1. Manuelles Entgraten
Beim manuellen Entgraten werden die Grate mit Werkzeugen wie Feilen, Schleifpapier und Polierwerkzeugen entfernt. Diese Methode ist einfach und erfordert keine hohen technischen Fähigkeiten des Arbeiters, weshalb sie sich für Produkte mit kleinen Graten und einfachen Strukturen eignet. Daher wird sie in vielen Unternehmen zur Gratentfernung eingesetzt.
Arten von Dateien
Beim manuellen Entgraten werden hauptsächlich zwei Arten von Feilen verwendet:
- Manuelle Dateien: Sie sind teurer und haben eine geringere Entgratungsleistung. Sie sind auch weniger effektiv bei der Beseitigung von Graten in komplexen Querbohrungen.
- Pneumatische Feilen: Diese sind im Allgemeinen effizienter und kostengünstiger als manuelle Dateien.
Vorteile
- Vereinfachung: Einfach zu erlernen und auszuführen, erfordert nur minimale technische Kenntnisse.
- Vielseitigkeit: Geeignet für eine Vielzahl von einfachen Strukturen und kleinen Graten.
Benachteiligungen
- Arbeitskosten: Höhere Arbeitskosten aufgrund des manuellen Charakters des Prozesses.
- Wirkungsgrad: Geringere Effizienz im Vergleich zu automatisierten Verfahren.
- Komplexität: Schwierigkeiten bei der Entfernung von Graten bei komplexen Querbohrungen.
Anwendbare Objekte
- Material: Druckgussteile aus Aluminiumlegierung.
- Struktur: Produkte mit einfachen Strukturen.
- Qualifikationsniveau: Geringe technische Anforderungen an die Arbeitnehmer.
2. Entgraten mit Stanze
Das Entgraten, also das Entfernen unerwünschter Grate oder scharfer Kanten von Metallteilen, kann mit einer Stanzform in einer Stanzmaschine effektiv durchgeführt werden. Diese Methode nutzt die Präzision und Effizienz von Stanzwerkzeugen, um hochwertige Entgratungsergebnisse zu erzielen.
Prozess-Übersicht
Ein Stanzwerkzeug zum Entgraten besteht in der Regel aus einem Grob- und einem Feinschneidwerkzeug. Diese Werkzeuge arbeiten zusammen, um zunächst den Großteil der Grate zu entfernen (Grobschneiden) und dann die Kanten auf die gewünschte Glätte zu bringen (Feinschneiden). In einigen Fällen wird auch ein Kalibrierwerkzeug eingesetzt, um sicherzustellen, dass die endgültigen Abmessungen des Teils genau und einheitlich sind.
Vorteile
- Wirkungsgrad: Durch den Einsatz von Stanzwerkzeugen wird der Entgratungsprozess im Vergleich zu manuellen Methoden erheblich beschleunigt. Dies ist besonders vorteilhaft für die Großserienproduktion, wo Zeiteffizienz entscheidend ist.
- Konsistenz: Stanzwerkzeuge sorgen für gleichbleibende Entgratungsergebnisse und gewährleisten eine einheitliche Qualität bei allen Teilen.
- Präzision: Das Feinschneidwerkzeug sorgt dafür, dass die Kanten glatt sind und den geforderten Spezifikationen entsprechen, wodurch die Notwendigkeit zusätzlicher Nachbearbeitungen reduziert wird.
Benachteiligungen
- Kosten: Die Herstellung von Grob- und Feinschneidwerkzeugen sowie von möglichen Kalibrierwerkzeugen ist mit gewissen Kosten verbunden. Diese Anfangsinvestition kann insbesondere für kleine Betriebe erheblich sein.
- Komplexität: Das Einrichten und Warten der Stanzwerkzeuge erfordert technisches Know-how und Präzision, was die Komplexität des Betriebs erhöhen kann.
Anwendbare Objekte
Diese Entgratungsmethode eignet sich besonders für Druckgussteile aus Aluminiumlegierungen mit einfachen Trennflächen. Die Effizienz und der Entgratungseffekt, die mit Stanzwerkzeugen erzielt werden, sind manuellen Methoden überlegen, was sie zur idealen Wahl für Teile macht, die hohe Präzision und Konsistenz erfordern.
