Die Gussproduktion ist ein komplexer mehrstufiger Prozess, der die folgenden Schlüsselprozesse umfasst:
Vorbereitung des Produktionsprozesses: Dies umfasst die Erstellung eines Produktionsablaufplans und der zugehörigen Dokumente sowie die Entwicklung Gießverfahren Zeichnungen auf der Grundlage der Teilzeichnungen, der Produktionscharge und des angestrebten Liefertermins.
Vorbereitung der Produktionsmaterialien: Dazu gehört die Vorbereitung der Materialien für das Schmelzen sowie der Materialien und Modelle, die für die Form- und Kernherstellung benötigt werden, wie Kernkästen, Sandkästen und andere Geräte.
Gießen und Kernherstellung;
Schmelzen und Gießen;
Schlüsselprozesse wie Sandentsorgung und Gussinspektion.
Beim Gießen wird das Metall oder die Legierung geschmolzen und in eine Form gegossen, wo es abkühlt und erstarrt.
Die Herstellung von Gussteilen ist ein komplexer Prozess, der mehrere Schritte umfasst, darunter die Vorbereitung von metallischen und nichtmetallischenmetallische WerkstoffeSchmelzen der Legierung, Formen, Kernherstellung, Gießen, Reinigen, Fehlerkorrektur, Wärmebehandlung und Gewinnung qualifizierter Gussteile.
Der Herstellungsprozess von Gussstücken kann in folgende Hauptschritte unterteilt werden: Vorbereitung von Form- und Kernsand, Modellieren, Schmelzen, Trocknen der Sandform, Gießen, Reinigen und Wärmebehandlung des Gussstücks.
1. Aufbereitung von Formsand und Kernsand
Die Qualität des Formsandes wird direkt durch seine Aufbereitung beeinflusst.
Die Aufbereitung von Formsand umfasst in der Regel zwei Schritte: die Aufbereitung und Überprüfung der Rohstoffe und die anschließende Aufbereitung und Qualitätskontrolle des Formsandes.
2. Modellierung
Unter Gießen versteht man den Prozess der Herstellung einer Sandform mit Hilfe von Formsand, einem Modell und anderen technischen Hilfsmitteln.
Es gibt verschiedene Gießtechniken, die von der Form, der Größe und den technischen Spezifikationen des Gussteils abhängen.
3. Schmelzen
Beim Schmelzen wird Metall durch Erhitzen und Entfernen von Verunreinigungen durch metallurgische Reaktionen vom festen in den flüssigen Zustand überführt, um die gewünschte Temperatur und Zusammensetzung zu erreichen.
Es gibt verschiedene Arten von Schmelzanlagen. Für die Herstellung von Gusseisenplattformen wird in der Regel ein Kupolofen für den Werkzeugmaschinenguss verwendet.
4. Trocknung der Sandform
Das Trockengießen ist ein gängiges Verfahren zur Herstellung großer oder hochwertiger Gussteile, wie z. B. Gusseisenplattformen, Gussbetten für Werkzeugmaschinen, Werkbänke für Werkzeugmaschinen und andere Arten von Werkzeugmaschinen Gussteile.
5. Gießen
Der Vorgang des Einspritzens von geschmolzenem Metall aus der Pfanne in die Form wird als Gießen bezeichnet.
6. Reinigung
Der Prozess des Entfernens von an der Oberfläche haftendem Sand, Formsand und überschüssigem Metall aus dem Gussteil nach dem Sandabwurf wird als Reinigung bezeichnet.
7. Wärmebehandlung beim Gießen
Die Wärmebehandlung von Gussstücken umfasst das Erhitzen des Gussstücks auf einen bestimmten Temperaturbereich, das Halten dieser Temperatur über einen bestimmten Zeitraum und das anschließende Abkühlen mit einer bestimmten Geschwindigkeit, um die gewünschte Struktur und die gewünschten Eigenschaften zu erzielen.
Der Zweck der Wärmebehandlung von Gussstücken ist der Abbau von Gussspannungen. So müssen beispielsweise Gusseisenplattformen, Werkzeugmaschinenguss und Werkbänke für Werkzeugmaschinen vor der Weiterverarbeitung einer Wärmebehandlung unterzogen werden.
