El corte por láser es una importante aplicación del láser, en la que el rayo láser se enfoca sobre la superficie del material utilizando una lente de enfoque para fundir el material.
Simultáneamente, el material fundido es soplado por gas comprimido coaxial con el rayo láser. El rayo láser y el material se mueven uno respecto al otro a lo largo de una pista determinada, formando así una forma específica del corte.
En proceso de corte por láser se consigue mediante la cooperación del mecanismo de movimiento, el sistema de control, la fuente láser y el cabezal láser. Por lo tanto, los factores que influyen en el efecto de corte proceden principalmente de estas cuatro partes.
Los principales factores que afectan al efecto de corte incluyen la distribución de la energía del haz, potencia del láserdiámetro de enfoque, posición de enfoque, velocidad de corte, diámetro de boquilla, etc.
Entre estos factores, la posición de enfoque es el más influyente. Cambiar la posición del foco equivale a cambiar el diámetro del haz que incide en la superficie de la placa y el ángulo de incidencia dentro de la placa. Esto puede afectar a la formación del corte, a la reflexión del haz dentro del corte y, posteriormente, a la anchura del corte.
La anchura del corte puede afectar a casi todos los efectos del corte, como la rugosidad de la superficie de corte y el estado de adherencia de la escoria en el fondo.
¿Cuál es la posición de enfoque?
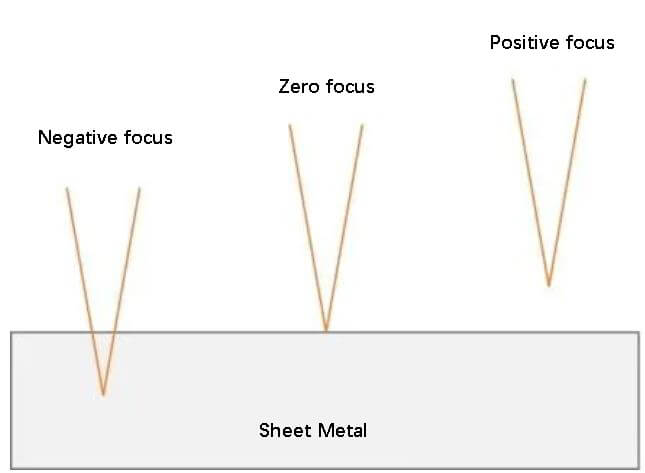
La posición del foco (Z) se refiere a la distancia entre el foco y la superficie superior del material a cortar.
Normalmente, el foco situado en la superficie de la placa se denomina foco cero, mientras que el situado por encima de la placa se denomina foco positivo, y el situado por debajo se denomina foco negativo.
A continuación se presenta un diagrama esquemático:
Influencia de la posición de enfoque
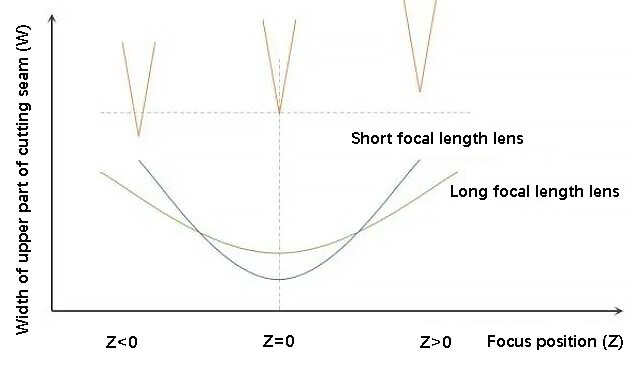
La siguiente figura muestra la relación de variación entre la posición de enfoque (Z) y la anchura (W) de la parte superior de la costura de corte del material de procesado.
Cuando el foco está en la superficie de la placa, la anchura del corte es la más estrecha.
Al cambiar la posición del foco, ya sea positiva o negativa desenfocarla anchura del corte se ampliará.
El grado de ampliación de la anchura del corte varía en función de la longitud focal de la lente del cabezal de corte y de la profundidad focal. En general, cuanto menor sea la distancia focal y menor la profundidad focal, mayor será la variación de la anchura del corte con la posición focal.
