Cálculos de curvado de rollos de chapa: Fórmula de conversión
¿Se ha preguntado alguna vez cómo se forman esas enormes estructuras de acero en curvas perfectas? El perfilado es el secreto. En este artículo, nos adentraremos en el fascinante mundo del curvado, explorando sus características, procesos y las máquinas que lo hacen posible. Tanto si es un entusiasta de la ingeniería como si simplemente siente curiosidad, acompáñenos en este viaje para descubrir el arte y la ciencia de dar forma al acero.
En la producción de calderas y recipientes a presión, el uso de la tecnología de curvado de rodillos está muy extendido. Incluye el curvado de rodillos cilíndricos y cónicos, así como una variedad de curvado de rodillos de acero de sección, siendo el curvado de rodillos de sección de tubo cilíndrico el más común.
Para formar estas piezas se utilizan chapas metálicas, que pueden fabricarse mediante el método de prensado o el de curvado con rodillo, también conocido como chapa laminada. El método de prensado suele utilizar una matriz universal, mientras que una máquina de curvado de rodillos se utiliza para realizar un curvado continuo de tres puntos en la chapa, provocando una deformación plástica para conseguir la forma requerida. radio de curvatura.
2. Doblado de rodillos
El curvado de rodillos es un método de conformado por curvado en el que se utiliza una máquina curvadora de rodillos para curvar una chapa metálica o de perfil. Entre las formas que pueden conseguirse mediante el curvado con rodillo se incluyen la cilíndrica, la cónica y la de curvatura variable.
Para piezas de igual espesor y espesor variable en la dirección del espesor, se suele utilizar una máquina curvadora de chapas de tres rodillos. Rodillo piezas curvadas fabricados a partir de perfiles, como perfiles angulares o en forma de T, pueden tener una curvatura igual o variable. Las piezas en bruto utilizadas en el curvado de rodillos pueden ser extruidas o de chapa. Para curvar piezas con curvatura variable, se suele utilizar una curvadora de placas de cuatro rodillos.
2.1 Roll doblarcaracterísticas
Al laminar, el material de la plancha se coloca entre los ejes de rodillo superior e inferior de la bancada de rodillos. A continuación, el eje del rodillo superior desciende, haciendo que el material de la plancha se doble y se deforme debido al momento de flexión. La rotación de los ejes de los rodillos superior e inferior crea fricción entre el eje del rodillo y chapa de acero, que acciona la placa para que se mueva, cambiando continuamente la posición de presión de la chapa y formando una superficie de flexión lisa, completando así el proceso de perfilado.
Durante el curvado con rodillo, la chapa sufre una deformación equivalente a la del curvado libre. La curvatura de la pieza curvada viene determinada por la posición de los rodillos, el grosor de la chapa y sus propiedades mecánicas. Ajustando la posición relativa entre los rodillos, la chapa puede curvarse en cualquier curvatura menor que la curvatura del rodillo superior. Sin embargo, debido a la recuperación elástica de la curvatura, la curvatura de la parte doblada por el rodillo no puede ser igual a la del rodillo superior.
Una de las principales ventajas del método de perfilado es su versatilidad. Por lo general, no es necesario añadir ningún equipo de proceso adicional a la chapa. maquinaria de laminación. Para el curvado de perfiles sólo se necesitan rodillos adecuados para diferentes formas y tamaños de sección. Sin embargo, este método también presenta algunas desventajas, como la baja productividad y la escasa precisión.
2.2 Prollo tardeer
Existen dos tipos de máquinas curvadoras de rodillos: de rodillos para chapas y de rodillos para perfiles de acero. La mayoría de los materiales que se procesan mediante el cilindrado son chapas en bruto, por lo que se utiliza principalmente el rodillo de chapas. Existen tres tipos principales de laminadoras de chapaRodillo de tres rodillos simétrico, rodillo de tres rodillos asimétrico y rodillo de cuatro rodillos.
2.3 Rproceso de curvado del oll
El método principal de laminado y curvado en un rodillo de chapa consiste en laminar una superficie cilíndrica utilizando una chapa en bruto. Con la adopción de las medidas tecnológicas adecuadas y el equipamiento necesario, también es posible laminar superficies cónicas y seccionar acero para curvarlo.