Prinzip der Formgebung
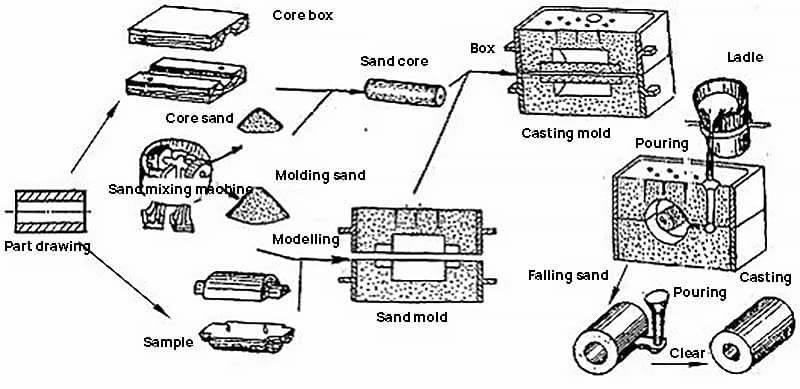
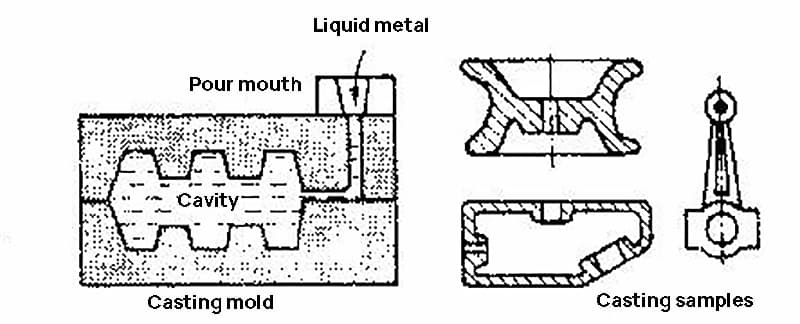
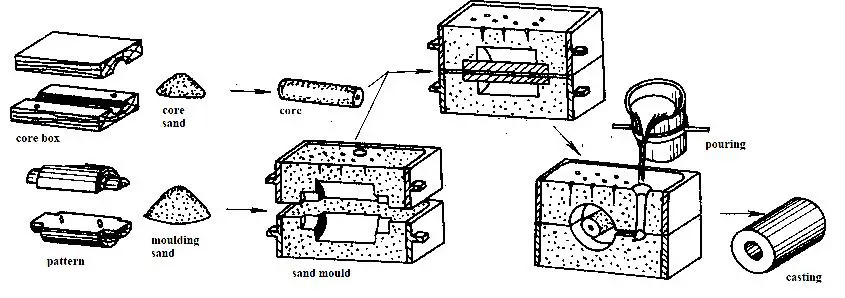
Die Gussproduktion ist eine Metallumformung Technik, bei der das Metall erhitzt wird, um es in einen flüssigen Zustand zu bringen, und in eine Form mit der gewünschten Form gegossen wird. Das Metall füllt den Formhohlraum unter dem Einfluss der Schwerkraft oder äußerer Kräfte wie Druck, Zentrifugalkraft oder elektromagnetischer Kraft, kühlt dann ab und erstarrt zu einem Gussstück oder Teil.
Abb. 1 Gießverfahren
Beim Gießverfahren wird in der Regel ein Rohling zu einem Teil verarbeitet.
Einige Gussteile erfüllen jedoch die erforderliche Konstruktionsgenauigkeit und Oberflächenrauhigkeit Anforderungen ohne weiteres Zuschneiden und können direkt als Teile verwendet werden.
Eigenschaften und Zusammensetzung von Formsand
1. Eigenschaften von Formsand
Zu den wichtigsten Leistungskriterien für Formsand (einschließlich Kernsand) gehören Festigkeit, Durchlässigkeit, Feuerbeständigkeit, Fließfähigkeit, Kompaktheit und die Fähigkeit, einem Einsturz zu widerstehen.
2. Zusammensetzung des Formsandes
Formsand setzt sich aus Rohsand, Bindemittel und Zusatzstoffen zusammen.
Der zum Gießen verwendete Rohsand sollte Meersand, Flusssand oder Gebirgssand mit geringem Schlammanteil, einheitlicher Korngröße und einer Mischung aus runden und polygonalen Formen sein.
Zu den beim Gießen verwendeten Klebstoffen gehören Ton (z. B. gewöhnlicher Ton und Bentonit), Wasserglassand, Harz, synthetisches Öl und Pflanzenöl, die als Tonsand, Wasserglassand, Harzsand, Sand aus synthetischem Öl bzw. Sand aus Pflanzenöl bezeichnet werden.
Um bestimmte Eigenschaften des Formsandes (Kernsandes) zu verbessern, werden dem Formsand (Kernsand) manchmal Zusatzstoffe wie Kohle, Sägemehl und Zellstoff zugesetzt.
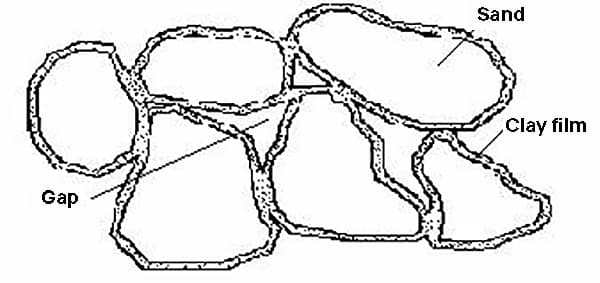
Die Struktur des Formsandes ist in Abbildung 2 dargestellt.
Abb. 2 Schematische Darstellung der Formsandstruktur
Merkmale des Gießverfahrens
Das Gießen ist ein wichtiges Verfahren zur Herstellung von Rohlingen für Teile, insbesondere für Teile aus spröden Metallen oder Legierungen (wie verschiedene Gusseisen und Nichteisenmetalle). legierte Gussteile), wo das Gießen oft das einzige verfügbare Herstellungsverfahren ist.
