Дополнительные символы используются для дополнения символов, которые представляют определенные характеристики поверхности сварного шва. Способы представления этих символов приведены в таблице 4-3.
3. Обозначение размера сварного шва
Если при проектировании или производстве необходимо указать размер сварного шва, он обозначается символом размера шва, как показано в таблице 4-4.
Таблица 4-3 Вспомогательные символы и дополнительные символы сварных швов
Серийный номер
Имя
Тип
Вспомогательный символ
Объясните
1
Символ самолета
Указывает на то, что поверхность шва выполнена заподлицо
2
Символ депрессии
Обозначает углубление поверхности сварного шва
3
Поднятый символ
Указывает на выпуклость поверхности сварного шва
Серийный номер
Имя
Тип
Дополнительный символ
Объясните
1
Символ с опорной пластиной
Указывает на наличие опорной пластины в нижней части сварного шва
2
Символ трехстороннего сварного шва
Необходимо, чтобы направление открытия символа трехстороннего сварного шва в основном соответствовало фактическому направлению трехстороннего сварного шва
3
Символ периферийного сварного шва
Указывает на сварку вокруг заготовки
4
Символы сайта
Указывает на сварку на стройплощадке или строительной площадке
Таблица 4-4 Условные обозначения размеров сварных швов
Символ
Имя
Карта эскизов
δ
Толщина листа
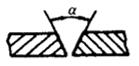
α
Угол паза
b
Зазор в задней части
p
Высота тупой кромки
c
Ширина сварного шва
K
Размер филе
d
Диаметр самородка
S
Эффективная толщина сварного шва
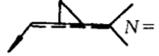
N
Количество одинаковых сварных швов символ
K
Размер филе
R
Радиус корня
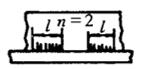
l
Длина сварного шва
n
Количество сегментов сварного шва
H
Глубина канавки
h
Усиление сварного шва
β
Угол наклона торца канавки
4. Лидер
(1) Лидерная линия состоит из стрелки с наконечником и двух опорных линий (одна из них - тонкая сплошная, а другая - пунктирная).
(2) Пунктирная линия может располагаться как выше, так и ниже тонкой сплошной линии.
Линия привязки обычно параллельна длинной стороне титульного блока, но при необходимости она может быть перпендикулярна длинной стороне титульного блока.
Линия стрелки проводится тонкой сплошной линией, и стрелка указывает на соответствующий сварной шов. При необходимости линию стрелки можно один раз изогнуть.
Если необходимо описать метод сварки, в конце справочной строки можно добавить символ хвоста.
Рис. 4-1 Символ ведущего сварного шва
5. Метод определения размеров обычных сварных швов
(1) Размеры поперечного сечения сварного шва указаны слева от основного символа.
(2) Размеры по длине сварного шва отмечены с правой стороны основного символа.
(3) Угол паза (α), угол торца паза (β) и корневой зазор (b) обозначены либо над, либо под основным символом.
(4) На хвостовой части указывается одинаковое количество сварных швов и код метода сварки.
(5) Если требуется маркировка большого количества размерных данных и их трудно различить, перед данными могут быть добавлены соответствующие размерные символы, чтобы помочь прояснить информацию.
Таблица 12-1 Символы сварного шва и способы маркировки
Тип сварочного соединения и паза
Общий сварные соединения Это стыковое соединение, Т-образное соединение, угловое соединение и соединение внахлест, как показано на рисунке.
Выбор сварных соединений в первую очередь основывается на структуре сварки, толщине сварного шва, требованиях к прочности шва и условиях, в которых ведется строительство.
Указанный метод нанесения рисунка на сварной шов
Линия, образующаяся после сварки заготовок, называется сварным швом.
Если на чертеже необходимо простое изображение сварного шва, его можно изобразить с помощью вида, сечения или аксонометрической диаграммы.
Особый способ изображения сварного шва на чертеже показан на рисунке.
Сварочные напряжения и деформации
Конструкционная сварка всегда приводит к сварочным деформациям и напряжениям.
В процессе сварки происходит деформация и внутреннее напряжение возникающие в сварном соединении и изменяющиеся с течением времени, называются соответственно переходной деформацией и переходным сварочным напряжением.
Деформация и напряжение, которые остаются в сварном соединении после охлаждения до комнатной температуры после сварки, называются остаточной сварочной деформацией и остаточным сварочным напряжением соответственно.
3.1 Причины сварочных напряжений и деформаций
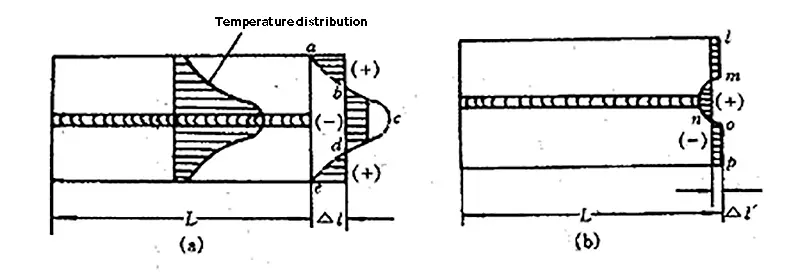
Основной причиной сварочных напряжений и деформаций является неравномерный нагрев и охлаждение зоны сварки.
В процессе сварки происходит локальный нагрев сварного шва, что приводит к деформации, обусловленной свойством металла расширяться и сжиматься.
Однако стальная пластина это цельная деталь, и такое расширение не может происходить свободно.
Конец стальная пластина может равномерно расшириться только на величину Δι.
Напряжения и деформации при стыковой сварке плоской пластины
(a) Во время сварки; (b) После сварки.
Во время охлаждения металл вблизи сварного шва подвергся постоянной сжимающей пластической деформации во время сварки и также ограничен металлом с обеих сторон.
Для поддержания общей согласованности Δι' уменьшается равномерно, что создает определенное упругое напряжение в зоне сварки и определенное упругое сжатие металла с обеих сторон.
В результате в зоне сварки и окружающем металле возникает растягивающее напряжение, а в металле с обеих сторон - сжимающее напряжение.
Напряжение в члене находится в состоянии равновесия. Можно заметить, что после стыковая сварка плоской пластины, длина Δι' короче, чем до сварки.
В то же время в зоне сварки возникает растягивающее напряжение, а металл с обеих сторон, вдали от шва, испытывает сжимающее напряжение.
Другими словами, сварочное напряжение и деформация сохраняются при комнатной температуре и называются остаточным сварочным напряжением и деформацией.
3.2 Распределение, влияние и устранение остаточных напряжений при сварке
Сварочные напряжения можно разделить на четыре категории: термические напряжения, напряжения ограничения, напряжения изменения фаз и остаточные сварочные напряжения. Остаточное сварочное напряжение часто бывает очень высоким.
В конструкциях с толстой сваркой остаточное сварочное напряжение обычно достигает предел текучести материала.
1. Классификация сварочных напряжений
(1) Продольное напряжение: Напряжение по длине сварного шва.
