Hole Fcolgando
El rebordeado de orificios es un método de punzonado que utiliza un molde para convertir el borde del orificio de la pieza en un borde vertical o recto con un ángulo determinado.
Tipo de rebordeado:
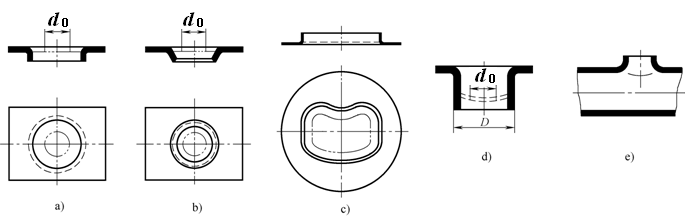
En función de la forma de la pieza bruta y del borde del orificio a rebordear, existen orificios de rebordeado en la placa plana y también en la superficie curva, como el orificio de rebordeado de la pieza bruta tubular; los orificios rebordeados pueden ser redondeados o no redondeados.
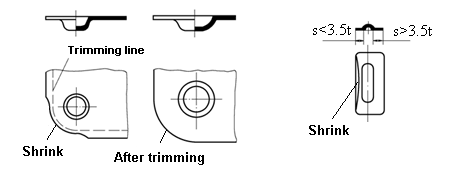
1.1 Rebordeado de orificios redondos
- Características de deformación del rebordeado de agujeros redondos
Características de deformación del rebordeado de agujeros redondos:
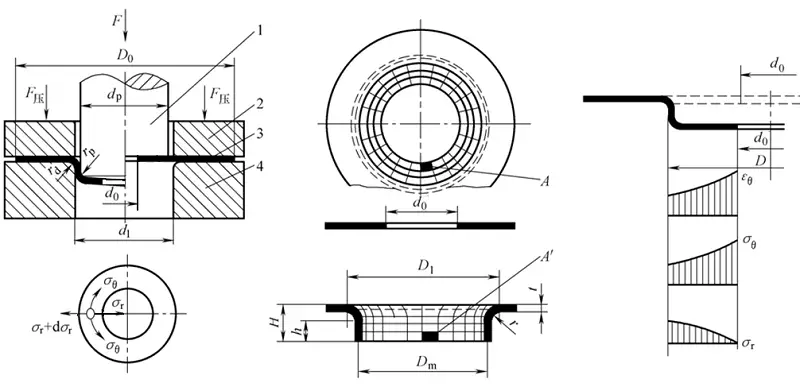
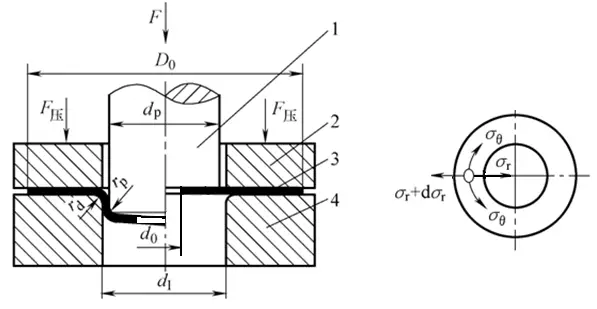
- La deformación es local y se produce principalmente en la parte anular (d1-d0) en la parte inferior del punzón. Esta zona es el área de deformación de la rebordeadora de agujeros redondos.
- El material de la zona de deformación se estira en las direcciones tangencial y radial, lo que da lugar a una deformación alargada en las direcciones tangencial y radial y de espesor reducido.
- La zona de deformación no es uniforme, el alargamiento radial no es evidente, la deformación tangencial es grande, y cuanto más se alarga la boca, más se adelgaza.
- Límite de formación del rebordeado de agujeros redondos
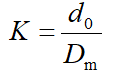
El límite de conformación se expresa mediante el factor de ensanchamiento de agujeros K:
Factor límite de ensanchamiento de agujeros Kmin.
