Виды процесса литья
Существует несколько видов литья, которые обычно делятся на следующие категории:
① Обычное литье в песчаные формы, которое имеет три типа: Литье в мокрый песок, Литье в сухой песок и Литье в песок с химическим упрочнением.
② Специальное литье, которое можно разделить на две категории по материалу моделирования: литье, использующее природный минеральный песок в качестве основного материала моделирования (например, инвестиционное литье, литье из глины, литье в оболочку, литье под отрицательным давлением, литье в полную форму, литье в керамическую форму и т.д.), и литье, использующее металл в качестве основного материала моделирования (например, литье в металлическую форму, литье под давлением, непрерывное литье, литье под низким давлением, центробежное литье и т.д.).
Мы рассмотрим определения, характеристики, преимущества и недостатки каждого из этих процессов литья более подробно.
Прочитав эту информацию, вы сможете лучше понять технологию литья.
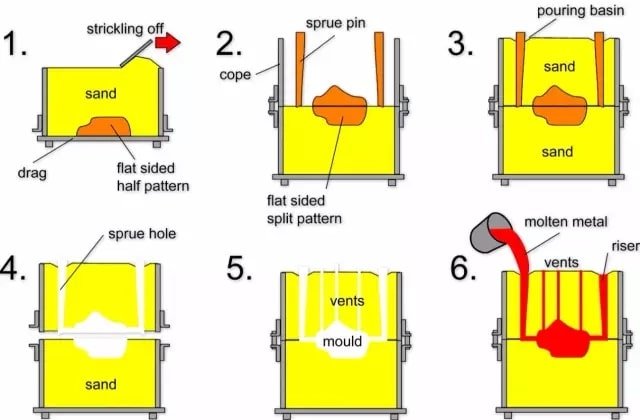
1. Литье в песок
Что такое литье в песок?
Литье в песчаные формы - это метод производства отливок в песчаной форме, который позволяет получать отливки из стали, чугуна и большинства цветных сплавов.
Технологический процесс:
Процесс литья в песчаные формы
Технические характеристики:
Этот метод подходит для производства заготовок с сложные формыособенно с замысловатыми внутренними полостями. Он обладает широкими возможностями адаптации и является экономически эффективным.
Литье в песчаные формы - единственный эффективный процесс для производства деталей или заготовок из материалов с низкой пластичностью, таких как чугун.
Он находит применение в производстве таких отливок, как блоки автомобильных двигателей, головки цилиндров, коленчатые валы и другие подобные компоненты.
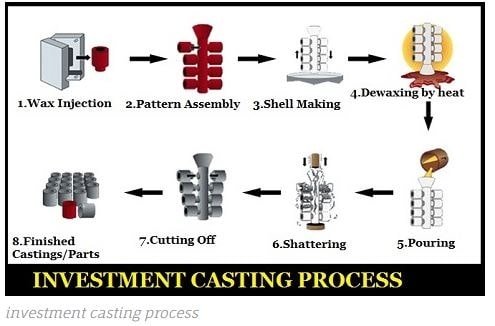
2. Инвестиционное литье
Что такое инвестиционное литье?
Литье по выплавляемым моделям - это процесс литья, который включает в себя создание модели из легкоплавкого материала, заключение ее в несколько слоев огнеупорных материалов, выплавление модели из формы для получения формы без поверхности раздела, а затем ее заполнение после запекания при высоких температурах.
Технологический процесс:
Процесс литья по выплавляемым моделям
Преимуществоs:
- Высокая точность размеров и геометрическая точность;
- Высокий шероховатость поверхности;
- Он может отливать сложные отливки, причем литьевые сплавы не ограничены.
Недостатки: сложные процедуры и высокая стоимость
Приложениеs:
Литье по выплавляемым моделям подходит для производства небольших деталей сложной формы с высокими требованиями к точности или для труднообрабатываемых деталей, таких как лопатки турбинных двигателей.
3. Литье в глиняные формы
Литье в глиняные формы: Метод литья с использованием глины в качестве основного материала
Литье в глиняные формы - это традиционный процесс литья, при котором в качестве основного материала для создания формы используется глина.