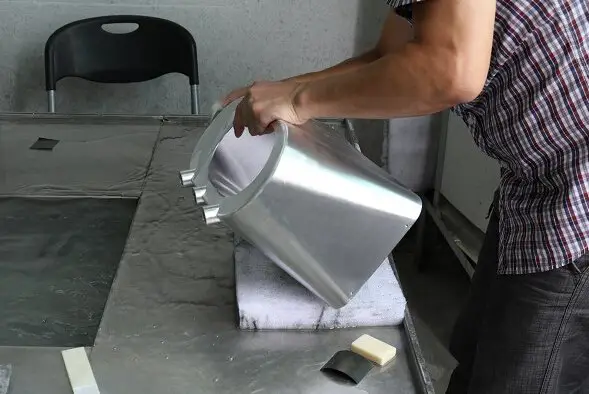
3. Entgraten durch Schleifen
Das Entgraten durch Schleifen ist eine gängige Methode, um Grate von Metallteilen zu entfernen, insbesondere bei Druckgussstücken aus Aluminiumlegierungen. Bei diesem Verfahren werden abrasive Materialien verwendet, um unerwünschte Kanten oder Vorsprünge zu glätten und zu entfernen, die nach der Bearbeitung oder dem Gießen an den Teilen zurückbleiben. Der Schleifprozess kann mit verschiedenen Techniken durchgeführt werden, z. B. Vibration, Sandstrahlen und Walzenverfahren.
Vorteile
- Wirkungsgrad: Geeignet für die gleichzeitige Verarbeitung einer großen Anzahl von kleinen Produkten.
- Vielseitigkeit: Kann auf verschiedene Arten von Materialien und Teilegeometrien angewendet werden.
Benachteiligungen
- Unvollständige Entfernung: Die Entfernung von Graten durch Schleifen ist nicht immer gründlich. Es können Restgrate zurückbleiben, die eine zusätzliche manuelle Bearbeitung oder den Einsatz anderer Entgratungsmethoden erfordern, um eine saubere Oberfläche zu erzielen.
- Schäden an der Oberfläche: Es besteht die Gefahr, dass die Oberfläche der Teile beschädigt wird, wenn sie nicht sorgfältig kontrolliert wird, was die Gesamtqualität des Endprodukts beeinträchtigen kann.
Anwendbare Objekte
- Große Chargen kleiner Druckgussteile aus Aluminiumlegierungen: Dieses Verfahren eignet sich besonders für die Bearbeitung großer Mengen kleiner Teile, wie z. B. von Druckgussteilen aus Aluminiumlegierungen. Die Effizienz des Schleifens macht es ideal für die Großserienproduktion.
4. Entgraten durch Einfrieren
Das Entgraten durch Gefrieren, auch bekannt als kryogenes Entgraten, ist ein spezielles Verfahren zur Entfernung von Graten an Werkstücken durch den Einsatz von extrem niedrigen Temperaturen. Diese Methode umfasst die folgenden Schritte:
- Temperaturabfall: Das Werkstück wird einem starken Temperaturabfall ausgesetzt, in der Regel mit flüssigem Stickstoff oder anderen kryogenen Mitteln. Dieser schnelle Abkühlungsprozess macht die Grate spröde.
- Sprengen mit Pellets: Wenn die Grate spröde geworden sind, werden sie mit Hilfe von Granulaten, die oft aus Kunststoff oder anderen geeigneten Materialien bestehen, abgestrahlt. Durch den Aufprall dieser Pellets werden die spröden Grate wirksam entfernt, ohne das Werkstück zu beschädigen.
Vorteile
- Präzision: Diese Methode ist sehr effektiv bei Werkstücken mit geringer Gratwandstärke und kleineren Abmessungen und gewährleistet eine präzise Entgratung ohne Beeinträchtigung der Integrität des Werkstücks.
- Integrität der Oberfläche: Das Verfahren bewahrt die Integrität der Oberfläche des Werkstücks und eignet sich daher für empfindliche und komplexe Teile.
Kostenüberlegungen
Die Kosten für die erforderliche Ausrüstung zum kryogenen Entgraten können erheblich sein. Die Preisspanne für solche Anlagen liegt in der Regel zwischen 30.000 und 40.000 USD. Diese Investition umfasst das kryogene System, die Pellet-Strahlanlage und die für den Umgang mit kryogenen Materialien erforderlichen Sicherheitsmaßnahmen.
Anwendbare Objekte
Kryogenes Entgraten ist besonders geeignet für:
- Druckgussteile aus Aluminiumlegierungen: Diese Methode ist ideal für Druckgussteile aus Aluminiumlegierungen mit dünnen Gratwänden und kleinem Volumen. Die durch die niedrigen Temperaturen hervorgerufene Sprödigkeit ermöglicht eine effiziente und saubere Entfernung der Grate.
Externe Systemanalyse
Für diese Methode ist keine zusätzliche externe Systemanalyse erforderlich, da das Verfahren in sich geschlossen ist und außer der Kryogen- und Pelletstrahlanlage keine externen Systeme benötigt.
5. Entgraten durch thermische Explosion
Übersicht
Thermisches Entgraten, auch bekannt als Explosionsentgraten, ist eine spezielle Methode zur Entfernung von Graten an Präzisionsteilen. Bei dieser Technik wird ein brennbares Gasgemisch in einen Ofen eingeleitet und gezündet, um eine kontrollierte Explosion zu erzeugen. Die durch die Explosion erzeugte starke Hitze brennt die Grate effektiv weg und hinterlässt das Teil mit einer sauberen Oberfläche.
