La guía definitiva para la embutición profunda de metales
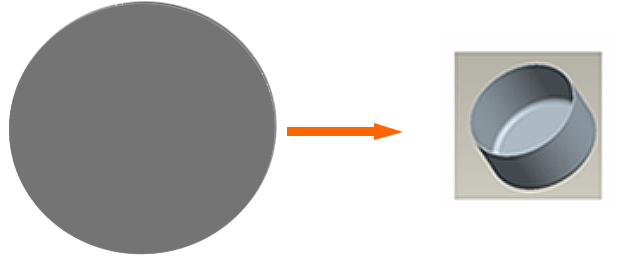
¿Alguna vez se ha preguntado cómo se puede transformar una chapa plana en una pieza compleja y hueca? La embutición profunda, un fascinante proceso de conformado, lo hace posible. En este artículo nos adentraremos en los entresijos de la embutición profunda, explorando sus principios, retos y aplicaciones. Tanto si es un ingeniero curioso como un entusiasta de la fabricación, acompáñenos en este viaje para descubrir los secretos de este extraordinario proceso.
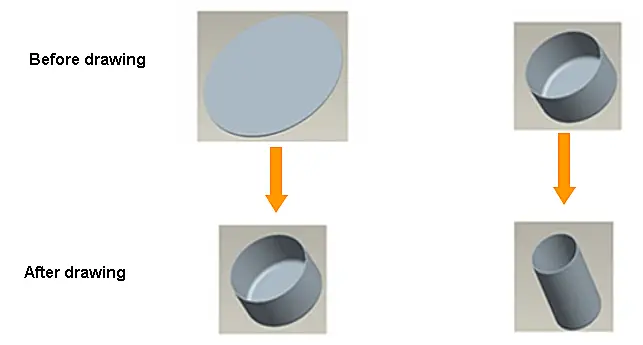
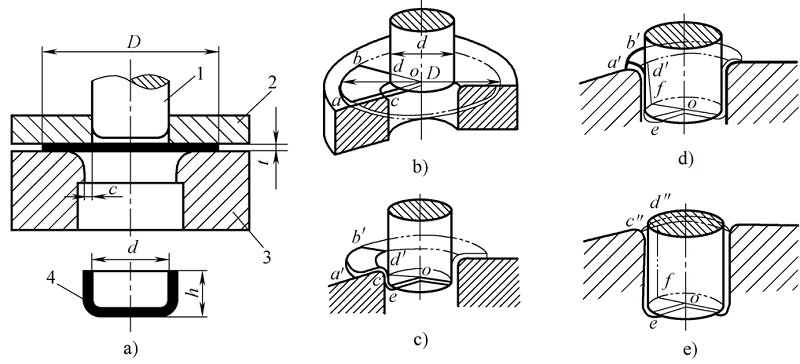
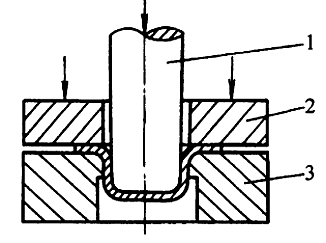
La embutición profunda es un método de procesamiento que utiliza una matriz de embutición para prensar la pieza en bruto plana en varias piezas huecas abiertas o procesar las piezas huecas fabricadas en otras formas de piezas huecas bajo la presión de una prensa.
El molde para embutición profunda se denomina matriz de embutición profunda.
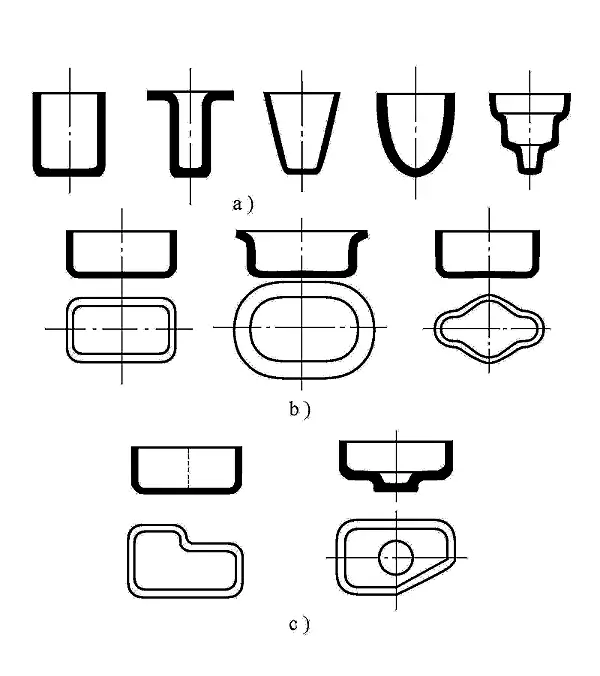
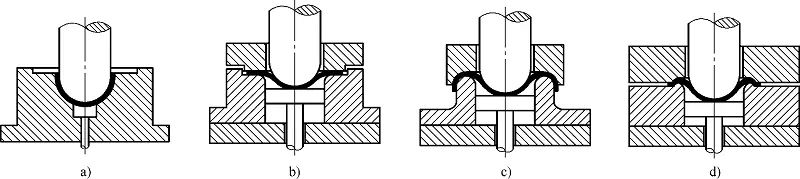
Tipos de piezas de embutición profunda
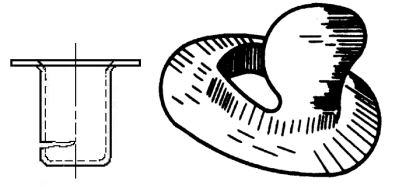
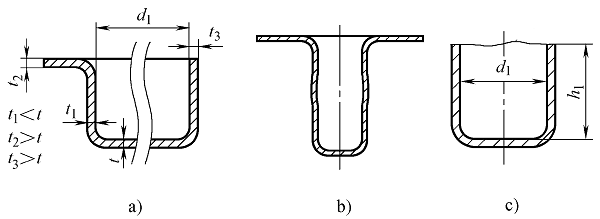
a) Embutición profunda de piezas giratorias axisimétricas
b) Piezas de la caja
c) Piezas de dibujo asimétrico
Piezas de embutición profunda con formas más complicadas
Análisis del proceso de deformación profunda
1.1 Proceso y características de la deformación profunda
La embutición profunda es el proceso de flujo plástico de materiales
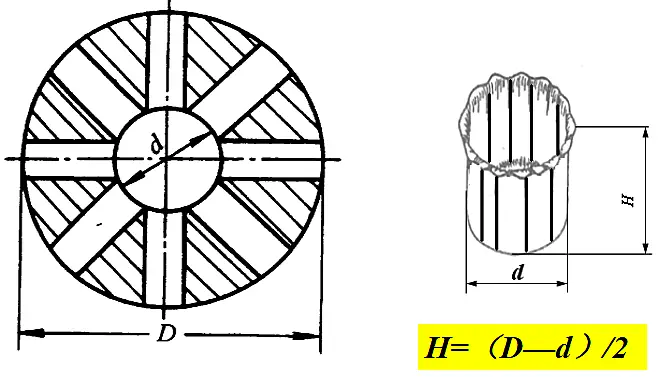
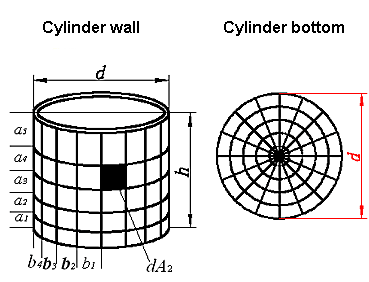
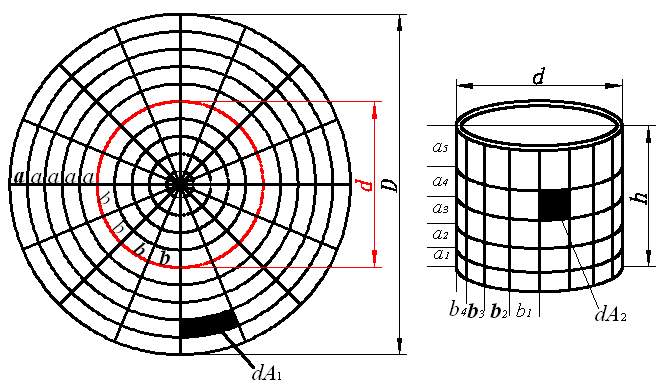
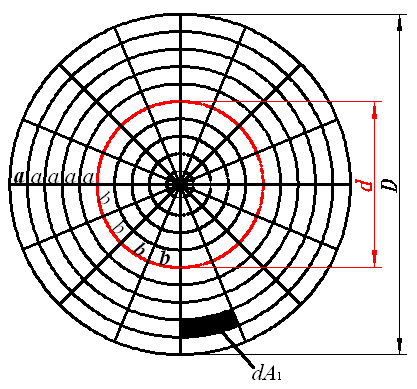
¿Cómo transformar una pieza plana redonda en una pieza hueca abierta sin molde?
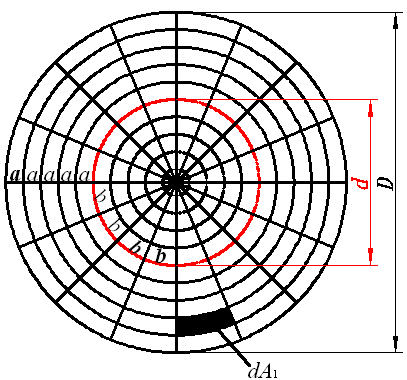
Antes de la embutición profunda:
a=a=......=a
b=b=......=b
Espesor del material t
Después de una embutición profunda:
a<a1<a2<a3<a4<a5
b1=b2=... ...=b
El grosor del material varía a lo largo de la altura, y la boca se engrosa.
h>(D-d)/2
Cambios antes y después de la embutición profunda en rejilla.