Для создания прочной связующей силы глину смешивают с водой и такими материалами, как рисовая шелуха, рисовые ости, конский навоз и зола. После сушки на воздухе или на солнце глина образует форму с порами для выхода воздуха и высокой твердостью.
Поверхность глиняной формы тонкая и однородная, в то время как текстура в середине грубая. Можно добавлять дополнительные материалы, такие как песок, шлак и битый кирпич. Глиняную форму можно использовать многократно, что делает ее полупостоянной.
Литье в глиняные формы - самая ранняя из известных технологий литья, применявшихся в Китае.
4. Литье раковин
Литье в оболочковые формы - это процесс производства отливок с использованием тонких оболочковых форм. Он был изобретен Германом Дж. Кронином в 1943 году и впервые применен в Германии в 1944 году. С тех пор он был принят и в других странах.
Процесс включает в себя покрытие металлической опалубки, нагретой до 180-280°C, термоупрочненной формовочной смесью, обычно покрытой фенольной смолой, для создания тонкой оболочковой формы толщиной 6-12 мм. Затем форма нагревается для затвердевания, обеспечивая необходимую прочность и жёсткость.
После того как верхняя и нижняя оболочки формы зажаты или склеены смолой, форму можно формировать без ящика для песка. Металлическая опалубка, используемая для литья, обычно нагревается до температуры около 300°C, а в качестве формовочной смеси используется смоляная смесь, которая изготавливается на основе фенольной смолы в качестве связующего вещества.
Кроме того, сердцевина может быть изготовлена в виде тонкой оболочки с использованием того же метода, что и при создании формы для литья тонкой оболочки. Для изготовления сердечника с тонкой оболочкой обычно используется метод выдувания.
5. Литье в керамические формы
Литье в керамические формы - это метод литья, при котором для получения отливок используется керамическая суспензия. Шликер состоит из гидролизата этилсиликата и мелких огнеупорных песков, таких как плавленый кварц, циркон и корунд, известных своей чистой текстурой и высокой термостойкостью.
Чтобы ускорить процесс загустевания керамической суспензии, в качестве катализатора часто включают гидроксид кальция или оксид магния.
Из-за сходства состава и внешнего вида используемого огнеупора и керамики этот процесс часто называют литьем "керамического типа". Литье в керамические формы - это новая технология, которая развилась из традиционного литья в песчаные формы.
Существует два вида литья в керамические формы:
① Керамическая форма изготавливается путем нанесения керамического раствора на формовочную плиту, покрытия ящика с песком, заливки скорректированного раствора в ящик с песком и подъема формы после склеивания и затвердевания. Затем форму запекают при высокой температуре, чтобы сформировать форму для литья.
② Форма для литья создается путем заливки керамического раствора в зазор между втулкой и шаблоном с помощью втулки, изготовленной из песка или металла. Этот метод использования втулки позволяет сэкономить значительное количество керамического раствора и широко применяется в производстве.
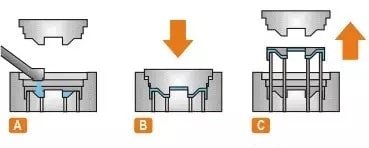
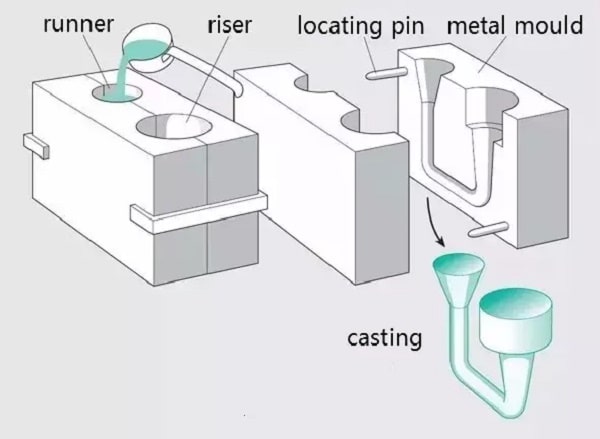
6. Литье в металлические формы
Литье в металлические формы, также известное как литье в твердые формы, - это процесс, при котором жидкий металл заливается в металлическую форму для создания отливок. Форма изготавливается из металла и может быть использована многократно, от сотен до тысяч циклов.
