Концепция 5-осевой обработки
Основы пятиосевого станка
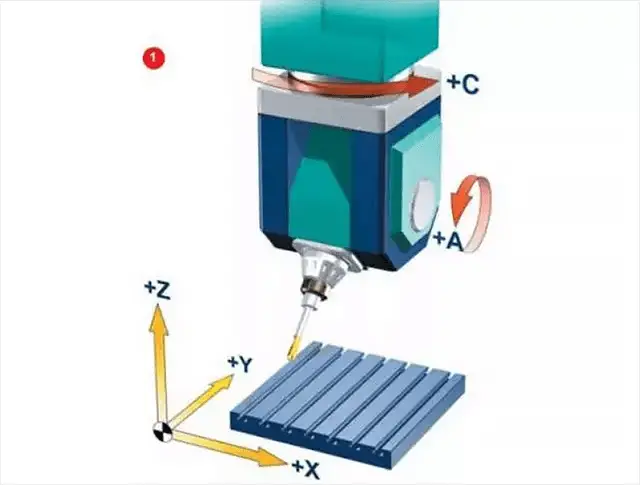
Под 5-осевой обработкой понимается использование систем ЧПУ для одновременного перемещения режущего инструмента или заготовки по пяти различным осям. Такие станки позволяют режущему инструменту приближаться к заготовке практически с любого направления, что позволяет получать более точные и сложные детали.
Пять осей движения:
- Ось X: слева и справа вдоль стола
- Ось Y: перед и зад вдоль стола
- Ось Z: вверх и вниз перпендикулярно столу
- Ось A: вращение вокруг оси X
- Ось B: вращение вокруг оси Y
Благодаря возможности вращения по осям A и B 5-осевые станки достигают более высокого уровня точности и позволяют создавать детали более сложной формы. Такая дополнительная гибкость позволяет сократить время наладки, улучшить качество поверхности и производить детали с более жесткими допусками.
Одновременная 5-осевая обработка
Одновременная 5-осевая обработка - это особый метод, который предполагает одновременное перемещение всех пяти осей в процессе обработки. В отличие от традиционных 3-осевых или индексированных 5-осевых методов обработки, одновременная 5-осевая обработка обеспечивает непрерывное многоосевое движение, что приводит к плавной и непрерывной траектории резания.
Такой подход позволяет создавать еще более сложные геометрии деталей и более жесткие допуски благодаря постоянному контролю углового положения режущего инструмента по отношению к заготовке. Одновременная 5-осевая обработка значительно снижает риск столкновения инструментов, устраняет необходимость в многократной настройке и позволяет использовать более короткий и жесткий инструмент, что снижает вибрации и улучшает качество обработки поверхности.
В целом, пятиосевая обработка дает множество преимуществ, таких как повышенная точность, гибкость и эффективность. Использование одновременной 5-осевой обработки еще больше расширяет границы, позволяя производителям изготавливать более сложные и замысловатые детали с высокой степенью точности.
Процессы 5-осевой обработки
Процессы резки
5-осевая обработка включает в себя процессы резания с использованием разнонаправленных движений, которые обеспечивают большую гибкость и точность. Режущие инструменты работают по пяти осям вместо традиционных трех, что включает в себя не только линейные перемещения по осям X, Y и Z, но и вращение вокруг осей A и B. Такая повышенная свобода перемещения позволяет обрабатывать сложные геометрические фигуры более эффективно и точно.
Важные аспекты процессов резания при пятиосевой обработке включают:
- Оптимизация траектории движения инструмента: Это сокращает время обработки и увеличивает срок службы инструмента за счет исключения лишних движений.
- Непрерывная резка: Благодаря непрерывной регулировке ориентации инструмента можно добиться лучшего качества поверхности и продлить срок службы инструмента.
- Предотвращение столкновений: Передовое программное обеспечение гарантирует, что режущий инструмент и заготовка не столкнутся, сводя к минимуму возможные повреждения станка или обрабатываемой детали.
Процессы фрезерования
Процессы фрезерования в 5-осевых обрабатывающих центрах включают в себя различные методы, позволяющие создавать сложные и точные геометрические формы. Эти процессы часто выполняются на станках с числовым программным управлением (ЧПУ), которые обеспечивают высокий уровень точности, повторяемости и эффективности. Некоторые из наиболее распространенных процессов фрезерования в 5-осевой обработке включают:
- Контурное фрезерование: Этот процесс включает в себя резку по требуемой геометрической траектории, создавая гладкие поверхности и уменьшая необходимость в последующей обработке.
- Фрезерование с индексом: Позволяет позиционировать режущий инструмент через определенные промежутки времени, обеспечивая обработку сложных геометрических форм с высокой точностью.