Anwendungen
Diese Methode wird vor allem in Branchen eingesetzt, die hohe Präzision erfordern, wie z. B. in der Automobil- und Luftfahrtindustrie. In diesen Branchen geht es oft um komplexe Bauteile, die eine sorgfältige Endbearbeitung erfordern, um optimale Leistung und Sicherheit zu gewährleisten.
Vorteile
- Präzision: Das thermische Entgraten ist hocheffektiv beim Entfernen von Graten an komplizierten und schwer zugänglichen Stellen von Präzisionsteilen.
- Konsistenz: Das Verfahren liefert einheitliche Ergebnisse, was für die Einhaltung der Qualitätsstandards in der Hochpräzisionsindustrie entscheidend ist.
Benachteiligungen
- Hohe Ausrüstungskosten: Die für das thermische Entgraten erforderlichen Maschinen sind sehr teuer und kosten oft mehr als $150.000. Diese hohe Anfangsinvestition kann für kleinere Hersteller ein erhebliches Hindernis darstellen.
- Technisches Fachwissen: Die Bedienung von Anlagen zum thermischen Entgraten erfordert hochqualifiziertes Personal. Das Verfahren erfordert eine präzise Kontrolle der Gasgemische und der Explosionsparameter, was eine spezielle Ausbildung und Fachkenntnisse voraussetzt.
- Probleme mit der Effizienz: Trotz seiner Präzision kann das thermische Entgraten bei bestimmten Anwendungen ineffizient sein. Das Verfahren kann nicht immer alle Grate effektiv entfernen, was dazu führt, dass zusätzliche Nachbearbeitungsschritte erforderlich sind.
- Nebenwirkungen: Die bei der Explosion entstehende starke Hitze kann unerwünschte Nebeneffekte wie Rostbildung und Verformung der Teile verursachen. Diese Probleme können die Integrität und Funktionalität der Komponenten beeinträchtigen.
6. Entgraten mit der Graviermaschine
Das Entgraten ist ein wichtiger Prozess in der Fertigung, insbesondere bei der Herstellung von Metallteilen, wo Grate - unerwünschte erhabene Kanten oder kleine Materialstücke - die Funktionalität und Sicherheit des Endprodukts beeinträchtigen können. Eine effektive Methode zum Entgraten ist der Einsatz einer Graviermaschine.
Kosten-Wirksamkeit
Der Einsatz einer Graviermaschine zum Entgraten ist eine kostengünstige Lösung. Die Erstinvestition für eine solche Maschine liegt in der Regel zwischen mehreren Tausend und Zehntausenden von Dollar, je nach den Fähigkeiten und Merkmalen der Maschine. Diese Investition kann durch die Effizienz und Präzision der Maschine beim Entfernen von Graten gerechtfertigt werden, was zu einer Verringerung der manuellen Arbeit und einer verbesserten Produktqualität führt.
Anwendbarkeit
Diese Methode eignet sich besonders für das Entfernen von Graten an Produkten mit einfachen räumlichen Strukturen und regelmäßigen Entgratungspositionen. Die Graviermaschine kann so programmiert werden, dass sie bestimmten Bahnen folgt, was sie ideal für Teile macht, bei denen sich die Grate stets in vorhersehbaren Bereichen befinden.
Vorteile
- Präzision: Graviermaschinen bieten eine hohe Präzision bei der Gratentfernung und gewährleisten, dass die Integrität des Werkstücks erhalten bleibt.
- Konsistenz: Die Automatik von Graviermaschinen sorgt für gleichbleibende Ergebnisse bei mehreren Teilen und verringert die Variabilität.
- Wirkungsgrad: Diese Maschinen können mit hohen Geschwindigkeiten arbeiten, wodurch sich der Zeitaufwand für das Entgraten im Vergleich zu manuellen Methoden erheblich verringert.
Beschränkungen
Während Graviermaschinen für bestimmte Anwendungen sehr effektiv sind, eignen sie sich möglicherweise nicht für Teile mit komplexen Geometrien oder unregelmäßigen Gratstellen. In solchen Fällen sind alternative Entgratungsmethoden wie das manuelle Entgraten oder die Verwendung spezieller Entgratungswerkzeuge möglicherweise besser geeignet.
7. Chemisches Entgraten
Chemisches Entgraten, auch bekannt als elektrochemisches Entgraten (ECD), ist ein Verfahren, das die Prinzipien elektrochemischer Reaktionen nutzt, um selektiv und automatisch Grate von Metallteilen zu entfernen. Diese Methode eignet sich besonders gut für die Beseitigung von Innengraten, die mit mechanischen Mitteln nur schwer zu erreichen und zu entfernen sind.