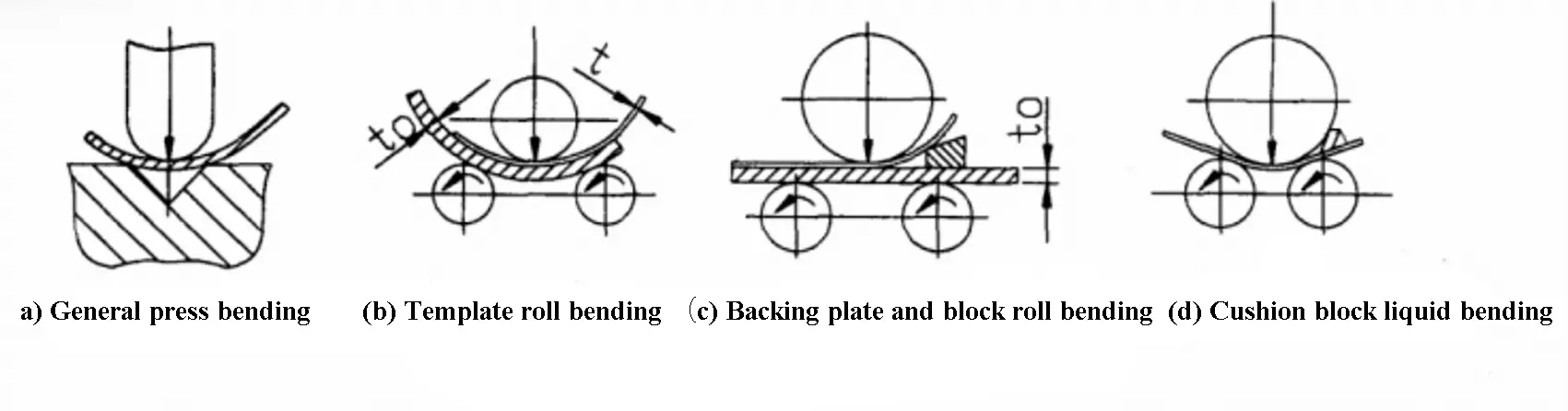
Fig.1 Métodos comunes de precurvado
El laminado de chapa de acero consta de tres etapas: precurvado (cabezal de prensado), centrado y curvado.
1) Precurvado
En la figura 1 puede observarse que sólo una parte de la placa de acero que entra en contacto con el eje del rodillo superior puede doblarse. Como resultado, habrá una longitud en ambos extremos de la placa de acero que no se puede doblar. Esta longitud se denomina borde recto residual.
El tamaño de la arista recta residual depende de la forma de flexión del equipo. El valor teórico de la regla residual se indica en la tabla 1. Normalmente, la regla residual real es mayor que el valor teórico, con valores que oscilan entre 6-20t para el curvado simétrico y 1/10-1/6 para el curvado asimétrico.
Nota: en la tabla, L es la distancia entre ejes del rodillo lateral de la máquina curvadora de chapa, y t es el espesor de la chapa de acero.
La matriz general se utiliza para plegados múltiples en la prensa.
Se muestra en la Fig. 1 (a).
Este método es adecuado para el precurvado de chapas de acero de diversos espesores.
Precurvado con encofrado en curvadora de tres rodillos.
Se muestra en la Fig. 1 (b).
Este método es adecuado para t≤t0/2, t≤24mm, que no exceda 60% de la capacidad del equipo.
El precurvado se realizará en la curvadora de tres rodillos con placa de apoyo y bloque amortiguador.
Como se muestra en la Fig. 1 (c).
Este método es adecuado para t≤t0/2, t≤24 mm, que no exceda 60% de la capacidad del equipo.
Precurvado con bloque amortiguador en curvadora de tres rodillos.
Se muestra en la Fig. 1 (d).
Este método es adecuado para chapas finas de acero, pero su funcionamiento es más complicado y se utiliza poco.
2) Centrado
El propósito del centrado es alinear la línea central de la pieza de trabajo paralela al eje del rodillo, eliminar la posibilidad de torsión y mantener la forma geométrica exacta de la pieza de trabajo después del curvado con rodillo.
Las técnicas de centrado incluyen: rollo lateral centrado, centrado de deflectores especiales, centrado de alimentación inclinada y centrado de ranurado de rodillos laterales, como se muestra en la Figura 2.
Fig. 2 Métodos de centrado
3) Curvado de rodillos
El curvado por laminación de chapa de acero suele realizarse en una máquina laminadora.