Fuerzas en la rejilla durante la embutición profunda
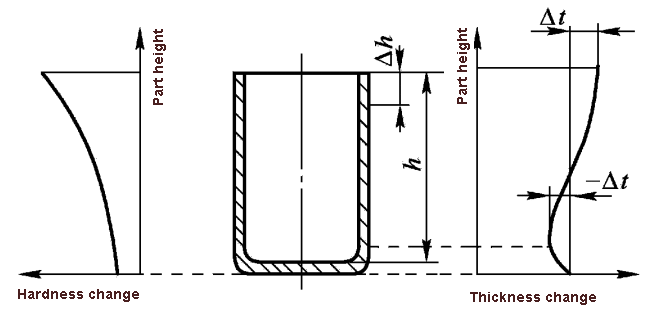
Cambio del grosor de la chapa en la dirección de la altura
Características de la deformación profunda:
El material que se encuentra bajo la matriz sufre pocos cambios durante el proceso de embutición. La deformación se concentra principalmente en la porción de anillo circular (D-d) en el plano de la matriz, que es la principal zona de deformación del estirado.
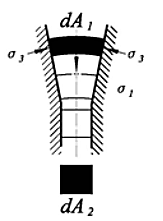
La deformación en la zona de deformación es desigual. Bajo la acción combinada de la tensión de compresión tangencial y la tensión de tracción radial, el metal se comprime en la dirección tangencial, y cuanto más se comprime en la boca, más se extiende en la dirección radial, y más se alarga la boca.
El grosor varía de un lugar a otro en la dirección de la altura, y el grosor en la boca de la parte estirada es el que más aumenta.
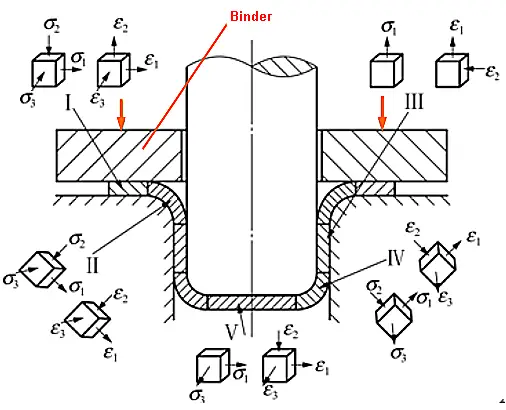
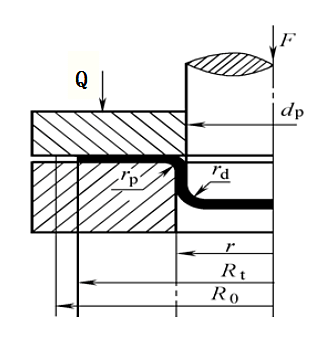
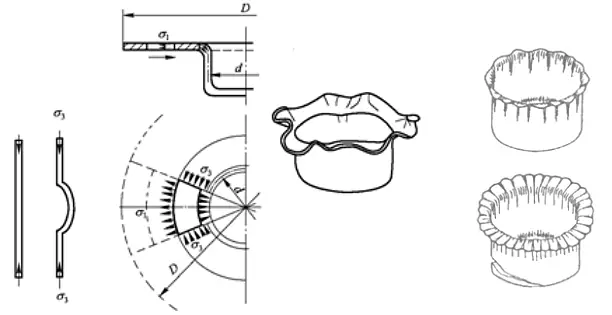
1.2 Estado y distribución de las tensiones y deformaciones de la palanquilla durante la embutición profunda
Estado de tensión-deformación
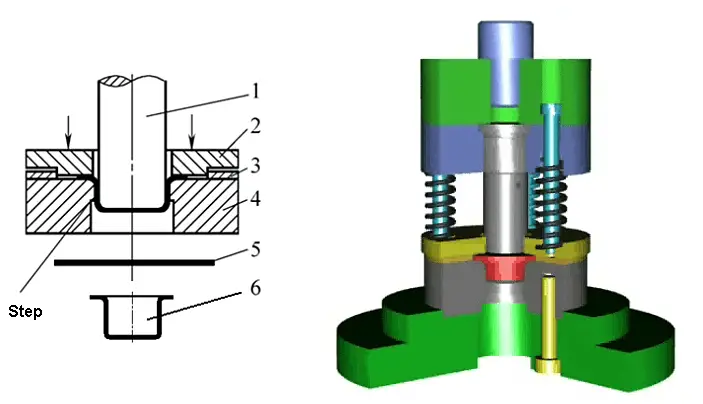
Tomemos como ejemplo la primera embutición profunda de una pieza cilíndrica de paredes rectas con un portapiezas.
Los subíndices 1, 2 y 3 representan las tensiones y deformaciones radiales, gruesas y tangenciales del tocho, respectivamente.
Distribución tensión-deformación
1) Ignorar la tensión en la dirección del espesor y no considerar el endurecimiento por deformación.
2) Resolver dos incógnitas a partir de las dos ecuaciones de la condición de deformación plástica y la condición de equilibrio de fuerzas
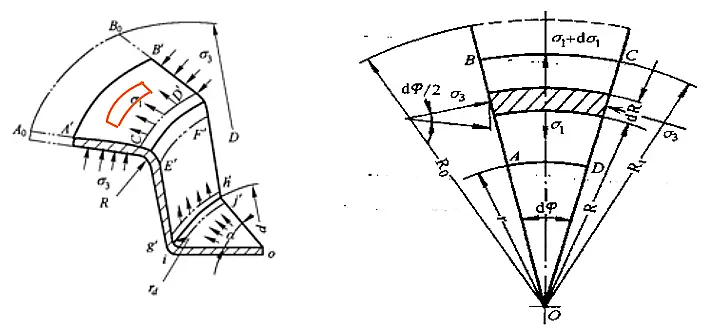
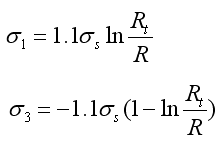
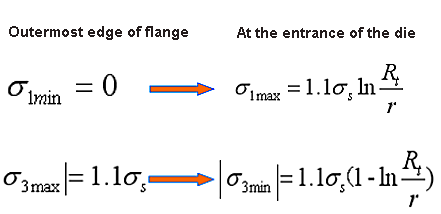
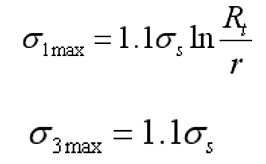
Tensión en la zona de deformación
El intervalo de valores de R: [r ~ Rt], σ1 y σ3 cambian en cada momento del proceso de dibujo.
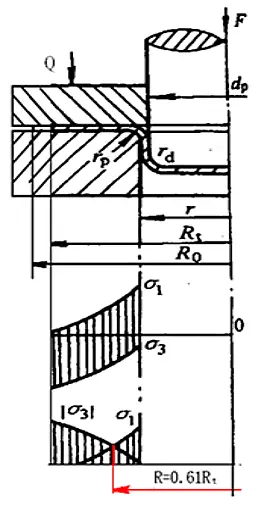
Distribución de las tensiones σ1 y σ3 en la zona de deformación
Cuando Rt = 0,61R0, |σ1|=|σ3|
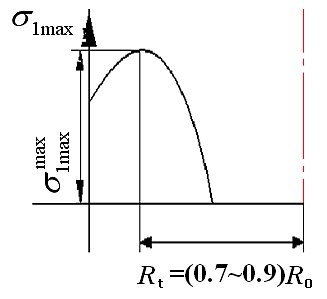
Variación de σ1máx y σ3máx durante la embutición profunda
σ1máx alcanza el valor máximo durante la extracción cuando Rt = (0.7 ~ 0.9) R0
Análisis y control de la calidad de las embuticiones
Los principales problemas de calidad en el proceso de dibujo:
Arrugas en la zona de deformación de la brida
Ruptura de sección peligrosa
2.1 Arrugasing
El concepto y la causa de las arrugas
Por arrugamiento se entiende el fenómeno de formación de arrugas desiguales en la zona de deformación de la brida a lo largo de la dirección tangencial durante la deformación por embutición profunda.
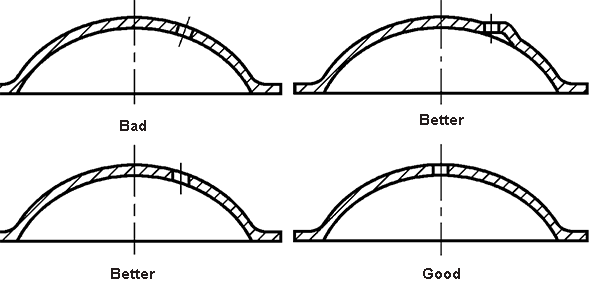
Geometría de la parte de trabajo de la matriz: la matriz cónica no es fácil de arrugar
En general: cuanto mayor es la anchura de la pestaña, menor es el grosor, menor es el módulo elástico y el módulo de endurecimiento del material, menor es la resistencia a la inestabilidad y más fácil es que se arrugue.