Im Vergleich zu anderen Herstellungsverfahren weist das Gießen die folgenden besonderen Merkmale auf:
Vielseitigkeit in Bezug auf Material, Größe und Gewicht:
Das Gießverfahren kann auf eine Vielzahl von Materialien angewendet werden, darunter Gusseisen, Stahlguss, Aluminiumlegierungen und Kupferlegierungen, MagnesiumlegierungTitanlegierung, Zinklegierung und verschiedene Speziallegierungen.
Das Gewicht der Gussteile kann von wenigen Gramm bis zu Hunderten von Tonnen reichen.
Die Wandstärke der Gussteile kann zwischen 0,5 mm und etwa 1 m betragen.
Die Länge der Gussteile kann von einigen Millimetern bis zu zehn Metern variieren.
Fähigkeit zur Herstellung komplexer Formen:
Gussteile können in allen möglichen Formen hergestellt werden, insbesondere für Teile mit komplizierten inneren Hohlräumen, wie Gehäuse, Zylinder, Schaufeln, Laufräder und andere.
Enge Übereinstimmung mit Form und Größe des Endprodukts:
Form und Größe der Gussteile können den endgültigen Teilen sehr ähnlich sein, was nicht nur Material spart, sondern auch die Bearbeitungszeit verkürzt.
Zugänglichkeit und Erschwinglichkeit von Rohstoffen:
Die für das Gießen verwendeten Rohstoffe sind leicht verfügbar und die Kosten für das Gießen sind relativ niedrig.
Flexibilität und hohe Produktivität:
Der Gießprozess kann manuell oder maschinell durchgeführt werden und ist somit sehr flexibel.
Die Produktivität des Gießverfahrens ist hoch.
Analyse der häufigsten Fehler beim Gießen
Der Gießprozess ist komplex und die Qualität der Gussteile kann durch eine Vielzahl von Faktoren beeinflusst werden.
Häufiges Auftreten von Gussfehler sind das Ergebnis mangelhafter Kontrolle der Rohstoffe, unzureichender Prozessplanung, unsachgemäßer Produktionsabläufe und unzureichender Managementsysteme.
Nachfolgend finden Sie eine Liste der häufigsten Gussfehler mit ihren Namen, Eigenschaften und Ursachen.
Name des Defekts
Merkmale
Hauptursachen
Stoma
Im Inneren oder auf der Oberfläche des Gussstücks befinden sich glatte Löcher unterschiedlicher Größe.
① Die Ofencharge ist nicht trocken oder enthält viele Oxide und Verunreinigungen; ② Gießwerkzeuge oder Zusatzstoffe vor dem Ofen werden nicht getrocknet; ③ Zu viel Wasser ist im Formsand enthalten oder zu viel Wasser wird beim Anheben und Beschneiden der Form ausgebürstet; ④ Unzureichende Kerntrocknung oder blockierte Kernentlüftung; ⑤ Der Federsand ist zu dicht und die Luftdurchlässigkeit des Formsandes ist schlecht; ⑥ Die Gießtemperatur ist zu niedrig oder die Gießgeschwindigkeit ist zu schnell.
Schrumpfungshohlraum und Porosität
Die Lunker sind meist im dicken Teil des Gussteils verteilt, haben eine unregelmäßige Form und sind innen rau.
① Die konstruktive Gestaltung des Gussteils ist unangemessen, z. B. ist der Wanddickenunterschied zu groß, und an der dicken Wand ist kein Speiser oder kaltes Eisen angebracht; ② Die Position von Gießsystem und Steigrohr ist falsch; ③ Die Gießtemperatur ist zu hoch; ④ Die chemische Zusammensetzung der Legierung ist ungeeignet, die Schrumpfungsrate ist zu groß und der Speiser ist zu klein oder zu wenig.
Sandlöcher
In oder auf der Oberfläche des Gussstücks befinden sich mit Formsand gefüllte Löcher.
① Die Festigkeit des Formsandes ist zu gering oder die Kompaktheit der Sandform und des Kerns ist nicht ausreichend, so dass der Formsand durch das geschmolzene Metall in den Formhohlraum gespült wird; ② Die Sandform ist teilweise beschädigt, wenn die Schachtel geschlossen wird; ③ Das Gießsystem ist unvernünftig, die Richtung des Anschnitts ist falsch, und die Sandform wird durch das geschmolzene Metall beschädigt; ④ Der lose Sand im Formhohlraum oder Anschnitt wird beim Schließen des Kastens nicht entfernt.
Klebriger Sand
Die Oberfläche des Gussstücks ist rau und mit einer Sandschicht versehen.
① Die Feuerbeständigkeit von Rohsand ist gering oder die Partikelgröße ist zu groß; ② Die Feuerbeständigkeit von Formsand nimmt ab, wenn der Schlammgehalt zu hoch ist; ③ Die Gießtemperatur ist zu hoch; ④ Der Anteil an Kohlenstaub im Formsand ist beim Grünguss zu gering; ⑤ Die trockene Schrift ist nicht schräg gestrichen oder die Beschichtung ist zu dünn.