Las piezas laminadas típicas son cilíndricas y cónicas.
a. Curvado de piezas cilíndricas
Al curvar el cilindro en una máquina curvadora simétrica de tres rodillos, la posición del eje del rodillo superior durante el curvado final puede determinarse según el radio de curvatura conocido, como se muestra en la Fig. 3 (a).
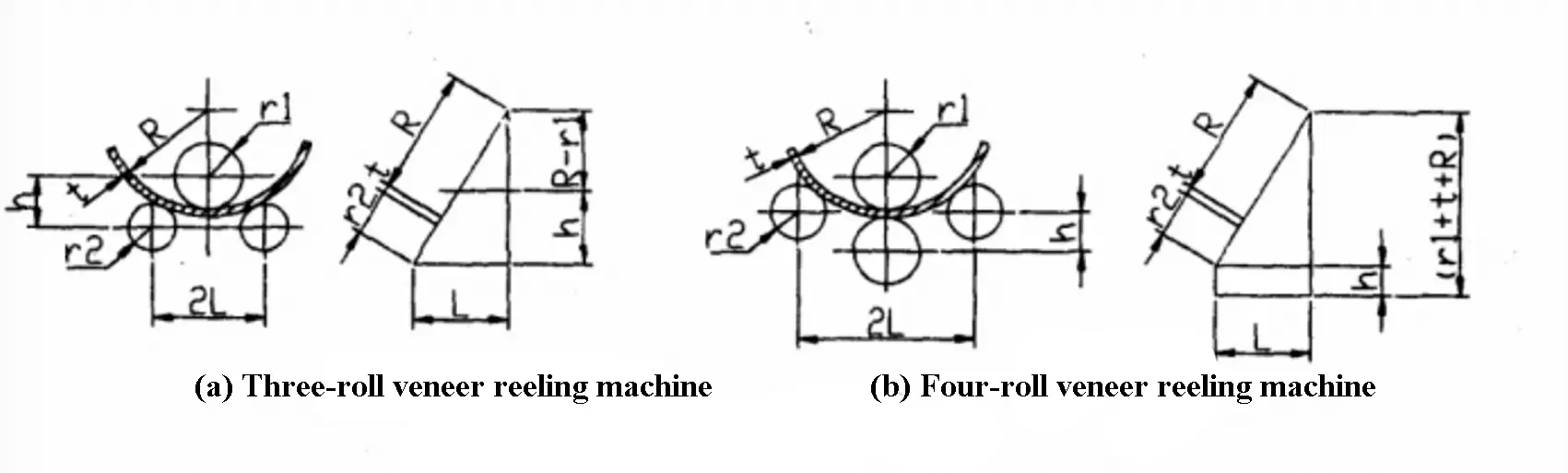
Fig. 3 Cálculo de la posición del eje de la laminadora
El final posición de flexión del eje del rodillo lateral se muestra en la Fig. 3 (b) cuando la superficie cilíndrica se lamina en una máquina curvadora de chapa de cuatro rodillos, que puede obtenerse mediante la siguiente fórmula:
Dónde:
h - distancia central vertical entre el rodillo lateral y el rodillo inferior, mm
R - radio de curvatura de la pieza, mm
t - espesor de la chapa de acero, mm
r1 - radio de los ejes de los rodillos superior e inferior, mm
R'- R+t, mm
L2 - distancia del centro de balanceo lateral, mm
Debido a la springback de chapa, el valor de H obtenido en la fórmula anterior debe corregirse adecuadamente en la aplicación práctica.
b. Curvado con rodillo de superficie cónica:
Los métodos de curvado de rodillos cónicos más utilizados son el método de desaceleración de boca pequeña, el método de curvado de cuatro rodillos de doble velocidad, el método de alimentación rotativa y el método de curvado de rodillos por zonas.
Esto se debe al hecho de que las líneas principales de la superficie del cono no son paralelas y la curvatura de cada punto de la línea principal es única.
Para garantizar que el rodillo superior presiona sobre la línea central del cono en todo momento durante el proceso de curvado y para producir diferentes radios de curvatura a lo largo de la línea central, deben tomarse las siguientes medidas:
Ajuste la posición del rodillo superior para que quede inclinado en un ángulo específico con respecto al rodillo inferior.
Mantener la proximidad del rodillo superior a la línea de superficie del cono aplicando velocidades de avance desiguales en ambos extremos del cono.
