Máquina de corte por láser de fibra: La Guía Definitiva
¿Se ha preguntado alguna vez cómo un potente rayo láser puede cortar el metal como un cuchillo caliente la mantequilla? En esta fascinante entrada de blog, exploraremos el funcionamiento interno de las máquinas de corte por láser de fibra, la tecnología de vanguardia que está revolucionando la industria manufacturera. Descubra cómo estas máquinas aprovechan el poder de la luz para crear cortes precisos y de alta calidad con una velocidad y eficacia inigualables. Acompáñenos en un viaje al mundo del corte por láser y aprenda de los expertos del sector que compartirán sus conocimientos y experiencias.
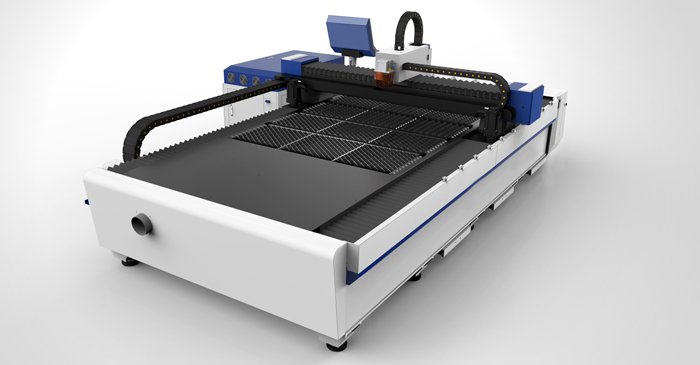
Una máquina de corte por láser de fibra funciona disparando un haz láser desde un generador láser. A continuación, el haz se enfoca en un haz láser de alta densidad de potencia a través del sistema de trayectoria óptica.
El rayo láser calienta la superficie de la pieza hasta su punto de fusión o ebullición, mientras que un gas a alta presión se utiliza para soplar el metal fundido o vaporizado. Moviendo el haz y ajustando la posición de la pieza, el material se corta finalmente para conseguir el resultado de corte deseado.
Corte por láser es una alternativa moderna a las cuchillas mecánicas tradicionales, que ofrece alta precisión, corte rápido, patrones de corte ilimitados, ahorro automático de material, incisiones suaves y bajos costes de procesamiento.
Además, corte por láser de fibra mejora continuamente y sustituye a los equipos tradicionales de corte de metales.
Los componentes mecánicos de la cortadora láser no entran en contacto con la pieza de trabajo, lo que evita arañazos durante el funcionamiento.
El corte por láser es rápido y produce incisiones suaves sin necesidad de procesamiento adicional.
La zona afectada por el calor es pequeña, lo que minimiza la deformación de la placa y da lugar a hendiduras estrechas (de 0,1 mm a 0,3 mm).
Sin tensión mecánica, sin rebaba de cizallamiento.
Alta precisión de mecanizado, buena repetibilidad, no daña la superficie del material.
La programación por control numérico permite procesar cualquier forma plana.
Puede cortar una pieza grande de un plato entero sin necesidad de abrir un molde, lo que ahorra tiempo.
Principio de funcionamiento de la máquina de corte por láser de fibra óptica
El corte por láser utiliza el rayo láser como fuente de calor para el corte en caliente, con un principio de funcionamiento similar al del soldadura láser. La temperatura del corte por láser supera los 11000°C, lo que provoca la gasificación de los materiales, que desempeña un papel importante además de la fusión durante el proceso de corte. Para algunos materiales, como el carbono y la cerámica, la proceso de corte por láser es puramente un proceso de gasificación.
En corte por láser de metal se realiza principalmente con generadores de láser continuo de dióxido de carbono de alta potencia. Durante el corte, se utiliza un flujo de gas inerte para soplar la incisión, alisando y enderezando el metal fundido. La adición de un flujo de oxígeno procedente del chorro aumenta la velocidad de corte.
El corte por láser ofrece una incisión estrecha, un tamaño preciso y una superficie lisa, lo que se traduce en una mejor calidad de corte en comparación con otros métodos de corte en caliente. La mayoría de los materiales metálicos pueden cortarse por láser, con un grosor de corte que oscila entre unas micras y 50 mm.
