Вы когда-нибудь задумывались, как лазеры могут резать металл, словно горячий нож масло? Эта статья погружает в увлекательный мир лазерной резки, уделяя особое внимание важнейшей роли положения фокуса. Узнайте, как регулировка этого ключевого фактора может изменить все - от точности реза до качества конечного продукта. Приготовьтесь узнать секреты, позволяющие всегда добиваться идеальных разрезов!
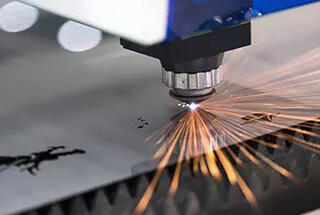
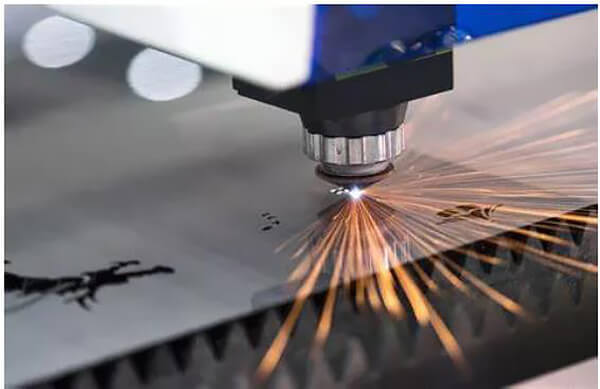
Лазерная резка - одно из важных применений лазеров, при котором лазерный луч фокусируется на поверхности материала с помощью фокусирующей линзы, чтобы расплавить материал.
Одновременно с этим расплавленный материал выдувается сжатым газом коаксиально лазерному лучу. Лазерный луч и материал перемещаются относительно друг друга по определенной траектории, формируя тем самым определенную форму разреза.
Сайт процесс лазерной резки осуществляется благодаря взаимодействию механизма перемещения, системы управления, лазерного источника и лазерной головки. Поэтому факторы, влияющие на эффект резки, в основном исходят из этих четырех частей.
Основными факторами, влияющими на эффект резки, являются распределение энергии луча, мощность лазераДиаметр фокуса, положение фокуса, скорость резки, диаметр сопла и т.д.
Среди этих факторов наибольшее влияние оказывает положение фокуса. Изменение положения фокуса эквивалентно изменению диаметра луча, падающего на поверхность пластины, и угла падения внутри пластины. Это может повлиять на формирование разреза, отражение луча внутри разреза и, как следствие, на ширину разреза.
Ширина реза может влиять практически на все эффекты резки, такие как шероховатость поверхности реза и состояние сцепления шлака на дне.
В каком положении находится фокус?
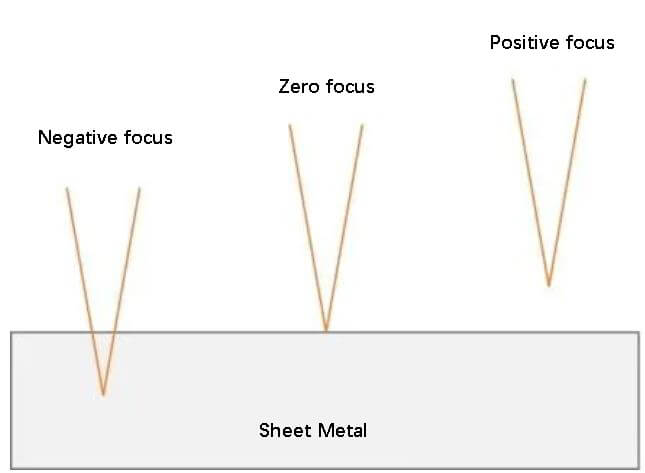
Положение фокуса (Z) означает расстояние между фокусом и верхней поверхностью разрезаемого материала.
Обычно фокус на поверхности пластины называют нулевым фокусом, фокус, расположенный над пластиной, - положительным фокусом, а фокус, расположенный под ней, - отрицательным фокусом.
Ниже представлена принципиальная схема:
Влияние положения фокуса
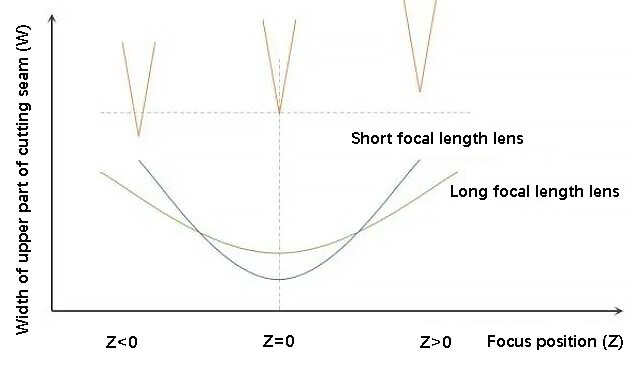
На следующем рисунке показана зависимость между положением фокуса (Z) и шириной (W) верхней части режущего шва обрабатываемого материала.