Einschluss von Sand
Eine Schicht aus Formsand wird zwischen die Metallblech Vorsprung und dem Kupplungsteil.
① Die Heiß-Nass-Zugfestigkeit des Formsandes ist gering, und die Oberfläche des Formhohlraums wird erhitzt und gebacken, um sich auszudehnen und zu reißen; ② Die lokale Kompaktheit der Sandform ist zu hoch, das Wasser ist zu viel, und die Oberfläche des Formhohlraums ist rissig, nachdem das Wasser zehnmal getrocknet ist; ③ Bei unsachgemäßer Wahl der Gießposition dehnt sich die Oberfläche des Hohlraums aus und reißt, da das geschmolzene Eisen bei hoher Temperatur lange Zeit backt; ④ Die Gießtemperatur ist zu hoch und die Gießgeschwindigkeit ist zu langsam.
Falscher Typ
Das Gussteil hat eine relative Verschiebung entlang der Trennebene.
① Die obere Formhälfte und die untere Formhälfte des Musters sind nicht aufeinander ausgerichtet; ② Wenn der Kasten geschlossen ist, sind der obere und der untere Sandkasten nicht richtig ausgerichtet; ③ Die oberen und unteren Sandkästen sind nicht eingespannt oder der obere Kasten wird nicht ausreichend gepresst, so dass beim Gießen der falsche Kasten entsteht.
Kältebarriere
Es gibt Lücken oder Vertiefungen auf dem Guss, wo die Karten vollständig verschmolzen sind, und die Verbindungen sind glatt.
① Die Gießtemperatur ist zu niedrig und das Fließverhalten der Legierung ist schlecht; ② Die Gießgeschwindigkeit ist zu langsam oder der Fluss wird während des Gießens unterbrochen; ③ Die Position des Ausgießsystems ist falsch oder die Querschnittsfläche des Anschnitts ist zu klein; ④ Die Gusswand ist zu dünn; ⑤ Die Höhe des Angusses (einschließlich der Angussschale) ist nicht ausreichend; ⑥ Beim Gießen ist die Metallmenge unzureichend und der Hohlraum ist nicht voll.
Unzureichendes Gießen
Das Gussteil ist nicht vollständig gefüllt.
Knistern
Das Gussteil ist rissig und hat eine Oxidschicht auf dem Metalloberfläche am Riss.
① Die Gusskonstruktion ist unangemessen, der Wanddickenunterschied ist zu groß, und die Kühlung ist ungleichmäßig; ② Der Rückzug von Sandform und Kern ist schlecht, oder der Federsand ist zu fest; ③ Vorzeitiger Sandfall; ④ Eine falsche Anschnittposition führt zu einer ungleichmäßigen Schrumpfung aller Teile des Gussteils.
Häufige Gussfehler und ihre Vorbeugungsmaßnahmen
Bestellung
Titel des Mangels
Merkmale der Defekte
Vorbeugende Maßnahme
1
Stoma
Im Inneren, an der Oberfläche oder in der Nähe der Oberfläche des Gussstücks befinden sich glatte Löcher unterschiedlicher Größe. Die Formen sind rund, lang und unregelmäßig, einzeln oder zusammenhängend, die Farbe ist weiß oder dunkel, manchmal mit einer Oxidschicht bedeckt.
Reduzieren Sie die Gasemission der Sandform während des Gießprozesses, verbessern Sie die Gussstruktur, verbessern Sie die Durchlässigkeit der Sandform und des Kerns, und ermöglichen Sie eine reibungslose Ableitung des Gases in der Form.
2
Kontraktionshohlräume
Im Inneren des dicken Teils des Gussteils, im Inneren der beiden Schnittstellen und im Inneren oder an der Oberfläche der Verbindung zwischen dem dicken und dem dünnen Teil ist die Form unregelmäßig, das Loch ist rau und ungleichmäßig, und das Korn ist grob.
Gussstücke mit geringer und gleichmäßiger Wandstärke sind gleichzeitig zu erstarren. Gussstücke mit großer und ungleichmäßiger Wandstärke sind von dünn nach dick zu erstarren, und das kalte Gusseisen des Speisers ist vernünftig zu platzieren.
3
Schrumpfungsporosität
Die kleinen und diskontinuierlichen Lunker im Gussstück sind an einer oder mehreren Stellen gesammelt, und die Partikel sind grob. Zwischen den einzelnen Partikeln befinden sich kleine Löcher, und während der hydrostatischen Prüfung tritt Wasser aus.
An den Fugen zwischen den Wänden sind die heißen Fugen zu minimieren, und die Gießtemperatur und die Gießgeschwindigkeit sind zu minimieren.
4
Schlackenblasloch
Löcher mit unregelmäßiger Form innerhalb oder auf der Oberfläche des Gussstücks, die nicht glatt sind und ganz oder teilweise mit Schlacke gefüllt sind.
Erhöhen Sie die Temperatur des geschmolzenen Eisens, verringern Sie die Viskosität der Schlacke, verbessern Sie das Schlackenrückhaltevermögen des Anschnittsystems und erhöhen Sie die innere Verrundung des Gussteils.