Prozess-Übersicht
Beim chemischen Entgraten wird das Werkstück in eine elektrolytische Lösung getaucht, und es wird ein elektrischer Strom angelegt. Die Grate, die am stärksten exponierten und am wenigsten abgestützten Teile des Metalls, lösen sich aufgrund der elektrochemischen Reaktion bevorzugt auf. Dieses Verfahren ist sehr kontrolliert und kann automatisiert werden, so dass es sich für hochpräzise Anwendungen eignet.
Ideale Anwendungen
Chemisches Entgraten ist besonders vorteilhaft für Bauteile mit komplizierten Innengeometrien, bei denen herkömmliche Entgratungsmethoden Schwierigkeiten bereiten könnten. Es wird üblicherweise verwendet für:
- Pumpenkörper: Diese haben oft komplexe innere Durchgänge, in denen Grate den Flüssigkeitsstrom behindern oder Turbulenzen verursachen können.
- Ventilkörper: Die Präzision von Ventilgehäusen ist für eine einwandfreie Abdichtung und Funktion von entscheidender Bedeutung, weshalb die Beseitigung selbst kleinster Grate unerlässlich ist.
Anwendbare Objekte
Diese Methode eignet sich zum Entfernen von schwer zugänglichen Innengraten und kleinen Graten mit einer Dicke von weniger als 7 Drähten (ca. 0,178 mm). Sie ist besonders effektiv für Komponenten wie z. B.:
- Pumpenkörper: Gewährleistung glatter Innenflächen zur Aufrechterhaltung einer effizienten Fluiddynamik.
- Ventilkörper: Verbesserung der Dichtflächen und der Betriebssicherheit.
- Andere ähnliche Komponenten: Alle Teile mit komplexen Innengeometrien, bei denen Grate die Leistung oder die Montage beeinträchtigen könnten.
Vorteile
- Präzision: Kann sehr kleine Grate entfernen, ohne das umgebende Material zu beschädigen.
- Automatisierung: Kann in automatisierte Produktionslinien integriert werden, was die manuelle Arbeit reduziert und die Konsistenz erhöht.
- Selektive Entfernung: Zielt nur auf die Grate und bewahrt die Integrität der Hauptkomponente.
Überlegungen
- Materialkompatibilität: Die Elektrolytlösung und die Prozessparameter müssen auf den spezifischen Werkstoff des Bauteils abgestimmt sein, um unerwünschte Korrosion oder Schäden zu vermeiden.
- Auswirkungen auf die Umwelt: Die ordnungsgemäße Handhabung und Entsorgung der Elektrolytlösung ist notwendig, um die Umweltbelastung zu minimieren.
8. Elektrolytisches Entgraten
Elektrolytisches Entgraten ist ein Verfahren zur Entfernung von Graten an Metallteilen durch Elektrolyse. Diese Technik ist besonders effektiv bei der Entfernung von Graten an verdeckten Stellen des Werkstücks und bei komplexen Formen. Sie ist für ihre hohe Produktionseffizienz bekannt, da die Vorgänge in der Regel nur wenige Sekunden bis einige zehn Sekunden dauern.
Prozess-Übersicht
Beim elektrolytischen Entgraten wird das Werkstück in eine Elektrolytlösung getaucht und ein elektrischer Strom durch die Lösung geleitet. Die Grate, die am weitesten vorstehen, werden aufgrund der höheren Stromdichte an diesen Stellen bevorzugt aufgelöst. Dies führt dazu, dass die Grate ohne nennenswerten Materialverlust vom restlichen Werkstück entfernt werden.
Vorteile
- Hoher Wirkungsgrad: Der Vorgang ist sehr schnell und dauert oft nur Sekunden.
- Präzision: Es kann effektiv Grate von komplexen und schwer zugänglichen Stellen entfernen.
- Vielseitigkeit: Geeignet für eine Vielzahl von Werkstoffen und Bauteilen, darunter Zahnräder, Pleuelstangen, Ventilgehäuse, Kurbelwellen und zum Abrunden scharfer Ecken.
Benachteiligungen
- Ätzender Elektrolyt: Der bei diesem Verfahren verwendete Elektrolyt ist korrosiv, was dazu führen kann, dass die Oberfläche in der Nähe des Grats ihren Glanz verliert und möglicherweise die Maßhaltigkeit des Werkstücks beeinträchtigt.
- Nachbehandlung erforderlich: Nach dem elektrolytischen Entgraten ist es notwendig, das Werkstück zu reinigen und zu entrosten, um Korrosion zu verhindern und die Oberflächenqualität wiederherzustellen. Dies ist besonders wichtig für Druckgussteile aus Aluminiumlegierungen.
Anwendungen
Das elektrolytische Entgraten eignet sich für eine Vielzahl von Anwendungen, darunter:
- Zahnräder: Entfernen von Graten aus Ölleitungslöchern und anderen komplizierten Teilen.
- Pleuelstangen: Für glatte Oberflächen und präzise Abmessungen.