- Одновременное 5-осевое фрезерование: В этом процессе режущий инструмент и заготовка перемещаются одновременно, что позволяет фрезеровать сложные и детальные детали.
Установки для механической обработки
Сложность 5-осевой обработки требует специальных настроек, обеспечивающих точное позиционирование и надежную фиксацию заготовки в процессе обработки. Существует несколько типов настроек, обычно используемых в 5-осевых обрабатывающих центрах, в том числе:
- Конфигурация 3+2 оси: Эта конфигурация предполагает неподвижное позиционирование заготовки, в то время как режущий инструмент перемещается по нужным осям. Хотя это не настоящая 5-осевая конфигурация, она обеспечивает достаточную гибкость для большинства применений.
- Конфигурация с поворотной головкой: При такой конфигурации режущий инструмент можно поворачивать вокруг осей A и B, что позволяет обрабатывать более широкий диапазон геометрических форм.
- Установка с цапфовым столом: В этой конфигурации используется вращающийся стол, который удерживает заготовку, обеспечивая лучший доступ режущего инструмента к различным поверхностям.
Выбор правильной установки для конкретной операции обработки зависит от различных факторов, таких как сложность детали, имеющееся оборудование и требуемый уровень точности. Правильный выбор установки может значительно повлиять на качество готового изделия, а также сократить время обработки и снизить потребление ресурсов.
5-осевая обработка
Чтобы по-настоящему понять, что такое 5-осевая обработка, нужно сначала разобраться, что такое 5-осевой станок. Пятиосевая обработка, как следует из названия, предполагает добавление двух поворотных осей к трем обычным линейным осям X, Y и Z.
Две вращающиеся оси (оси A, B и C) имеют различные режимы движения для удовлетворения технических требований различных продуктов.
Производители станков Постоянно разрабатываются новые режимы движения для удовлетворения различных требований к механической конструкции 5-осевых обрабатывающих инструментов.
В заключение следует отметить, что в настоящее время на рынке представлены различные типы 5-осевых станков. Хотя их механические конструкции различаются, основные формы включают:
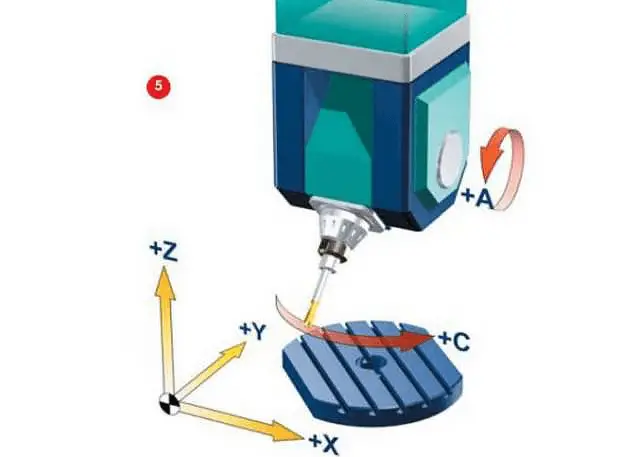
Две вращающиеся координаты непосредственно управляют направлением оси инструмента (форма головки с двойным маятником)
Две координатные оси находятся в верхней части инструмента, но ось вращения не перпендикулярна линейной оси (форма поворотной головки Nutate)
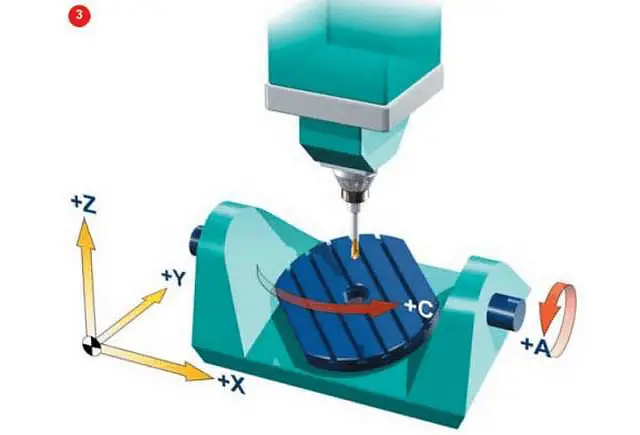
Две вращающиеся координаты напрямую управляют вращением пространства (форма двойного поворотного стола)
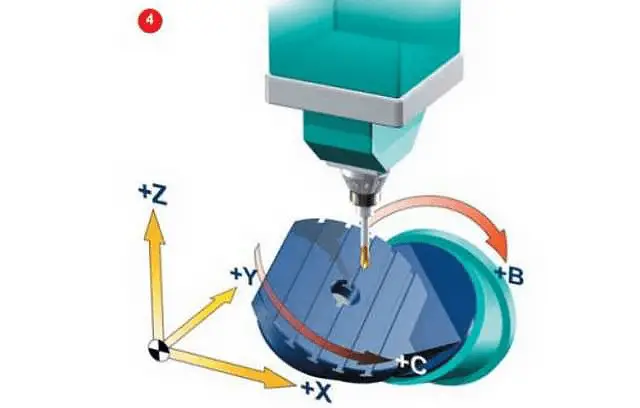
Две координатные оси находятся на рабочем столе, но ось вращения не перпендикулярна линейной оси (форма верстака Nutate)
Две вращающиеся координаты, одна из которых действует на инструмент, а другая - на заготовку (один поворот и одна форма вращения)
* Термины: Если ось вращения не перпендикулярна линейной оси, она считается осью "nutate form".