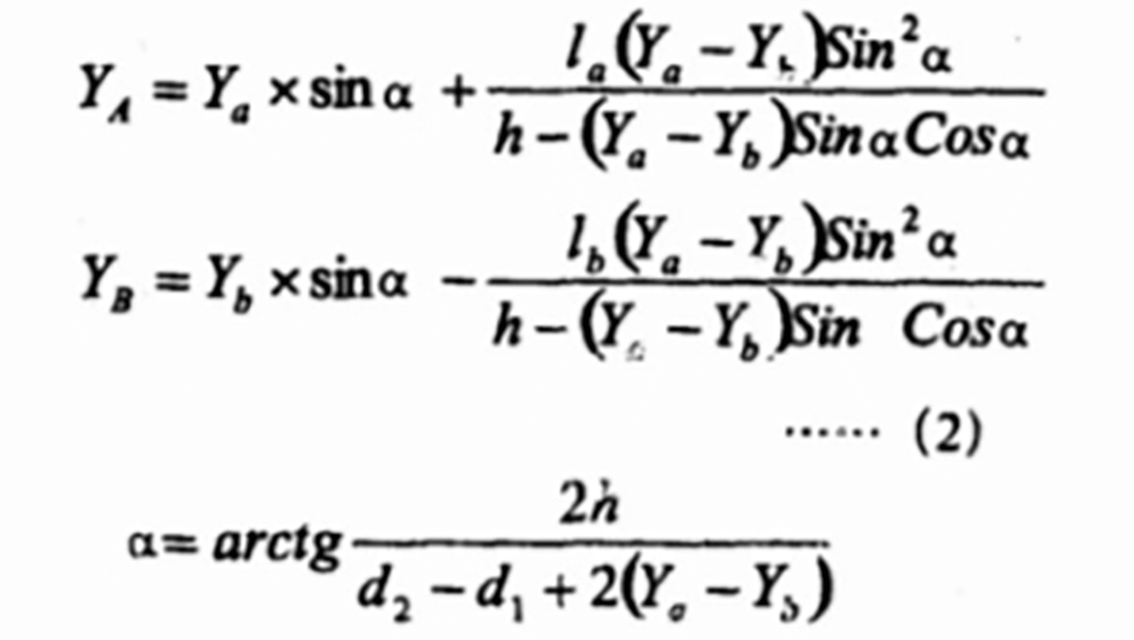
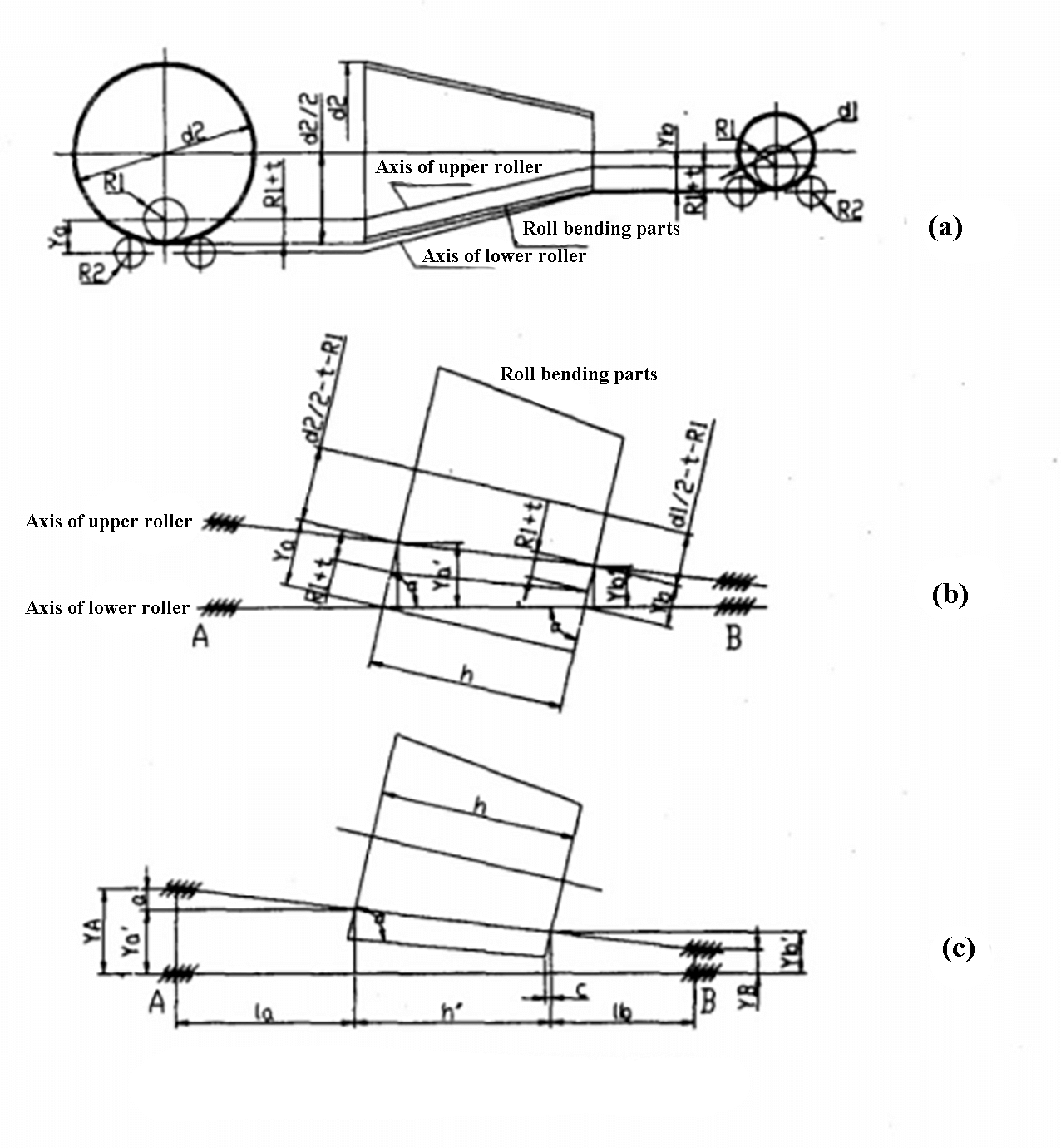
Para piezas cónicas con una gran conicidad, las distancias entre ejes verticales, Ya e Yb, de los rodillos superior e inferior en ambos extremos pueden calcularse utilizando la figura geométrica mostrada en la Figura 4.
Las distancias entre ejes, Ya e Yb, de los rodillos superior e inferior pueden obtenerse aplicando el método de cálculo para piezas simples circulares, es decir, utilizando la fórmula (1).
A partir de las figuras geométricas mostradas en las figuras 4 (b) y 4 (c), se pueden obtener los siguientes valores:
La posición de la pieza en bruto desde el extremo derecho del rodillo viene determinada por lb+c, donde