Однако литье в металлические формы имеет определенные ограничения по весу и форме отливок, которые могут быть получены. Например, черные металлы могут использоваться только для производства отливок простой формы, а вес отливки не должен быть слишком тяжелым.
Кроме того, толщина стенок ограничена, что затрудняет литье небольших отливок.
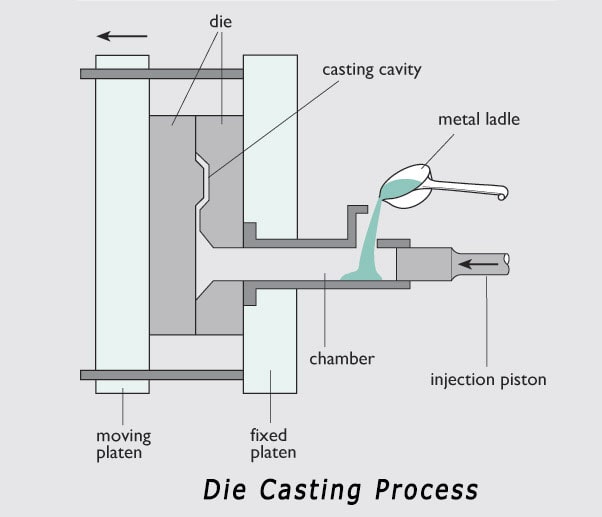
7. Литье под давлением
Что такое литье под давлением?
Металлическая жидкость под высоким давлением с большой скоростью вдавливается в полость прецизионной металлической формы, охлаждается и застывает под давлением, образуя отливку.
Технологический процесс:
Преимуществоs:
- Металлическая жидкость находится под высоким давлением, и скорость потока при литье под давлением очень высока.
- Хорошее качество продукции, стабильный размер и хорошая взаимозаменяемость.
- Высокая эффективность производства и литейные формы можно использовать много раз.
- Он подходит для массового производства с хорошими экономическими преимуществами.
Недостатки:
- Литье склонно к образованию мелких пор и усадке.
- Литые детали обладают низкой пластичностью и не должны работать при ударных нагрузках и вибрации.
- При литье под давлением сплава с высокой температурой плавления срок службы формы невелик, что влияет на расширение формы. литейное производство.
Приложения:
Литье под давлением сначала применялось в автомобилестроении и приборостроении, а затем постепенно распространилось на различные отрасли промышленности, например, на сельскохозяйственную технику, станкостроительная промышленностьЭлектронная промышленность, национальная оборонная промышленность, компьютеры, медицинское оборудование, часы, камеры и повседневная фурнитура.
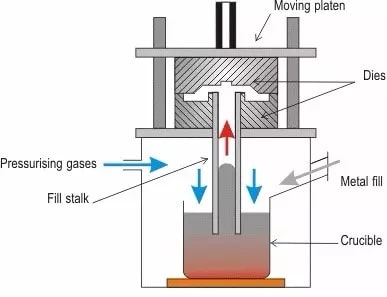
8. Низкое давление литье
Что такое литье под низким давлением?
Литье под низким давлением - это метод, при котором жидкий металл заполняет форму под низким давлением (0,02 - 0,06 МПа) и кристаллизуется под давлением, образуя отливку.
Технологический процесс:
Технические характеристики:
Давление и скорость при заливке можно регулировать, что позволяет использовать его для различных литейных форм, например, металлических и песчаных, а также для литья различных сплавов и отливок разных размеров.
Благодаря использованию метода донной заливки обеспечивается стабильное заполнение металлической жидкостью без разбрызгивания. Это позволяет предотвратить появление газа и уменьшить эрозию стенок и стержня формы, тем самым повышая скорость прохождения отливки.
Отливка затвердевает под давлением, в результате чего получается плотная структура, четкие контуры, гладкая поверхность и высокие механические свойства. Этот процесс особенно удобен для отливки крупных тонкостенных деталей.
Она исключает необходимость в стояках и повышает коэффициент использования металла до 90-98%. Кроме того, она характеризуется низкой трудоемкостью, хорошими условиями труда, простым оборудованием и высоким потенциалом механизации и автоматизации.