La inversión en equipos de corte por láser es elevada, pero se utiliza principalmente para el corte de precisión de materiales con espesores inferiores a 12 mm, como acero inoxidable, titanio, aleaciones de titanio, metales refractarios y metales preciosos. También puede utilizarse para cortar materiales nomateriales metálicos como plástico, madera, tela, grafito y cerámica. Por ejemplo, la industria maderera utiliza láseres para cortar madera contrachapada y tableros de partículas, mientras que la industria de la confección utiliza láseres para cortar tela.
El corte por láser también es adecuado para fines especiales, como el soporte de piedra perforación y la cirugía, donde el láser se utiliza como bisturí. Los parámetros del rayo láser, el rendimiento y la precisión de la máquina de corte por láser y el sistema de control numérico influyen directamente en la eficacia y la calidad del corte por láser.
Estructura de la cortadora láser de fibra
Los principales componentes de a CNC cortadora láser incluyen el host de la máquina, el sistema de control, el láser, el enfriador y el regulador, entre otros. Cada uno de estos componentes tiene su propio manual o instrucciones de funcionamiento, pero el principal estructura de la máquina y la composición del sistema de control eléctrico se describirán aquí en detalle.
Pieza anfitriona de la máquina:
La parte anfitriona de la máquina de corte por láser es el aspecto más crucial del proceso de corte por láser. Es responsable de lograr la precisión y la función de corte. La parte anfitriona consta de seis componentes: la bancada, el láser, la parte del pórtico, el dispositivo del eje Z, las partes auxiliares de la mesa de trabajo (cubierta protectora, canal de aire y de agua) y el panel de operaciones.
Pieza de control eléctrico:
El sistema de control eléctrico de la máquina de corte por láser es vital para garantizar una variedad de trayectorias gráficas. El sistema de control eléctrico consiste principalmente en el sistema de control numérico y el sistema eléctrico de bajo voltaje. La máquina de corte por láser está equipada con el software CYPCUT y funciona sobre la plataforma WINDOWS XP, garantizando un funcionamiento estable y fiable. El sistema está equipado con un microprocesador de 32 bits y una interfaz de comunicación Ethernet.
El sistema se caracteriza por una rápida velocidad de operación de interpolación, es fácil de manejar, tiene un buen rendimiento dinámico y una gran capacidad de carga. La parte de control del sistema eléctrico de baja tensión se encuentra en el armario de control eléctrico y sirve como interfaz de control eléctrico. Los componentes de la parte eléctrica adoptan marcas conocidas de renombre mundial para garantizar un funcionamiento estable y una respuesta sensible.
El motor de accionamiento es un servomotor AC, que se utiliza para accionar el pórtico del eje X y el patín del eje Y de la cortadora láser. Se caracteriza por un buen rendimiento de aceleración y respuesta rápida. La velocidad máxima de posicionamiento es de hasta 50m/min. El eje Z de la cortadora láser es el eje de alimentación, que es impulsado por un servomotor AC. El cabezal de corte del eje Z se caracteriza por una buena respuesta dinámica y puede ser controlado tanto por servo como por control NC.
La estructura general
El componente principal de la máquina de corte por láser es crucial para toda la máquina. La precisión de corte y la función de la máquina se consiguen gracias al componente principal, que incluye la bancada (eje Y), el haz (eje X), el eje Z, la mesa de trabajo y el canal de aire y agua.
Bastidor de la máquina de corte por láser
La cama está construida de hierro fundido de alta resistencia con una estructura soldada. Se somete a procesos de alivio de tensión, como recocidoEl desbaste, el semiacabado y el acabado. Esto garantiza una reducción exhaustiva de la tensión y reduce la deformación de la máquina, garantizando la precisión a largo plazo.
El servomotor de CA y la barra de accionamiento coaxial se controlan mediante un sistema de control numérico, lo que permite que el eje Y se mueva con un movimiento alternativo. El resultado es un movimiento rápido y ágil. La carrera de movimiento de la máquina es de 1500 mm * 3000 mm.