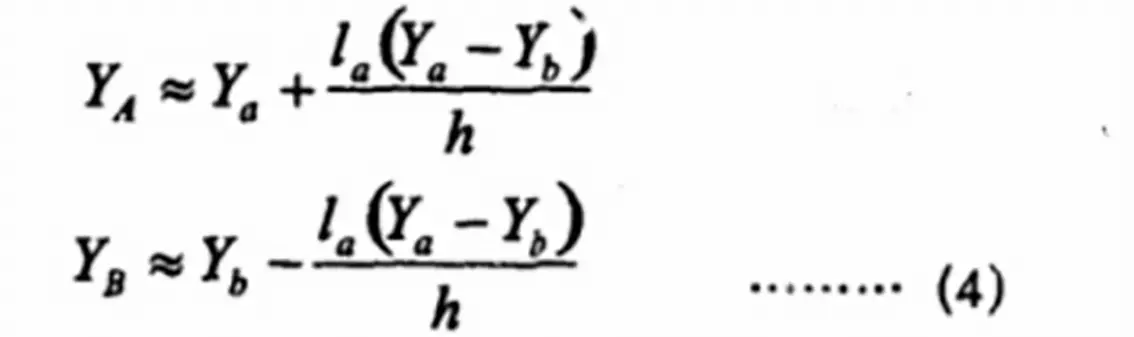
Para piezas cónicas con conicidad pequeña, la ecuación (2) puede simplificarse como sigue:
Al laminar piezas cónicas, es habitual que se produzcan distorsiones.
Un método eficaz para eliminar esta distorsión consiste en inclinar razonablemente el rodillo superior y mantener la alineación paralela del rodillo inferior.
Durante el laminado y proceso de plegadoLa pieza en bruto se forma mediante una serie de dobleces de rodillos seccionales superpuestos.
2.4 Pclasificación del proceso de curvado de rodillos
Según las diferentes temperaturas de la chapa laminada, puede dividirse en laminado en frío, laminado en caliente y laminado medio.