Разобравшись с 5-осевыми станками, мы должны разобраться в их механизмах.
Однако при таком разнообразии конструкций станков, какие уникальные свойства они могут проявлять в процессе обработки?
В чем заключаются преимущества по сравнению с традиционными 3-осевыми станками?
Теперь рассмотрим основные возможности 5-осевого станка.
Особенности 5-осевых станков
Говоря о характеристиках 5-осевых станков, важно сравнить их с традиционными 3-осевыми станками.
Оборудование для 3-осевой обработки более распространено в производстве, и существует несколько его форм, таких как вертикальная, горизонтальная и портальная.
К распространенным методам обработки относятся торцевая и боковая резка концевой фрезой, профилирование фрезой с шаровидным носом и др.
Однако независимо от формы или метода, общей чертой является то, что направление оси инструмента остается неизменным в процессе обработки.
Станок может реализовать перемещение инструмента в пространственной прямоугольной системе координат только за счет интерполяции трех линейных осей X, Y и Z.
Поэтому при работе с некоторыми изделиями проявляются такие недостатки 3-осевого станка, как низкая производительность, плохое качество поверхности и даже невозможность обработки изделия.
По сравнению с 3-осевым обрабатывающим оборудованием с ЧПУ 5-осевые обрабатывающие центры обладают следующими преимуществами:
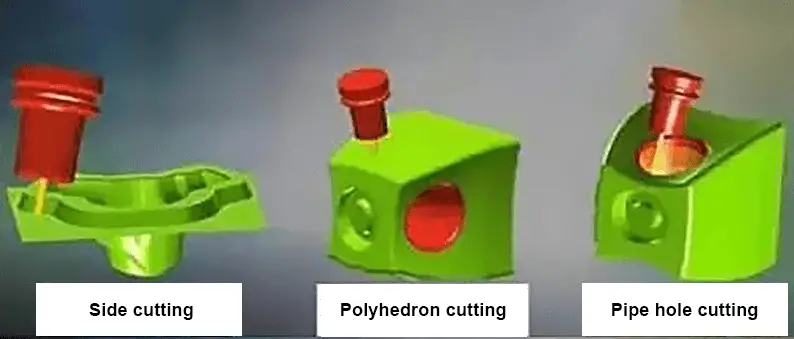
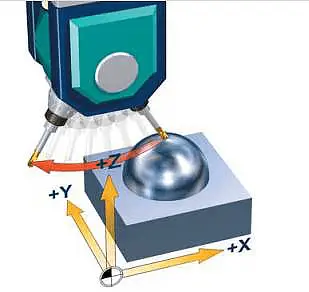
- Поддерживайте наилучшее состояние инструмента и улучшайте условия резания
Как показано на рисунке, в режиме 3-осевого резания слева, когда режущий инструмент перемещается к кончику или краю заготовки, условия резания постепенно ухудшаются.
Для поддержания оптимального состояния резания стол необходимо поворачивать.
Чтобы полностью обработать неровную плоскость, рабочий стол необходимо несколько раз повернуть в разных направлениях.
Видно, что пятиосевой станок также может предотвратить ситуацию, когда линейная скорость центральной точки шаровой концевой фрезы равна нулю, что приводит к улучшению качества поверхности.
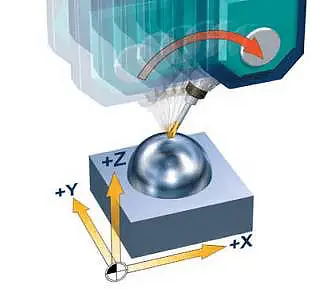
- Эффективное предотвращение вмешательства инструмента
Как показано на рисунке выше, для компонентов аэрокосмической отрасли, таких как крыльчатки, лопасти и лопатки, 3-осевое оборудование не может выполнить требования к обработке из-за помех.