(2) Поперечное напряжение: Напряжение, перпендикулярное длине сварного шва и параллельное поверхности детали.
(3) Напряжение в направлении толщины: Напряжение, перпендикулярное длине сварного шва и поверхности детали.
2. Распределение сварочных остаточных напряжений
(1) Продольное напряжение в сварном шве σ x
Напряжение вдоль продольного направления сварного шва называется продольным напряжением (σ x).
В зоне сжимающей пластической деформации вблизи сварного шва продольное напряжение (σ x) является растягивающим напряжением, которое обычно может достигать предел текучести материала.
Распределение участков сварного шва
(2) Поперечное напряжение в сварном шве
На рисунке показано распределение поперечного напряжения (σy) в сварка пластин определенной длины.
σy - растягивающее напряжение в сварном шве и зоне сжимающей пластической деформации вблизи шва, в то время как два конца испытывают сжимающее напряжение.
Чем дальше от центра сварного шва, тем быстрее уменьшается σy.
Помимо продольных и поперечных напряжений, в сварных конструкциях из толстых листов возникают напряжения по толщине.
Распределение напряжений в трех направлениях сильно неравномерно в направлении толщины.
Электрошлаковая сварка толстых листов приводит к возникновению трех осевых растягивающих напряжений в центре шва, которые увеличиваются с увеличением толщины листа, а на поверхности возникают сжимающие напряжения.
3. Влияние остаточного напряжения при сварке
(1) Влияние на прочность и стабильность сжимаемых деталей
Когда деталь подвергается растягивающей нагрузке, остаточное сварочное напряжение добавляется к напряжению нагрузки, что влияет на прочность детали.
(2) Влияние на хрупкое разрушение компонентов
Увеличение номинального напряжения детали в сочетании со снижением вязкости материала в зоне сварного соединения и наличием дефекты сваркиЭто увеличивает вероятность хрупкого разрушения при небольших внешних нагрузках.
Остаточное растягивающее напряжение в зоне сварного шва может повысить среднее значение растягивающего напряжения в конструкции и снизить ее усталостную долговечность.
(4) Влияние на точность обработки и стабильность размеров сварных изделий
(5) Влияние на распространение трещин
При оценке состояния трещин в зоне сварки необходимо учитывать остаточные сварочные напряжения.
При расчете коэффициента интенсивности напряжений (KI), способствующего росту трещин, используется остаточное напряжение (σr) учитывается с помощью эквивалентного растягивающего напряжения (σ3), который представляет собой вклад остаточного напряжения в рост трещины:
σ3 = αrσr
Где σr зависит от типа трещины (сквозная, заглубленная, поверхностная) и направления трещины (трещины, параллельные линии сплавления, трещины, перпендикулярные линии сплавления, филе сварные трещины).
4. Меры и методы снижения и устранения остаточных напряжений при сварке
(1) Ключевым моментом в снижении сварочных напряжений при проектировании является правильное расположение сварных швов, чтобы избежать наложения напряжений и снизить пиковые напряжения.
① Сведите к минимуму количество сварных швов и уменьшите их размер и длину.
② Сварные швы должны быть расположены на достаточном расстоянии друг от друга и по возможности не пересекаться, чтобы предотвратить возникновение сложных трехмерных напряжений.
③ Во избежание концентрации напряжений сварные швы не должны располагаться в зонах с высоким напряжением и резкими изменениями поперечного сечения.
④ Следует использовать более гибкое соединение типа "стол", и отбортовка следует заменить вставную трубку.
Два метода сращивания сферических сосудов (a) Сварные швы в шахматном порядке; (b) Пересечение сварных швов
(2) Методы снижения сварочных напряжений в процессе сварки
① Выбирайте разумную последовательность и направление сварки и выполняйте большинство сварных швов с меньшей жесткостью.
② Минимизируйте разницу температур между зоной сварки и всей конструкцией, чтобы уменьшить внутренние сварочные напряжения. Используйте общий предварительный подогрев и низкую линейную энергию.
③ Используйте сварку молотком для уменьшения сварочного напряжения и деформации.
④ Уменьшите содержание водорода и исключите его.
(3) Метод устранения остаточных напряжений в основном включает устранение остаточных напряжений после сварки. Для котлов и сосудов под давлением с толщиной деталей под давлением, превышающей определенный размер, требуется послесварочная термическая обработка для устранения внутреннее напряжение.
Как правило, сварка вызывает деформацию заготовки. Если деформация превышает допустимый предел, это влияет на функциональность.
Основной причиной деформации является неравномерный нагрев и охлаждение сварного шва во время сварки.
Во время сварки сварное соединение нагревается только в локальных областях, но металл в нагретой области не может свободно расширяться из-за того, что вокруг него находится металл с более низкой температурой.
При охлаждении он не может свободно сжиматься из-за сдерживания окружающим металлом.
В результате эта часть нагретого металла испытывает растягивающее напряжение, в то время как другие части металла испытывают сжимающее напряжение в равновесии с ним.
Когда эти напряжения превышают предел текучести металла, возникает сварочная деформация.
Трещины появляются при превышении предела прочности металла.
3.3 Формы, факторы влияния и методы контроля сварочных деформаций
1. Формы сварочных деформаций
Формы сварочной деформации могут быть самыми разнообразными. Наиболее распространенными являются пять основных форм или их комбинации.
Основные формы сварочных деформаций
На рисунке (a) показаны продольные и поперечные усадочные деформации в плоской пластине после стыковой сварки;
На рисунке (b) показана угловая деформация плоской пластины после стыковки;
На рисунке (c) показана деформация изгиба, вызванная отклонением расположения сварных швов в цилиндре от центроидальной оси сварного изделия;
На рисунке (d) показана волнистая деформация в тонкостенном сварном соединении после сварки.
Кроме того, балочно-колонные конструкции подвержены деформации при сварке.
Деформация усадки и деформация изгиба являются формами общей деформации, в то время как другие формы считаются локальными деформациями.
2. Факторы, влияющие на сварочную деформацию
(1) Влияние положения сварного шва на сварочную деформацию
При симметричном расположении сварных швов в конструкции происходит только продольное и поперечное укорачивание. Однако если сварные швы расположены в конструкции несимметрично, возникает деформация изгиба. Угловая деформация возникает при отклонении центра тяжести участка сварного шва от центра тяжести участка соединения.
(2) Влияние жесткости конструкции
При одинаковом усилии конструкции с большой жесткостью деформируются меньше, а конструкции с малой жесткостью - больше. Сварочная деформация всегда происходит в направлении, наименее ограниченном жесткостью конструкции или сварного шва.
(3) Влияние последовательности сборки и сварки
Ограничение жесткости при сварке полосового шва зависит от способа сборки и сварки. Для конструкций с симметричными секциями и сварными швами можно использовать метод первой сборки в единое целое. Для сложных сварных конструкций из-за множества сварных швов деформация, вызванная каждым швом, влияет на другие швы, что затрудняет контроль. Таким образом, для контроля общей сварочной деформации необходимо использовать процедуру частичной сборки, сварки, сборки и повторной сварки.