La cremallera y la guía lineal están equipadas con un dispositivo cerrado a prueba de polvo, que ofrece una cubierta antipolvo ligera y un funcionamiento fiable. Estos productos de precisión garantizan eficazmente la precisión del accionamiento. La carrera en ambos extremos de la máquina está controlada por finales de carrera, y la máquina está protegida por cojines elásticos en ambos lados, lo que garantiza la seguridad del movimiento de la máquina.
Sección de la viga
El componente de la viga se fabrica soldando un tubo cuadrado de alta resistencia y se somete a mecanizado tras envejecimiento artificial para mejorar la rigidez y resistencia generales. El proceso de mecanizado incluye el desbastado, el envejecimiento por vibración, el semiacabado, el envejecimiento por vibración y el acabado.
La viga está montada en el raíl de soporte de la cama, que cuenta con raíles guía lineales y planos. El accionamiento por servomotor y la rotación por engranajes a través de un reductor permiten que el patín del eje Z se mueva en la dirección X de forma recíproca. La carrera de movimiento es de 1450 mm.
La carrera está controlada por un final de carrera durante el movimiento, y ambos extremos están protegidos por cojines elásticos para la seguridad del sistema. La parte superior y los laterales de la viga están cerrados por una cubierta, y entre la viga y el patín transversal hay una protección retráctil que garantiza un entorno totalmente cerrado para la cremallera y la guía lineal, libre de influencias externas.
El camino óptico está parcialmente sellado con una protección para crear una estructura de camino óptico totalmente cerrada.
Base y estaciones de trabajo intercambiables (opcional)
Los puestos de trabajo se construyen utilizando un estructura de soldadura para mayor resistencia y estabilidad. La mesa de cambio está dividida en dos secciones: un dispositivo de cambio y dos mesas de corte móviles.
El dispositivo de intercambio se fija en la parte trasera de la cama y se utiliza principalmente para intercambiar las mesas superior e inferior. Cuando se corta una pieza de trabajo, la otra mesa de corte puede utilizarse para alimentar y descargar material con el fin de mejorar la eficiencia de la máquina de corte por láser.
Cada mesa de corte móvil consta de un bastidor de soldadura con una compuerta de soporte para la pieza de trabajo. La mesa de trabajo puede soportar hasta 800 kg. Las dos mesas pueden intercambiarse automáticamente mediante el accionamiento de un dispositivo de cadena, lo que aumenta significativamente la eficiencia de la producción.
El centro de la mesa está equipado con un asiento de bola universal, y cuatro bolas universales en el centro soportan 44 piezas de trabajo. El accionamiento por cilindro y el mecanismo de cremallera y piñón permiten girar 180° el polo oscilante.
El conector rápido del tubo en espiral se introduce en el conector rápido de la estación de corte y se abre el interruptor neumático. El accionamiento del cilindro hace girar el poste giratorio 180° hacia arriba, y las 44 bolas universales soportan la pieza de trabajo, permitiendo que ruede sobre las bolas y evitando los arañazos causados por el deslizamiento de la pieza de trabajo sobre una rejilla de soporte.
Cuando se coloca la pieza, se pulsa el interruptor neumático y el cilindro gira 180° hacia abajo mediante el mecanismo de piñón y cremallera, situando las bolas universales justo debajo del péndulo para evitar daños durante el proceso de corte.
Este mecanismo, en el que la pieza rueda sobre las bolas durante la alimentación y el posicionamiento, en lugar de deslizarse sobre una rejilla de soporte (como en los métodos tradicionales), protege eficazmente la superficie lisa de la pieza y reduce la intensidad de trabajo del operario.
Dispositivo del eje Z
El dispositivo del eje Z es responsable del movimiento de elevación del cabezal de corte. Este movimiento está controlado por el sistema de control numérico a través de un servomotor, que acciona un husillo de bolas para hacer que el patín del eje Z realice un movimiento alternativo ascendente y descendente.