- Ventilkörper: Entgraten von inneren Durchgängen und komplexen Geometrien.
- Kurbelwellen: Reinigung der Ölleitungsöffnungen und Abrundung scharfer Ecken.
9. Hochdruck-Wasserstrahl-Entgraten
Das Hochdruckwasserstrahl-Entgraten ist ein Verfahren, bei dem die sofortige Wirkung von Hochdruckwasser genutzt wird, um Grate und fliegende Kanten von Werkstücken zu entfernen. Diese Technik ist besonders effektiv für Reinigungszwecke und stellt sicher, dass das Endprodukt frei von unerwünschtem Material und Unvollkommenheiten ist.
Ausrüstung und Anwendungen
Die für das Hochdruck-Wasserstrahlentgraten verwendeten Geräte sind sehr anspruchsvoll und folglich recht teuer. Aufgrund der Kosten wird diese Methode vor allem in Branchen eingesetzt, in denen Präzision und Sauberkeit von größter Bedeutung sind, wie z. B. im Automobilsektor und in den hydraulischen Steuerungssystemen von Maschinen.
Vorteile
- Präzisionsreinigung: Der Hochdruck-Wasserstrahl erreicht auch komplizierte Stellen, die bei anderen Entgratungsmethoden möglicherweise nicht erreicht werden, und gewährleistet eine gründliche Reinigung.
- Nicht-abrasiv: Im Gegensatz zu mechanischen Entgratungsmethoden führt das Wasserstrahlentgraten nicht zu zusätzlichem Verschleiß oder Belastung des Werkstücks.
- Umweltschonend: Bei dieser Methode entstehen keine schädlichen Stäube oder Ablagerungen, was sie zu einer sauberen Alternative zu herkömmlichen Entgratungsverfahren macht.
Benachteiligungen
- Hohe Kosten: Der Hauptnachteil des Hochdruck-Wasserstrahlentgratens sind die hohen Kosten für die Ausrüstung, die für Unternehmen eine erhebliche Investition darstellen können.
- Wasserwirtschaft: Das Verfahren erfordert ein effizientes Wassermanagement und Entsorgungssysteme, um das verbrauchte Wasser und die von den Werkstücken entfernten Verunreinigungen zu behandeln.
Anwendbare Objekte
Das Hochdruck-Wasserstrahl-Entgraten wird hauptsächlich für folgende Zwecke eingesetzt:
- Kernkomponenten für die Automobilindustrie: Sicherstellen, dass Motorteile, Getriebekomponenten und andere wichtige Fahrzeugteile frei von Graten sind, die die Leistung beeinträchtigen könnten.
- Hydraulische Steuerungssysteme: Reinigung von hydraulischen Komponenten, die in Maschinen verwendet werden, um Funktionsstörungen zu vermeiden und einen reibungslosen Betrieb zu gewährleisten.
10. Entgraten mit Ultraschall
Übersicht
Ultraschallentgraten ist eine hocheffektive Methode zum Entfernen von Graten an komplizierten und schwer zugänglichen Stellen, insbesondere in Löchern, die mit dem herkömmlichen Vibrationsschleifen nur schwer zu erreichen sind. Bei dieser Technik werden Hochfrequenz-Ultraschallschwingungen eingesetzt, um den Entgratungsprozess zu verbessern und Präzision und Effizienz zu gewährleisten.
Abrasiver Fließbearbeitungsprozess
Das Verfahren der Fließbearbeitung (AFM) ist eine ergänzende Technik, bei der Schleifmittel durch zwei gegenüberliegende Schleifzylinder gepresst werden. Dadurch fließen die Schleifmittel in dem durch das Werkstück und die Vorrichtung gebildeten Kanal hin und her, wodurch die Oberflächen effektiv geschliffen und geglättet werden.
Mechanismus der Wirkung
Der Schleifeffekt beim AFM entsteht, wenn das Schleifmittel in begrenzte Bereiche eindringt und durch diese fließt, um Grate und andere Oberflächenfehler zu beseitigen. Der Prozess ist hochgradig kontrolliert und kann fein abgestimmt werden, um die gewünschte Oberflächengüte zu erzielen.
Einstellbare Parameter
Einer der wichtigsten Vorteile des AFM ist die Möglichkeit, den Extrusionsdruck in einem weiten Bereich von 7-200 bar (100-3000 psi) einzustellen. Dank dieser Flexibilität kann das Verfahren auf verschiedene Hublängen und Zykluszeiten zugeschnitten werden und eignet sich somit für ein breites Spektrum von Anwendungen.
Anwendungen
AFM ist besonders effektiv bei der Bearbeitung mikroporöser Grate bis zu einer Größe von 0,35 mm. Dank seiner fließenden Eigenschaften kann es Grate in komplexen und schwer zugänglichen Positionen erreichen und entfernen, ohne Sekundärgrate zu erzeugen. Dies macht es zur idealen Wahl für Präzisionskomponenten in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Medizintechnik.