(4) Другие влияющие факторы
Деформация также тесно связана с типом канавки, монтажным зазором, техническими условиями и методом сварки.
3. Методы контроля сварочной деформации
Чтобы контролировать и минимизировать сварочные деформации, необходимо использовать соответствующие схемы проектирования и технологические меры.
(1) Максимально сократите количество, длину и размер сварных швов, обеспечив при этом разумную расчетную несущую способность.
Располагайте сварные швы разумным образом, чтобы все швы в конструкции были симметричны нейтральной оси секции или как можно ближе к ней. Это поможет уменьшить деформацию сварного соединения.
(2) Необходимые технологические меры:
① Резерв на усадку:
При подготовке заготовки добавьте соответствующий припуск на усадку.
Обычно продольная усадка сварного шва рассчитывается на основе длины шва и зависит от таких факторов, как канавка, тип шва и толщина листа.
② Метод обратной деформации:
Используйте опыт или методы расчета для определения метода обратной деформации.
Перед сваркой очень важно оценить размер и направление возможной деформации заготовки. Чтобы предотвратить остаточную деформацию, расположите сварную деталь в направлении, противоположном деформации, или предварительно создайте искусственную деформацию во время сборки. Надлежащий контроль поможет обеспечить придание заготовке правильной формы.
Контроль деформации при стыковой сварке стального листа толщиной 8-12 мм
③ Выберите подходящие методы и характеристики сварки:
Используйте источники концентрированного тепла и быстрые методы сварки для уменьшения деформации.
④ Оптимальная последовательность сборки и сварки:
Разделите большую конструкцию на мелкие части, соберите и сварите каждую часть отдельно, а затем соедините части в единое целое.
⑤ Прочная фиксация:
Закрепите и зажмите конструкцию перед сваркой, чтобы уменьшить деформацию из-за внешних ограничений. Однако жесткие зажим может препятствовать свободной усадке сварного шва, что приводит к высоким внутренним напряжениям внутри детали.
Поэтому очень важно тщательно выбирать материал и конструкцию сварного шва.
⑥ Используйте разумную последовательность сварки
4. Исправление сварочной деформации
Несмотря на применение методов контроля деформации, избежать деформации после сварки все еще сложно. Если деформация сварного соединения превышает пределы, указанные в технических требованиях к изделию, необходимо выполнить послесварочное исправление, чтобы соответствовать стандартам качества продукции.
Цель коррекции - вызвать новую деформацию в сварочных компонентах, чтобы противодействовать деформации, возникшей во время сварки. Однако процесс исправления часто приводит к увеличению внутренних напряжений в компонентах.
Во избежание локальных переломов во время коррекции рекомендуется облегчить сварочное остаточное напряжение перед исправлением деформации. Это поможет обеспечить целостность и стабильность детали.
Распространенные методы механической и пламенной коррекции в производстве:
(1) Метод механической коррекции:
Метод механической коррекции предполагает использование механического давления или холодного молотка для создания пластической деформации и исправления сварочной деформации.
(2) Метод коррекции пламени:
Метод коррекции пламенем использует сокращение, вызванное локальным нагревом пламенем, для противодействия удлинению и деформации в пораженной области. Очень важно правильно определить место нагрева, а температура нагрева для коррекции пламенем обычно составляет 600-800°C.
Коррекция сварочной деформации тавровых балок с помощью пламенного нагрева
Исправление деформации верхней дуги
Коррекция угловой деформации
(3) Обратите особое внимание на тип стали при исправлении:
При выполнении коррекции важно помнить о том. тип стали используется:
Для предотвращения коррозии под напряжением избегайте применения молотка для коррозионно-стойкого оборудования.
Стали с тенденцией к межкристаллитная коррозия и высокую степень закалки не следует корректировать с помощью пламенной коррекции.
Для высокопрочных сталей с высокой склонностью к холодному растрескиванию лучше свести к минимуму использование механических методов, так как они могут легко вызвать закалку при холодной обработке.
Элементы и характеристики сварочного процесса
Технология сварки является важнейшим фактором обеспечения качества сварных соединений. В производственных условиях элементы процесса сварки изложены в подробном руководстве по сварочным работам.
Подробная карта сварочной процедуры создается на основе результатов соответствующего квалификационного теста сварочной процедуры.
Элементы, указанные в карте подробной процедуры сварки, включают:
(1) При использовании непрерывной сварки переменным или постоянным током, основными электрическими параметрами в спецификации сварки являются сварочное напряжение и текущий.
(2) При сварке импульсным током дополнительные электрические параметры включают частоту переменного тока, соотношение включения и выключения, основной ток и пиковое значение тока.
(3) Принцип выбора параметров сварочных спецификаций заключается в обеспечении надлежащего проплавления и сварного шва без трещин, а также в соблюдении требований к рабочим характеристикам, указанных в технических условиях.
При выборе электрических параметров важно учитывать влияние сварочное тепло вклад в совместную работу.
Выбор диаметра электродов для ручной дуговой сварки и соответствующего диапазона сварочного тока см. в таблице 4-8.
Таблица 4-8 Выбор диаметра электрода и сварочного тока для ручной дуговой сварки
Толщина стальных деталей (мм)
1.5
2
3
4~5
6~8
9~12
12~15
16~20
>20
Диаметр электрода (мм)
1.6
2
3
3~4
4
4~5
5
5~6
6~10
Сварочный ток (A)
25~40
40~65
65~100
100~160
160~210
160~250
200~270
260~300
320~400
Таблица 4-9 Выбор спецификаций для двухсторонней автоматической сварки под флюсом для изделий со скошенными углами
Автоматическая дуговая сварка под флюсом
Форма канавки
Диаметр сварочной проволоки (мм)
Последовательность сварки
сварочный ток(A)
Напряжение дуги(V)
Скорость сварки(м/ч)
14
5
положительный
830~850
36~38
5
отрицательный
600~620
36~38
16
5
положительный
830~850
36~38
5
отрицательный
600~620
36~38
18
5
положительный
830~850
36~38
5
отрицательный
600~620
36~38
22
6
положительный
1050~1150
38~40
5
отрицательный
600-620
36~38
24
6
положительный
1100
38~40
5
отрицательный
800
36~38
30
6
положительный
100~1100
36~40
5
отрицательный
900~1000
36~38
Трещины при сварке и контроль
Трещины при сварке относятся к разделению металлического материала (локальному разрушению) в пределах сварного соединения из-за причин, связанных со сваркой, таких как металлургия, материалы, внутренние и внешние силы, во время или после сварки.
Трещины - один из самых опасных дефекты сваркихарактеризуется острыми концами и гораздо меньшей шириной разделения (смещением отверстия), чем длина трещины.
Предотвращение сварочных трещин - важнейший аспект при проектировании и производстве сварных конструкций.
1. Классификация сварочных трещин
Существуют различные виды сварки Трещины и методы их классификации развивались по мере углубления нашего понимания природы трещин.