Factores que afectan al coeficiente de rebordeado del orificio límite:
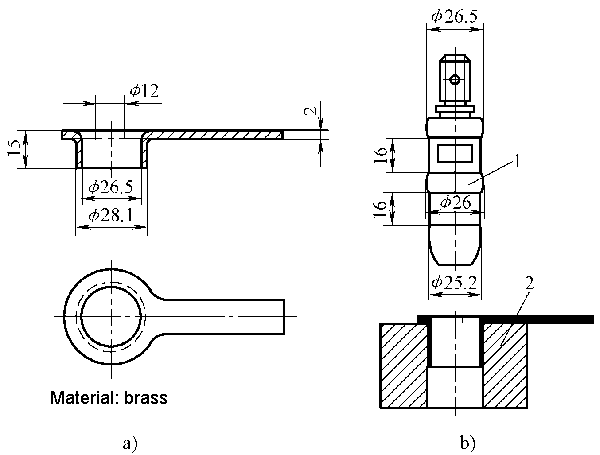
- Diseño del proceso de rebordeado de agujeros redondos
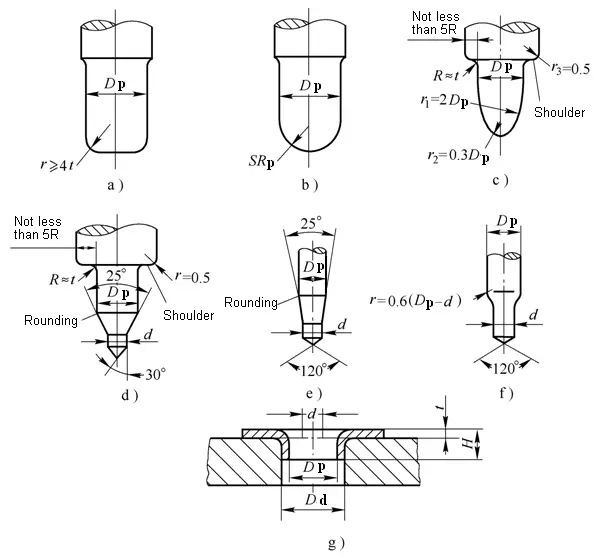
(1) Tecnología del agujero redondo
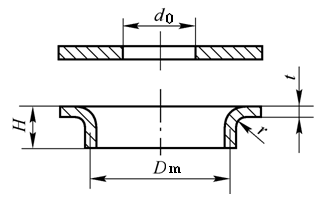
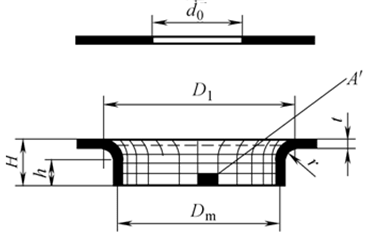
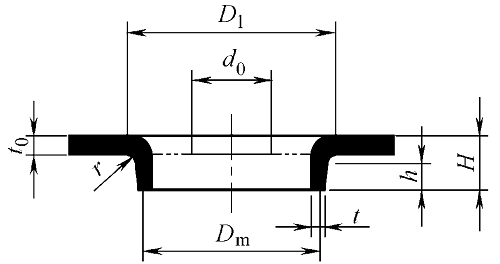
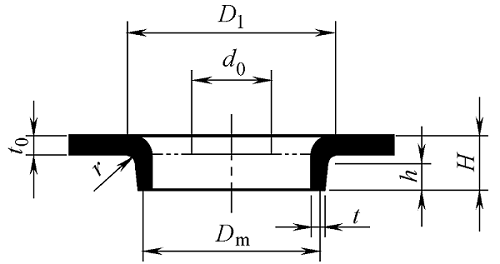
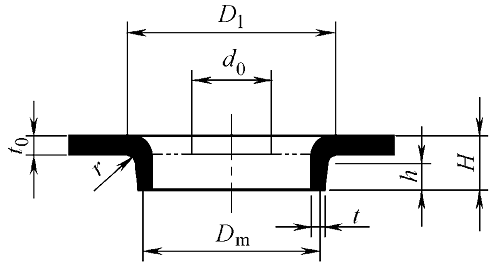
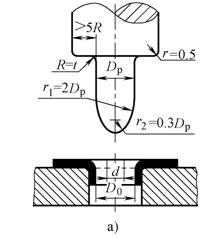
- El radio del filete entre el borde vertical después del rebordeado y la brida debe cumplir: espesor del material t 2mm, r = (1 ~ 2) t;
- Si no se pueden cumplir los requisitos anteriores, es necesario añadir un proceso de remodelado después del torneado de los orificios para establecer el radio de redondeo necesario.