5-осевой обрабатывающий инструмент может удовлетворить это требование.
Кроме того, 5-осевой станок может использовать для обработки более короткие инструменты, что повышает жесткость системы, уменьшает количество необходимых инструментов и устраняет необходимость в специальных приспособлениях.
Для владельцев предприятий это означает экономию средств на инструментах при использовании 5-осевых станков.
- Сократите количество зажим и полная пятисторонняя обработка за один зажим
Как видно из приведенного выше рисунка, 5-осевой обрабатывающий центр также позволяет сократить переоборудование стенда и повысить точность обработки.
При фактической обработке требуется только один зажим, что позволяет гарантировать точность.
Кроме того, благодаря сокращению технологической цепочки и уменьшению количества оборудования для 5-осевого обрабатывающего центра, уменьшилось количество приспособлений, площадь цеха и затраты на обслуживание.
Это означает, что вы можете использовать меньшее количество оборудования, меньшую площадь цеха и меньшие затраты на обслуживание для достижения более эффективной и качественной обработки!
- Повышение качества и эффективности обработки
Как показано на рисунке, 5-осевой станок может выполнять резку через боковую кромку инструмента, что повышает эффективность обработки.
- Сокращение цепочки производственных процессов и упрощение управления производством
Полный спектр возможностей 5-осевого станка станок с ЧПУ инструмент значительно сокращает производственный процесс и упрощает управление и планирование производства.
Его преимущества становятся все более очевидными при обработке более сложных деталей по сравнению с традиционными методами с разрозненными процессами.
- Сокращение цикла разработки новых продуктов
Для компаний аэрокосмической и автомобильной промышленности разработка новых продуктов часто связана с сложные формы и высокой точности.
В таких случаях использование 5-осевого обрабатывающего центра с ЧПУ, обладающего высокой гибкостью, точностью и широкими возможностями обработки, позволяет эффективно решать проблемы точности и цикличности при обработке сложных деталей.
Это, в свою очередь, значительно сокращает цикл разработки и повышает процент успеха при создании новых продуктов.
Однако важно отметить, что 5-осевые станки сложнее, чем их 3-осевые собратья, в отношении управления отношением инструментов, ЧПУ, программирования CAM и последующей обработки.
Кроме того, необходимо учитывать истинную и ложную 5-осевую ось. Различие между истинной и ложной 5-осевой осью заключается в наличии или отсутствии функции RTCP.
Чтобы лучше понять RTCP и то, как она производится и применяется, давайте погрузимся в структуру станка и программирование постобработки.
О RTCP
RTCP, что означает Rotated Tool Center Point, является важнейшим аспектом высококачественной пятиосевой обработки. Системы ЧПУ. Она также известна как функция сопровождения всплывающей подсказки.
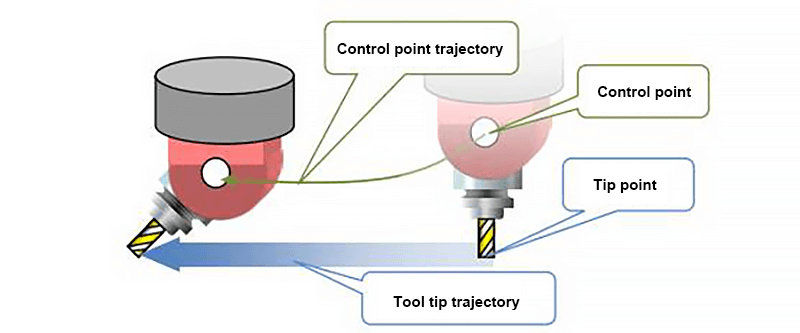
При 5-осевой обработке вращательное движение инструмента приводит к дополнительным перемещениям вершины инструмента, что влияет на положение острия и отношение между инструментом и заготовкой.
Для того, чтобы наконечник инструмента следовал по заданной траектории, система ЧПУ должна автоматически корректировать контрольную точку, которая часто не совпадает с наконечником инструмента.
Одна и та же технология может называться TCPM, TCPC или RPCP. Эти названия схожи по смыслу с RTCP, а основное различие заключается в способе применения технологии.
RTCP относится к применению центральной точки вращения маятниковой головки для компенсации в структуре двойной маятниковой головки.
С другой стороны, такие функции, как RPCP, в основном используются на станках с двойным поворотным столом для компенсации изменения координат линейной оси, вызванного вращением заготовки.
По сути, эти функции направлены на то, чтобы сохранить неизменными центральную точку инструмента и фактическую точку контакта между инструментом и поверхностью заготовки.