Medidas para prevenir las arrugas
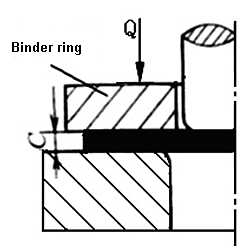
La medida más eficaz para evitar las arrugas profundas en la producción real es utilizar un anillo de sujeción de la pieza en bruto y aplicar una fuerza de sujeción de la pieza en bruto adecuada Q
Algunas conclusiones importantes sobre las arrugas:
(1) Ley de las arrugas: Se ha demostrado en la práctica que las arrugas son más probables durante la primera embutición de una pieza cilíndrica de paredes rectas: la fase inicial de la embutición profunda
(2) Medidas antiarrugas: utilice el anillo de sujeción de la pieza en bruto para aplicar la fuerza adecuada de sujeción de la pieza en bruto.
(3) Posición de arrugado: la principal zona de deformación de la embutición profunda (zona de deformación de la brida).
2.2 Dromper el hielo: la clave para profundizar en el éxito
El concepto de rotura de dibujo y sus causas
Cuando el esfuerzo de tracción de la pared del cilindro supera la resistencia a la tracción del material de la pared del cilindro, la pieza estirada se rompe en la tangente de la esquina inferior y la pared del cilindro: la "sección peligrosa".
Principalmente depende de:
Tensión de tracción en la zona de transferencia de fuerza de la pared del cilindro
Resistencia a la tracción de la zona de transmisión de fuerzas de la pared del tubo
Factores que afectan a la rotura de la embutición
(1) propiedades mecánicas de la chapa
(2) coeficiente de tracción m
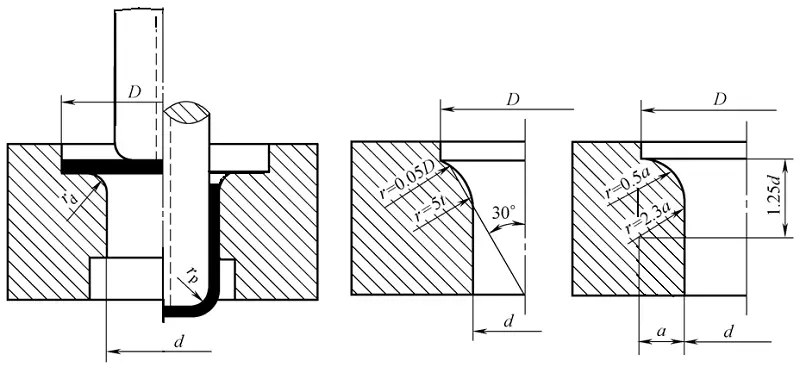
(3) el radio de la esquina de la matriz
(4) fricción
(5) fuerza del soporte en blanco
Medidas para evitar el agrietamiento
Para la embutición profunda, utilizar materiales con un índice de temple elevado y un límite elástico reducido;
Aumente adecuadamente el radio de las esquinas convexas y cóncavas del dibujo;
Aumentar el número de embuticiones;
Mejorar la lubricación.
La práctica lo demuestra:
En la primera embutición profunda de la pieza cilíndrica de paredes rectas, el momento más probable para que se produzca la grieta es en la fase inicial de la embutición profunda.
Cálculo del proceso de embutición profunda
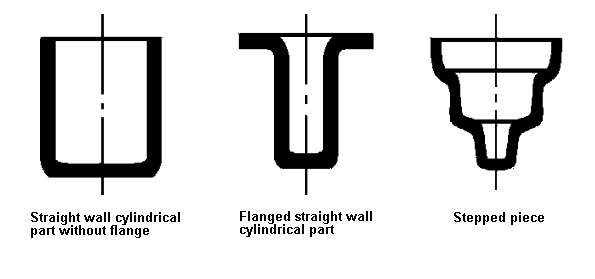
3.1 Cálculo del proceso de embutición de piezas giratorias de pared recta
Cálculo del proceso de embutición para cilindros sin brida
(1) Determinación de la forma y el tamaño de la pieza en bruto
La base para determinar la forma y el tamaño de la pieza en bruto:
Principio de similitud de formas: La forma de la pieza en bruto antes de la embutición de la parte del cuerpo giratorio es similar a la forma de la sección transversal de la pieza después de la embutición.
De acuerdo con esto, la forma de la pieza en bruto utilizada para la parte cilíndrica es circular
Principio de igualdad de superficie: Si el espesor del material antes y después de la embutición no varía, la superficie de la pieza en bruto antes de la embutición y después de la embutición son aproximadamente iguales.
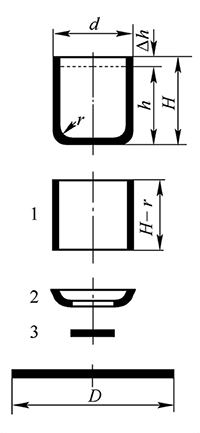
Pasos de cálculo del tamaño de la pieza en bruto:
1) Determinar el margen de recorte.
2) Calcular la superficie de la pieza dibujada.
La embutición se divide en varias geometrías simples.
Halla la superficie de cada geometría simple.
Sumando la superficie de cada geometría simple se obtiene la superficie total de la pieza.
3) Según el principio de igual superficie, hallar el diámetro de la pieza en bruto.
Fórmula de cálculo del tamaño de la pieza en bruto
1) Compruebe la tabla 5-2 para obtener el margen de recorte △h
Tabla: Sobremedida de recorte para piezas no embridadas
Altura de embutición H
Altura de embutición H/d
>0.5~0.8
>0.8~1.6
>16~2.5
>2.5~4
≤10
1
1.2
1.5
2
>10~20
1.2
1.6
2
2.5
>20~50
2
2.5
3.3
4
>50~100
3
3.8
5
6
>100~150
4
5
6.5
8
>150~200
5
6.3
8
10
>200~250
6
7.5
9
11
>250
72
8.5
10
12
2) Calcular la superficie
El diámetro simplificado de la pieza en bruto es:
Nota: Cuando el espesor de la chapa t<1mm, todas las cotas se sustituyen por las cotas marcadas, en caso contrario se sustituyen por las cotas de la línea media.
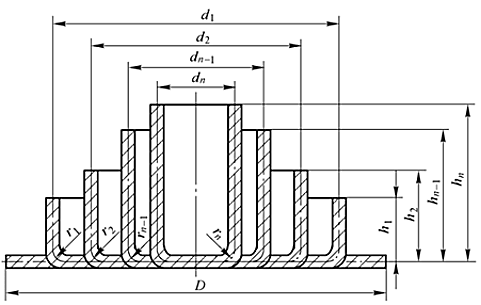
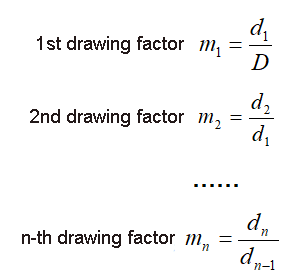
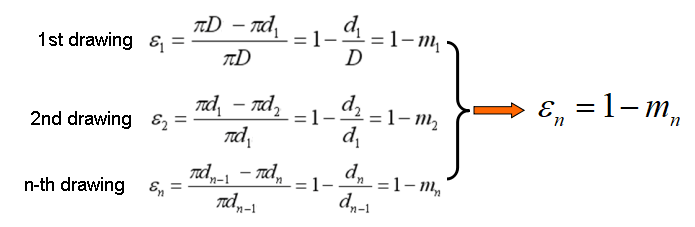
(2) Determinación del coeficiente de estirado
1) El concepto de coeficiente de dibujo
Relación entre el coeficiente de estirado y la deformación de estirado
Es decir, el tamaño de m puede reflejar indirectamente la cantidad de deformación tangencial.
La importante conclusión del coeficiente de embutición:
El coeficiente de embutición puede indicar el grado de deformación de la embutición. Cuanto menor sea el coeficiente de embutición, mayor será la deformación de embutición. Cuando el coeficiente de embutición es inferior a un valor determinado, la pieza de embutición se separará, por lo que existe un coeficiente de embutición límite .
Coeficiente de embutición final [mn]: El coeficiente de dibujo mínimo que evita que el dibujo se rompa.
Al realizar el cálculo del proceso de embutición y el diseño del molde, reduzca siempre al máximo el valor del coeficiente de embutición para reducir el número de tiempos de embutición.
2) Factores que afectan al coeficiente de estirado límite
① Material
② El grosor relativo de la lámina es grande, y [m] puede reducirse.
③ En términos de molde (coeficiente de embutición final pequeño)
Troquel convexo y cóncavo con gran radio de esquina
Superficie lisa del molde
Troquel cónico
④ Profundización de las condiciones de trabajo
Utilizar o no un soporte en blanco
Lubricación
Tiempos de embutición
La ley de influencia general: Cualquier factor que pueda aumentar la resistencia de la sección peligrosa de la zona de transmisión de fuerzas de la pared del tubo y reducir el esfuerzo de tracción en la zona de transmisión de fuerzas de la pared del tubo reducirá el coeficiente de estirado límite, y viceversa.
3) Determinación del coeficiente de estirado límite
La tabla 5-3 y la tabla 5-4 son los coeficientes de estirado límite para cada estirado de piezas cilíndricas sin pestañas.
Tabla: Relación de estiramiento límite de la pieza cilíndrica con rebordeado (08, 10, 15Mn y H62).