1) Laminado en frío
El laminado de una chapa a temperatura normal, también conocido como laminado en frío, es adecuado para laminar chapas de espesor fino a medio.
Sin embargo, da lugar a una cierta springbackcomo se muestra en la figura 5.
Una vez conseguida la curvatura deseada, es necesario retroceder varias veces para fijar la curvatura.
Acero de alta resistencia presenta un alto grado de recuperación elástica. Para reducir el springback, es aconsejable realizar recocido tratamiento previo al proceso de conformado final.
El diámetro mínimo de un cilindro que puede curvarse con la máquina curvadora depende del diámetro del rodillo superior.
Teniendo en cuenta el retroceso elástico del cilindro tras el plegado, el diámetro mínimo de un cilindro plegable es aproximadamente de 1,1 a 1,2 veces el diámetro del cilindro superior.
El laminado en frío es un proceso cómodo, con curvaturas fáciles de controlar y bajos costes de producción. Sin embargo, requiere equipos potentes para chapas más gruesas y es susceptible al desarrollo de endurecimiento por trabajo en frío.
Fig. 4 Cálculo de la posición del rodillo en la curvadora de rodillos
2) Laminado en caliente
En general, se considera que cuando el espesor (t) de una chapa de acero al carbono es mayor o igual que la cuadragésima parte del diámetro interior (D) (t ≥ 1/40 D), debe realizarse la laminación en caliente. (Nota: según esta sencilla fórmula y el método de cálculo del alargamiento de la fibra, la diferencia entre el espesor en frío y en caliente es grande).
Durante el curvado térmico, la chapa debe calentarse entre 950 y 1100 ℃, con un calentamiento uniforme y un funcionamiento rápido. La temperatura final no debe ser inferior a 700 ℃.
El laminado en caliente elimina la necesidad de considerar el springback, y para un cilindro cerrado, el curvado con rodillo puede realizarse hasta que la costura longitudinal esté recién cerrada. Para evitar que la pieza se separe demasiado pronto de la chapa durante el laminado en caliente, debe laminarse continuamente a la velocidad de curvado final hasta que el color de la superficie se oscurezca.
Cuando la pieza está en estado frío, debe colocarse como se muestra en la figura 6, o puede colocarse verticalmente. El laminado en caliente puede evitar el endurecimiento por deformación en frío del material y reducir la potencia requerida por la plegadora.
Sin embargo, el laminado en caliente también tiene sus inconvenientes: si la operación es difícil, calentar la chapa de acero a una temperatura elevada puede provocar graves oxidaciones.
3) Rodar en caliente
Cuando la chapa se calienta a una temperatura de entre 500 y 600 grados centígrados para laminarla, se denomina laminado en caliente. Comparado con el laminado en frío, el laminado en caliente tiene mejor plasticidad y reduce el riesgo de fractura frágil y la tensión en la máquina dobladora. Además, en comparación con el laminado en caliente, el laminado templado reduce los defectos superficiales causados por la cascarilla de óxido y mejora las condiciones de funcionamiento.
Sin embargo, la laminación en caliente también tiene sus desventajas, ya que puede provocar tensión interna debido al laminado, que puede requerir un tratamiento térmico para aliviar tensiones en función de los requisitos del producto. Aunque la temperatura de calentamiento del laminado en caliente es inferior a la temperatura de recristalización del metal, sigue perteneciendo al ámbito del trabajo en frío.
El curvado en una sola operación no es posible con el laminado en caliente, ya que múltiples curvados en frío pueden provocar el endurecimiento por deformación en frío del material. Cuando la deformación de doblado es sustancial, el fenómeno de endurecimiento por trabajo en frío será muy pronunciado, lo que provocará un grave deterioro del rendimiento en servicio de las piezas dobladas.
En consecuencia, el radio de curvatura permitido para la conformación por laminación en frío debe ser mayor que el mínimo. radio de curvatura de la chapaR = 20t (donde t es el espesor de la chapa). Cuando R es inferior a 20t, debe realizarse el curvado con rodillo caliente.
Para piezas con un radio de curvatura pequeño, puede ser necesario un dimensionado manual después del curvado con rodillo. Es importante reservar un margen de dimensionamiento razonable, lo que significa que cada lado debe ser ligeramente más pequeño que la plantilla o la placa de tarjeta, con una diferencia de 2 a 4 mm (como se muestra en la Fig. 7).