5
Sandlöcher
In oder auf der Oberfläche des Gussstücks befinden sich mit Formsand gefüllte Löcher.
Kontrollieren Sie die Leistung des Formsandes und den Formbetrieb streng und achten Sie auf die Reinigung des Formhohlraums vor dem Schließen der Form.
6
thermische Rissbildung
Das Gussteil weist durchdringende oder nicht durchdringende Risse auf (Anmerkung: wenn es gekrümmt ist), und die Metallhaut am Riss ist oxidiert.
Die Wandstärke des Gussstücks muss so gleichmäßig wie möglich sein.Verbessern Sie die Ausbeute von Formsand und Kern.Der Gießspeiser darf die Schrumpfung des Gussstücks nicht behindern.Vermeiden Sie plötzliche Änderungen der Wandstärke.Die Öffnung darf nicht zu früh erfolgen.Gussstücke dürfen nicht abgeschreckt werden.
7
Kaltriss
Das Gussstück weist durchdringende oder nicht durchdringende Risse (hauptsächlich gerade) auf, und die Metallhaut am Riss ist oxidiert.
8
Sandbrennen
Die Oberfläche des Gussstücks ist ganz oder teilweise mit einer mit Sand (oder Schlichte) vermischten Schicht aus Metall (oder Metalloxid) oder einer Schicht aus gesintertem Formsand bedeckt, was zu einer rauen Oberfläche des Gussstücks führt.
Die Gießtemperatur des Metalls ist entsprechend zu reduzieren, um die Feuerbeständigkeit von Form- und Kernsand zu verbessern.
9
Sandeinschluss
Auf der Oberfläche des Gussstücks befindet sich eine Schicht aus Metalltumor oder -blech, und zwischen dem Metalltumor und dem Gussstück ist eine Schicht aus Formsand eingeschlossen.
Strenge Kontrolle der Eigenschaften von Form- und Kernsand.Verbesserung des Gießsystems, damit das geschmolzene Metall gleichmäßig fließt.Große ebene Gussstücke müssen schräg gegossen werden.
10
Kältesperre
Auf dem Gussstück befindet sich eine Art unvollständiger Schmelzspalt oder eine Grube, und der Rand des Gussstücks ist glatt.
Verbesserung der Gießtemperatur und der Gießgeschwindigkeit; Verbesserung des Anschnittsystems; der Durchfluss darf während des Gießens nicht unterbrochen werden.
11
gießunfähig
Fleischmangel im Gussstück aufgrund unvollständiger Füllung des Hohlraums mit geschmolzenem Metall.
Verbessern Sie die Gießtemperatur und die Gießgeschwindigkeit, unterbrechen Sie den Durchfluss nicht und verhindern Sie Brände.
Gießen - Gießen von geschmolzenem Metall
Beim Gießen in der Produktion ist es wichtig, das Prinzip des Hochtemperaturabstichs und des Niedertemperaturabgusses zu beachten.
Die Erhöhung der Abstichtemperatur des geschmolzenen Metalls fördert das vollständige Schmelzen von Einschlüssen und das Aufschwimmen von geschmolzener Schlacke, was die Reinigung und Entgasung erleichtert und die Wahrscheinlichkeit von Schlackeneinschlüssen und Porositätsfehlern in Gussstücken verringert.
Andererseits trägt eine niedrigere Gießtemperatur dazu bei, die Gaslöslichkeit, die Flüssigkeitsschrumpfung und das Anbacken der Hochtemperaturschmelze im Formhohlraum zu verringern, wodurch Defekte wie Porosität, Sandanhaftung und Schrumpfung vermieden werden.
Daher sollte die Gießtemperatur so niedrig wie möglich gehalten werden, während gleichzeitig sichergestellt wird, dass der Formhohlraum vollständig gefüllt ist.
Beim Gießen wird das geschmolzene Metall aus der Pfanne in die Form überführt. Unsachgemäßes Gießen kann zu Gussfehlern wie unzureichendem Gießen, Kaltverschluss, Luftlöchern, Lunkern und Schlackeneinschlüssen führen und birgt die Gefahr von Personenschäden.
Um die Gussqualität zu gewährleisten, die Produktivität zu steigern und eine sichere Produktion zu erreichen, müssen die folgenden Richtlinien beim Gießen strikt eingehalten werden:
(1) Stellen Sie sicher, dass die Pfanne, das Gießwerkzeug, das Impfmittel und das Sphäroidisierungsmittel, die bei der Vorbehandlung des Ofens verwendet werden, vor der Verwendung vollständig getrocknet sind.
(2) Das Personal muss beim Ausgießen geeignete Arbeitskleidung und Schutzbrillen tragen, und der Arbeitsbereich muss frei von Hindernissen sein.
(3) Das geschmolzene Metall in der Gießpfanne sollte nicht zu voll sein, um ein Verschütten und Verletzungen beim Transport und Gießen zu vermeiden.