El recorrido del eje Z es de 100 mm, y se utilizan finales de carrera para controlar la carrera en los extremos superior e inferior. Además, se colocan amortiguadores flexibles en ambos extremos del husillo de bolas para garantizar la seguridad del movimiento.
Husillo de bolas de alta calidad y guías lineales para garantizar la precisión de la transmisión. El eje Z puede funcionar como eje CNC gracias a su movimiento de interpolación independiente y puede moverse en tándem con los ejes X e Y. También puede conmutarse a servocontrol a través del control electrónico del cabezal de corte para adaptarse a diferentes requisitos.
El servocontrol del eje Z se controla mediante la tecla Sistema CNC, lo que se traduce en un alto grado de precisión y estabilidad, garantizando la calidad del corte. El cabezal de corte está sellado y amortiguado para prolongar su vida útil.
Un sensor de capacitancia, montado en el cabezal de corte, detecta la distancia entre la boquilla y la superficie de la placa y envía la información al sistema de control. A continuación, el controlador utiliza esta información para controlar el motor del eje Z y mantener constante la distancia entre la boquilla y la placa, garantizando así la calidad del corte.
El cabezal de corte dispone de una tuerca para ajustar la distancia focal, lo que permite ajustar la posición del foco en función del material y del grosor del material de corte, lo que permite obtener una buena sección de corte.
Nota: La boquilla es una pieza de desgaste del proceso, por lo que los usuarios pueden guardar boquillas de repuesto de diferentes diámetros para facilitar su sustitución.
Sección de control eléctrico
El sistema de control eléctrico de la máquina de corte láser CNC se compone principalmente de un sistema de control numérico, un servo sistema y un sistema eléctrico de bajo voltaje.
La máquina de corte por láser está equipada con el sistema CNC CYPCUT, que se basa en el sistema CNC WINDOWS XP PC y ofrece una rápida velocidad de operación de interpolación y facilidad de uso.
El servosistema emplea un servomotor y un accionamiento de CA japoneses Yaskawa, conocidos por su estabilidad, fiabilidad y gran capacidad de carga.
El panel frontal de la máquina de corte láser cuenta con dos botones de función, dos teclas programables de operación y dos puertos USB frontales, dispuestos en el siguiente orden de izquierda a derecha: interruptor de parada de emergencia, interruptor de encendido, botón de inicio de corte y botón de parada de corte.
Las teclas de operación tienen diferentes funciones dependiendo del modo de operación, reduciendo el número de botones de operación y simplificando el panel de operación.
Las funciones de operación se muestran a través de un menú, haciendo que la operación sea intuitiva en varios modos.
Tipos de cortadoras láser de fibra óptica
Si nos basamos en el generador láser, la cortadora láser puede dividirse en:
A. láser sólido cortadora. La cortadora láser de sólidos puede dividirse en cortadora láser de piedras de bonificación, cortadora láser YAG.
Si se basa en la estructura, la cortadora láser se puede dividir en:
Según el movimiento relativo del cabezal de corte y la mesa, la máquina de corte por láser CNC puede dividirse en:
Forma fija del haz (trayectoria fija de la luz)
Forma de movimiento del rayo (rayo volador)
Forma híbrida semifija y semimóvil
Además, también existe una forma de transmisión del haz de vuelo óptico fijo de brazo móvil articulado, conocida como trayectoria de vuelo constante.
En el proceso de corte de la cortadora láser que adopta el rayo volante, sólo el cabezal de corte se mueve a lo largo de las direcciones X e Y, y la posición de la mesa es fija.
Este tipo de cortadora láser:
La placa de procesamiento es de gran tamaño, con un peso pesado.
El equipo cubre un área pequeña.
No es necesario sujeción para la fabricación de piezas de trabajo que es conveniente para la carga y descarga de los materiales.
La máquina tiene una buena aceleración y una gran precisión de posicionamiento.
Por lo tanto, está muy bien considerado por el mercado como el modelo dominante del mercado internacional.
Se incluyen principalmente varias estructuras típicas de las modernas máquinas de corte por láser:
Estructura de rayo volante móvil con bastidor de pórtico.