В следующей таблице приведена общая классификация по времени появления и расположению трещин.
Таблица 4-11 Текущий метод классификации трещин
Период возникновения трещин
Место возникновения
Имя
Процесс сварки
Вблизи сплошной линии
линия сварки
Трещина при застывании
Горячая трещина
Зона термического влияния
Трещина при разжижении
Ниже линии сплошной фазы
линия сварки
Полигональная трещина
Вблизи температуры рекристаллизации T
Зона термического влияния
Трещины в высокотемпературном пластике
Около комнатной температуры
Зона термического влияния
Холодная трещина
Зона термического влияния и прокатный слой основного металла
Ламеллярный разрыв
Во время повторного высокотемпературного отпуска после сварки
Зона термического влияния
Разогреть трещину
Во время использования агрессивной среды
Сварные швы, зона термического влияния
Коррозионное растрескивание под напряжением
2. Общие условия образования сварочных трещин
Трещины в мостах из высокопрочной стали и судостроительных металлоконструкциях - это в основном холодные трещины, на которые приходится 90% всех трещин. На нефтехимических заводах и в энергетическом оборудовании, горячие трещины более распространены. Перлитная жаропрочная сталь склонна к образованию трещин при повторном нагреве.
Существует две основные причины появления трещин:
(1) Напряжение и деформация, возникающие в результате сдерживания, являются основной причиной образования трещин. Для возникновения трещин необходим определенный уровень напряжения, а неравномерный нагрев во время сварки может привести к растягивающему напряжению и деформации в соединении из-за ограничения всей конструкции во время процесса охлаждения сварки.
(2) В определенном диапазоне температур из-за наличия факторов хрупкости определенные части соединения будут трескаться под действием растягивающего напряжения.
3. Трещины при сварке
1. Горячие трещины
(1) Характеристика трещин при горячей сварке:
Горячие трещины имеют следующие морфологические характеристики, которые отличают их от других трещин:
① Большинство трещин открываются на поверхности сварного шва и имеют окисленный цвет.
② Трещины часто возникают на стыке дендритов и вдоль продольного направления в центре поперечного сечения сварного шва.
③ Трещины обычно являются межкристаллитными и проявляют свойства высокотемпературного межкристаллитного разрушения.
④ В основном они возникают во время и после застывания.
(2) Механизм формирования:
При застывании процесс сваркиПри наличии эвтектики с низкой температурой плавления быстрая скорость охлаждения при сварке может привести к раздвиганию границ зерен и образованию трещин, когда зерна затвердели, а границы зерен все еще находятся в жидком состоянии с почти нулевым сопротивлением деформации, и деформация растяжения при сварке высока.
(3) Влияющие факторы:
① Влияние химического состава сварного шва:
Многие эвтектические кристаллы при сварке являются результатом металлургических реакций при сварке.
Элементы, способные рафинировать зерна, создавать соединения с высокой температурой плавления или распределять эвтектику с низкой температурой плавления в сферической или блочной форме, эффективно препятствуют образованию горячих трещин.
Таблица 4-12 Влияние элементы сплава на склонность к образованию горячих трещин
Серьезно влияет на образование горячих трещин
Небольшое количество оказывает незначительное влияние, в то время как большое количество способствует образованию горячих трещин
Уменьшить склонность сварного шва к горячему растрескиванию
Титан, цирконий, алюминий, редкие элементы, марганец (в пределах 0,8%)
Азот, кислород, мышьяк
② Влияние формы сечения сварного шва:
Горячие трещины могут образовываться в глубоких и узких сварных швах из-за макросегрегации, которая концентрируется в середине шва. Поэтому при автоматической дуговой сварке под флюсом толстых листов очень важно регулировать соотношение сварочного тока и напряжения дуги, чтобы коэффициент формы шва был больше 1,3~1,5.
При ручной дуговой сварке сечение шва небольшое, а сила тока низкая, что снижает вероятность образования глубоких и узких швов.
③ Влияние процесса сварки и структуры сварного соединения:
Конструкция сварного шва и процесс сварки непосредственно влияют на прочность сварного соединения, которая отражается в деформации растяжения при сварке. Ее влияние на образование горячих трещин рассматривается как механический фактор.
(4) Меры по предотвращению образования трещин при горячей сварке:
① Основными мерами по предотвращению образования горячих трещин являются жесткий контроль химического состава сварного шва, ограничение содержания примесей углерода, серы и фосфора, а также добавление достаточного количества десульфураторов в сварочные материалы.
② Внедряйте такие меры, как предварительный подогрев перед сваркой, тепловой контроль и сварка с высокой энергией проволоки (при этом коэффициент формы шва не должен быть слишком мал).
③ Максимально уменьшите жесткость сварного соединения, чтобы минимизировать внутреннее напряжение при сварке.
2. Холодные трещины
(1) Характеристики холодных трещин:
Холодные трещины являются наиболее распространенными дефектами сварки при сварке низколегированной высокопрочной стали, среднелегированной стали, среднеуглеродистой стали и других легко закаливаемых сталей.
① Они возникают после затвердевания металла шва, обычно ниже уровня мартенсит при температуре трансформации или при комнатной температуре.
② Они возникают в основном в зоне термического влияния и редко в зоне сварного шва.
③ Они часто задерживаются.
(2) Причина: Первопричиной холодных трещин является совместное воздействие структуры низкой пластичности (закалки) в зоне термического влияния сварного шва, водорода в сварном соединении и сварочного напряжения.
(3) Влияющие факторы:
① Эффект закаливания:
При сварке легкозакаленной стали в зоне перегрева образуется крупнозернистая мартенситная структура, снижающая пластичность металла в зоне термического влияния и повышающая его хрупкость. Это делает его склонным к растрескиванию при высоких растягивающих напряжениях при сварке.
② Роль водорода:
Холодные трещины, вызванные водородом, имеют характеристики замедленного разрушения: от задержки до зарождения, распространения и растрескивания. Длительность времени задержки зависит от концентрации водорода и уровня напряжения в сварном соединении.
TW - Изотермическая поверхность сварного шва с аустенитным превращением; TH - Изотермическая поверхность аустенитного превращения в зоне термического влияния Соответствующая индуцированная диффузия водорода
③ Влияние сварочных напряжений:
Холодные трещины чаще всего возникают, когда сварочное напряжение является растягивающим и происходит одновременно с выпадением водорода и упрочнением материала.
Сварка толстых листов более подвержена образованию холодных трещин в корне. Это связано с жесткостью толстого листа и быстрым охлаждением, которое приводит к образованию закалочной структуры и вызывает высокие сварочные напряжения.
3. Разогрейте трещины
(1) Характеристика трещин при нагреве
① Трещины при повторном нагреве возникают в диапазоне температур 540-930°C после термической обработки для снятия напряжения после сварки.
② Трещины распространяются вдоль границ зерен в крупнозернистой зоне зоны термического влияния.
③ Межкристаллитные трещины с разветвленной формой останавливаются, когда достигают мелкозернистой зоны сварного шва или основного металла.