Когда внимание сосредоточено на поверхности пластины, ширина разреза самая узкая.
При изменении положения фокуса, как положительном, так и отрицательном расфокусировкаШирина разреза увеличится.
Степень увеличения ширины среза зависит от фокусного расстояния линзы режущей головки и глубины фокусировки. В целом, чем короче фокусное расстояние и меньше глубина фокуса, тем больше изменяется ширина среза в зависимости от фокусного положения.
Перед резкой любого материала необходимо отрегулировать расстояние между фокусом и материалом.
Как правило, выбор позиции фокусировки зависит от типа разрезаемого материала, поэтому очень важно выбрать ее соответствующим образом.
Как выбрать подходящее положение фокуса?
Резка с позитивным фокусом
Если фокус расположен над разрезаемым материалом, то после достижения поверхности материала световой луч будет распространяться и рассеиваться в шве реза. В результате нижняя часть разреза будет больше верхней.
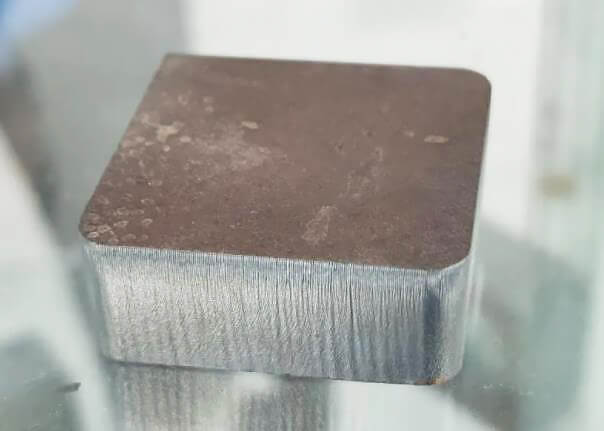
Этот тип фокуса подходит для окислительной резки, например, кислородной резки углеродистой стали, поскольку позволяет кислороду достичь нижней части заготовки и принять участие в достаточной реакции окисления. Кроме того, более крупный разрез в нижней части способствует удалению шлака.
При кислородной резке углеродистой стали большая положительная расфокусировка в определенном диапазоне приводит к увеличению размера пятна на поверхности материала, а также к более яркой и гладкой поверхности реза. Однако за пределами определенного диапазона энергия нижней части может оказаться недостаточной, что может привести к непроницаемой резке или образованию шлака на дне.
Лазер мощностью 2 кВт - позитивный фокус, резка углеродистой стали толщиной 15 мм с использованием кислорода
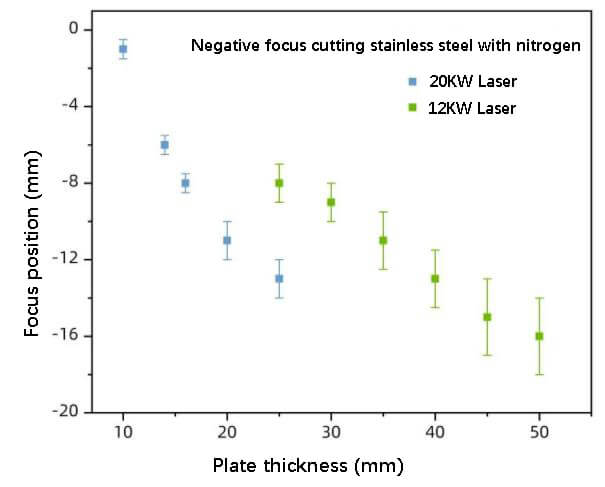
Снятие негативного фокуса
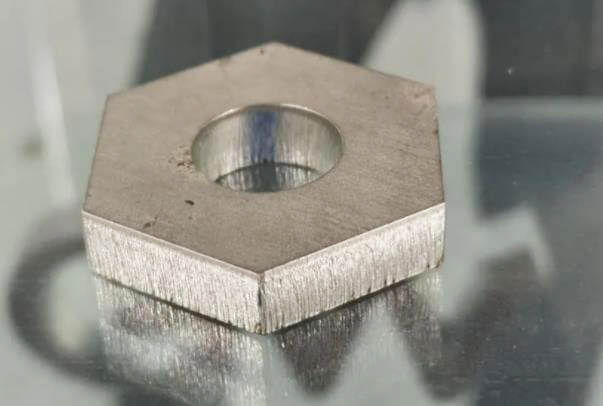
Резка с отрицательным фокусом предполагает размещение фокуса внутри пластины, что обеспечивает достаточную плотность энергии в нижней части разреза.
Срез шире в верхней части и более узкий в нижней, причем в верхней части амплитуда резания больше, что улучшает текучесть расплава. Однако нижняя часть имеет меньшую ширину реза и требует большего потока воздуха.
Отрицательная расфокусировка обычно используется, когда резка воздухом или азот.