Применение:
В основном используется в традиционных изделиях (головка цилиндра, ступица, рама цилиндра и т.д.).
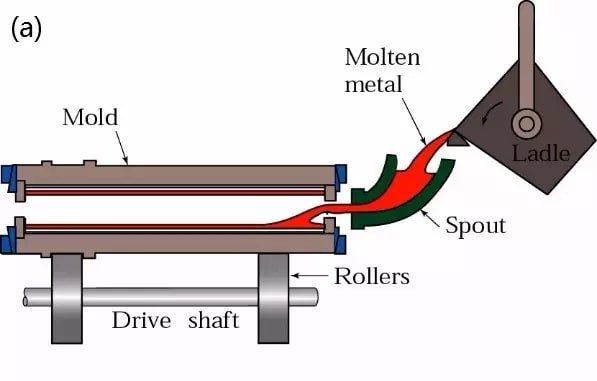
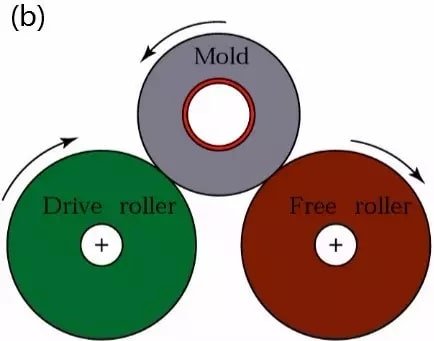
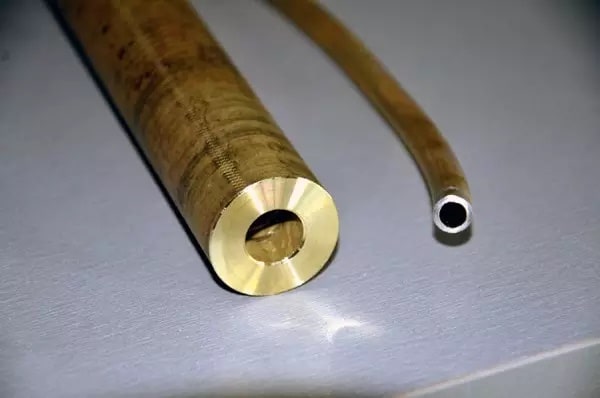
9. Центробежное литье
Что такое центробежное литье?
Это метод литья, при котором расплавленный металл заливается во вращающуюся форму, а форма заполняется и застывает под действием центробежной силы.
Технологический процесс:
Преимуществоs:
Заливочная система и система стояков потребляют минимальное количество металла, что приводит к повышению производительности процесса.
При производстве длинных трубчатых отливок отсутствие сердцевины значительно повышает заполняемость металла.
Полученная отливка отличается высокой плотностью, малым количеством дефектов (таких как поры и шлаковые включения) и превосходными механическими свойствами.
Изготовление композитных металлических отливок стволов и гильз относительно просто.
Недостатки:
- При производстве отливок специальной формы существуют определенные ограничения.
- Диаметр внутреннего отверстия отливки не точен, поверхность внутреннего отверстия неровная, качество низкое, припуск на обработку большой.
- Отливка склонна к удельной сегрегации.
Приложениеs:
Изначально центробежное литье использовалось для производства литых труб, но с тех пор оно получило широкое распространение в различных отраслях промышленности, таких как металлургия, горнодобывающая промышленность, транспорт, ирригационное и дренажное оборудование, авиация, национальная оборона и автомобильная промышленность. Этот процесс используется для производства стали, чугуна и цветных углеродистых металлов. литьё из сплавов.
Наиболее часто центробежное литье применяется для производства чугунных труб, гильз цилиндров двигателей внутреннего сгорания и втулок валов.
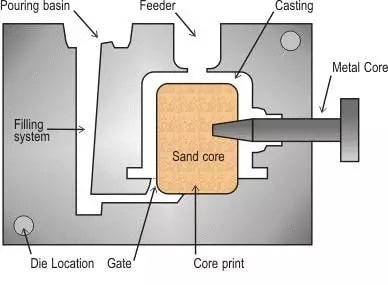
10. Гравитационное литье под давлением
Что такое гравитационное литье под давлением?