(2) Механизм образования трещин при нагреве
После термической обработки для снятия напряжения после сварки и повторного нагрева карбиды сплава диспергируются и осаждаются на дислокационных линиях после термической консервации при 550-700°C, что усиливает внутризеренную структуру.
В то же время прочность границ зерен в крупнозернистой области низкая, а пластичность плохая.
В процессе повторного нагрева высвобождается остаточное напряжение, и прочность границы зерна становится слабее, чем прочность самого зерна, что приводит к образованию зернограничной трещины.
(3) Влияющие факторы
Существует несколько факторов, влияющих на появление трещин при повторном нагреве:
К ним относятся химический состав, состояние сдерживания, сварочные характеристики, сварочный пруток прочность, характеристики снятия напряжения и температура эксплуатации основного металла.
① Химический состав в основном влияет на пластичность границ зерен в зоне термического влияния.
② Состояние ограничителя и сварочные характеристики влияют на остаточное напряжение при сварке.
③ Технические условия термообработки для снятия напряжения и температура эксплуатации в основном влияют на пластическую деформацию и степень осаждения карбида сплава, вызванного повторным нагревом.
Таким образом, способность к пластической деформации крупнозернистой зоны в зоне термического влияния, остаточное напряжение при сварке и пластическая деформация, вызванная повторным нагревом, являются тремя основными факторами, влияющими на появление трещин при повторном нагреве.
(4) Меры по предотвращению трещин при повторном нагреве
Улучшение пластичности крупнозернистой зоны в зоне термического влияния сварки.
Снижение остаточных напряжений при сварке.
① Первоочередной мерой является выбор основного металла с низкой чувствительностью к трещинам при перегреве.
② Примите все необходимые меры для снижения остаточного напряжения.
③ Избегайте сочетания сварочных остаточных напряжений с другими напряжениями, такими как структурные напряжения и термические напряжения при повторном нагреве.
④ Использование сварочных материалов с низким коэффициентом совпадения способствует поглощению деформации.
⑤ При условии обеспечения снятия напряжения используйте минимально возможную температуру повторного нагрева и минимальное время выдержки.
Если возможно, замените повторный нагрев последующим нагревом, который должен быть немного ниже, чем температура предварительного нагрева для достижения лучших результатов.
4. Ламеллярный разрыв
(1) Характеристика ламеллярных разрывов
① Во время быстрого охлаждения сварного шва в стальном листе возникают трещины, параллельные поверхности прокатки основного металла, из-за сварочного растягивающего напряжения в направлении толщины листа. Эти трещины известны как пластинчатый разрыв и часто возникают в Т-образных и К-образных соединениях толстых листов.
② Пластинчатый разрыв - это тип трещины, которая возникает при комнатной температуре, обычно после охлаждения до температуры ниже 150°C или комнатной температуры после сварки. Однако, когда структурные ограничения очень высоки и сталь очень чувствительна к пластинчатому разрыву, он может возникнуть и при температуре 300-250°C.
(a) Типичное положение ламеллярного разрыва в "Т"-образном суставе
(b) Пластинчатый разрыв в нисходящем шве барабана котла
(2) Основные факторы, вызывающие разрыв ламелл
① Влияние включений
Включения являются основной причиной анизотропии стали и возникновения пластинчатого разрыва.
② Влияние свойств основного металла
Пластичность и вязкость самой металлической матрицы оказывают значительное влияние на пластинчатый разрыв. Плохая пластичность и вязкость приводят к плохому сопротивлению пластинчатому разрыву.
③ Влияние сдерживающих напряжений
Все сварочные трещины возникают под действием растягивающих напряжений, и пластинчатый разрыв не является исключением. Ламельный разрыв возникает только в тех случаях, когда угловые и Т-образные соединения подвержены образованию больших двусторонних растягивающих напряжений.
(3) Меры предосторожности при ламеллярном разрыве
Ламеллярные разрывы трудно поддаются восстановлению, поэтому профилактика этого дефекта является основной задачей.
① Если сварное соединение склонно к образованию пластинчатых разрывов, оцените чувствительность используемого стального листа к пластинчатым разрывам и выберите стальной лист с низкой чувствительностью.
② Примите разумный тип канавки, чтобы выровнять линию сплавления сварного шва как можно ближе к стальному листу.
③ Для марок стали, чувствительных к пластинчатому разрыву, по возможности используйте сварочные материалы с более низкой маркой прочности, лучшей пластичностью и вязкостью, чтобы уменьшить напряжение в направлении толщины стального листа.
④ Для марок стали с высокой чувствительностью к пластинчатому разрыву предварительно нанесите несколько слоев низкопрочного металла для сварки на поверхность стального листа на участке сварочная канавка.
Качество изготовления сварочной конструкции
Расположение сварных швов в сварочная конструкция оказывает значительное влияние на качество и эффективность сварных соединений.
Общие принципы устройства сварных соединений:
Расположение сварных швов должно облегчать сварочные работы
Место для сварки должно обеспечивать свободное пространство для свободной работы сварщиков и нормальной работы сварочного оборудования.
При выполнении дуговой сварки под флюсом учитывайте удобство хранения сварочный флюс.
Для точечной сварки и сварка швомПри этом следует учитывать удобство установки электродов.
Положение сварного шва должно исключать максимальное напряжение и концентрацию напряжений
Для деталей с большими и сложными напряжениями сварные швы не должны располагаться в местах с максимальными напряжениями и концентрацией напряжений.
Например, соединительный шов для большепролетной сварной стальной балки и листа не должен располагаться в центре балки, вместо этого необходимо добавить дополнительный шов.
Децентрализованное расположение сварных швов снижает сварочные напряжения и деформации
Плотные или поперечные сварные швы могут привести к перегреву, увеличению зоны термического влияния и ослаблению конструкции.
Как правило, расстояние между двумя сварными швами должно превышать трехкратную толщину листа и быть не менее 100 мм.
Сварные швы должны по возможности избегать обработанных поверхностей
Если перед сваркой необходимо выполнить механическую обработку, место сварки должно быть спроектировано как можно дальше от обрабатываемой поверхности.
На поверхностях с высокими требованиями к обработке лучше не устанавливать сварные швы.
Конструкция перехода от конца сварки должна быть плавной и не допускать расплавления
Чтобы предотвратить расплавление во время сварки, на конце сварного соединения не должно быть острых углов. Переход между двумя сварные швы должны быть гладкими, чтобы избежать концентрации напряжений.
Таблица 1 Допуски линейных размеров Единицы измерения: мм
Диапазон номинальных размеров l
Класс толерантности
A
B
C
D
2~30
Допуск t
± 1
>30~120
± 1
± 2
± 3
± 4
>120~400
± 1
± 2
± 4
± 7
>400~1000
± 2
± 3
± 9
± 6
>1000~2000
±3
±4
±8
±12
>2000~4000
±4
±6
±11
±16
>4000-~8000
±5
±8
±14
±21
>8000~12000
±6
±10
±18
±27
>12000~16000
±7
±12
±21
±32
>16000~20000
±8
±14
±24
±36
>20000
±9
±16
±27
±40
(2) Допуск на угловой размер
Короткая сторона угла должна использоваться в качестве базовой грани, а его длина может быть увеличена до обозначенной базовой точки. В этом случае точка отсчета должна быть отмечена на чертеже. Допуски см. в таблице 2. На рисунках 1-5 приведены конкретные примеры.