Coeficiente de embutición
Espesor relativo t/D*100
2~1.5
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Tabla: Coeficiente de embutición final de piezas cilíndricas sin portapiezas (08, 10 y 15Mn)
Espesor relativo t/D*100
Coeficiente de embutición profunda para cada tiempo
m1
m2
m3
m4
m5
m6
1.5
0.65
0.80
0.84
0.87
0.90
–
2.0
0.60
0.75
0.80
0.84
0.87
0.90
2.5
0.55
0.75
0.80
0.84
0.87
0.90
3.0
0.53
0.75
0.80
0.84
0.87
0.90
>3
0.50
0.70
0.75
0.78
0.82
0.85
Con el fin de mejorar la estabilidad del proceso y la calidad de las piezas, los coeficientes de embutición profunda ligeramente superiores al coeficiente límite de embutición [mn] debe utilizarse en la producción real para la embutición profunda.
(3) Determinación de los tiempos de extracción
Cuando [mtotal]> [m1], la parte de dibujo se puede dibujar de una sola vez, de lo contrario se requieren múltiples tiempos de dibujo.
Hay varias formas de determinar el número de embuticiones:
Método de búsqueda en tabla (Tabla 5-5)
Método de predicción
Método de cálculo
Pasos para calcular el número de métodos de embutición profunda:
1) Comprobar el coeficiente de estirado límite [mnde cada tiempo de la Tabla 5-3 o la Tabla 5-4.
2) Calcular el diámetro final de cada dibujo a su vez, es decir,
d1=[m1 ]D;
d2=[m2 ]d1;
...;
dn=[mn]dn-1;
3) Cuando dn≤d, el número de cálculos n es el número de embuticiones profundas.
4) Determinación del tamaño del proceso de dibujo
1) Diámetro del producto semiacabado
A partir de los cuadros 5-3 y 5-4, el coeficiente de embutición límite [mn] de cada dibujo, y se amplía y ajusta adecuadamente para obtener el coeficiente de dibujo real mn.
Los principios de ajuste son:
1)Asegúrese de que mtotal=m1m2...mn=
2)Make m1<m2<...mn<1
Por último, calcule el diámetro de cada proceso en función del coeficiente de estirado ajustado:
Al calcular el diámetro del producto semiacabado según el método anterior, es necesario intentar repetidamente tomar los valores de m1, m2, m3, ..., mnlo que resulta engorroso. De hecho, el coeficiente de dibujo del límite puede ampliarse con un múltiplo k adecuado.
En la fórmula, n es el número de embuticiones.
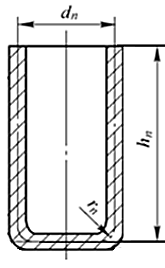
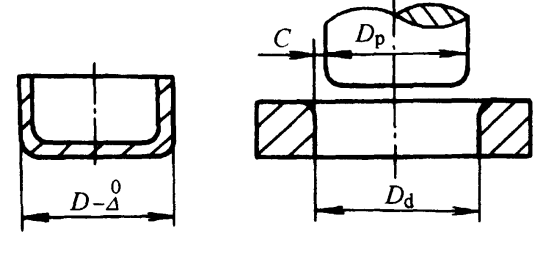
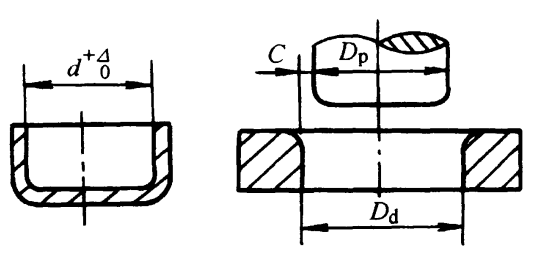
2) Radio de la esquina inferior redondeada rn
El radio del filete rn en la parte inferior del cilindro es el radio del filete rp del troquel de embutición profunda de este proceso.
El método de determinación es el siguiente:
En general, salvo en el proceso de embutición profunda, rpi = rdi es preferible.
Para el último proceso de dibujo:
Cuando el radio de filete de la pieza r≥t , entonces rpn = r;
Cuando el radio de redondeo de la pieza es r <t, entonces rpn> se toma t. Una vez finalizada la embutición, se obtiene r mediante el proceso de conformado.
3) Cálculo de la altura de la pieza de proceso Hi
De acuerdo con el principio de que la superficie de las piezas procesadas después de la embutición es igual a la superficie del tocho, se puede obtener la siguiente fórmula para calcular la altura de las piezas procesadas.
Antes del cálculo, debe determinarse el radio de la esquina inferior de cada pieza.
Hi se resuelve mediante la fórmula de cálculo del diámetro de la pieza bruta:
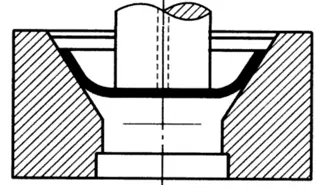
Ejemplo de cálculo de un proceso de embutición profunda
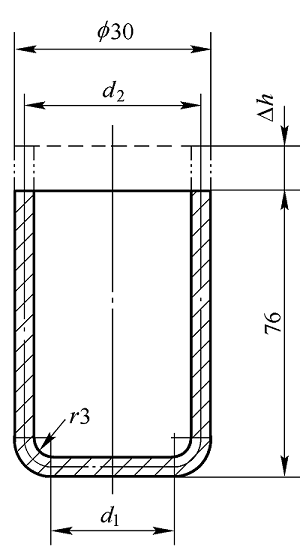
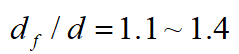
Ejemplo 4.1 Encuentre el tamaño en bruto de la pieza cilíndrica mostrada en la figura y las dimensiones de cada proceso de embutición. El material es acero 10 y el espesor de la chapa es t = 2 mm.
Solución:
Dado que t> 1 mm, se calcula en función del espesor y el diámetro de la placa.
(1) Calcular el diámetro del tocho
Según el tamaño de la pieza, su altura relativa es
Compruebe la tabla 5-2 para obtener el margen de corte
El diámetro de la palanquilla es
Sustituye las condiciones conocidas en la fórmula anterior para obtener D = 98,2mm, aquí D = 98mm
(2) Determinar el número de embuticiones profundas
El grosor relativo de la pieza en bruto es:
De acuerdo con la Tabla 5-1, el anillo de soporte en blanco se puede utilizar o no, pero para el seguro, el anillo de soporte en blanco todavía se utiliza para el primer dibujo.
Tabla: Utilización de un anillo de encuadernación (cavidad plana del troquel)
Método de estiramiento
Primer tramo
Tramos posteriores
(t/D)×100
m1
(t/D)×100
mn
Utilización de un anillo de rebordeado
<1.5
<0.60
<1
<0.80
Uso opcional de un anillo de rebordeado
1.5~2.0
0.6
1~1.5
0.8
Sin anillo de rebordeado
>2.0
>0.60
>1.5
>0.80
De acuerdo con t/D=2.0%, consulte la tabla 5-3 para obtener el coeficiente de embutición final para cada proceso de embutición:[m.1 ]=0.50,[m2 ]=0.75,[m3 ]=0.78,[m4 ]=0.80,...
Tabla: Coeficiente de estirado límite del portapiezas para piezas cilíndricas (08, 10, 15Mn y H62)
Radio de esquina
Espesor relativo de la chapa t/D*100
2~15
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Por lo tanto,
d1=[m1 ]D=0.50×98mm=49.0mm
d2= [m2 ]d1=0,75×49,0mm=36,8mm
d3= [m3 ]d2=0,78×36,8mm=28,7mm
d4= [m4 ]d3=0,8×28,7mm=23mm
En este momento,
d4=23mm<28mm, por lo que debe dibujarse 4 veces.
Tabla: Valor del coeficiente K1 para la primera embutición de piezas cilíndricas (calidades de acero 08 a 15)
Espesor relativo(t/D0)×100
Coeficiente de primera embutición (m1)
0.45
0.48
0.50
0.52
0.55
0.60
0.65
0.70
0.75
0.80
5.0
0.95
0.85
0.75
0.65
0.60
0.50
0.43
0.35
0.28
0.20
2.0
1.10
1.00
0.90
0.80
0.75
0.60
0.50
0.42
0.35
0.25
1.2
1.10
1.00
0.90
0.80
0.68
0.56
0.47
0.37
0.30
0.8
1.10
1.00
0.90
0.75
0.60
0.50
0.40
0.33
0.5
1.10
1.00
0.82
0.67
0.55
0.45
0.36
0.2
1.10
0.90
0.75
0.60
0.50
0.40
0.1
1.10
0.90
0.75
0.60
0.50
Tabla: Valor del coeficiente K1 para la primera embutición de piezas cilíndricas (calidades de acero 08 a 15)
Espesor relativo(t/D0)×100
Coeficiente de embutición profunda por segunda vez (m2)
0.7
0.72
0.75
0.78
0.80
0.82
0.85
0.88
0.90
0.92
5.0
0.85
0.70
0.60
0.50
0.42
0.32
0.28
0.20
0.15
0.12
2.0
1.10
0.90
0.75
0.60
0.52
0.42
0.32
0.25
0.20
0.14
1.2
1.10
0.90
0.75
0.62
0.52
0.42
0.30
0.25
0.16
0.8
1.00
0.82
0.70
0.57
0.46
0.35
0.27
0.18
0.5
1.10
0.90
0.76
0.63
0.50
0.40
0.30
0.20
0.2
1.00
0.85
0.70
0.56
0.44
0.33
0.23
0.1
1.10
1.00
0.82
0.68
0.55
0.40
0.30
(3) Determinación del tamaño de cada proceso de dibujo
El diámetro de cada parte del proceso es
d1=k[m1 ]D=1.051185×0.50×98mm=51.51mm
d2=k[m2 ]d1=1.051185×0.75×51.51mm=40.61mm
d3=k[m3 ]d2=1.051185×0.78×40.61mm=33.30mm
d4=k[m4 ]d3=1.051185×0.80×33.30mm≈28mm
El radio del redondeo en la parte inferior de cada pieza procesada toma los siguientes valores:
r1=8mm,r2=5mm,r3=4mm,r4=4mm
La altura de cada parte del proceso es ......