11. Abrasives Fließentgraten
Einführung
Das Fließentgraten ist ein spezielles Verfahren zur Entfernung von Graten an komplizierten und schwer zugänglichen Stellen eines Werkstücks, insbesondere dort, wo herkömmliche Methoden wie das Vibrationsschleifen versagen, z. B. in Löchern und inneren Durchgängen.
Prozessbeschreibung
Beim typischen Verfahren der Fließschleifbearbeitung (AFM), das oft als Zwei-Wege-Verfahren bezeichnet wird, wird ein halbfestes Schleifmittel durch ein Werkstück gedrückt. Dieses Medium fließt zwischen zwei vertikal gegenüberliegenden Schleifzylindern hin und her. Das Werkstück und die Vorrichtung bilden einen Kanal, durch den das Schleifmittel gezwungen wird zu fließen.
Mechanismus
Wenn das Schleifmittel in das Werkstück eindringt und durch begrenzte Bereiche fließt, übt es eine Schleifwirkung aus. Dadurch werden Grate effektiv entfernt und Oberflächenunregelmäßigkeiten geglättet. Der während dieses Prozesses angewendete Extrusionsdruck wird genauestens kontrolliert und reicht von 7 bis 200 bar (100 bis 3000 psi). Dank dieses breiten Spektrums an Druckeinstellungen kann der Prozess an unterschiedliche Hublängen und Zykluszeiten angepasst werden, um den verschiedenen Anforderungen an das Werkstück gerecht zu werden.
Vorteile
- Präzisionsentgraten: Das abrasive Fließentgratungsverfahren ist hochwirksam bei der Entfernung von Graten mit einem Durchmesser von nur 0,35 mm, insbesondere bei mikroporösen Strukturen.
- Komplexe Geometrien: Die flüssigen Eigenschaften des Schleifmittels eignen sich besonders für das Entgraten komplexer und komplizierter Stellen, die sonst schwer zu erreichen sind.
- Keine Sekundärgrate: Mit dieser Methode wird sichergestellt, dass sich während des Entgratens keine Sekundärgrate bilden und die Integrität des Werkstücks erhalten bleibt.
Anwendungen
Abrasives Fließentgraten ist ideal für Bauteile, die präzise und gründlich entgratet werden müssen, wie z. B.:
- Teile für die Luft- und Raumfahrt mit komplizierten inneren Durchgängen
- Medizinische Geräte mit guten Eigenschaften
- Automobilkomponenten mit komplexen Geometrien
- Hydraulische und pneumatische Komponenten, die glatte Innenflächen erfordern
12. Magnetisches Entgraten
Übersicht
Magnetic Abrasive Machining (MAM) ist ein fortschrittliches Endbearbeitungsverfahren, bei dem starke Magnetfelder eingesetzt werden, um magnetische Schleifpartikel zu manipulieren. Diese Partikel richten sich entlang der magnetischen Kraftlinien aus und erzeugen eine "Schleifbürste", die Druck auf die Oberfläche des Werkstücks ausübt. Diese Technik eignet sich besonders gut zum Entgraten und Polieren komplexer Geometrien und schwer zugänglicher Bereiche.
Prozessbeschreibung
- Bildung einer Schleifbürste: Magnetische Schleifpartikel werden an Magnetpolen adsorbiert und bilden eine Schleifbürste. Diese Bürste ist in der Lage, einen kontrollierten Druck auf die Oberfläche des Werkstücks auszuüben.
- Oberflächenveredelung: Während sich der Magnetpol dreht, bewegt sich die Schleifbürste entlang der Oberfläche des Werkstücks. Das Verfahren hält einen kleinen Abstand zwischen der Bürste und dem Werkstück aufrecht und gewährleistet eine gleichmäßige Bearbeitung ohne direkten Kontakt.
- Materialentfernung: Die Schleifpartikel tragen Material von der Oberfläche ab, um die gewünschte Glätte und Präzision zu erreichen.
Vorteile
- Niedrige Kosten: Das Verfahren ist kosteneffizient, da nur ein minimaler Bedarf an komplexen Maschinen besteht und die Schleifpartikel wiederverwendet werden können.
- Breiter Verarbeitungsbereich: MAM kann auf eine Vielzahl von Materialien, darunter Metalle und Nichtmetalle, aufgebracht werden und eignet sich für komplizierte Formen und empfindliche Bauteile.
- Bequeme Bedienung: Der Aufbau und die Funktionsweise der magnetischen Abrasivbearbeitung sind einfach und machen sie für verschiedene industrielle Anwendungen zugänglich.
Verarbeitungsfaktoren
Mehrere Faktoren beeinflussen die Effektivität und Effizienz des Magnetschleifverfahrens:
- Abrasives Material: Die Art und Größe der verwendeten Schleifpartikel kann sich erheblich auf die Oberflächengüte und die Abtragsleistung auswirken.