Таблица 2 Допуски на угловые размеры
Класс толерантности
Номинальный размер (длина заготовки или длина короткой стороны) диапазон/мм
Сайт прямолинейностьДопуски плоскостности и параллельности, указанные в таблице 3, распространяются на все размеры сварных изделий, сварных узлов или сварных деталей, а также на размеры, обозначенные на чертежах. Допуски соосности и симметрии не указаны. Если эти допуски необходимы для производства, они должны быть обозначены на чертеже в соответствии с GB/T1182.
Таблица 3 Допуски на прямолинейность, плоскостность и параллельность Единицы измерения: мм
Общественная оценка
E
F
G
H
Диапазон номинальных размеров l (соответствующий более длинной стороне поверхности)
>30~120
Допуск t
± 0.5
±1
± 1.5
± 2.5
>120~400
±1
± 1.5
±3
±5
>400~1000
±1.5
±3
± 5.5
±9
>1000~-2000
±2
± 4.5
±9
±14
>2000~4000
±3
±6
±11
±18
>4000~8000
±4
±8
±16
±26
>8000~-12000
±5
±10
± 20
±32
>12000~16000
±6
±12
±22
±36
>16000~20000
±7
±14
± 25
±40
>20000
±8
±16
± 25
±40
Проверка участка сварки клепки листового металла
1. Стандарт проверки сырья
1.1 Металлические материалы
1.1.1 Листовой металл Толщина и качество Толщина и качество металлического листа должны соответствовать национальному стандарту, также необходимо предоставить отчет об эксплуатационных испытаниях и сертификат производителя на используемый металлический лист.
1.1.2 Внешний вид материала Материал должен быть ровным, без ржавчины, трещин и деформаций.
1.1.3 Размеры Размеры должны соответствовать чертежам или техническим требованиям. Если они не предоставлены нашей компанией, они должны соответствовать действующим национальным стандартам.
1.2 Пластиковый порошок
1.2.1 Консистенция пластикового порошка Вся партия пластикового порошка должна обладать хорошей консистенцией, иметь заводской сертификат и отчет о проверке, включающий номер порошка, номер цвета и различные параметры проверки.
1.2.2 Требования к испытаниям Пластиковый порошок должен соответствовать требованиям к продукту после испытаний, включая цвет, блеск, выравнивание, адгезию и т.д.
1.3 Общее оборудование и крепеж
1.3.1 Внешний вид Поверхность не должна иметь наплывов и заусенцев, а внешний вид всей партии поступающих материалов должен быть однородным.
1.3.2 Размер Размер должен соответствовать требованиям чертежей и национальных стандартов.
1.3.3 Характеристики Характеристики должны соответствовать требованиям к изделию после пробной сборки и эксплуатации.
2. Стандарты проверки качества технологического процесса
2.1 Стандарт контроля заготовок
Все острые углы, края и шероховатые поверхности, которые могут причинить вред, должны быть зачищены.
Заусенцы, полученные в результате штамповки, не должны иметь заметных выступов, вмятин, шероховатостей, царапин, ржавчины или других дефектов на открытых и видимых поверхностях дверных панелей и панелей.
Заусенцы: После зачистки высота заусенцев не должна превышать 5% от толщины листа (t).
Царапины и следы от ножа: Продукт считается квалифицированным, если он не имеет видимых царапин при прикосновении к нему рукой, при этом царапины не должны превышать 0,1.
Технические требования к допуску поверхности представлены в таблице I.
Прилагается Таблица 1. Требования к допуску плоскостности
Размер поверхности (мм)
Размер деформации (мм)
Ниже 3
Менее ±0,2
Более 3, но менее 30
Менее ±0,3
Более 30, но менее 400
Менее ±0,5
Более 400, но менее 1000
Менее ±1,0
Более 1000, но менее 2000
Ниже ±1,5
Более 2000, но менее 4000
Менее ± 2,0
2.2 Стандарт проверки на изгиб
2.2.1 Заусенец: Высота выдавленного заусенца после гибки не должна превышать 10% от толщины листа (t). Если не указано иное, то радиус изгиба должен быть R1.
2.2.2 Вмятины: На изделии могут быть видимые складки, но они не должны быть заметны при прикосновении. Продукт можно сравнить с контрольным образцом.
2.2.3 Нормы деформации при изгибе: Нормы деформации при изгибе должны соответствовать таблицам II, III и IV.
2.2.4 Направление и размер гиба: Направление и размер гибки должны соответствовать чертежам.
Прилагаемая таблица 2: Требования к диагональным допускам
Диагональный размер (мм)
Разница в размерах диагонали (мм)
Ниже 300
Ниже ±0,3
Более 300, но менее 600
Менее ±0,6
Более 600, но менее 900
Менее ±0,9
Более 900, но менее 1200
Менее ±1,2
Более 1200, но менее 1500
Менее ± 1,5
Более 1500, но менее 1800
Менее ± 1,8
Более 1800, но менее 2100
Ниже±2,1
Более 2100, но менее 2400
Ниже±2,4
От 2400 до 2700
Ниже ±2,7
2.3 Угол:
Угол должен быть проверен и измерен в соответствии со спецификациями на чертежах. Допуск на угол представлен в таблице III.
Предельное значение отклонения углового размера
Предельное значение отклонения углового размера
Класс толерантности
Основная сегментация по размеру
0-10
>10-50
>50-120
>120-400
>400
Точность f
± 1 °
±30'
+20'
±10'
±5'
Средний м
Крупный c
+1°30
+1°
+30
+15′
+10'
Самый грубый v
+3°
±2°
+1°
+30'
+20'
2.4 Стандарты контроля заготовок из листового металла
Размеры должны быть проверены в соответствии с требованиями чертежа, а допуски на размеры приведены в таблице IV.
Прилагаемая таблица 4: Требования к допускам размеров
Стандартный размер
Допуск на размеры (мм)
Ниже 3
±0.2
Более 3, но менее 30
±0.3
Более 30, но менее 400
± 0.5
Более 400, но менее 1000
±1.0
Более 1000, но менее 2000
± 1.5
Более 2000, но менее 4000
± 2.0
2.5 Сварка
2.5.1 Сварные швы должны быть прочными и целостными, без дефектов, таких как некачественная сварка, трещины, неполное проплавление, сварочный проход, вырезы или подрезы.
Длина и высота сварных швов не должны превышать 10% от требуемой длины и высоты.
2.5.2 Требования к точкам сварки: Длина каждой точки сварки должна составлять от 8 мм до 12 мм, расстояние между двумя точками сварки должно составлять 200 ± 20 мм. Точка сварки V должна быть симметричной и иметь одинаковые верхнее и нижнее положения.