(4) Croquis de la parte de proceso
Cálculo del proceso de embutición de piezas cilíndricas embridadas
La pieza cilíndrica con pestaña puede considerarse un producto semiacabado cuando la pieza cilíndrica sin pestaña se estira hasta cierto punto en el centro y se detiene.
Mismo dibujo que el tubo sin bridas:
Las características de deformación son las mismas.
Los problemas de calidad que se producen durante el proceso de embutición son similares.
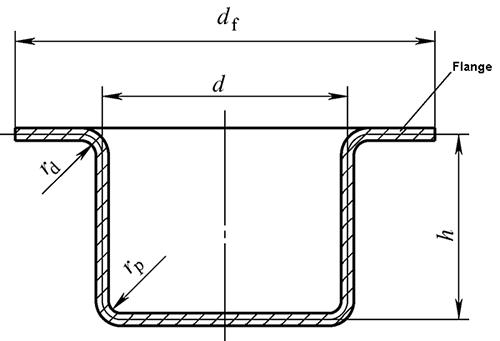
(1) Clasificación y características de deformación de las piezas cilíndricas embridadas
1) Piezas cilíndricas de brida estrecha
Cilindro de brida estrecha:
El método de embutición y el método de cálculo del proceso son los mismos que los de las piezas cilíndricas sin pestañas.
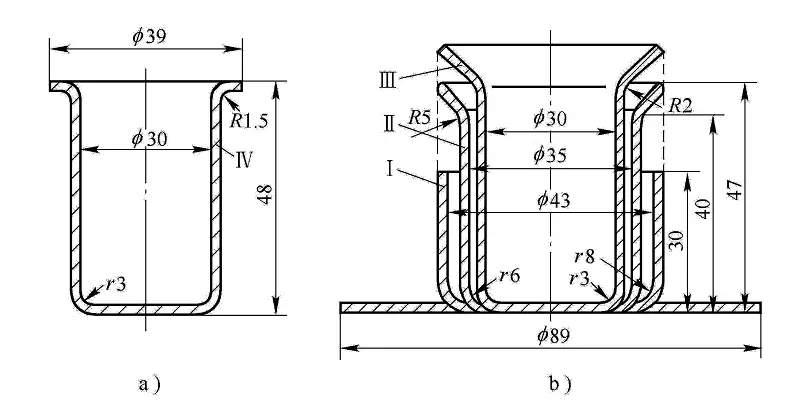
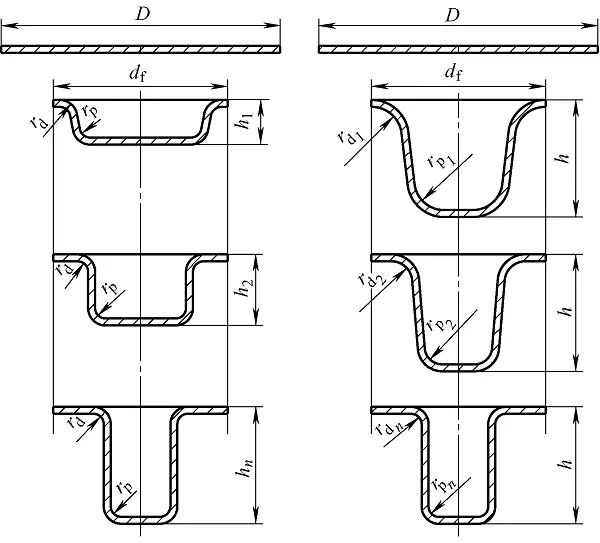
2) Piezas cilíndricas de ala ancha
df/d>1.4
El método de embutición y el cálculo del proceso son diferentes a los de las piezas cilíndricas sin rebordes
(2) Método de embutición profunda de pieza cilíndrica de ala ancha
df/d>1.4
Recordatorio especial:
Independientemente del método de embutición, el tamaño de la brida debe obtenerse durante la primera embutición. La altura del punzón que entra en la cavidad debe controlarse estrictamente.
(3) Cálculo del proceso de piezas cilíndricas de ala ancha
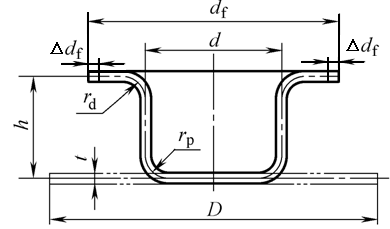
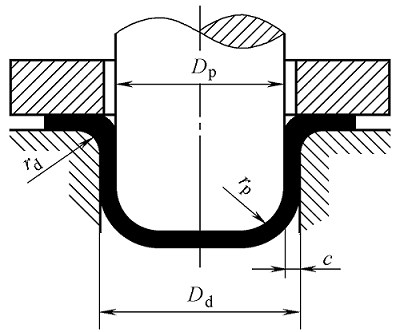
1) Determinación del tamaño en bruto de la brida ancha
Desdoblamiento de la pieza bruta: se calcula según el método de cálculo de la pieza bruta para piezas cilíndricas sin rebordes, es decir, la superficie de la pieza bruta se calcula según el principio de igualdad de superficies.
Cuando rp=rd=r,
df contiene margen de recorte △df
2) Deformación de piezas cilíndricas de ala ancha
El grado de deformación de las piezas cilíndricas de ala ancha no puede medirse únicamente por el coeficiente de embutición
El número de tiempos de embutición se determina en función del coeficiente de embutición y de la altura relativa de las piezas.
Es imposible juzgar la parte de embutición profunda y el grado de deformación basándose en el coeficiente de embutición profunda.
El primer coeficiente de estirado final es menor que el de un tubo sin bridas. Las bridas anchas tienen sus propios coeficientes de estirado, ver tabla 5-7
El coeficiente de estirado de una pieza cilíndrica con pestaña ancha depende de tres relaciones relativas de dimensiones: df/d (diámetro relativo de la pestaña), h/d (altura relativa de la pieza), r/d (radio relativo del filetín ).
Tabla 5-7 Primer coeficiente de estirado límite de brida ancha
(3) Juzgar si se puede tirar de una vez
A partir del coeficiente de estirado y de la altura relativa, hallar el coeficiente de estirado total m y la altura relativa total h/d, hallar el coeficiente de estirado límite [m1] y la altura relativa [h1/d1] que se permiten por primera vez, y comparar: mtotal> [m1], h/d≤[h1/d1...], puede extraerse de una sola vez; de lo contrario, se requiere una embutición profunda múltiple.
(4) Determinación del número de embuticiones: puede seguir calculándose mediante el algoritmo de extrapolación.
(5) Determinación del tamaño del producto semiacabado
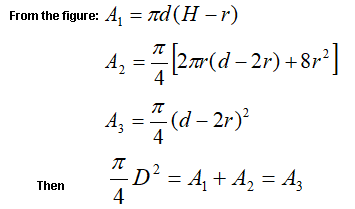
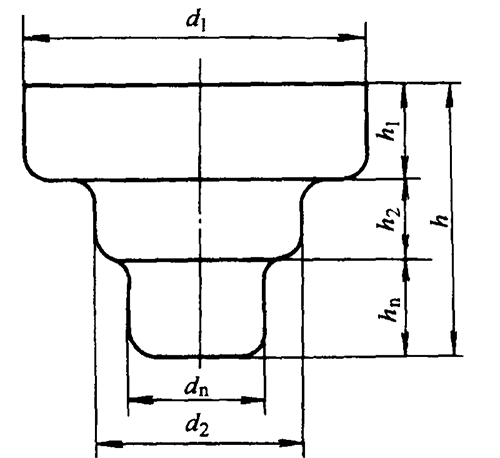
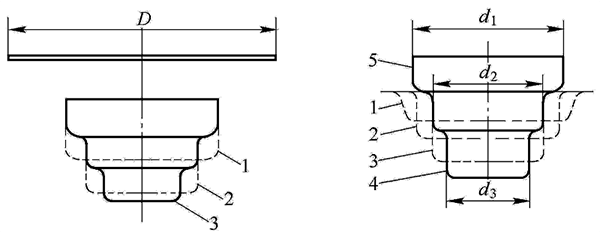
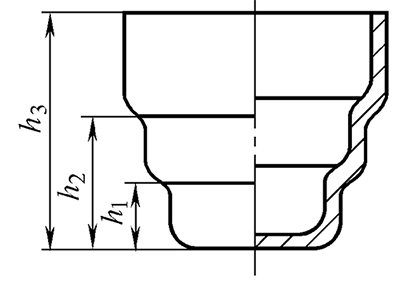
3.Dibujo profundo de piezas cilíndricas escalonadas
Características de la deformación:
La embutición de la pieza escalonada es básicamente la misma que la de la pieza cilíndrica, y cada escalón equivale a la embutición de la pieza cilíndrica correspondiente.