В рамках данной статьи такие методы будут называться технологией RTCP.
Происхождение функции RTCP
Много лет назад, когда пятиосевые станки только начинали завоевывать рынок, производители станков усиленно рекламировали концепцию RTCP.
В то время функция RTCP была скорее технологией ради технологии и маркетинговым инструментом.
Однако на самом деле функция RTCP - это не только хорошая технология, но и ценный инструмент, который может принести пользу и создать ценность для клиентов.
При использовании станка, оснащенного технологией RTCP (также известного как настоящий 5-осевой станок), оператору не нужно тщательно выравнивать заготовку относительно оси поворотного стола.
Вместо этого они могут просто зажать его, и станок автоматически компенсирует смещение, что значительно сокращает время подготовки и повышает точность обработки.
Кроме того, упрощается постобработка, поскольку координаты и векторы подсказок легко выводятся.
Как уже упоминалось, пятиосевой Станки с ЧПУ В основном они бывают в виде двойных поворотных головок, двойных поворотных столов или конструкций с одним поворотом и одним вращением.
В следующем разделе мы рассмотрим на примере 5-осевой системы ЧПУ высокого класса с двойным поворотным столом подробное объяснение функции RTCP.
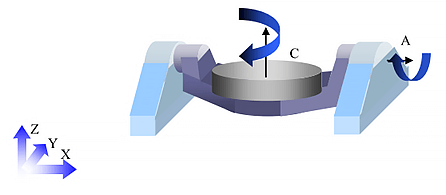
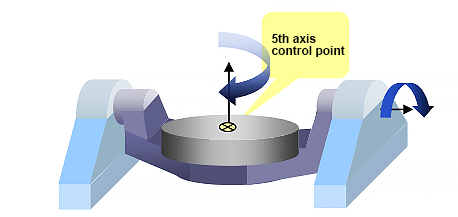
Определение четвертой и пятой осей в 5-осевом станке:
В структуре стола с двойным вращением вращение четвертой оси влияет на положение пятой оси, а пятая ось является координатой вращения четвертой оси.
Однако вращение пятой оси не влияет на положение четвертой оси.
Хорошо, давайте объясним, как понять определение.
Как показано на рисунке, четвертая ось станка обозначена как ось A, а пятая - как ось C.
Заготовка располагается на поворотном столе оси С. При вращении четвертой оси, оси А, происходит воздействие на положение оси С, так как она устанавливается на ось А.
При программировании центрового резания для заготовки, установленной на поворотном столе, любое изменение координаты вращения приводит к изменению координат X, Y и Z линейной оси, что приводит к относительному смещению.
Чтобы устранить это смещение, станок должен выполнить компенсацию, и здесь на помощь приходит функция RTCP.
Как же станок компенсирует смещение?
Чтобы ответить на этот вопрос, нужно сначала проанализировать источник смещения. Как уже говорилось, смещение координат линейной оси вызвано изменением координат вращающейся. Следовательно, очень важно проанализировать центр вращения вращающейся оси.
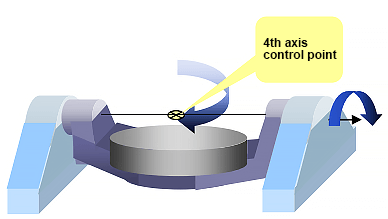
В станках с двойной поворотной платформой точка управления осью C, или пятой осью, обычно располагается в центре вращения стола станка.
Четвертая ось обычно выбирает среднюю точку четвертой оси в качестве контрольной точки.
Для того чтобы обеспечить управление по пяти осям, система ЧПУ должна знать взаимосвязь между контрольными точками четвертой и пятой осей.
В исходном состоянии, когда оси A и C находятся в положении 0, контрольная точка четвертой оси является началом координат в системе координат вращения четвертой оси, а контрольная точка пятой оси представлена вектором положения [U, V, W].
Система ЧПУ также должна знать расстояние между осями A и C.
Пример станков с двойным поворотным столом показан на прилагаемом рисунке.
Как видно, для станков с функцией RTCP система управления разработана таким образом, чтобы центр инструмента всегда находился в положении, заданном при программировании. Это означает, что на программирование не влияет движение станка.
При программировании на станке вам не нужно будет учитывать перемещение станка или длину инструмента. Просто сосредоточьтесь на относительном перемещении инструмента и заготовки. Остальное за вас сделает система управления заданием.
Например:
Как показано на рисунке, когда функция RTCP отсутствует, система управления игнорирует длину инструмента.
В результате инструмент вращается вокруг центра вала, в результате чего наконечник отклоняется от своего положения и становится незафиксированным.