Rayo volador viajero.
Rayo volador móvil invertido.
Estructura de rayo volante móvil en voladizo.
Estructura robótica y rayo volador híbrido de gran formato.
Sistema de procesamiento flexible por láser.
En cuanto a la estructura del equipo de corte por láser, el bastidor de la máquina incluye:
Otros componentes utilizan plásticos técnicos, fibra de vidrio, acero inoxidable, etc.
El generador láser requerido por la cortadora láser se seleccionará en función del rendimiento de procesamiento del usuario, los materiales de procesamiento, las formas y tamaños, etc.
Los generadores láser disponibles incluyen el generador láser de flujo rápido de eje de co2, el generador láser de depuración de placas de RF, el generador láser de remolino, el generador láser de estado sólido y un generador láser de fibra.
Según el método de conducción, existen:
Los ejes X e Y se seleccionan con un servomotor de un solo lado y se equipan con el reductor de velocidad correspondiente, accionado por la cremallera de engranajes de alta precisión.
El eje X se selecciona con el servomotor y se equipa con el reductor correspondiente, que es accionado por la cremallera de engranajes de alta precisión. Hay dos engranajes para eliminar la holgura inversa.
Directamente accionado por husillo de bolas de alta precisión con el servomotor. La máquina es impulsada por engranaje directo y cremallera con disco grande motor de inercia.
Accionamiento directo por el motor lineal.
La máquina de corte láser CNC suele estar equipada con la guía lineal de alta precisión, y equipada con un dispositivo de lubricación automática.
El raíl guía lineal de un solo lado con estructura de rodillos es una solución rentable y cómoda para aplicaciones económicas. La estructura alternativa es la unidad de accionamiento, que integra el accionamiento y el carril guía, lo que hace que la instalación, la depuración y la precisión sean más fáciles de garantizar, aunque ligeramente más caras.
Instalación y puesta en marcha de la máquina de corte por láser de fibra óptica
La instalación y puesta en marcha de la máquina de corte por láser son muy importantes para cada fábrica, así que por favor siga leyendo los siguientes detalles antes de la operación.
Comprobación de entrega
Precauciones de desembalaje:
Por favor, abra la caja de madera siguiendo las instrucciones del exterior de la caja para evitar cualquier daño al equipo de corte por láser del interior.
No utilice objetos punzantes para retirar la película protectora para evitar rayar la superficie del equipo y dañar la instalación eléctrica.
Si el cliente causa algún daño, la empresa no se hará cargo de la sustitución.
Comprobación de contenidos:
Tras abrir el paquete, compruebe que se trata de la cortadora láser que ha adquirido.
Inspeccione la cortadora láser en busca de cualquier daño que pueda haberse producido durante el transporte.
Verifique que todas las piezas están presentes y en buen estado comprobando la lista.
En caso de cualquier discrepancia, como una falta de coincidencia en el modelo de cortadora láser, accesorios faltantes o daños durante el transporte, póngase en contacto con la empresa inmediatamente.
Requisitos del entorno de instalación
Consulte el plano de cimentación de la fábrica para la instalación y fijación de la máquina de corte por láser. Asegúrese de que la máquina se transporta a la posición de elevación.
Solicite a un electricista profesional que realice el cableado de distribución de energía de acuerdo con los requisitos, y tenga cuidado de no dañar la máquina durante la instalación y fijación.
Métodos de instalación y precauciones
Instale y fije la máquina de corte por láser según el plano de cimentación de fábrica y de acuerdo con nuestros principios recomendados para la disposición, instalación y fijación. Asegúrese de que el proceso de instalación y fijación no cause daños a la máquina de corte por láser.
Métodos de puesta en servicio e instrucciones correspondientes
Puesta en marcha de la máquina debe ser realizada por personal profesional y debe llevarse a cabo estrictamente de acuerdo con las disposiciones pertinentes. Antes de la puesta en servicio, se recomienda conocer a fondo las prestaciones de la máquina de corte por láser y leer la información técnica adjunta. Una puesta en servicio adecuada es esencial para garantizar el funcionamiento normal de la máquina. Si necesita ayuda, póngase en contacto con nosotros lo antes posible y le proporcionaremos una solución satisfactoria a su debido tiempo.