(1) Juzgue si se puede embutir de una sola vez
A juzgar por la relación entre la altura de la pieza h y el diámetro mínimo dn.
Si h/dn≤[h1/d1], puede extraerse una vez, de lo contrario puede extraerse varias veces. [h1/d1] en la Tabla 5-5
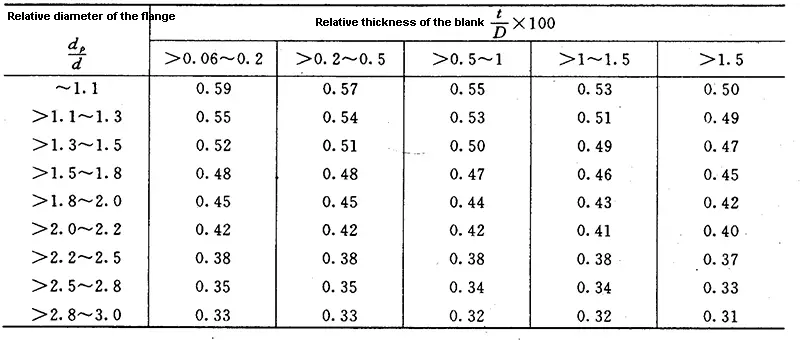
Tabla: Altura relativa máxima h1/d1 de las piezas cilíndricas de ala ancha para el primer estirado (acero 08, 10)
Unidad:mm
Diámetro relativo dconvexo/d
Espesor relativo de la chapa t/D×100
<2~1.5
<1.5~1.0
<1.0~0.5
<0.5~0.2
<0.2~0.06
≤1.1e
0.75~0.90
0.65~0.82
0.50~0.70
0.50~0.62
0.45~0.52
>1.1~1.3
0.65~0.80
0.56~0.72
0.45~0.60
0.45~0.52
0.40~0.47
>1.3~1.5
0.58~0.70
0.50~0.63
0.42~0.54
0.40~0.48
0.35~0.42
>1.5~1.8
0.48~0.58
0.42~0.53
0.37~0.44
0.34~0.39
0.29~0.35
>1.8~2.0
0.42~0.51
0.36~0.46
0.32~0.38
0.29~0.34
0.25~0.30
>2.0~2.2
0.35~0.45
0.31~0.40
0.27~0.33
0.25~0.29
0.22~0.26
>2.2~2.5
0.28~0.35
0.25~0.32
0.22~0.27
0.20~0.25
0.17~0.21
>2.5~2.8
0.22~0.27
0.19~0.24
0.17~0.21
0.15~0.18
0.13~0.16
>2.8~3.0
0.18~0.22
0.16~0.20
0.14~0.17
0.12~0.15
0.10~0.13
Tabla: Altura relativa máxima (h/d) para piezas cilíndricas embutidas sin pestañas.
Tiempo de embutición (n)
Espesor relativo de la pieza en bruto t/D×100
2~1.5
<1.5~1
<1~0.6
<0.6~0.3
<0.3~0.15
<0.15~0.08
1
0.94~0.77
0.84~0.65
0.70~0.57
0.62~0.5
0.52~0.45
0.46~0.38
2
1.88~1.54
1.60~1.32
1.36~1.1
1.13~0.94
0.96~0.83
0.9~0.7
3
3.5~2.7
2.8~2.2
2.3~1.8
1.9~1.5
1.6~1.3
1.3~1.1
4
5.6~4.3
4.3~3.5
3.6~2.9
2.9~2.4
2.4~2.0
2.0~1.5
5
8.9~6.6
6.6~5.1
5.2~4.1
4.1~3.3
3.3~2.7
2.7~2.0
Nota:
1. La mayor relación h/d es aplicable para el proceso de conformado inicial con radios de filete de matriz mayores, que oscilan entre rdi = 8t cuando t/D0 × 100 = 2-1,5, a rd = 15t cuando t/D0 × 100 = 0.15-0.08. La relación menor se aplica a radios de filete de matriz más pequeños [rd = (4-8)t].
El número de etapas de embutición indicado en la tabla es adecuado para piezas embutidas de acero de grado 08 y 10.
(2) Determinación del método de embutición profunda para piezas escalonadas
1) Cuando la relación entre el diámetro de dos escalones adyacentes cualesquiera (dn/dn-1) es mayor que el coeficiente de embutición límite de la pieza cilíndrica correspondiente, cada paso forma un escalón, desde el escalón grande hasta el escalón pequeño el número de veces de profundidad es el número de escalones.
2) Si la relación entre los diámetros de dos escalones adyacentes (dn/dn-1) es inferior al coeficiente de estirado límite de la pieza cilíndrica correspondiente, el método de estirado se basa en la pieza de ala ancha, que se estira desde el paso pequeño hasta el paso grande.
Método de embutición de una pieza escalonada poco profunda
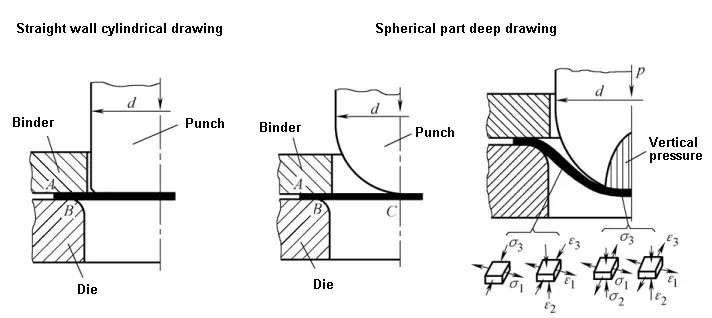
3.2 Cálculo del proceso de embutición de piezas rotatorias de pared no recta
Características de embutición de las piezas giratorias de pared no recta
Características de la embutición profunda de piezas giratorias de pared no recta:
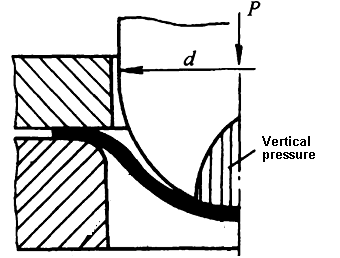
(1) Cuando se profundiza la parte del cuerpo giratorio de pared no recta, la porción de brida debajo del anillo de soporte de la pieza en bruto y la porción suspendida en la abertura de la matriz son regiones de deformación.
(2) El proceso de embutición de las piezas de cuerpo giratorio de pared no recta es una combinación de deformación por embutición y deformación por abombamiento.
(3) La deformación abombada se localiza principalmente en las proximidades de la parte inferior de la matriz del punzón.
Las arrugas se han convertido en uno de los principales problemas a resolver en el dibujo de este tipo de piezas. Especialmente la arruga de la parte suspendida, la arruga interior.
Medidas para no arrugarse ni romperse
Aumentar el tamaño de la brida
Aumentar el coeficiente de fricción bajo el soporte de la pieza en bruto
Aumentar la fuerza de sujeción de la pieza en bruto
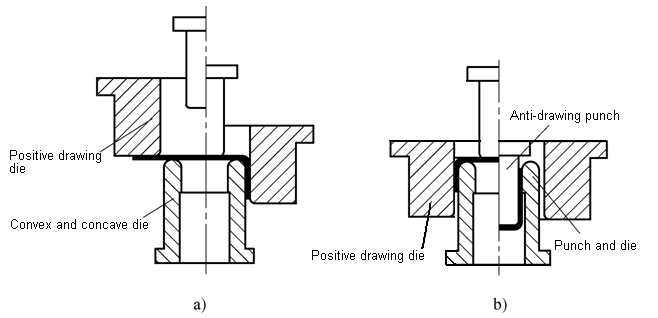
Utilizar cordón
Sorteo de espalda
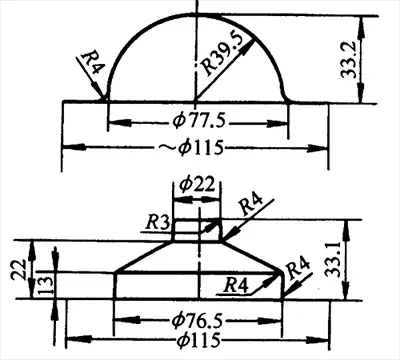
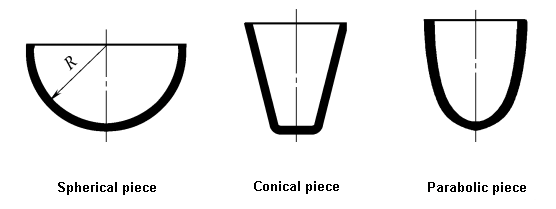
Embutición profunda de piezas esféricas
El coeficiente de embutición es constante y no puede utilizarse como base para el diseño del proceso.
m=0.707
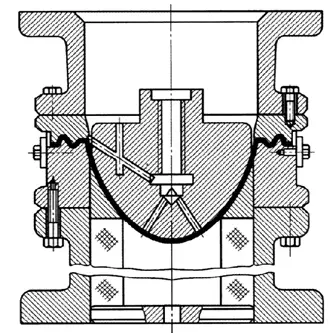
Método de embutición de piezas esféricas
Cuando t / D> 3%, se puede utilizar una matriz de fondo simple sin soporte de piezas en bruto para la embutición única.
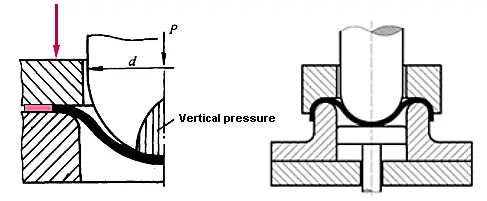
Cuando t / D = 0,5% ~ 3%, la matriz de embutición profunda con portapiezas se utiliza para la embutición profunda.