Как показано на рисунке, при активации функции RTCP система управления регулирует только направление движения инструмента, в то время как положение вершины инструмента остается постоянным.
Необходимые компенсации по осям X, Y и Z рассчитываются автоматически.
Что касается проблемы смещения координат линейных осей в 5-осевых станках и системах ЧПУ, в которых отсутствует RTCP, то стоит отметить, что многие пятиосевые станки и системы ЧПУ в Китае считаются "поддельными 5-осевыми".
Этот термин относится к станкам без функции RTCP. Он не определяется внешним видом или тем, связаны ли 5 осей, поскольку ложная пятиосевая система может по-прежнему использоваться для 5-осевой связи.
Основным отличием поддельных 5-осевых станков является отсутствие реального 5-осевого алгоритма RTCP, что означает, что при программировании поддельных 5-осевых станков необходимо учитывать длину хода шпинделя и положение вращающегося стола.
Это означает, что при программировании пятикоординатных систем ЧПУ и станков необходимо использовать технологию программирования и постобработки CAM для предварительного планирования траектории движения инструмента.
Если станок или инструмент изменяется для той же детали, необходимо снова выполнить CAM-программирование и постобработку.
Поддельный 5-осевой станок также должен обеспечивать расположение заготовки в центре вращения рабочего стола при зажатии.
В результате оператор тратит значительное количество времени на зажим и выравнивание, а точность не гарантируется.
Даже для обработки индексов поддельная 5-осевая система проблематична.
С другой стороны, настоящая 5-осевая система требует настройки только одной системы координат и только одной калибровки инструмента для завершения процесса обработки.
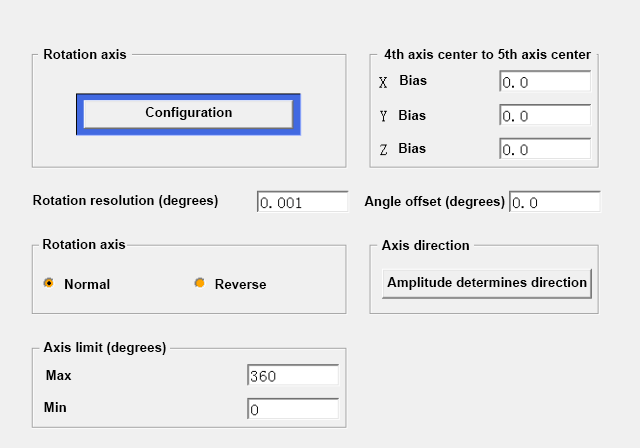
На следующем рисунке в качестве иллюстрации используются настройки редактора постобработки NX, чтобы продемонстрировать преобразование координат фальшивой 5-осевой системы.
Как показано на рисунке, фальшивая 5-осевая система опирается на технологию постобработки для компенсации смещения поворотной оси относительно линейной оси координат, показывая соотношение положения центра между четвертой и пятой осями станка.
Программы ЧПУ, созданные для осей X, Y и Z, включают не только точки подхода, но и необходимые компенсации по этим осям.
Этот метод приводит к снижению точности обработки, низкой эффективности, неуниверсальности программ и высоким трудозатратам.
Кроме того, каждый станок имеет свои параметры вращения, что требует отдельного файла постобработки, что создает неудобства в производстве.
Поддельное пятиосевое программирование невозможно изменить, а ручное пятиосевое программирование практически невозможно.
Отсутствие функции RTCP также ограничивает возможность использования расширенных производных 5-осевых функций, таких как компенсация.
В заключение следует отметить, что выбор 5-осевого станка - это не вопрос истинности или ложности, а вопрос метода, используемого для достижения результатов обработки. С точки зрения экономической эффективности истинные 5-осевые станки являются более жизнеспособным вариантом.
Технологии пятиосевой обработки
Технология ЧПУ
5-осевая обработка с ЧПУ основана на технологии компьютерного числового управления (ЧПУ), которая позволяет выполнять точные движения станка и изготавливать сложные детали. Эта технология позволяет 5-осевым станкам выполнять одновременные движения по пяти различным осям, повышая гибкость и эффективность процессов обработки. Технология ЧПУ Кроме того, снижается вмешательство человека и необходимость ручной регулировки, что приводит к улучшению воспроизводимости и снижению ошибок.
Точность обработки
Одним из ключевых преимуществ 5-осевой обработки является ее высокая точность. Эти станки могут достигать жестких допусков, часто в диапазоне от +/- 0,001 дюйма до +/- 0,0001 дюйма. Такая точность обеспечивает точное соответствие деталей спецификациям, что делает их подходящими для отраслей, требующих сложной геометрии и высококачественной отделки, таких как аэрокосмическая, автомобильная промышленность и производство медицинского оборудования. Повышенная точность также снижает необходимость в дополнительных операциях постобработки или финишной обработки, что минимизирует время и затраты на производство.