Antes de cortar cualquier material, es necesario ajustar la distancia entre el foco y el material.
Normalmente, la elección de la posición de enfoque variará en función del tipo de material que se corte, por lo que es fundamental seleccionarla adecuadamente.
¿Cómo elegir la posición de enfoque adecuada?
Corte de enfoque positivo
Cuando el foco se sitúa sobre el material de corteEl haz de luz se extenderá y difuminará en la costura de corte después de alcanzar la superficie del material. Esto hará que la parte inferior del corte sea mayor que la superior.
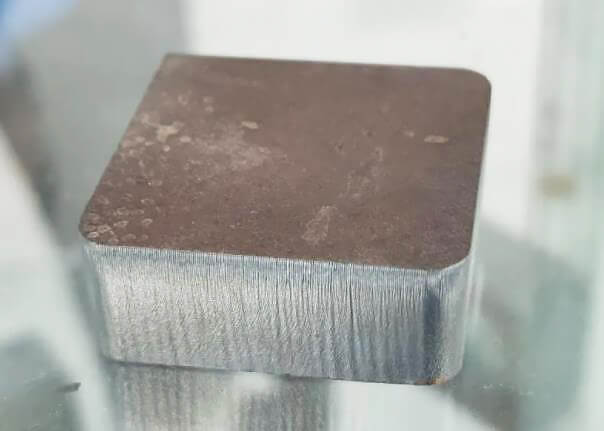
Este tipo de enfoque es adecuado para el corte oxidativo, como el oxicorte de acero al carbono, ya que permite que el oxígeno llegue a la parte inferior de la pieza y participe en una reacción de oxidación suficiente. Además, el corte más grande en la parte inferior también ayuda a eliminar la escoria.
Para el oxicorte de acero al carbono, un mayor desenfoque positivo dentro de un cierto rango dará como resultado un mayor tamaño de punto en la superficie del material, así como una superficie de corte más brillante y lisa. Sin embargo, más allá de un cierto rango, la energía de la parte inferior puede no ser suficiente, lo que puede dar lugar a un corte impermeable o a escoria colgando en el fondo.
Láser de 2KW - enfoque positivo cortando acero al carbono de 15mm con oxígeno
Corte de foco negativo
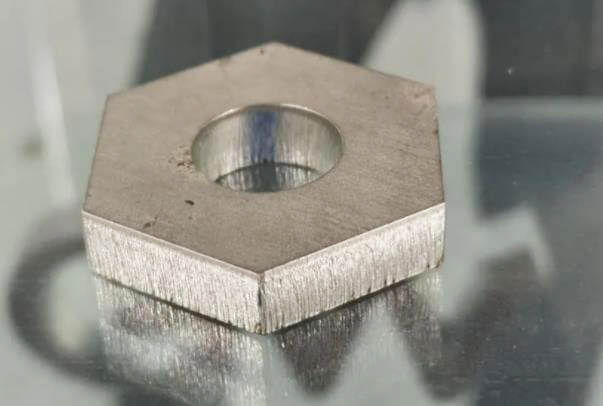
El corte con foco negativo consiste en colocar el foco dentro de la placa, garantizando así que la parte inferior del corte tenga suficiente densidad de energía.
El corte es más ancho en la parte superior y más estrecho en la inferior. La parte superior experimenta una mayor amplitud de corte, lo que mejora la fluidez de la masa fundida. Sin embargo, la parte inferior tiene una menor amplitud de corte y requiere un mayor flujo de aire.