Cuando t / D <0,5%, se utiliza una matriz cóncava con nervios de embutición profunda o una matriz de embutición profunda inversa.
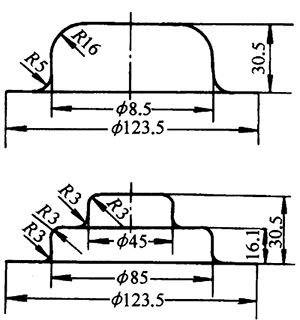
Embutición profunda de piezas parabólicas
La embutición profunda es más difícil que las piezas esféricas
Los métodos de dibujo más comunes son:
(1) Paraboloide poco profundo (h/d <0,5 ~ 0,6). Como su relación altura-diámetro es casi esférica, el método de embutición es el mismo que el de las piezas esféricas.
(2) Paraboloide profundo (h/d> 0,5 ~ 0,6). Su dificultad de profundización ha aumentado. En este momento, con el fin de hacer que la parte media de la pieza en bruto cerca del molde sin arrugas, un molde con costillas de embutición profunda se utiliza generalmente para aumentar la tensión de tracción radial.
Embutición de paraboloides profundos
Embutición de piezas cónicas
El método de profundización depende de:h/d2,α
Método de embutición profunda de cono
(1) Para piezas cónicas poco profundas (h / d2 <0,25 ~ 0,30, α = 50 ° ~ 80 °), se puede dibujar de una sola vez
(2) Para piezas cónicas medianas (h / d2 = 0,30 ~ 0,70, α = 15 ° ~ 45 °), el método de embutición depende del espesor relativo del material:
1) Cuando t / D> 0,025, el anillo ciego puede utilizarse para la embutición única.
2) Cuando t / D = 0,015 ~ 0,20, se puede embutir de una sola vez, pero se requieren medidas tales como anillo de soporte en blanco, costillas de embutición profunda y la adición de bridas de proceso.
3) Cuando t / D <0,015, es fácil que se arrugue porque el material es fino. Es necesario utilizar un molde de soporte en blanco y dibujarlo dos veces.
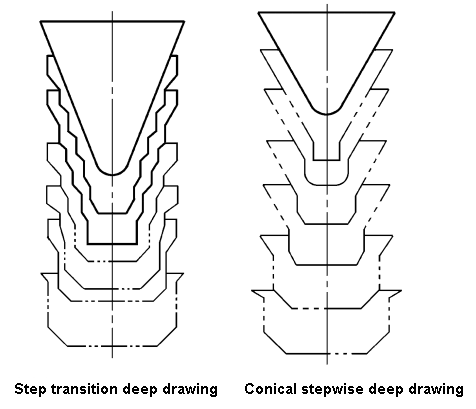
(3) Para piezas muy cónicas (h / d2> 0,70 ~ 0,80, α≤10 ° ~ 30 °), adoptar:
1) Método de embutición profunda de transición por etapas
2) Embutición profunda por etapas de la superficie del cono
Método de conformación profunda de la pieza de cono alto
3.3 Cálculo del proceso de embutición profunda de la caja sin rebordes
La pieza en forma de caja es una pieza de cuerpo no giratorio. Cuando se deforma la embutición profunda, la parte redondeada equivale a la embutición profunda de la parte cilíndrica, y la parte de borde recto equivale a la deformación por flexión.
Antes de la deformación:
Δl1=Δl2=Δl3
Δh1=Δh2=Δh3
Después de la deformación:
Δh1<Δh1′<Δh2′<Δh3′
Δl1>Δl1′>Δl2′>Δl3′
Características de dibujo de las piezas en forma de caja:
(1) El material de la zona de deformación de la brida está sometido al efecto combinado de la tensión de tracción radial y la tensión de compresión tangencial, lo que provoca una deformación radial y una deformación profunda por compresión tangencial. La distribución de la tensión y la deformación es desigual, siendo mayor en las esquinas redondeadas y menor en los bordes rectos.
(2) La cantidad de deformación de la arista recta y el filete en la zona de deformación es diferente.
(3) El grado de influencia mutua entre la porción de borde recto y la porción de esquina redondeada varía con la forma de la caja.
3.4 Cálculo de la fuerza de embutición y selección de equipos
Fuerza de sujeción de piezas en bruto y dispositivo de sujeción de piezas en bruto
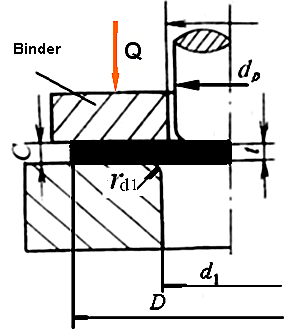
(1) Fuerza de retención en blanco
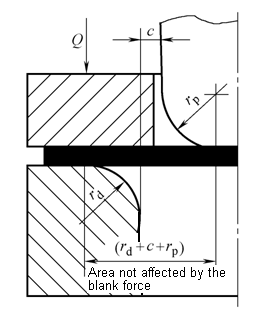
La fuerza de sujeción de la pieza en bruto Q es proporcionada por un dispositivo de sujeción de la pieza en bruto provisto en un molde.
La fuerza de sujeción de la pieza en bruto Q generada por el soporte de la pieza en bruto debe ser lo más pequeña posible con la premisa de garantizar que la zona de deformación no se arrugue.
La fuerza de sujeción de piezas en bruto necesaria para piezas de embutición profunda de cualquier forma: Q = Aq
En la fórmula:
A- el área proyectada de la pieza en bruto bajo el soporte de la pieza en bruto
q- Fuerza de presión por unidad de superficie, q = σb / 150
Fuerza de sujeción de piezas en bruto para piezas cilíndricas de pared recta
Embutición profunda de piezas cilíndricas de paredes rectas por primera vez:
Embutición profunda de piezas cilíndricas de paredes rectas en el proceso posterior:
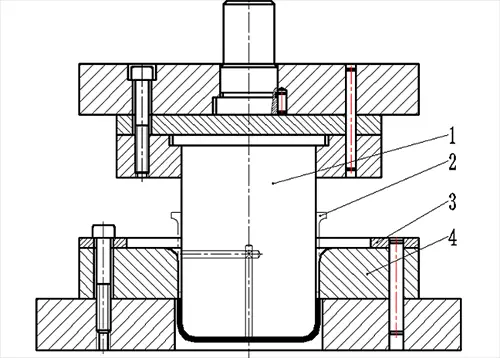
(2) Soporte en blanco
La función del soporte de la pieza en bruto es evitar las arrugas en la zona de deformación profunda.
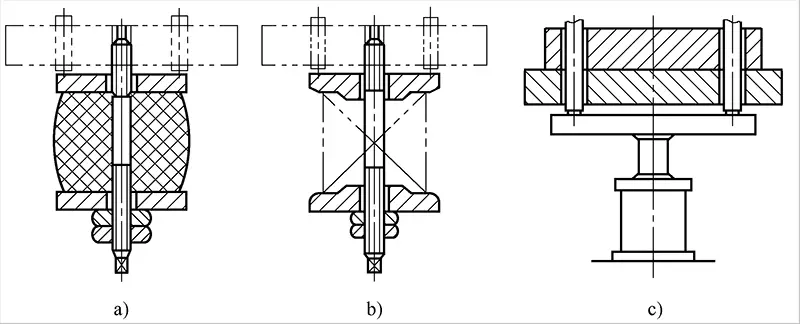
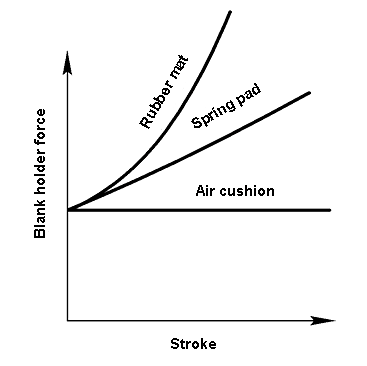
En función del origen de la fuerza de sujeción de la pieza en bruto, existen dos tipos de dispositivos de sujeción de la pieza en bruto:
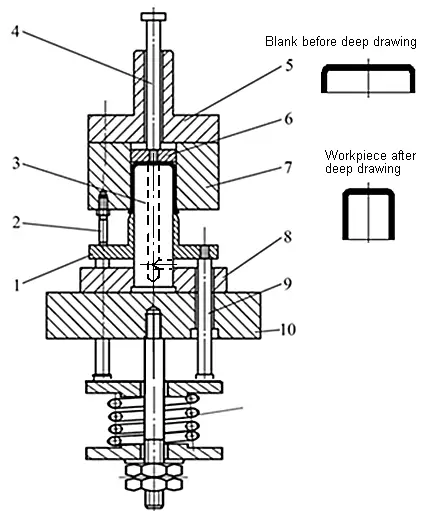
Portapiezas elástico: utilizado para punzones de simple efecto, la fuerza del portapiezas es proporcionada por un muelle, caucho, colchón de aire, muelle de nitrógeno, etc.
Portapiezas rígido: utilizado para punzones de doble acción, la fuerza del portapiezas es proporcionada por el deslizador exterior.