Para las piezas de curvado con un radio de curvatura relativamente grande, la curvatura debe inspeccionarse de acuerdo con la norma de inspección de forma para garantizar que las piezas pueden encajar en la placa de la tarjeta bajo una determinada fuerza externa (P).
3. Conversión de la capacidad del equipo de la máquina curvadora
La capacidad de la plegadora puede convertirse para ampliar su ámbito de uso.
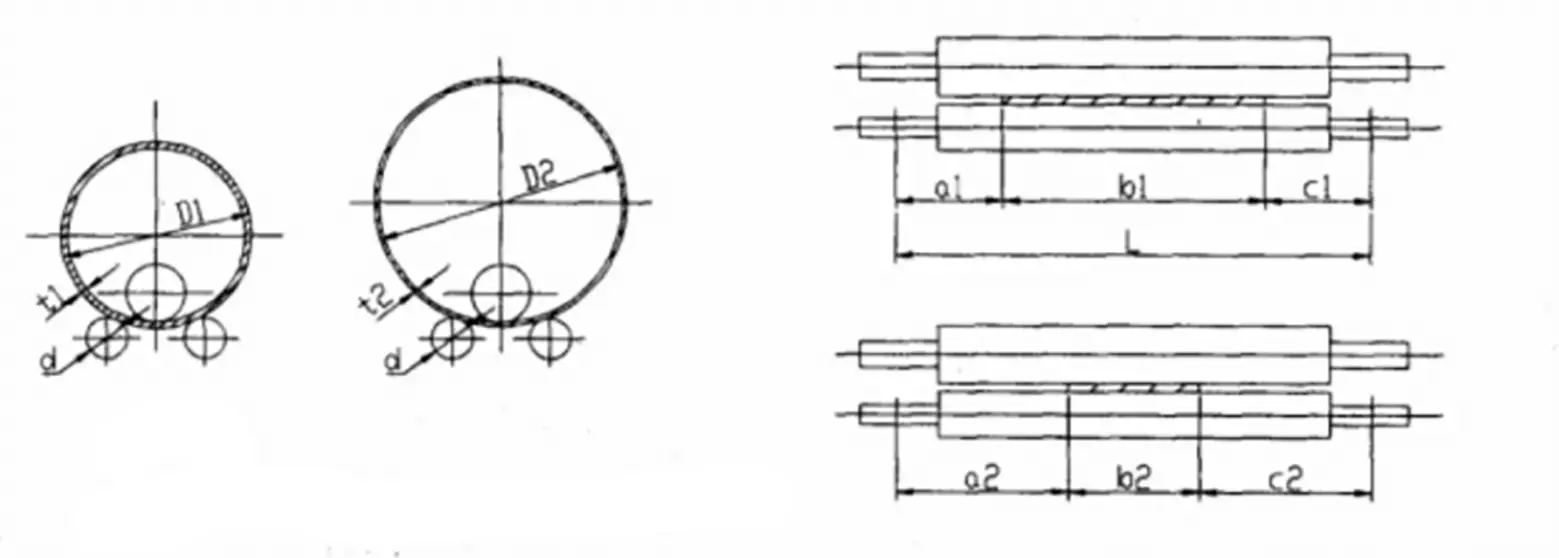
Como se muestra en la figura 8, la fórmula de conversión es la siguiente:
Fig. 8 Conversión de la capacidad de la laminadora de chapas
3.1 Ta anchura de chapa requerida por el material de laminación es la misma que la requerida por la especificación de la máquina laminadora, pero el radio de curvatura es diferente.
Dónde:
D1 - diámetro exterior diseñado del cilindro para la máquina enrolladora de chapa, mm
D2 - diámetro exterior del cilindro a enrollar por la enrolladora de chapa, mm
d - diámetro del eje del rodillo inferior de la enrolladora de chapa, mm
t1 - Espesor máximo de la chapa del cilindro diseñado para la devanadora de chapa, mm
t2 - Espesor admisible de la chapa del cilindro que va a ser enrollado por la enrolladora de chapa, mm
3.2 El material de laminación es el mismo que el diámetro requerido por la especificación de la máquina dobladora de chapa, pero la anchura de la chapa es diferente, y la laminación es simétrica, es decir, a1=c1,a2=c2
Dónde:
b1 - anchura máxima de la chapa del cilindro diseñado para la laminadora de chapa, mm
b2 anchura de la chapa cilíndrica a laminar por la laminadora de chapa, mm
Distancia de apoyo L del rodillo y el eje de la laminadora de chapas, mm
t1 - espesor máximo de chapa diseñado del cilindro para la laminadora de chapa, mm
t2 - espesor admisible de la chapa del cilindro a laminar por la laminadora de chapas, mm
3.3 Tl diámetro de curvado del rodillo es el mismo que la anchura de la chapa requerida por la especificación de la máquina curvadora, pero el material es diferente.