Nota: Este proceso de depuración incluye procedimientos de puesta en marcha tras el encendido.
Conexión de piezas en el armario de distribución
Para empezar, identifique las piezas según los requisitos, como se indica a continuación:
Una vez finalizada la instalación, conecte cada armario de distribución como se indica a continuación:
(A) Compruebe si las tres uniones en el extremo de la extensión del eje Y se han dañado durante el transporte (los tres conectores son: un conector de alta resistencia de 16 núcleos, un conector de aviación de 19 núcleos, un conector de 4 codificadores y un conector de amplificador) como se muestra a continuación:
Enchufe de aviación
Conector de alta resistencia
Enchufe del codificador
Enchufe del amplificador
(B) Inserte los enchufes en sus posiciones correspondientes (las posiciones son únicas). La clavija del codificador debe insertarse en el servoaccionamiento correspondiente según el número, y la clavija del amplificador debe insertarse en el ajustador de altura.
(C) Conecte el cable de alimentación del enfriador de agua en el armario de distribución a la ubicación designada, como se ilustra a continuación:
Enchufe
Posición de conexión del enchufe
(D) Conecte la alimentación principal, que es un sistema trifásico de cuatro hilos, con los hilos amarillo y verde sirviendo como línea cero y los tres restantes como línea viva. Con esto, se completa la conexión del circuito eléctrico externo. En la próxima sección, hablaremos de la conexión del agua.
Advertencia:
La toma de tierra del cable de alimentación debe estar firmemente conectada a tierra para evitar perturbaciones de las señales dentro del armario de la máquina y reducir el riesgo de fugas.
El método de conexión del enfriador de agua
Requisitos de instalación
Los enfriadores deben colocarse suavemente y a una distancia suficiente de la pared. El lugar de instalación de las enfriadoras debe disponer de un espacio adecuado de entrada y salida de aire para prevenir una refrigeración deficiente y evitar temperaturas elevadas en el armario de distribución.
Inspección del equipo
Antes de la instalación, es importante limpiar los residuos del interior del depósito de agua y asegurarse de que el agua esté libre de impurezas. A continuación, inspeccione las juntas del sistema de tuberías de agua para asegurarse de que están bien apretadas.
Procedimiento de instalación
Conecte las tuberías de entrada y salida en el enfriador de acuerdo con las señales en la carcasa del enfriador y conéctelas a las puertas de entrada y salida del láser, asegurándose de que la dirección de entrada y salida de la tubería de agua no esté dislocada. Antes de conectar la tubería de agua, asegúrese de que el exterior del enfriador esté libre de residuos y materias extrañas.
Normas de calidad del agua
Compruebe que la válvula de desagüe está cerrada y añada agua al depósito. El nivel de agua debe ser inferior a 30 mm o 50 mm en el depósito para evitar que se desborde. Está estrictamente prohibido utilizar agua del grifo general en las unidades de agua refrigerada, y debe utilizarse agua pura de alta calidad, agua destilada o agua desionizada. Está terminantemente prohibido añadir líquidos corrosivos.
Puesta en marcha
Detrás del refrigerador de agua hay un interruptor de aire. Cuando el canal de agua esté bien conectado, encienda el interruptor para probar el funcionamiento. Después de que la bomba arranque, compruebe si hay alguna fuga de agua en las juntas y, si la encuentra, desconecte la alimentación y solucione el problema antes de volver a conectarla.
Regulación de la temperatura del agua
En una habitación con aire acondicionado, la temperatura del agua suele ser de 22-24 grados Celsius. En una habitación sin aire acondicionado, la temperatura del agua se ajusta por debajo de la temperatura ambiente en 2-5 grados Celsius. Si el agua se condensa en la pared del tubo, significa que la temperatura del refrigerador de agua es demasiado baja.