Гравитационное литье под давлением - это процесс литья, при котором жидкий металл заливается в металлическую форму под действием силы тяжести, охлаждается и застывает, образуя отливку.
Технологический процесс:
Преимуществоs:
Металлическая форма обладает высокой теплопроводностью и теплоемкостью, что обеспечивает быструю скорость охлаждения и плотную структуру отливки. Кроме того, ее механические свойства примерно на 15% выше, чем у песчаного литья.
Использование металлической формы позволяет получать отливки с большей точностью размеров и более низкой шероховатость поверхностичто повышает стабильность качества.
Кроме того, использование песчаного керна минимально или вовсе отсутствует, что улучшает экологическую обстановку за счет снижения количества пыли и вредных газов, а также уменьшает трудоемкость работ.
Недостатки:
- Сама металлическая форма не пропускает воздух, поэтому необходимо принять определенные меры для отвода воздуха и воздуха, образующегося в полости песчаного сердечника.
- Металлическая форма не имеет уступов, и при застывании отливки легко появляются трещины.
- Металлические формы имеют более длительный производственный цикл и более высокую стоимость, поэтому хороший экономический эффект может быть получен только при массовом производстве.
Приложения:
Литье металла - подходящий метод для крупномасштабного производства отливок из цветных сплавов, таких как алюминиевые сплавы и магниевых сплавов, имеющих сложную форму. Она также может использоваться для производства отливок и слитков из чугуна и стали.
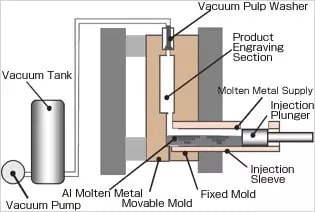
11. Вакуумное литье под давлением
Что такое вакуумное литье под давлением?
Вакуумное литье - это усовершенствованная форма литья под давлением, которая улучшает механические свойства и качество поверхности литых деталей за счет удаления или значительного уменьшения пор и растворенных в них газов. Это достигается путем удаления газа из полости формы в процессе литья.
Технологический процесс:
Преимуществоs:
- Он может устранить или уменьшить воздушные отверстия внутри отливки, улучшить механические свойства и качество поверхности отливки, а также повысить качество покрытия.
- Для уменьшения противодавления в полости можно использовать сплавы с низким удельным давлением и сплавы с плохими литейными характеристиками. На небольших машинах можно отливать крупные отливки.
- Он улучшает условия заполнения, позволяет отливать более тонкие отливки.
Недостатки:
- Структура уплотнения пресс-формы сложна, изготовление и установка затруднены, поэтому стоимость высока.
- Если метод вакуумного литья под давлением не контролируется должным образом, эффект будет не очень значительным.
12. Литье под давлением
Что такое литье под давлением?
Литье под давлением - это процесс, при котором жидкий или полутвердый металл затвердевает под высоким давлением и формуется в потоке для получения конечного продукта или заготовки напрямую. Этот процесс обладает рядом преимуществ, включая высокую степень использования жидкого металла, упрощение процесса и стабильное качество.
Кроме того, это энергоэффективный металл технология формования что открывает большие перспективы для применения в будущем.
Технологический процесс:
Литье под давлением с прямым выдавливанием:
Напыляемая краска, литой сплав, пресс-форма зажим, опрессовка, выдержка под давлением, сброс давления, отделение пресс-формы, распаковка и переустановка заготовок.
Литье под давлением с непрямым выдавливанием:
Нанесение покрытия, смыкание пресс-формы, подача, заполнение, нагнетание давления, выдержка под давлением, сброс давления, разделение, распалубка заготовок, переустановка.
Технические характеристики:
- Он может устранить внутренние поры, усадку и другие дефекты.
- Низкая шероховатость поверхности и высокая точность размеров.
- Он может предотвратить появление трещин в отливке.
- Легко поддается механизации и автоматизации.
Применение:
Он может использоваться для производства различных видов сплавов, таких как алюминиевый сплав, цинковый сплав, медный сплав, чугун с шаровидным графитом и т.д.