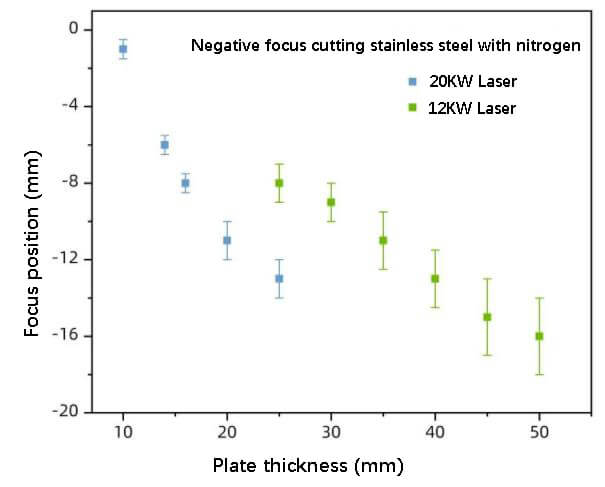
El desenfoque negativo suele utilizarse cuando corte con aire o nitrógeno.
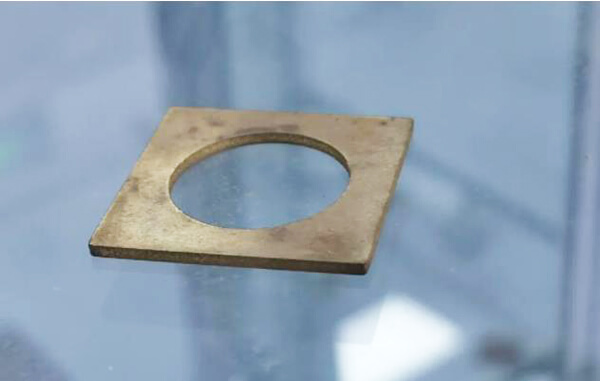
Durante el corte con foco cero, se puede obtener el tamaño de punto más pequeño en la superficie de la placa. El resultado es un rango de fusión relativamente estrecho y un corte más pequeño, lo que lo hace adecuado para el corte de alta precisión de materiales finos.
Láser de 2KW - enfoque cero cortando latón de 1mm con nitrógeno
Características de corte y ámbito de aplicación de las distintas posiciones de enfoque
Posición de enfoque
Características de corte
Ámbito de aplicación
Enfoque positivo
La hendidura de la parte inferior de la placa es mayor que la de la parte superior, lo que ayuda a que la parte inferior participe en la reacción de oxidación completa y en la descarga de escoria.
Corte por oxígeno de acero al carbono
Enfoque negativo
El foco está en el interior de la placa, y la costura de corte de la parte superior de la placa es mayor, lo que garantiza que la parte inferior tenga suficiente densidad de energía.
Corte con nitrógeno/aire de acero inoxidable, acero al carbono, acero galvanizado, aluminio y cobre
Enfoque cero
La hendidura es la más estrecha y la precisión de mecanizado es alta
Corte de láminas
Corte de precisión
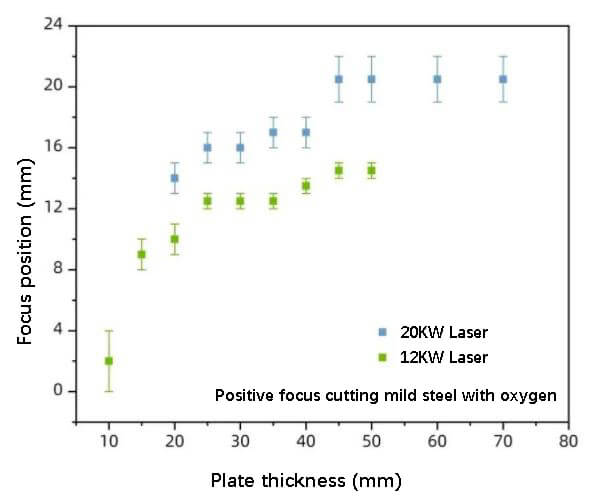
En los últimos años, el rango de potencia de los láseres de fibra ha ido aumentando anualmente, y aplicaciones de corte por láser han pasado de kilovatios a 10.000 vatios.
Nuestra fábrica de láser ha estado explorando continuamente la aplicación de láseres de alta potencia y ha desarrollado una salida de láser HBF (modo plano de alto brillo) única. Esta salida garantiza una excelente calidad de corte para placas gruesas, al tiempo que tiene en cuenta la necesidad de un corte fino eficiente. corte de chapa.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]