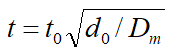
- Después del rebordeado, el grosor de la boca del borde vertical se reduce al máximo, y el grosor en la parte más delgada es:
(2) Disposición del proceso para agujero redondo
Normalmente, antes de rebordear el orificio, es necesario preperforar el orificio para el rebordeado, y luego determinar si se puede girar de una sola vez según la altura del orificio y el coeficiente del rebordeado, y luego determinar el método de conformación de las piezas rebordeadas.
(3) Cálculo del proceso de rebordeado de agujeros de chapa
1) Determine el diámetro del orificio prepunzonado
2) Calcular la altura del agujero para determinar si se puede girar con éxito una vez.
3) Determinar el número de orificios de giro
Cuando la altura de rebordeado del orificio H <Hmaxpuede embridarse de una sola vez.
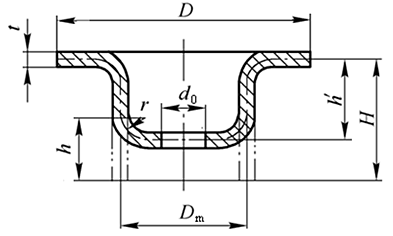
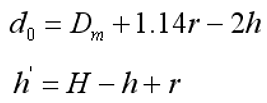
(4) Cálculo del proceso de dibujar primero el orificio inferior y luego rebordear el orificio
1) Calcular la altura de rebordeado h que puede alcanzarse tras el rebordeado previo:
2) Calcular el diámetro de prepunzonado y la altura de embutición antes del rebordeado del orificio:
3) Cálculo del proceso de embutición profunda
(5) Cálculo de la fuerza de rebordeado del orificio
Cuando se utiliza un punzón cilíndrico de fondo plano para rebordear un agujero, se puede calcular de la siguiente manera:
La fuerza para rebordear orificios con un punzón cónico o esférico es ligeramente inferior al valor calculado mediante la fórmula anterior.
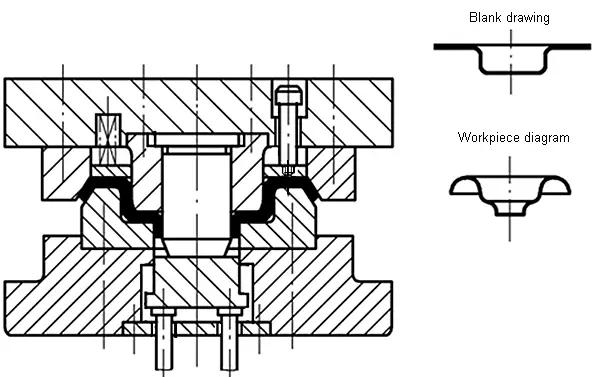
- Molde de orificio redondo