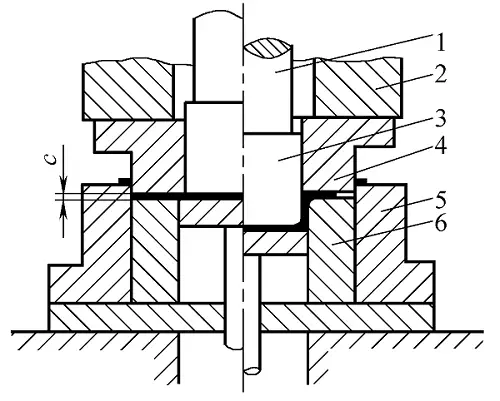
Soporte elástico para fogueo
Ejemplo de aplicación del soporte elástico
Anillo 7 en blanco
Portapiezas rígido en prensa de doble acción
Anillo de 4 casquillos
Cálculo de la fuerza de tracción
Para piezas cilíndricas, elípticas y en forma de caja, la fuerza de embutición es:
Fi- fuerza de embutición de la i-ésima embutición, la unidad es N;
Ls- perímetro de la sección de la pieza (según el centro del espesor del material), la unidad es mm;
Kp- Para la embutición profunda de piezas cilíndricas, Kp = 0,5 ~ 1,0; Para la embutición profunda de piezas ovaladas y piezas en forma de caja, Kp = 0,5 ~ 0,8; Para la embutición profunda de otras formas, Kp = 0.7 ~ 0.9. Cuando el dibujo se acerca al límite, Kp toma un valor grande; en caso contrario, toma un valor pequeño.
Selección de equipos de embutición profunda
Para las prensas de simple efecto, la presión nominal del equipo debe cumplir:
FE > Fi + Q
Para las prensas de doble efecto, el tonelaje del equipo debe cumplir:
Finterior > Fi
Fexterior > Q
Presta atención:
Cuando la carrera de trabajo de embutición es grande, especialmente cuando se combina la embutición de corte, la curva de fuerza de proceso debe estar por debajo de la curva de presión admisible de la corredera de la prensa.
En la producción real, la presión nominal Fpresión de la prensa puede determinarse mediante la siguiente fórmula:
Dibujo poco profundo: ΣF ≤ (0,7~0,8)Fpulse
Dibujo profundo: ΣF ≤ (0,5~0,6)Fpulse
Diseño del proceso de embutición profunda
4.1 Análisis del proceso de embutición profunda
La procesabilidad de la pieza estirada se refiere a la adaptabilidad de la pieza estirada al proceso de estirado.
El análisis de si una pieza embutida es adecuada para la embutición profunda se basa principalmente en la forma estructural, el tamaño, dimensionamientoLa precisión y la selección del material de la pieza embutida, que es un requisito para el diseño del producto desde la perspectiva de su procesamiento.
Forma de embutición profunda
(1) La forma de la pieza dibujada debe ser lo más sencilla y simétrica posible, y debe dibujarse lo antes posible. Intente evitar los cambios bruscos de forma.
2) Error de forma de la pieza estirada
Altura del dibujo
La cota de altura de las piezas dibujadas debe reducirse al máximo y dibujarse lo más lejos posible.
Anchura de la brida de embutición
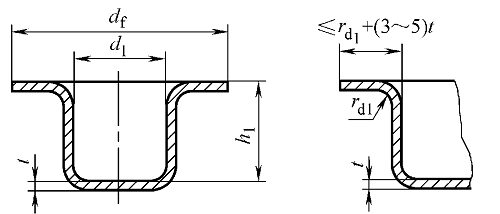
Brida de cilindro de pared recta embridada
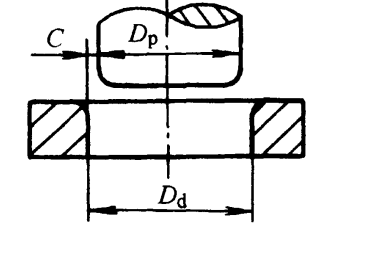
El diámetro debe controlarse en:
d1 + 12t ≤ df ≤ d1+25t
Cilindro de pared recta de ala ancha:
df ≤ 3d1, h1 ≤ 2d1
La anchura de la pestaña de la pieza estirada debe ser lo más consistente posible y similar a la forma del contorno de la pieza estirada.
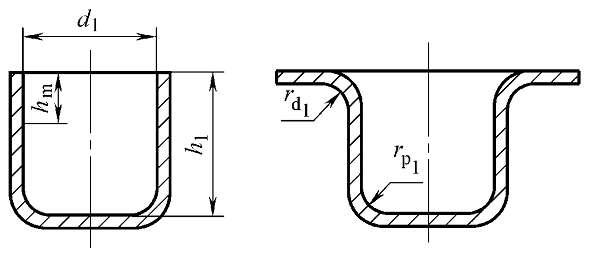
Radio de redondeo de las piezas estiradas
Esquinas redondeadas de fondos y paredes, bridas y paredes de piezas estiradas
El radio debe satisfacer:
rp1 ≥ t, rd1 ≥ 2t, rc1 ≥ 3t
De lo contrario, habría que añadir procedimientos de cirugía plástica.
Diseño de punzonado para embutición profunda
Distancia entre agujeros punzonados en la brida de la pieza estirada: ≥5t
Distancia entre los agujeros perforados en la pared lateral de la pieza estirada: hd≥ 2dh + t
La posición del orificio en la pieza de dibujo debe situarse en el mismo plano que la superficie estructural principal (superficie de la brida), o la pared del orificio debe ser perpendicular a este plano.
El orificio de la pieza de dibujo suele perforarse una vez terminado el dibujo.
Coeficiente de anisotropía de la relación de deformación plástica pequeña Δγ
4.2 En profundidad dibujardisposición del proceso
1) Si se trata de una pieza embutida que puede formarse en una sola embutición, se utiliza el proceso compuesto de embutición en blanco para completarla.
2) Para piezas de alta embutición, se puede utilizar la estampación en un solo paso cuando el tamaño del lote no es grande; cuando el tamaño del lote es grande y el tamaño de las piezas embutidas no es grande, se puede utilizar la embutición progresiva con banda.
3) Si el tamaño de la pieza estirada es grande, normalmente sólo se puede utilizar el estampado de un solo paso.
4) Cuando las piezas de embutición tienen mayores requisitos de precisión o necesitan embutir un radio de filete pequeño, es necesario añadir un proceso de conformado una vez terminada la embutición.
5) Los procesos de recorte y punzonado de piezas embutidas pueden realizarse normalmente de forma combinada.
6) Excepto que el orificio inferior de la pieza de embutición puede estar compuesto con borrado y embutición, los agujeros y ranuras de la parte de la brida y la parte de la pared lateral de la pieza de embutición deben perforarse una vez finalizado el proceso de embutición.
7) Si otros procesos de conformado (como doblado, volteo, etc.) son necesarios para completar la forma de la pieza embutida, deben realizarse otros procesos de estampación una vez finalizado el embutido.
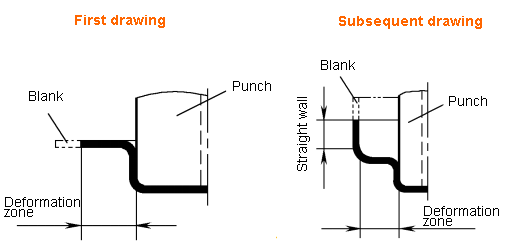
Características de la embutición profunda posterior:
Diferentes espacios en blanco
La zona de deformación cambia de forma diferente
Diferentes cambios de fuerza de embutición
La ruptura se produce en diferentes momentos
Las zonas de deformación tienen diferente estabilidad
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Las arrugas en la estampación metálica pueden mermar la calidad de las piezas estampadas, pero pueden controlarse mediante prácticas específicas. En este artículo se analizan factores como la profundidad de estiramiento, la...
¿Le intrigan las maravillas de la estampación metálica? En esta entrada del blog, nos sumergimos en el fascinante mundo del rebordeado, el cuello y el abombado de orificios. Nuestro experto ingeniero mecánico le guiará...
¿Alguna vez se ha preguntado por el proceso que hay detrás de las formas precisas que se recortan de las chapas metálicas? En este fascinante artículo nos adentramos en el mundo del blanking, una técnica crucial...
¿Alguna vez se ha preguntado por el fascinante mundo de la estampación metálica? En esta entrada del blog, nos embarcaremos en un apasionante viaje para explorar los entresijos de este proceso de fabricación esencial....
¿Alguna vez se ha preguntado cómo se fabrican las máquinas que dan forma a nuestro mundo? Este blog le lleva de viaje por los principales fabricantes de punzonadoras. Aprenderá sobre...
¿Se ha preguntado alguna vez cómo se seleccionan los equipos de forja para las distintas aplicaciones? En esta entrada del blog, exploraremos los factores clave que influyen en la elección de martillos de forja, prensas de husillo,...
Imagine que su maquinaria de forja vibra tan intensamente que interrumpe las operaciones y daña los equipos. ¿Por qué ocurre esto y cómo puede evitarse? Este artículo profundiza en las causas de...
¿Se ha preguntado alguna vez cómo transforma una punzonadora las chapas metálicas en formas precisas? En este artículo, descubrirá el funcionamiento interno de las punzonadoras, desde su mecanismo de movimiento rotatorio a lineal...
Imagine reducir los costes de fabricación al tiempo que aumenta la eficiencia. El secreto reside en el intrincado diseño de las matrices continuas. Este artículo revela las consideraciones clave para la precisión y la durabilidad, garantizando su proceso de estampación...