Центральная точка инструмента
При 5-осевой обработке с ЧПУ точка центра инструмента (TCP) является критически важным аспектом процесса. TCP - это точка соприкосновения режущего инструмента с заготовкой. Во время обработки станок постоянно регулирует TCP для поддержания контакта с заготовкой при движении по траектории инструмента. Такой последовательный и точный контроль положения и ориентации инструмента позволяет 5-осевым станкам с высокой точностью изготавливать детали сложной формы, изогнутые или наклонные. Благодаря точному контролю ПТС 5-осевые станки позволяют повысить общее качество конечного продукта и снизить риск дорогостоящих ошибок и переделок.
5-осевая обработка в различных отраслях промышленности
Аэрокосмическая промышленность
Пятиосевая обработка играет важную роль в аэрокосмической промышленности из-за необходимости обеспечения точности и сложности компонентов, используемых в самолетах и космических аппаратах. Сложные формы, такие как лопатки турбин и каркасы самолетов, требуют высокого уровня точности и качества обработки поверхности, которые достигаются с помощью 5-осевой обработки. Кроме того, в аэрокосмической промышленности часто используются такие экзотические материалы, как титан и инконель, которые требуют передовых технологий обработки для достижения успешных результатов.
Оборонная промышленность
Оборонная промышленность в значительной степени полагается на 5-осевую обработку при производстве сложных деталей и компонентов, используемых в военной технике. Эти компоненты часто требуют высокого уровня точности и прочности, чтобы выдерживать суровые условия эксплуатации. 5-осевая обработка имеет решающее значение для производства:
- Оружейные системы
- Ракеты и системы наведения
- Военные автомобили и авиационные компоненты
Способность обрабатывать сложные формы с высокой степенью точности необходима для обеспечения функциональности и производительности продукции оборонной промышленности.
Транспортная промышленность
Пятиосевая обработка оказывает значительное влияние на транспортную отрасль, особенно на автомобилестроение и производство высокопроизводительных транспортных средств. Она позволяет производить сложные и легкие компоненты, которые улучшают топливную экономичность и эксплуатационные характеристики автомобилей. Некоторые ключевые области применения в транспортной промышленности включают:
- Компоненты двигателя, такие как поршни и головки блока цилиндров
- Сложные детали подвески и шасси
- Изготовление пресс-форм и штампов для кузовных панелей
Точность, обеспечиваемая 5-осевой обработкой, также гарантирует превосходную чистоту поверхности, снижая необходимость в дополнительных процессах отделки и повышая общую эффективность производственного процесса.
Материалы и инструменты для 5-осевой обработки
Режущие инструменты
При 5-осевой обработке, режущие инструменты являются важнейшими компонентами для эффективного и точного производства. Различные виды резки инструментальные материалы доступны для удовлетворения специфических требований к обработке. Например, твёрдый сплав и быстрорежущая сталь (HSS) являются популярным выбором благодаря своей долговечности и высоким эксплуатационным характеристикам.
Для обработки алюминий и титанИдеальные режущие инструменты должны обладать отличной износостойкостью и термостойкостью. Благодаря своим свойствам инструменты из поликристаллического алмаза (PCD) и кубического нитрида бора (CBN) часто являются предпочтительными для этих материалов. Однако они могут подходить не для всех заготовок, поэтому необходимо учитывать предполагаемое применение.
Еще один аспект, который следует учитывать, - это покрытие покрытия на режущих инструментах, которые могут значительно повысить производительность инструмента за счет снижения трения и повышения износостойкости. К распространенным покрытиям относятся нитрид титана (TiN) и нитрид титана-алюминия (TiAlN).
Профилирование материалов
Когда речь идет о 5-осевой обработке, точная профилирование материала очень важна для получения стабильных результатов при обработке сложных форм. Одним из распространенных применений 5-осевой обработки является создание рабочие колесадля оптимального функционирования которых требуется точное геометрическое профилирование.
- Для алюминийЛегкий и хорошо поддающийся обработке материал, 5-осевая обработка позволяет получить превосходную поверхность и сложные детали. Благодаря своей прочности и коррозионной стойкости он широко используется для изготовления деталей в аэрокосмической и автомобильной промышленности.
- Напротив, титан известен своим высоким соотношением прочности и веса и отличной коррозионной стойкостью, что делает его идеальным выбором для аэрокосмической и медицинской промышленности. Однако низкая теплопроводность титана может вызывать нагрев при обработке, поэтому во избежание преждевременного износа необходимо использовать соответствующие режущие инструменты и системы охлаждения.