Если технологические чертежи содержат специальные требования к точкам сварки, то эти требования имеют приоритет.
2.5.3 Расстояние между точечными сварными швами должно быть менее 50 мм, диаметр точечного шва должен быть менее φ5, а сами точечные швы должны быть расположены равномерно. Глубина вмятины на точечных сварных швах не должна превышать 15% фактической толщины листа, а после сварки не должно оставаться заметных сварочных шрамов.
2.5.4 После сварки никакие другие несварочные детали не должны быть повреждены сварочным шлаком или дугой, а все поверхностная сварка Шлак и брызги должны быть удалены.
2.5.5 После сварки на наружной поверхности деталей не должно быть шлаковых включений, воздушных отверстий, наплывов, выпуклостей, впадин и любых других дефектов. Дефекты на внутренней поверхности не должны быть заметны и не должны влиять на сборку.
Для предотвращения деформации заготовок необходимо также снять напряжение после сварки таких важных деталей, как дверные панели и панели.
2.5.6 Внешняя поверхность сварочных деталей должна быть выровнена шлифованием. Для деталей с порошковым напылением и гальваническим покрытием шероховатость после шлифования должна составлять Ra3.2-6.3, а для окрашенных деталей - Ra6.3-12.5.
3. Стандарты контроля напыленных деталей
3.1 Проверка внешнего вида (метод проверки: визуальный осмотр и ощупывание руками)
3.1.1 Перед распылением необходимо обезжирить поверхность заготовки, обеспыленныйФосфатируется и очищается.
3.1.2 На поверхности заготовки не должно быть следов воды или остатков моющего раствора.
3.1.3 На поверхности заготовки не должно быть масляных пятен, пыли, волокон и других нежелательных явлений, которые могут повлиять на качество или адгезию напыляемой поверхности.
3.1.4 Цвет должен соответствовать образцу пластины (при естественном освещении или люминесцентной лампе 60 Вт для нормального зрения не должно быть явных различий в цвете), а также не должно быть различий в цвете для одной и той же партии продукции (примечание: различие в цвете включает цвет и блеск).
3.1.5 Поверхность покрытия должна быть гладкой, ровной и плоской и не должна иметь следующих дефектов:
Невысыхание и обратное прилипание: поверхность кажется сухой, но на самом деле она не совсем сухая, на ней остаются (или могут оставаться) следы зерен и ворсинки ткани;
Провисание: на поверхности имеются жидкие выступы, которые в верхней части имеют форму бусинок;
Частицы: поверхность похожа на песок, а на ощупь кажется засоренной;
Апельсиновая корка: поверхность выглядит неровной и неоднородной, как кожура апельсина;
Утечка на дне: поверхность прозрачная, цвет подложки виден;
Ямы: небольшие отверстия (ямки) на поверхности из-за усадки, также называемые проколами;
С рисунком: цвет поверхности меняется по глубине, проявляя узоры;
Морщина: поверхность локально слоится и поднимается, на ней появляются морщины (кроме порошка для морщин);
Включение: в покрытии присутствуют посторонние предметы;
Механические повреждения: царапины, ссадины и ушибы, вызванные внешними силами.
3.1.6 Стандарты классификации уровней поверхности:
Поверхность класса A: внешняя поверхность, которая часто видна после сборки, например, панель шкафа, дверь шкафа, боковые стороны вокруг шкафа, верхняя поверхность, видимая обычным людям, и нижняя поверхность, видимая без наклона.
Поверхность класса B: поверхность, которая редко видна, но может быть видна при определенных условиях, например, внутренние аксессуары, усиливающие ребра и внутренняя сторона ворот, которую можно увидеть после открытия.
Поверхность класса C: поверхность, которая обычно не видна или видна только при сборке, например, контактная поверхность между кареткой и направляющей в шкафу.
3.1.7 Условия проверки:
Требования к источнику света: Арктический дневной свет или высокоэффективная флуоресцентная лампа для помещений с двумя источниками света (освещенность 1000 люмен).
Расстояние визуального контроля: 300 мм для поверхности класса A, 500 мм для поверхности класса B и 1000 мм для поверхности класса C.
3.1.8 Стандарты проверки:
Поверхность продукта должна различаться в соответствии со стандартом источника света.
Пленка покрытия на всех поверхностях марки не должна иметь обнажения, отслаивания или других дефектов основного материала, а на всех поверхностях не должно быть царапин, пузырей, проколов, скопления порошка или других нежелательных явлений.
Цвет и рисунок: производитель должен изготовить образцы в соответствии с требованиями, которые должны быть подтверждены обеими сторонами.
Приемка должна проводиться в соответствии с образцом, без явных различий в цвете (не более 3 градусов), а зерно должно соответствовать образцу.
Проверка должна проводиться на расстоянии глаз, сканирование должно осуществляться со скоростью 3 м/мин.
3.1.9 Стандарт на дефекты внешнего вида:
Критерии определения см. в прилагаемой таблице 5.
Прилагаемая таблица 5: Критерии оценки дефектов поверхности
Серийный номер
Тип дефекта
Техническое значение (мм)
Предельная площадь (мм2)
Инструменты для осмотра
Ниже 100
100-300
Выше 300
A
B
C
A
B
C
AB
C
1
Ссадина, царапина, царапина
10 в длину и менее 0,1 в ширину
0
2
2
0
3
1
4
4
Верньерная лента
Длина: 10, ширина: менее 0,15
0
1
1
0
2
21
3
3
15 в длину и менее 0,1 в ширину
0
0
0
0
1
1
1
2
2
Ширина более 0,15
0
0
0
0
0
0
1
1
2
Инородная частица
Ниже 1
1
2
3
2
3
4
3
4
5
верньер
Ниже 1,5
0
1
2
1
2
3
2
3
4
Ниже 2
0
0
1
0
1
2
0
2
3
3
Усадочная полость
Ниже φ0,3
1
1
2
2
2
3
3
3
4
верньер
Ниже φ0,5
0
0
1
1
1
2
2
2
3
Выше φ0,5
0
0
0
0
0
1
0
0
2
4
Черная точка Белая точка Точки других цветов
Ниже 0,3
1
2
2
2
3
3
3
4
4
верньер
5.
Изгибная вмятина
3 в длину и менее 0,2 в ширину.
2
3
3
3
4
4
4
5.
5.
верньер
Длина: 5, ширина: менее 0,2
1
2
2
2
3
3
3
4
4
Более 5 длинных
0
1
1
1
2
2
2
3
3
Более 0,2 ширины.
0
0
1
1
0
2
0
2
3
6.
цвет и блеск
-
Помимо верхнего и нижнего пределов указанной цветовой палитры, не допускается смешение цветов и выцветание
Визуальный осмотр
7.
глянец
-
Не должно быть никаких неровностей, как указано в проекте.
Визуальный осмотр
8.