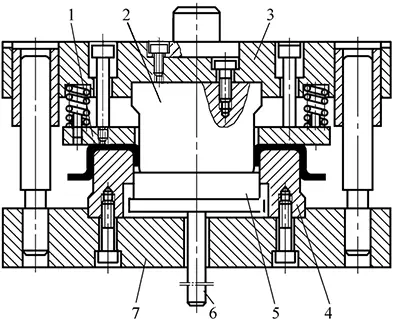
(1) Estructura del molde de rebordeado de agujeros redondos
Troquel para rebordear agujeros formales
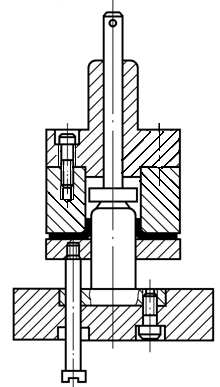
Molde para rebordear agujeros invertidos
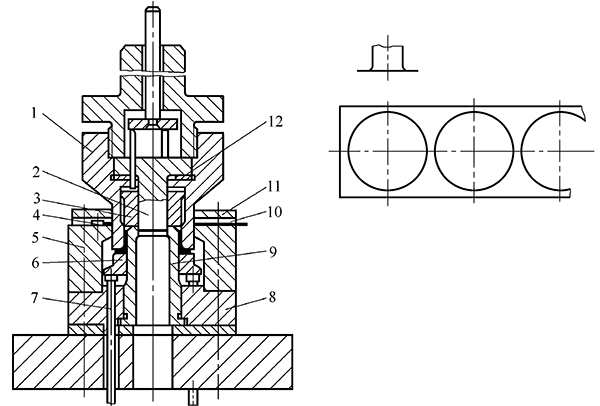
Blankingtroqueles compuestos para embutición profunda, punzonado y rebordeado de agujeros
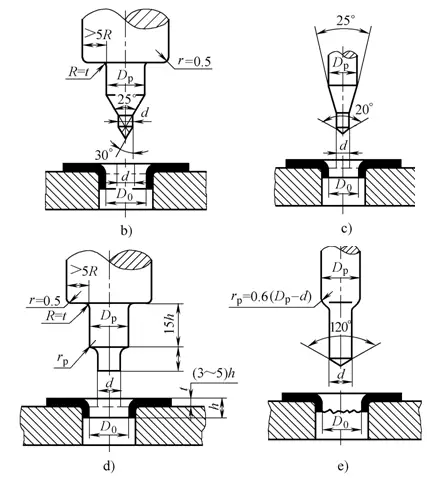
(2) Diseño de la estructura y el tamaño de la parte operativa de la matriz de ensanchamiento de orificios
1) Estructura y tamaño de la perforadora redonda
2) Holgura C entre matriz convexa y cóncava
1.2 Agujero no redondo rebordear
Rebordeado
El rebordeado es un método de estampación que utiliza un molde para convertir los bordes del producto en un borde vertical o recto en un ángulo determinado.
Según la forma del borde exterior embridado:
- Reborde curvo interior en el borde exterior
- Reborde exterior curvado en el borde exterior
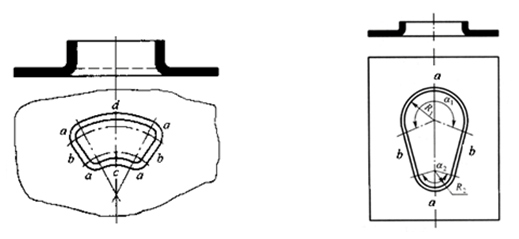
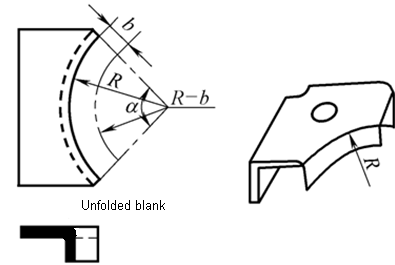
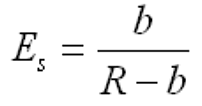
2.1 Brida curva interior en el borde exterior
La deformación es similar a la de un agujero redondo, que pertenece a la elongación.
La zona de deformación se estira principalmente de forma tangencial, y la deformación en los bordes es la mayor, lo que facilita la aparición de grietas.
El grado de deformación es:
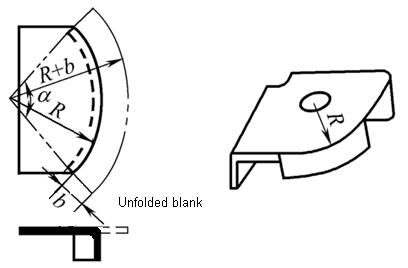
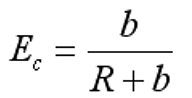
2.2 Exterior reborde curvado en el borde exterior
La deformación de rebordeado del borde exterior es similar a la embutición superficial y pertenece a la deformación de tipo compresión.