В общем, правильное сочетание резки инструменты и материалы Профилирование, а также соответствующие знания о материале заготовки имеют решающее значение для достижения успешных результатов при 5-осевой обработке. Тщательный учет этих факторов обеспечит точность, эффективность и надежность изготовления даже самых сложных деталей.
Качество и производительность при 5-осевой обработке
Улучшение качества поверхности
Пятиосевая обработка имеет множество преимуществ, когда речь идет о повышении качества поверхности. Прежде всего, эта технология позволяет изготавливать сложные детали с минимальными настройками, что снижает риск ошибок и обеспечивает более высокое качество деталей. Кроме того, непрерывное движение по 5 осям позволяет лучше управлять углом наклона режущего инструмента. Это обеспечивает равномерный износ, что приводит к получению более гладких поверхностей.
Использование измерительных систем играет важную роль в достижении превосходного качества поверхности при 5-осевой обработке. Они помогают контролировать поверхность, выявлять любые несоответствия и вносить необходимые коррективы для повышения точности. Это, в свою очередь, приводит к улучшению качества обработки поверхности и снижению количества брака.
Повышение производительности
С точки зрения производительности 5-осевая обработка дает множество преимуществ по сравнению с традиционной 3-осевой обработкой:
- Сокращение времени обработки: Благодаря одновременному движению по всем пяти осям 5-осевые станки могут выполнять сложные операции за одну установку. Это сокращает время, затрачиваемое на настройку, и минимизирует общую продолжительность процесса обработки.
- Повышенная универсальность машины: Пятиосевые станки легко справляются с различными видами операций, например, с фрезерованием, бурение, и токарная обработка. Это означает, что один станок может выполнять несколько функций, что снижает потребность в специализированных станках или дополнительных установках.
- Сокращение расходов на оснастку: Возможность поддерживать постоянное взаимодействие с заготовкой при 5-осевой обработке означает, что износ инструмента распределяется более равномерно. Это продлевает срок службы инструмента, снижая общие расходы на инструмент.
- Улучшенное качество деталей: Использование 5-осевого перемещения позволяет выполнять обработку ближе к геометрии детали без повторного позиционирования, что снижает вероятность ошибок и повышает качество деталей.
В заключение следует отметить, что 5-осевая обработка значительно повышает качество и производительность производственных процессов. Благодаря использованию передовых измерительных систем, универсальных станков и более эффективных операций 5-осевая обработка позволяет добиться более высокого качества поверхности и производительности в современном производстве.
Достижения и тенденции в области 5-осевой обработки
Инновации в крепеже
В мире 5-осевой обработки усовершенствования в области крепежа сыграли важную роль в улучшении производственного процесса. Под креплением понимается система удержания, поддержки и позиционирования заготовки во время ее обработки. С помощью инновационных систем крепления механики теперь могут более эффективно обрабатывать сложные формы и поверхности.
Одним из заметных новшеств в крепеже является интеграция вакуумных систем. Это позволяет надежно удерживать заготовку без традиционных зажимов, значительно улучшая доступ к режущему инструменту. Кроме того, достижения в области материалов и дизайна позволяют производителям создавать более легкие, но прочные приспособления. Это сокращает время установки и способствует ускорению производственных циклов.
Тенденции изменения состояния резания
При 5-осевой обработке условия резания значительно влияют на качество конечного продукта. За годы работы механики определили основные подходы к оптимизации процесса резания, позволяющие получать более плавные и точные результаты.
Некоторые тенденции в области условий резания, определяющие развитие индустрии 5-осевой обработки, включают в себя:
- Адаптивные стратегии резки: Эти стратегии учитывают нагрузку на режущий инструмент и автоматически регулируют параметры резания. Такие подходы снижают износ инструмента, минимизируют вибрации и улучшают качество обработки поверхности.
- Высокоскоростная обработка (HSM): Этот метод предполагает работу режущего инструмента на более высоких скоростях и подачах при сохранении меньшей глубины резания. В результате повышается производительность и улучшается качество поверхности.
- Сплайновая интерполяция: Сплайн-интерполяция - это метод, позволяющий обеспечить более плавные переходы между траекториями движения инструмента в процессе резания. В 5-осевой обработке этот метод помогает изготавливать более точные и сложные детали без ущерба для эффективности.
Благодаря использованию этих достижений и тенденций 5-осевая обработка продолжает расширять границы возможного при изготовлении очень сложных деталей. Благодаря инновациям в крепеже и тенденциям в области условий резания эта область открывает новые возможности для повышения эффективности и точности современного производства.