(4) Wählen Sie die Gießgeschwindigkeit angemessen, beginnen Sie langsam, um den Anschnitt auszurichten, den Aufprall des geschmolzenen Metalls auf die Sandform zu verringern und die Gasentladung zu erleichtern. Gießen Sie schnell, um eine Kälteisolierung zu verhindern, und dann wieder langsam, bevor Sie das Gussteil vollständig ausgießen, nach dem Prinzip "langsam, schnell und langsam".
(5) Bei Teilen mit hoher Flüssigkeits- und Erstarrungsschrumpfung, wie z.B. bei mittleren und großen Stahlteilen, sollte das Gießen nach Abschluss des Gießens durch den Anschnitt oder Steigrohr erfolgen.
(6) Das aus der Gießform austretende Gas während des Gießens anzünden, um Gaslöcher zu vermeiden und Gesundheitsschäden und Luftverschmutzung durch unvollständige Gasverbrennung zu minimieren.
8 grundlegende Schritte des Sandgusses
Die Sandgusstechnologie ist ein Gießverfahren, bei dem Sand als Hauptmaterial für die Formvorbereitung verwendet wird.
Sandguss ist ein bewährtes Gießverfahren, das seit Jahrhunderten angewendet wird.
Trotz seines Alters ist Sandguss nach wie vor das am weitesten verbreitete Gießverfahren, insbesondere für Einzelstücke oder Kleinserien, da es sich für eine Vielzahl von Formen, Größen, Komplexitäten und Legierungen eignet und zudem einen kurzen Produktionszyklus und niedrige Kosten aufweist.
Das traditionelle Sandgussverfahren besteht aus folgenden Schritten: Aufbereitung des Sandes, Formenbau, Kernherstellung, Formen, Gießen, Entfernen des Sandes, Schleifen und Kontrolle.
1. Sandmischstufe
Der Formsand und der Kernsand werden für den Formprozess vorbereitet.
Normalerweise wird ein Sandmischer verwendet, um den Altsand mit der richtigen Menge Ton zu mischen.
Sandmischmaschine
2. Phase der Formherstellung
Formen und Kernkästen werden auf der Grundlage der Teilezeichnungen erstellt. Für Einzelteile werden in der Regel Holzformen verwendet, während für die Massenproduktion Kunststoff- oder Metallformen, auch als Eisen- oder Stahlformen bekannt, eingesetzt werden können.
Für die Großserienproduktion können die Formen mit Hilfe von Schablonen hergestellt werden.
Durch den Einsatz von Graviermaschinen ist der Formenbau wesentlich schneller geworden, so dass sich der Produktionszyklus auf 2 bis 10 Tage verkürzt.
Gussholzform
Vorlage
3. Stufe der Formgebung (Kernherstellung)
Beim Formgebungsverfahren wird der Formhohlraum des Gussstücks mit Formsand geformt. Bei der Kernherstellung wird die innere Form des Gussstücks hergestellt, und bei der Formanpassung wird der Kern in den Formhohlraum eingesetzt und mit dem oberen und unteren Sandkasten abgedichtet.
Die Formgebung ist ein entscheidender Schritt im Gießprozess.
Kernherstellung
Modellierung
4. Schmelzphase
Um das gewünschte Ergebnis zu erzielen Metallzusammensetzungwird die chemische Zusammensetzung sorgfältig vorbereitet. Ein geeigneter Schmelzofen wird ausgewählt, um die Legierungsmaterialien zu schmelzen und ein qualifiziertes Flüssigmetall mit der richtigen Zusammensetzung und Temperatur zu erzeugen.
Traditionell wurde das Schmelzen in einem Kupolofen durchgeführt, aber aufgrund von Umweltbedenken wurde diese Methode weitgehend durch den Einsatz von Elektroöfen ersetzt.
Schmelzen von geschmolzenem Eisen mit der Flamme eines Elektroofens
5. Gießphase
Die im Elektroofen hergestellte Metallschmelze wird mit einer Pfanne in die Form gebracht.
Es ist wichtig, die Gießgeschwindigkeit zu kontrollieren, um sicherzustellen, dass der gesamte Formhohlraum mit dem geschmolzenen Metall gefüllt wird.
Bitte beachten Sie, dass das Gießen von geschmolzenem Metall gefährlich sein kann, und dass immer angemessene Sicherheitsvorkehrungen getroffen werden sollten.
Gießen von geschmolzenem Eisen
6. Stufe der Reinigung
Wenn das geschmolzene Metall nach dem Gießen erstarrt ist, wird der Anschnitt mit einem Hammer entfernt und der Sand vom Gussstück abgeschüttelt. Das Gussteil wird dann mit einem Sandstrahler Sandstrahlen Maschine, um eine saubere Oberfläche zu erhalten.
Gussrohlinge mit weniger strengen Anforderungen können in der Regel nach der Prüfung geliefert werden.
Behandlung von Gussstücken durch Anschnittentferner
7. Gussbearbeitung
Einige Gussteile mit besonderen Anforderungen oder solche, die nicht den geforderten Spezifikationen entsprechen, können eine zusätzliche Bearbeitung erfordern.
Dies geschieht in der Regel mit einer Schleifscheibe oder Schleifmaschine, um Grate zu entfernen und eine glattere Oberfläche des Gussteils zu erzielen.