La zona de deformación del tocho genera principalmente deformación por compresión bajo la acción del esfuerzo de compresión tangencial, que es fácil que pierda estabilidad y se arrugue.
El grado de deformación puede expresarse como:
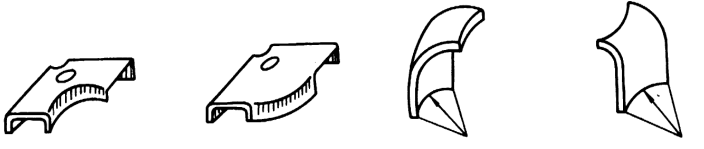
2.3 Método de rebordeado del borde exterior
- Método de cálculo del tamaño de la pieza en bruto
- Estructura del molde: molde de acero o molde blando
- Necesidad de controlar el rebote
- Para los bordes verticales con diferentes direcciones, debe adoptarse el método de rebordeado segmentado
Rebordeado, rebordeado y conformado de orificios
Más información: Rebordeado de adelgazamiento
El rebordeado de agujeros de adelgazamiento o rebordeado se refiere a un proceso de deformación que utiliza un hueco de matriz más pequeño para forzar el grosor del borde vertical a hacerse más fino y aumentar su altura.
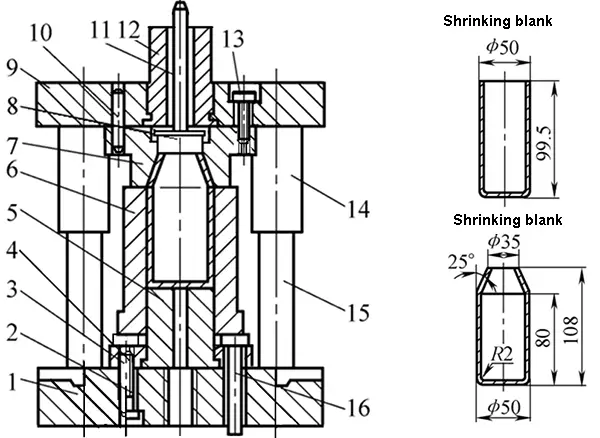
Necking
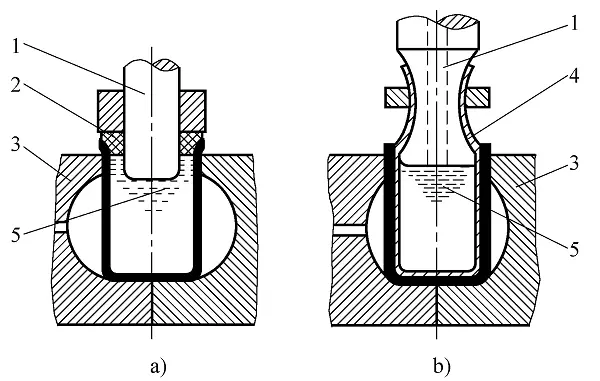
El cuello es un método de estampación que utiliza un molde para reducir la dimensión radial del extremo de una pieza hueca o tubular.
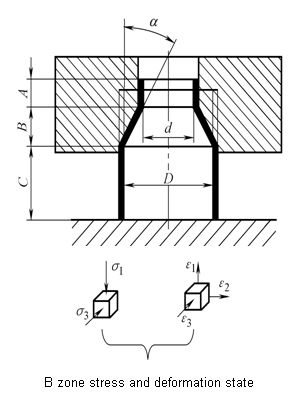
3.1 Características de la deformación del cuello
- Características de la deformación del cuello
- Zona A: la zona no deformada que ha sufrido una deformación plástica.
- Área C-área no deformada en espera de deformación
- Zona B: la zona de deformación que se está deformando
- Evitar la inestabilidad y las arrugas es el principal problema a resolver en el proceso de necking
- Límite de formación del cuello
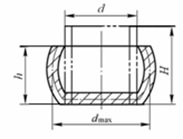
El grado de deformación del cuello se expresa por la relación entre el diámetro del cuello después del cuello y el diámetro de la pieza bruta antes del cuello.