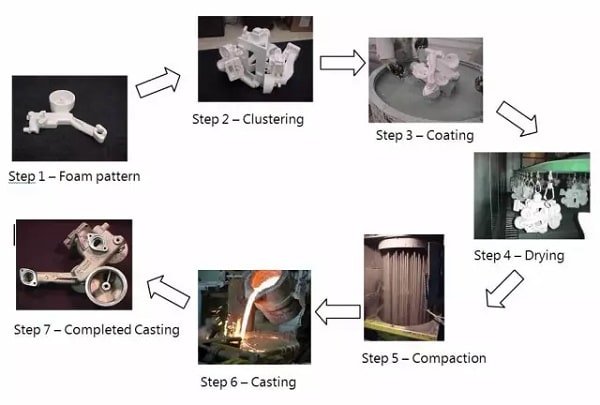
13. Литье из пенопласта
Что такое литье по выплавляемым моделям (также известное как твердое литье)?
Литье по выплавляемым моделям - это современная техника литья, в которой используется комбинация парафиновых или пенопластовых моделей, которые создаются так, чтобы напоминать желаемый слепок по размеру и форме. Затем эти модели собираются вместе, образуя единое целое.
Модель кластера покрывается огнеупорным материалом, высушивается, а затем закапывается в сухой кварцевый песок, который подвергается вибрации.
Затем жидкий металл заливается в песок в условиях вакуума, в результате чего модель испаряется, а ее место занимает металл. После застывания отливки охлаждают, чтобы сформировать конечный продукт.
Технологический процесс:
Предварительное вспенивание → Формование в пене → Окунание → Сушка → Моделирование → Заливка → Засыпка песка → Очистка
Технические характеристики:
- Высокая точность литья, отсутствие песчаного стержня, сокращение времени обработки.
- Отсутствие поверхности раздела, гибкая конструкция и высокая степень свободы.
- Чистое производство без загрязнения окружающей среды.
- Снижение инвестиционных и производственных затрат.
Приложениеs:
Литье с потерянной пеной - подходящий метод для производства разнообразных точных отливок со сложной структурой различных размеров. Он отличается универсальностью, не имеет ограничений по типам используемых сплавов и размеру производственных партий.
Этот метод был успешно использован для производства целого ряда отливок, включая серый чугун блоки двигателя и отводы из высокомарганцевой стали.
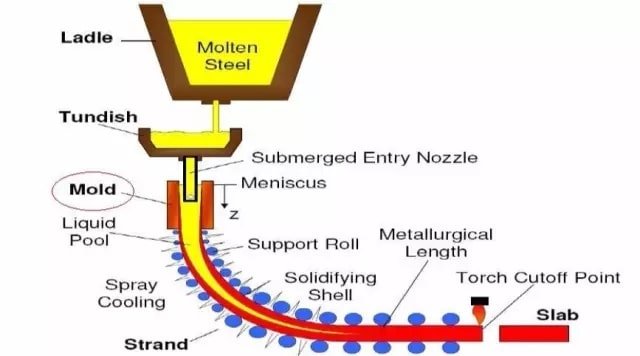
14. Непрерывное литье
Что такое непрерывное литье?
Непрерывное литье - это сложный процесс литья, при котором расплавленный металл непрерывно заливается в специальную металлическую форму, называемую кристаллизатором. Затем затвердевшая отливка непрерывно вытягивается из противоположного конца формы, что позволяет получать отливки любой длины или определенной длины.
Технологический процесс:
Технические характеристики:
Быстрое охлаждение металла приводит к образованию более плотной кристаллической структуры, однородности и улучшению механических свойств, а также к экономии металла и увеличению выхода продукции.
Этот процесс упрощает процедуры, устраняя необходимость в моделировании и других этапах, снижая трудоемкость и значительно минимизируя необходимые производственные площади.
Кроме того, непрерывное литье легко автоматизировать, что повышает эффективность производства за счет простоты механизации.
Приложениеs:
Непрерывное литье может использоваться для литья стали, чугуна, медных сплавов, алюминиевых сплавов, магниевые сплавы и другие длинномерные отливки с постоянной формой поперечного сечения, такие как слитки, слябы, стержневые заготовки, трубы и т.д.