Einfaches Schleifen von Gussteilen
8. Gusskontrolle
Die Inspektionen werden in der Regel während der Reinigungs- oder Bearbeitungsphase durchgeführt, und alle nicht qualifizierten Gussteile werden zu diesem Zeitpunkt identifiziert.
Einige Gussteile können jedoch besondere Anforderungen haben und erfordern zusätzliche Prüfungen. So kann es beispielsweise erforderlich sein, ein Gussteil zu prüfen, indem ein 5 cm langer Schaft in das zentrale Loch eingeführt wird, um sicherzustellen, dass es die erforderlichen Spezifikationen erfüllt.
Kontrolle der Gussteile
Schlussfolgerung:
Nach Abschluss der oben genannten 8 Schritte ist das Gießverfahren im Wesentlichen abgeschlossen. Bei Gussstücken, die eine hohe Präzision erfordern, kann jedoch eine zusätzliche Bearbeitung erforderlich sein.
Beachten Sie, dass die Bearbeitung nicht Gegenstand dieser Beschreibung ist.
Mit der Weiterentwicklung der Gießtechnik wird der traditionelle Sandguss verbessert oder durch andere Verfahren ersetzt.
Innovation ist ein ewiges Thema und eine grundlegende Eigenschaft, über die eine Gießerei verfügen muss, um erfolgreich zu sein.
Welche Ausrüstung wird für das Sandgießen benötigt?
Sandguss ist das gängigste und traditionellste Gießverfahren in der Gießereiindustrie und wird häufig von kleinen Gießereien bevorzugt, wenn sie mit der Produktion beginnen.
Welche Grundausstattung und welche Werkzeuge sind für das Sandgussverfahren erforderlich?
Für das Sandgussverfahren sind je nach Ablauf des Produktionsprozesses die folgenden Geräte und Werkzeuge erforderlich: Sandmischanlage, Formherstellung, Kernherstellung, Formanlage, Schmelzanlage, Gießanlage, Reinigungsanlage und Gussbearbeitungsanlage.
1. Sandmischanlage
Die für diesen Schritt erforderliche Ausrüstung ist ein Sandmischer, und die benötigten Werkzeuge sind eine Schaufel und ein Sieb.
Der Sandformguss ist auf Sand angewiesen, der als spezieller Formstoff dient.
Der Formsand kann recycelt werden, muss aber vor der Wiederverwendung gesiebt werden.
Der Sand muss fein und gleichmäßig mit einem Sandmischer gemischt sein.
Ein kleiner Sandmischer kann schon ab 2.000 Stück kosten.
Die Form sollte auf der Grundlage der vom Kunden bereitgestellten Muster oder Zeichnungen erstellt werden.
Die Qualität der Form wirkt sich direkt auf die Präzision der Form des Gusses aus.
Früher wurden Holzformen in der Regel von Schreinern hergestellt. Mit der Weiterentwicklung der Graviermaschinen werden diese nun auch für die Herstellung von Holz-, Kunststoff- und Metallformen verwendet.
Eine einfache Graviermaschine, die sowohl Holz- als auch Kunststoffformen gravieren kann, kann für ein paar tausend Yuan erworben werden. Für die Metallgravur benötigen Sie jedoch möglicherweise eine Graviermaschine, die mehrere zehntausend bis hunderttausend Yuan kostet.
Der Preis der Graviermaschine wird in erster Linie durch ihre Materialeigenschaften, ihre Genauigkeit und ihren Automatisierungsgrad bestimmt.
3. Ausrüstung für die Kernherstellung
Erforderliche Ausrüstung: Backofen. Benötigte Materialien: Beschichteter Sand und dicke Handschuhe.
Die Herstellung von inneren Hohlräumen in Gussstücken erfordert häufig die Anfertigung eines Kerns, wofür es verschiedene Methoden gibt.
Die beiden gängigsten Methoden sind:
Zunächst wird die Form hergestellt (in der Regel zusammen mit der Kernform im ersten Schritt) und dann von Hand mit einem Gemisch aus Formmasse und Sand gefüllt (als Kernklopfen bezeichnet).
Anschließend wird der Aluminiumkernkasten mit beschichtetem Sand gefüllt und in einem Ofen gebrannt. Bei dem Ofen kann es sich entweder um einen speziellen Gießofen oder um einen Eigenbau handeln, der durch Schweißen eines Eisenblechs und Einbrennen in einem Ofen hergestellt wird.
Beachten Sie, dass der Kernkasten während des Brennvorgangs sehr heiß wird, daher ist es wichtig, zum Schutz Handschuhe zu tragen.
Ich empfehle die zweite Methode, da der mit umhülltem Sand gebackene Kern beim Gießen nicht gebrannt werden muss und eine relativ saubere Innenfläche des Gussstücks ergibt.
4. Modellierung der Ausrüstung
Erforderliche Ausrüstung: Formmaschine Benötigte Werkzeuge: Sandkasten, Bodenplatte, Schaber, Schaufel, Tauchstift, V-förmiges Eisenblech für die Toröffnung, Pinsel, Luftlochnadel, usw.