Coeficiente de contracción: m = d / D
El valor mínimo del coeficiente de necking obtenido bajo la premisa de asegurar la estabilidad del miembro de necking se denomina coeficiente de necking límite [m].
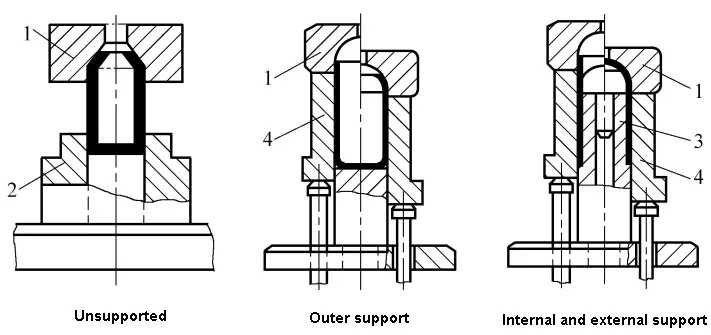
[m] está relacionada con la plasticidad del material y la estructura de soporte del molde.
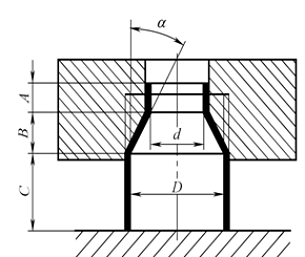
Troquel de cuello para diferentes métodos de soporte
3.2 Diseño del proceso de descortezado
- Determinación del tamaño de la pieza en bruto
Véase la tabla 6-4 para la determinación del tamaño de la pieza en bruto de la pieza de cuello.
- Confirmación de los tiempos de necking
Cuando el coeficiente de estrangulamiento real m es inferior al coeficiente de estrangulamiento límite [m], el estrangulamiento no puede realizarse de una sola vez.
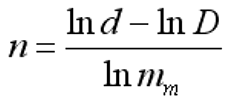
El número de cuellos se puede calcular mediante:
- Cálculo de la fuerza de cuello
Cuando no hay cuello de apoyo, la fuerza de cuello es:
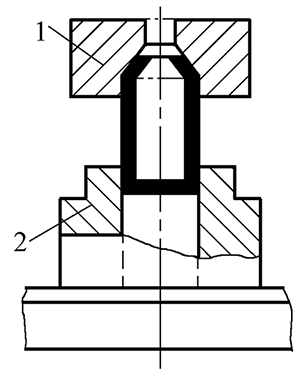
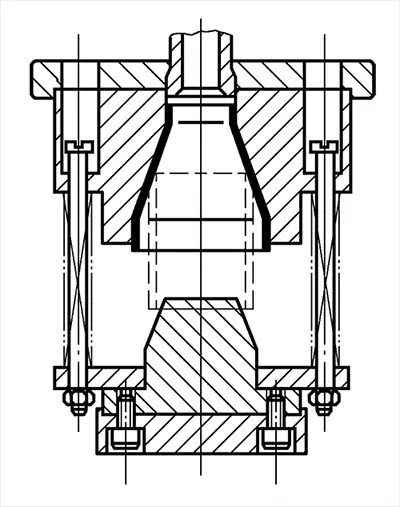
3.3 Cuelloestructura de la matriz
Troquel sin soporte
Troquel de cuello con soporte externo
Matrices de abocardado
Abultamiento
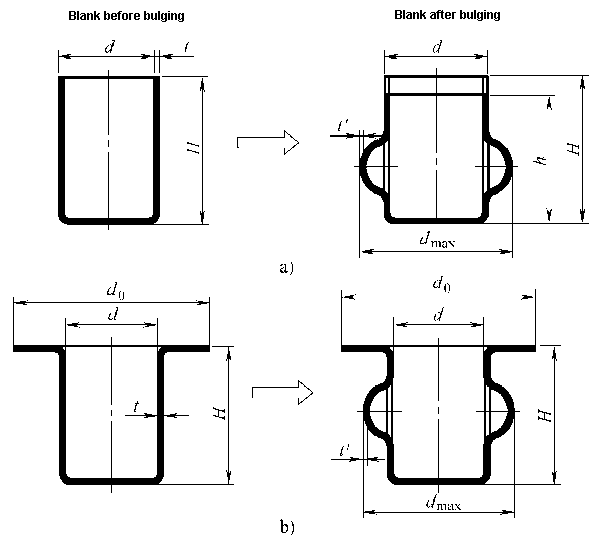
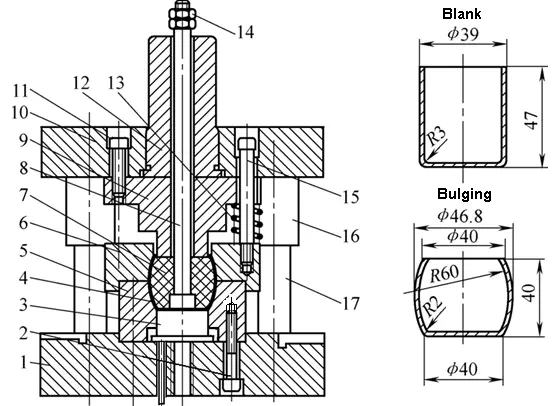
El abombamiento es un método de estampación que utiliza un molde para deformar plásticamente el interior de una pieza hueca bajo la acción de un esfuerzo de tracción bidireccional para obtener una pieza convexa.
4.1 Características de la deformación abombada (dos casos)