- Magnetische Feldstärke: Stärkere Magnetfelder können die Ausrichtung und den Druck der Schleifbürste verstärken und so die Qualität der Endbearbeitung verbessern.
- Werkstückgeschwindigkeit: Die Relativgeschwindigkeit zwischen dem Werkstück und der Schleifbürste beeinflusst die Gleichmäßigkeit und Effizienz des Materialabtrags.
13. Roboter-Schleifeinheit
Prinzip des Roboterentgratens
Das Prinzip des Roboterentgratens ähnelt im Wesentlichen dem manuellen Entgraten, wobei der Hauptunterschied darin besteht, dass die Aufgabe von einem Roboter ausgeführt wird. Diese Automatisierung nutzt fortschrittliche Programmier- und Kraftkontrolltechnologien, um präzise und konsistente Ergebnisse zu erzielen.
Vorteile des Roboterentgratens
Das Entgraten mit dem Roboter bietet mehrere wesentliche Vorteile gegenüber dem manuellen Entgraten:
- Verbesserte Effizienz: Die Roboter können kontinuierlich und ermüdungsfrei arbeiten, was zu höherer Produktivität und kürzeren Bearbeitungszeiten führt.
- Verbesserte Qualität: Die Präzision und Konsistenz von Robotersystemen führt zu einer überragenden Qualität der Oberflächen und verringert die Wahrscheinlichkeit von Fehlern.
- Kosten-Wirksamkeit: Obwohl die Anfangsinvestitionen in Robotersysteme hoch sein können, überwiegen die langfristigen Einsparungen durch geringere Arbeitskosten und einen höheren Durchsatz oft diese Ausgaben.
Flexibles Schleifen mit Programmierung und Kraftkontrolle
Die Integration von Programmiertechnik und Kraftregelung beim Roboterentgraten ermöglicht ein flexibles Schleifen. Dank dieser Flexibilität kann der Roboter Druck und Geschwindigkeit dynamisch anpassen und so eine optimale Leistung bei verschiedenen Aufgaben und Materialien gewährleisten.
Herausforderungen beim Entgraten von Frästeilen
Das Entgraten von Frästeilen kann besonders komplex und kostspielig sein, da sich mehrere Grate in unterschiedlichen Positionen und Größen bilden. In solchen Fällen ist es entscheidend, die richtigen Prozessparameter zu wählen, um die Größe und die Auswirkungen der Grate zu minimieren. Die richtige Auswahl der Parameter gewährleistet eine effiziente Gratentfernung bei gleichzeitiger Erhaltung der Integrität des Teils.
II. Was sind Metallgrate?
Bei Metallgraten handelt es sich um kleine, unerwünschte Materialvorsprünge, die nach verschiedenen Fertigungsverfahren wie Bearbeitung, Stanzen oder Gießen an den Kanten oder Oberflächen von Metallwerkstücken zurückbleiben. Diese mikroskopischen Unvollkommenheiten können die Qualität, Funktionalität und Sicherheit der fertigen Teile erheblich beeinträchtigen.
Die Bildung von Graten ist ein häufiges Problem bei der Metallverarbeitung, das durch die plastische Verformung des Materials während des Schneidens oder Scherens entsteht. Grate können in Größe und Form variieren und reichen von kaum sichtbaren Vorsprüngen bis hin zu größeren Gebilden.
Das Vorhandensein von Graten an Metallteilen kann zu verschiedenen Problemen führen:
- Geringere Qualität und Präzision des Teils
- Beeinträchtigung von Montageprozessen
- Potenzielle Sicherheitsrisiken für das Umschlagpersonal
- Geringere Leistung oder Funktionalität des Endprodukts
Um diese Probleme zu beheben, ist häufig ein zweiter Arbeitsgang, das Entgraten, erforderlich. Beim Entgraten wird das überschüssige Material entfernt, um glatte Kanten und Oberflächen zu erhalten. Dieser Vorgang kann mit verschiedenen Methoden durchgeführt werden, darunter manuelle Techniken, mechanische Verfahren oder spezielle Entgratungsmaschinen.
Es ist erwähnenswert, dass das Entgraten und die Kantenbearbeitung von Präzisionsteilen einen erheblichen Anteil an den Gesamtproduktionskosten ausmachen können, manchmal bis zu 30% der Kosten des fertigen Teils. Darüber hinaus können diese sekundären Nachbearbeitungsvorgänge nur schwer effizient automatisiert werden, was das Gratmanagement zu einer ständigen Herausforderung in der Metallverarbeitung macht.