Das Formen ist der anspruchsvollste und wichtigste Schritt beim Sandguss und weist die ausgeprägtesten industriellen Merkmale auf. In der Vergangenheit wurde das Formen vollständig von Hand ausgeführt, aber heute verwenden die meisten Formungsarbeiter Formmaschinen, was die Arbeitsintensität erheblich reduziert.
Es gibt verschiedene Werkzeuge, die beim Gießen verwendet werden, z. B. einen Sandkasten für die Ausdehnung, eine Bodenplatte, einen Spachtel, eine Schaufel, einen Tauchstift, ein V-förmiges Eisenblech für die Öffnung der Tore, eine Bürste, eine Luftlochnadel und andere. Diese Werkzeuge sind meist klein und werden von den Gießern nach ihren persönlichen Vorlieben angepasst.
Abschließend lässt sich sagen, dass die Herstellung einer qualitativ hochwertigen Form der Schlüssel zum Erfolg in diesem Prozess ist.
5. Ausrüstung zum Schmelzen
Erforderliche Ausrüstung: Elektroofen und Transformator Benötigte Materialien: Eisen, Aluminium, Kupfer und andere Rohstoffe, Zinn und Eisen (Dosierung).
Das Hauptziel dieses Schritts besteht darin, Eisen zu geschmolzenem Eisen zu schmelzen. Die Herausforderung liegt im Mischen und in der Kontrolle der Temperatur des geschmolzenen Eisens.
Aufgrund des Verbots von Kupolöfen verwenden die meisten großen und kleinen Fabriken heute Elektroöfen als Schmelzgeräte. Elektroöfen gibt es in verschiedenen Größen und in einer breiten Preisspanne. Die kleineren Öfen mit einem Fassungsvermögen von 200 kg kosten zwischen 10.000 und 20.000, während die größeren mehrere hunderttausend bis Millionen kosten können.
Neben dem Elektroofen ist auch ein spezieller Transformator erforderlich, der separat gekauft werden muss. Die Verwendung des Transformators muss vom örtlichen Energieversorgungsunternehmen genehmigt werden, und die Kosten für die Anwendung variieren.
Die Gründung einer kleinen Gießerei kann mindestens mehrere Hunderttausend kosten, wobei die Hälfte der Kosten auf die Anmeldegebühr entfällt.
6. Gießgeräte
Erforderliche Ausrüstung: Pfanne für geschmolzenes Eisen und Hebekran
Das im Elektroofen erzeugte geschmolzene Eisen kann in große und kleine Mengen aufgeteilt werden. Es wird zunächst in einen großen Behälter gegossen und dann zur leichteren Handhabung in kleinere Behälter umgefüllt.
Die Arbeiter tragen die kleinen Behälter und gießen das geschmolzene Eisen in die fertige Form. Dieser Schritt ist mit hohen Risiken verbunden, und die Arbeiter müssen die erforderlichen Schutzmaßnahmen ergreifen.
In großen Fabriken werden große Gussteile mit Hilfe von Großgeräten wie Hebekränen gegossen. Dies trägt dazu bei, die Sicherheit und Effizienz des Gießprozesses zu gewährleisten.
Nachdem das Gussteil nach dem Gießvorgang abgekühlt ist, nehmen die Arbeiter es aus der Form. Sie entfernen den größten Teil der Erde von der Oberfläche und brechen den Anschnitt mit einem Hammer ab.
Im nächsten Schritt wird das Gussteil zum Sandstrahlen in eine Sandstrahlmaschine gelegt. Dieses Verfahren dient der Reinigung und Glättung der Oberfläche des Gussteils.
8. Gussbearbeitung
Gemeinsame Ausrüstung: Schleifscheibe, Poliermaschine, Trennmaschine und Drehmaschine.
Die Gussbearbeitung fällt unter die Kategorie der mechanischen Bearbeitung. Die meisten allgemeinen Bearbeitungsmaschinen können verwendet werden, aber sie gehen über den Bereich des Gießens hinaus.
Gießereien verfügen in der Regel über die notwendigen Werkzeuge wie Schleifscheiben, Poliermaschinen, Trennmaschinen und vorteilhafterweise auch über eine Drehmaschine. Diese Werkzeuge sind für die grundlegende Gussbearbeitung ausreichend.
Zusammenfassung
Alle Arbeiten müssen aufeinander abgestimmt werden. Kleine Gießereien, die gerade erst anfangen, verfügen möglicherweise nicht über alle Gießverfahren und haben nicht die Möglichkeit, ihre eigenen Formen herzustellen und zu bearbeiten.
Um dies zu kompensieren, können sie mit spezialisierten Formenbauern und Maschinenbauern zusammenarbeiten und nur für das Gießen der Rohlinge verantwortlich sein.
Das Gießen ist ein traditioneller und bewundernswerter Industriezweig. Trotz Verboten aus Gründen des Umweltschutzes haben viele kleine traditionelle Gießereien ihr ganzes Leben lang gegossen und sind entweder arbeitslos geworden oder haben ihre Arbeit als Fachleute fortgesetzt.
Ich möchte einen Gruß an die ältere Generation der Gießereiarbeiter richten!
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]