El área de deformación es casi toda la pieza en bruto o el extremo abierto, y el extremo abierto de la pieza en bruto se contrae y se deforma.
Por lo tanto, la deformación en la zona de deformación es un estado de deformación en el que la circunferencia se alarga, se comprime axialmente y se reduce el grosor.
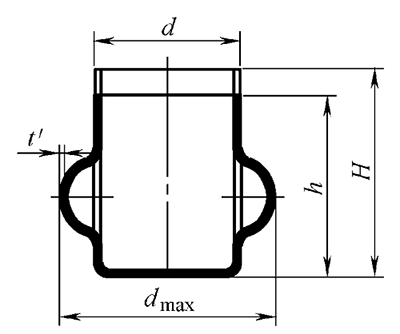
La zona de deformación se limita a la parte que debe hincharse en el centro de la pieza en bruto.
La zona de deformación produce principalmente deformación por alargamiento en la dirección circunferencial y adelgazamiento en la dirección del espesor.
El abombamiento es un proceso de formación de alargamiento.
Evitar el reventón es el problema clave que hay que resolver en el proceso de abombamiento.
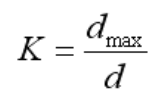
4.2 Límite de abombamiento
El grado de deformación del abombamiento se expresa por la relación entre el diámetro máximo del abombamiento convexo obtenido tras el abombamiento y el diámetro de la pieza bruta antes del abombamiento, es decir, el coeficiente de abombamiento:
Cuanto mayor sea el valor del coeficiente de abombamiento, mayor será el grado de deformación por abombamiento.
4.3 Diseño del proceso de abombamiento
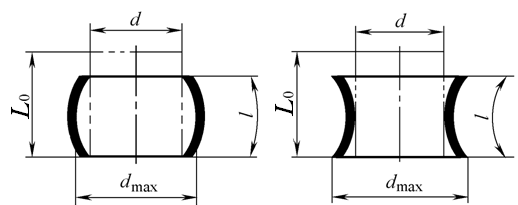
- Determinación del blanco abombado
Cuando se abomba, la longitud de la pieza en bruto cuando axialmente se deja deformar libremente:
- Cálculo de la fuerza de abombamiento
σZ - La tensión real en la zona de deformación abombada, toma σZ=σb en la estimación aproximada.