Um die Auswirkungen von Graten zu minimieren, wenden die Hersteller häufig Strategien an wie:
- Optimierung von Schnittparametern und Werkzeuggeometrien
- Einrichten einer geeigneten Vorrichtung und Unterstützung während der Bearbeitung
- Einsatz fortschrittlicher Schneidetechnologien wie Laserschneiden oder Wasserstrahlschneiden
- Konstruktion von Teilen unter Berücksichtigung der Gratbildung
Indem sie die Gratbildung proaktiv angehen und effektive Entgrattechniken einsetzen, können Hersteller qualitativ hochwertige, sichere und funktionale Metallkomponenten für verschiedene Anwendungen gewährleisten.
III. Arten von Metallfräsern
Bei der Bearbeitung von Metallen ist das Auftreten verschiedener Arten von Metallgraten eine häufige Herausforderung. Diese Arten zu verstehen, ist entscheidend, um sie während des Entgratungsprozesses effektiv zu beseitigen. In diesem Abschnitt werde ich auf die Metallgrate eingehen, die mir häufig begegnen.
Poisson-Grat
Die erste Art von Grat, auf die ich stoße, ist ein Poisson-Grat. Dieser Grat entsteht, wenn das Metall beim Schneiden über die Kante der angrenzenden Oberfläche gefaltet wird, wodurch eine erhöhte und raue Kante entsteht. Diese Art von Grat ist in der Regel dünn und kann leicht mit einem Entgratungswerkzeug entfernt werden. Der Name "Poisson" bezieht sich auf den Poisson-Effekt, bei dem sich das Material senkrecht zur aufgebrachten Kraft verformt.
Rollover Grat
Eine andere Art von Grat ist der Rollgrat. Er entsteht, wenn das Metall während des Schneidens zur Seite geschoben wird, wodurch eine abgerundete Kante entsteht. Der Überrollgrat kann aufgrund seiner Form schwieriger zu entfernen sein als der Poisson-Grat, aber mit dem richtigen Werkzeug und der richtigen Technik ist es möglich. Diese Art von Grat tritt typischerweise bei Bearbeitungsvorgängen auf, bei denen das Schneidwerkzeug aus dem Material austritt.
Tränengrat
Die Abrissgrat ist ein weiterer Grat, dem ich regelmäßig begegne. Er wird durch das Reißen von Metall während des Schneidens verursacht, was zu einer gezackten und unregelmäßigen Kante führt. Um Abrissgrate zu entfernen, muss ich oft mehr Kraft aufwenden und ein aggressiveres Entgratungswerkzeug verwenden. Abrissgrate treten häufig bei Prozessen auf, bei denen das Material spröde ist oder die Schnittbedingungen nicht optimal sind.
Breakout Grat
Wenn ich mit Blechen arbeite, sehe ich manchmal Ausbrechfräsungen. Sie werden dadurch verursacht, dass das Metall auf der gegenüberliegenden Seite des Austrittspunkts des Schneidwerkzeugs bricht oder reißt. Ausbruchgrate können recht groß sein und erfordern möglicherweise eine Kombination von Werkzeugen und Techniken, um sie ordnungsgemäß zu entfernen. Sie treten häufig bei Bohr- und Stanzvorgängen auf.
Oxidfräser
In einigen Fällen stoße ich auf Oxidgrate-auch bekannt als hitzebeeinflusste Grate. Sie entstehen, wenn das Metall durch die beim Schneiden entstehende Hitze oxidiert wird und eine erhöhte Kante entsteht. Die Entfernung von Oxidgraten erfordert in der Regel eine Kombination aus mechanischen und chemischen Verfahren, um sicherzustellen, dass sowohl der Grat als auch die Oxidation angemessen beseitigt werden. Diese Grate treten häufig beim Laserschneiden und anderen thermischen Schneidverfahren auf.
Mikrofräser
Schließlich gibt es MikrofräsungenDabei handelt es sich um kleine Grate, die mit bloßem Auge kaum sichtbar sind. Sie scheinen zwar kein großes Problem zu sein, können aber dennoch Probleme verursachen, wenn sie nicht entfernt werden. Um Mikrograte zu entfernen, verwende ich oft Präzisionswerkzeuge oder Poliertechniken. Mikrograte treten typischerweise bei hochpräzisen Bearbeitungsvorgängen auf.
Zusammenfassung
Zusammengefasst sind dies die verschiedenen Arten von Metallgraten, denen ich häufig begegne:
- Poisson-Grat: Dünner, erhabener Rand durch Metallfaltung.
- Rollover Grat: Abgerundete Kante durch zur Seite geschobenes Metall.
- Tränengrat: Gezackte Kante durch Zerreißen beim Schneiden.
- Breakout Grat: Großer Grat durch Metallbruch an der Austrittsstelle des Werkzeugs.
- Oxidfräser: Erhöhter Rand durch Oxidation aufgrund von Hitze.
- Mikrofräser: Kleine, kaum sichtbare Grate.
Das Verständnis dieser Grate hilft mir, sie während des Entgratungsprozesses richtig anzugehen, und stellt sicher, dass ich hochwertige, gratfreie Metallteile herstelle.