Dónde
σs1 – límite elástico de chapa cilíndrica laminada por laminadora de chapa, MPa
σs2 – límite elástico de la chapa cilíndrica a laminar por la laminadora de chapas, MPa
t1 - espesor máximo de la chapa de la banda circular diseñada y laminada por la laminadora de chapas, mm
t2 - espesor de la chapa cilíndrica a laminar por la laminadora de chapa, mm
3.4 TEl diámetro de laminación, la anchura de la chapa y el material son los mismos, pero la temperatura de laminación es diferente..
Dónde
σs1 - límite elástico de la chapa cilíndrica laminada por laminadora de chapas, MPa
σs2 - resistencia a la tracción de la chapa cilíndrica diseñada y laminada por laminadora de chapas, MPa
t1 - espesor máximo de la chapa del cilindro diseñado para la laminadora de chapas, mm
t2 - espesor de la chapa cilíndrica a laminar por la laminadora de chapa, mm
Rx - es una constante, generalmente tomada como 10-20.
En laminación en caliente, σs = σb
K0 - coeficiente de refuerzo relativo del acero, K0 = n/r0.
R0 es el radio del cilindro diseñado por la laminadora, r0≥20 t1.
N es generalmente de 5 a 10.
4. Aplicación
El rollo tecnología de plegado se utiliza ampliamente en la producción y tiene mayores exigencias en cuanto a la calidad de la superficie de las piezas curvadas con rodillo debido al uso de materiales como el acero inoxidable, el aluminio y las placas de acero compuesto. El tratamiento de recocido antes del curvado con rodillo es ahora necesario para las calidades de acero sensibles a la templabilidad.
Para garantizar que la calidad del curvado de rodillos cumple los requisitos, es esencial realizar un cálculo y una selección razonables de los equipos de curvado de rodillos y analizar las medidas adoptadas.
Con el análisis, cálculo y aplicación del proceso de curvado de rodillos, se pueden conseguir varias especificaciones de curvado de superficies curvas en la máquina curvadora, mejorando así la utilización del equipo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo unos operarios expertos doblan planchas de acero para formar cilindros perfectos? En esta cautivadora entrada de blog, le llevaremos entre bastidores para explorar el arte y la ciencia...
¿Se ha preguntado alguna vez cómo se dobla una enorme plancha de acero para darle forma? En este artículo, exploramos la fascinante mecánica que hay detrás de las laminadoras de chapa, revelando las fuerzas y los cálculos...
¿Se ha preguntado alguna vez quiénes son los principales fabricantes de laminadoras de chapa? Este artículo presenta a los principales fabricantes del sector, detallando sus innovaciones, gamas de productos y alcance mundial. Desde...
Imagine transformar placas metálicas planas en cilindros precisos o formas intrincadas con una sola máquina. Bienvenido al mundo de la curvadora de chapa. Esta potente herramienta, esencial en...
¿Se ha preguntado alguna vez cómo se da forma de cilindros y conos perfectos a enormes estructuras de acero? Este artículo explora el fascinante mundo de las laminadoras de chapa, herramientas esenciales en industrias como...
¿Se ha preguntado alguna vez cómo se consiguen las formas exactas de grandes estructuras metálicas, como aerogeneradores y barcos? Este artículo desvela el fascinante mundo de las laminadoras de chapa metálica,...
Imagine que intenta doblar una gruesa plancha de acero en un cilindro perfecto: ¿cuánta fuerza necesitaría? Este artículo se sumerge en los cálculos críticos para determinar la carga y la potencia...
¿Se ha preguntado alguna vez cómo se doblan a la perfección enormes planchas de metal para darles formas precisas? La curvadora de chapas de cuatro rodillos es el motor de esta transformación. Esta guía profundiza en su estructura,...
¿Se ha preguntado alguna vez cómo consigue una plegadora de chapa de cuatro rodillos curvas tan precisas? Este artículo explora el cálculo de los desplazamientos de posición de los rodillos laterales, guiado por un ingeniero mecánico experimentado....