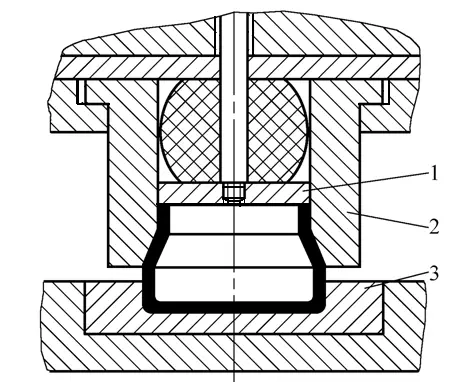
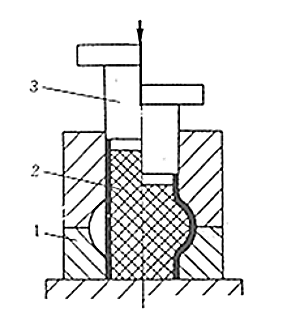
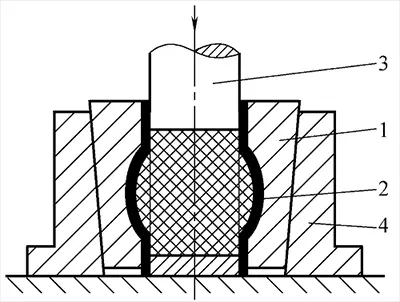
4.4 Método de abombado y estructura del molde de abombado
- Se pueden utilizar moldes de acero o moldes blandos. Los moldes blandos son los más utilizados.
- El medio de moldeo blando puede ser caucho, parafina, plástico PVC, líquido a alta presión y gas a alta presión.
Molde abombado de caucho
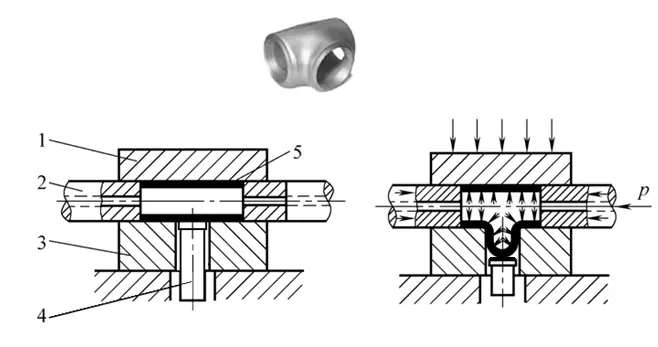
Abombamiento del punzón de líquido a alta presión
Abombamiento hidráulico de la unión en T
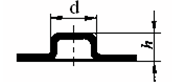
Abalorios, prensado de cascos convexos y gofrado
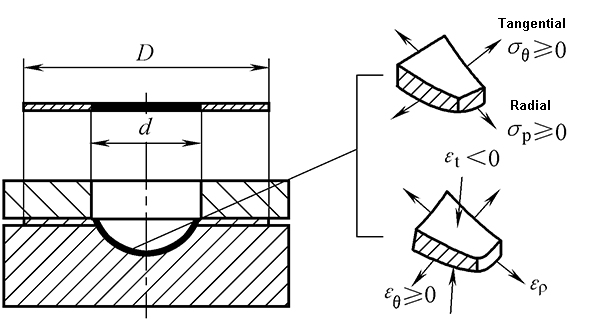
5.1 Rebordeado, prensado de cascos convexos
El rebordeado y el prensado de cascos convexos son métodos de estampado que utilizan un molde para producir cascos convexos o nervaduras (nervios de refuerzo) en la pieza.
Características del rebordeado y la formación de cascos convexos
- La zona de deformación es local
- La zona de deformación se estira en ambas direcciones y el grosor se reduce. Es un tipo de alargamiento, y la principal forma de fallo es la rotura por tracción.
- La calidad del bulto es buena
- Abalorios
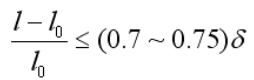
El límite de formación del cordón puede expresarse mediante la cantidad de cambio en la longitud de la zona de deformación antes y después del cordón.
- Comprimir el casco convexo
El límite de formación del casco convexo puede expresarse mediante la altura h del casco convexo