Лазер мощностью 6 кВт - резка нержавеющей стали 10 мм с отрицательным фокусом и азотом
Резка с нулевым фокусом
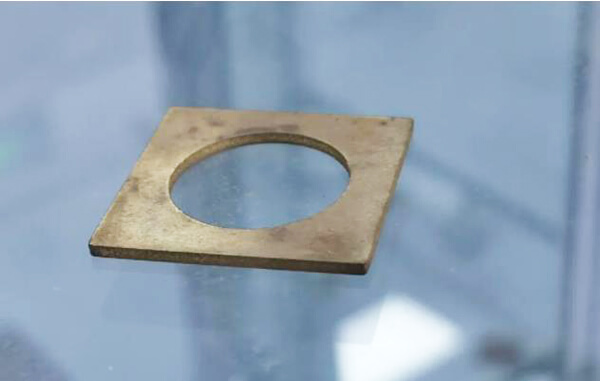
При резке с нулевым фокусом на поверхности пластины можно получить пятно наименьшего размера. Это приводит к относительно узкому диапазону плавления и меньшему размеру реза, что делает его пригодным для высокоточной резки тонких материалов.
Лазер мощностью 2 кВт с нулевым фокусом для резки 1 мм латуни с азотом
Характеристики резки и область применения различных положений фокуса
Положение фокуса
Характеристики резки
Область применения
Позитивный фокус
Прорезь в нижней части пластины больше, чем в верхней, что способствует полному участию нижней части в реакции окисления и выгрузке шлака.
Кислородная резка углеродистой стали
Негативный фокус
Фокус находится внутри пластины, а режущий шов верхней части пластины больше, что обеспечивает достаточную плотность энергии в нижней части.
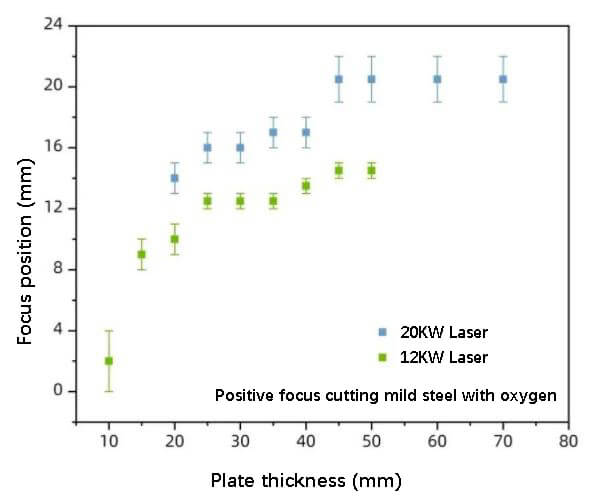
В последние годы диапазон мощности волоконных лазеров ежегодно увеличивается, и применение лазерной резки изменились с киловаттов на 10 000 ватт.
Наша лазерная фабрика постоянно изучает возможности применения мощных лазеров и разработала уникальный лазерный выход HBF (плоский режим высокой яркости). Этот выход обеспечивает превосходное качество резки толстых листов и в то же время учитывает потребность в эффективных тонких резка пластин.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
В быстро развивающемся мире резки металла идет борьба между лазером и плазмой. По мере развития технологий ландшафт меняется, бросая вызов давно устоявшимся представлениям. Присоединяйтесь к нам, чтобы изучить...
Вы когда-нибудь задумывались, почему металл, вырезанный лазером, иногда имеет неровные края? В этой статье мы рассмотрим причины появления заусенцев при лазерной резке и предложим практические решения для получения более гладких и качественных срезов. Узнайте...
Вы выбираете между револьверной штамповкой и лазерной резкой для своего следующего проекта? Понимание их уникальных преимуществ и ограничений имеет решающее значение. В этой статье мы рассмотрим возможности обеих технологий,...
Вы когда-нибудь задумывались, почему ваши металлические детали, вырезанные лазером, не такие точные, как раньше? В этой статье раскрываются секреты пропила при лазерной резке, исследуются такие факторы, как качество луча,...
Вы когда-нибудь задумывались, как лазер может разрезать металл, словно горячий нож масло? В этой увлекательной статье мы рассмотрим научные основы технологии резки волоконным лазером.....
Представьте себе инструмент, который разрезает металл с точностью скальпеля хирурга. Технология лазерной резки обещает именно это, предлагая высококачественные срезы, невероятную скорость и универсальность в...
Представьте себе, как вы без труда разрезаете толстые металлические листы с точностью скальпеля. Эта статья в блоге раскрывает основы лазерной резки листового металла - революционного метода, сочетающего в себе высокую...
Вы когда-нибудь замечали досадную рябь на листовом металле, вырезанном лазером? Эти дефекты могут нарушить точность и увеличить затраты. В этой статье рассматриваются критические факторы, которые приводят к появлению ряби при резке...
Представьте себе, что вы повышаете эффективность лазерной резки и одновременно значительно сокращаете расходы - звучит привлекательно, не так ли? В этой статье рассматривается важнейшая роль воздушных компрессоров в лазерной резке, рассказывается о том, как они повышают точность и...