Масляные пятна и разводы
-
Нет
Визуальный осмотр
Примечания: Значения в жирных черных квадратах - это критерии оценки. Например, "2" означает, что при указанных условиях допускается не более 2 баллов:
3.2 Стандарт контроля толщины покрытия
единица измерения: мкм
Проект
Наружный порошок
Порошок для помещений
Живопись
Метод испытания
Толщина поверхности изделия
60~120
50~100
40~70
Толщиномер покрытий
Внутренняя толщина изделия
60~100
50~80
30~60
Толщиномер покрытий
3.3 Определение блеска и цвета покрытия
3.3.1 Изготовление цветной пластины для напыления
A. Во время выпечки для каждой печи следует создать две цветные пластины для проведения теста на работоспособность. Используемая металлическая пластина должна быть из того же материала, что и продукт, размером 80 × 120, и должна быть добавлена в продукт при нормальных условиях. Номер порошка, условия отверждения, дата и время должны быть четко обозначены и подписаны инженером по качеству (QE).
После подтверждения номер, имя и регистрация должны быть записаны и сохранены. Одна пластина должна храниться для целей тестирования, а другая - для архивации.
B. Срок годности цветной пластины, используемой в процессе производства порошкового напыления, составляет два года, и она должна храниться при комнатной температуре (70 ± 15%) в защищенном от света месте. В помещении для хранения также должны поддерживаться постоянная температура и влажность.
3.3.2 Метод определения блеска и цвета
Глянец: Глянец должен быть оценен с помощью глянцеметра с углом падения 60° и допуском на погрешность ± 5%. Если результаты соответствуют этим критериям, продукт считается квалифицированным.
Цвет: Цвет изделия должен соответствовать чертежу или существенно не отличаться от стандартной цветовой гаммы.
3.4 Испытание на адгезию покрытия
3.4.1 Метод испытания Baige
После напыления следует взять цветную пластину для печи и вырезать на поверхности 11 слоев покрытия по вертикали и горизонтали с интервалом в 1 мм. Резьба должна быть выполнена с соответствующей силой, чтобы царапина не достигла подложки.
Затем поверхность покрытия необходимо разделить на 100 квадратов, после чего закрепить их прочным прозрачным клеем под углом 45 градусов. Затем клей следует резко удалить. В этот момент необходимо проверить, не выпало ли содержимое каждого квадрата.
Каждая клетка представляет собой 1 процент, а стандарт приемлемости - уровень 5, означающий, что количество квадратов с падающим содержанием не должно превышать 5.
3.4.2 Метод оценки
Степень 0: На перекрестках не должно быть осыпаний.
Класс 1: Менее 5% содержимого на перекрестках должно было выпасть.
Степень 2: От 5% до 15% содержимого на перекрестках должно было выпасть.
Степень 3: От 15% до 25% содержимого на перекрестках должно было отвалиться.
Степень 4: От 25% до 35% содержимого на перекрестках должно было выпасть.
Оценка 5: Более 35% содержимого на перекрестках должно было отвалиться.
3.4.3 Метод суждения
Если толщина покрытия менее 40 мкм, длина стороны каждого квадрата не должна превышать 1 мм и должна соответствовать требованиям класса 2.
При толщине покрытия от 40 мкм до 90 мкм длина стороны каждого квадрата должна составлять от 1 мм до 2 мм и соответствовать требованиям класса 3.
При толщине покрытия от 90 мкм до 120 мкм длина стороны каждого квадрата должна составлять 2 мм и соответствовать требованиям класса 4.
Если толщина покрытия превышает 120 мкм, адгезия может снизиться. В целом, предпочтительно, чтобы толщина покрытия не превышала 120 мкм.
В качестве условного стандарта, если есть полный квадрат с выпадающим содержимым, продукт будет считаться неквалифицированным.
3.5 Метод испытания на изгиб пластины
После процесса напыления следует взять цветную пластину из печи и согнуть ее на 180 градусов, чтобы внутренний угол изгиба был равен толщине (r=t). В качестве альтернативы цветную пластину можно согнуть на 90 градусов один раз, при этом покрытие не должно отпасть.
3.6 Испытание покрытия на устойчивость к спиртовым растворителям
Поверхность покрытия следует многократно протереть белой хлопчатобумажной тканью, смоченной в спирте, в течение 10 раз (без чрезмерного нажима). После протирания на хлопчатобумажной ткани не должно оставаться видимых следов покрытия. Когда спирт полностью испарится, не должно быть заметной разницы в цвете или блеске между протертой и непротертой областью.
3.7 Испытание на ударопрочность
Используя испытательное оборудование, необходимо свободно опустить тяжелый молоток весом 500 г с высоты 500 мм. Критерии оценки следующие: после удара четвертью пуансона по лицевой стороне не должно остаться трещин или пленки на покрытии.
3.8 Испытание на твердость
Заостренный карандаш 2H следует использовать для образования угла в 45 градусов с поверхностью пленки и продвинуть вперед по линейке на 15-30 мм. Затем следует проверить поверхность пленки, стерев образовавшийся след резинкой. Продукт будет считаться квалифицированным, если на нем нет подложки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как небоскребы становятся высокими, а автомобили остаются сваренными вместе? Этот блог раскрывает магию, лежащую в основе электросварочных аппаратов. Узнайте о таких ведущих производителях, как Lincoln Electric и Miller Welds,...
Представьте себе машину, которая сваривает с точностью и скоростью, но без надлежащих мер безопасности она становится опасной. В этой статье мы рассмотрим основные правила безопасной эксплуатации сварочных роботов, а также...
В современных интеллектуальных производственных линиях все больше предприятий делают упор на гибкое производство. Промышленная автоматизация - одна из основных тенденций развития современного производства, а робототехника будет...
Технология сварки является распространенным методом в области механического производства и широко применяется на различных этапах промышленного производства. Она играет ключевую роль в продвижении...
Представьте себе технологию сварки, которая обеспечивает точность, эффективность и универсальность, сводя к минимуму количество дефектов. Плазменно-дуговая сварка с переменной полярностью (VPPAW) позволяет добиться именно этого при сварке алюминиевых сплавов. Благодаря независимой регулировке тока...
Что, если бы вы могли гарантировать, что ваши сварные швы всегда будут идеальными? В этой статье мы рассмотрим оценку процесса сварки - важнейший метод тестирования и совершенствования сварочных технологий. Вы...
Ваш сварочный аппарат испытывает блокировку потока газа? Эта распространенная проблема может серьезно повлиять на качество сварки, вызывая такие дефекты, как пористость и трещины. В этой статье мы рассмотрим основные причины...
Вы когда-нибудь задумывались, как можно ремонтировать металлические поверхности без сильного нагрева? Эта статья посвящена увлекательным принципам работы аппаратов холодной сварки, которые используют электроискровое осаждение...
Задумывались ли вы когда-нибудь о трудностях сварки оцинкованных стальных труб? Цинковое покрытие, защищающее эти трубы, также создает такие проблемы, как трещины, пористость и включение шлака во время сварки. Это...