Что такое процесс литья?
Литье - это технология обработки, при которой твердый металл расплавляется, а затем заливается в форму определенной формы для застывания. Результат, также известный как отливка, извлекается из формы после застывания, завершая процесс литья.
Литье - это процесс, в ходе которого металл расплавляется в соответствии с определенными требованиями, а затем заливается в форму. В результате после охлаждения, застывания и очистки получается твердая отливка заданной формы, размера и характеристик.
Поскольку отливка уже почти сформирована, механическая обработка уменьшается или не требуется, что приводит к снижению стоимости и сокращению времени изготовления.
Литье - это фундаментальный процесс в современной обрабатывающей промышленности.
Процесс литья обычно включает в себя следующее:
① Подготовка литейной формы: Форма для литья изготавливается для содержания твердой отливки и может быть разделена на различные типы в зависимости от используемого материала, такие как песчаные формы, металлические формы, керамические формы, глиняные формы и графитовые формы. Количество использований формы также может определять ее классификацию как одноразовой, полупостоянной или постоянной. Подготовка литейной формы является наиболее значимым фактором, влияющим на качество отливок.
② Плавление и заливка литейного металла: Металл для литья, также известный как литейный сплав, в основном включает чугун, литую сталь и литые цветные сплавы.
③ Обработка и контроль отливки: Этот процесс включает в себя несколько этапов, таких как удаление посторонних частиц с сердцевины и поверхности отливки, устранение шпренгелей и стояков, удаление заусенцевтрещин и других выступов, термообработка, профилирование, антикоррозийная обработка и черновая механическая обработка.
Большинство материалов для литья - это металлы, в том числе медь, железо, алюминий, олово, свинец и т. д., которые нагреваются до жидкого состояния из твердой формы. Материалом для литейной формы может служить песок, металл или керамика, а используемый метод зависит от требований.
Литье - один из самых ранних процессов горячей обработки металлов, известных человеку, история которого насчитывает около 6000 лет.
К металлам, которые можно отливать, относятся медь, железо, алюминий, олово и свинец, а в качестве материалов для обычных литейных форм используются сырой песок, глина, водное стекло, смола и другие вспомогательные материалы.
Некоторые примеры специальных форм для литья включают литье по выплавляемым моделям, литье с потерей пены, литье в металлические формы, литье в керамические формы и т. д. (Сырьевой песок может включать кварцевый песок, магнезиальный песок, циркониевый песок, хромитовый песок, форстеритовый песок, кианитовый песок, графитовый песок, железный песок и т.д.).
Технологический процесс: жидкий металл → заполнение → усадка при застывании → литье
Кастинг характеристики процесса:
- С его помощью можно изготавливать детали любой сложной формы, особенно со сложной формой внутренней полости.
- Высокая адаптивность, неограниченное количество типов сплавов и практически неограниченный размер отливки.
- Широкий источник материалов, отходы могут быть переплавлены, а инвестиции в оборудование невелики.
- Высокий процент брака, низкое качество поверхности и плохие условия труда.
Как я могу отливать детали в домашних условиях?
Чтобы начать литье, вам потребуется устройство, способное плавить железо или алюминий. Если ваш ежедневный объем производства невелик, целесообразно вложить деньги в электрическую печь небольшой мощности. Вполне может подойти и старая печь.
Керосиновые печи также подходят для плавки алюминия.
Важно отметить, что железо и алюминий нельзя плавить в одной печи, так как это может затруднить регулирование материала.
Однако если контроль материалов не является обязательным требованием, то это может и не быть проблемой.
Далее вам понадобится форма, которую можно изготовить на заказ в соответствии с деталями, которые вы хотите отлить. Также вам понадобится песок, и рекомендуется использовать миксер для песка. Если вы не приобрели миксер, можно смешивать песок вручную.
С помощью этих простых инструментов для моделирования вы можете лепить, плавить и заливать, создавая заготовки для литья.
Наконец, вам понадобятся инструменты для очистки, чтобы удалить заливной стояк и сгладить все заусенцы. Добавление дробеструйного валика может улучшить внешний вид отливки.