Efecto boquilla y ajuste láser en boca de boquilla
Acción y regulación de la boquilla
A) Boquilla
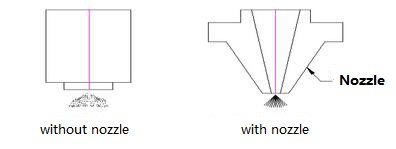
El diseño de la boquilla y las condiciones de flujo del chorro tienen un impacto directo en la calidad del corte; la precisión de la fabricación de la boquilla está estrechamente relacionada con la calidad del corte.
B) Funciones principales de la boquilla:
▲ Para evitar que los restos de corte y otros residuos reboten en el cabezal de corte y dañen la lente de enfoque.
▲ La boquilla puede cambiar la situación de la descarga de gas de corte, controlar el tamaño y el área de difusión del gas, afectando así a la calidad del corte.
La siguiente figura muestra el caso de eyección cuando la boquilla está instalada y no instalada.
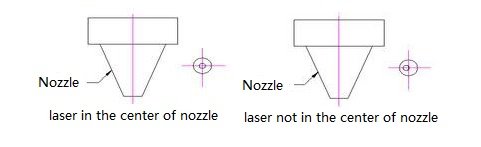
Pasos para ajustar la boquilla para pasar el láser desde el centro de la boquilla
En comparación con la máquina de corte por láser de CO2, la máquina de corte por láser de fibra no tiene recorrido óptico, sólo es necesario ajustar el láser en la boca de la boquilla.
En comparación con las máquinas de corte por láser de CO2, máquinas de corte por láser de fibra no tienen recorrido óptico y sólo requieren ajustar el láser en la boquilla.
Cubre el extremo de la boquilla con barro indio (o cinta adhesiva transparente si no utilizas barro) y, a continuación, pega pegatinas blancas en el extremo.
Ajuste la potencia de salida del láser entre 30 W y 50 W, abra el obturador mecánico y cambie rápidamente el obturador electrónico una vez mientras observa el fenómeno.
Apague el obturador mecánico, retire los adhesivos blancos con cuidado de no cambiar su posición relativa.
Si la diferencia entre la posición de la boquilla y el centro del láser es demasiado grande, las pegatinas no podrán alinearse con el orificio central. Dado que el centro del láser es fijo, el centro de la boquilla puede ajustarse girando el tornillo de ajuste del mango del cabezal de corte para que coincida con el centro del láser.
Repita los pasos anteriores hasta que el orificio del láser en la pegatina blanca coincida con el centro de la boquilla, confirmando que el centro del láser se alinea con el centro de la boquilla.
Véase más abajo:
Efecto de la boquilla en la calidad del corte y selección del tamaño de la boquilla
La relación entre la boquilla y la calidad de corte:
Cuando el centro de la boquilla es diferente del centro del láser: el impacto en la calidad de corte
Sección de corte
Cuando se inyecta el gas de corte, puede producirse un volumen de gas desigual, lo que hace que la sección de corte sea más propensa a escalonarse en un lado y no en el otro. El impacto de esto es pequeño cuando se cortan chapas de menos de 3 mm, pero cuando se cortan chapas de más de 3 mm, el impacto es más grave, y el corte puede incluso no ser posible.
Esquinas afiladas
En el corte de esquinas afiladas o piezas con ángulos más pequeños, es probable que se produzca una sobrefusión local y que no sea posible cortar chapas gruesas.
Perforación
Durante la perforación, la inestabilidad dificulta el control del tiempo, y la penetración de placas gruesas puede provocar la fusión. Esto también puede dificultar el control de las condiciones de penetración, y el impacto en las piezas pequeñas es pequeño.
En conclusión, el centro de la boquilla y la concentricidad del láser son factores importantes en la calidad del corte, especialmente cuando la pieza es más gruesa. Por lo tanto, es necesario ajustar el centro de la boquilla para alinearlo con la concentricidad del láser para lograr un mejor corte.
Nota:
La deformación de la boquilla o el ensuciamiento pueden tener el mismo impacto en la calidad de corte que el descrito anteriormente. Por lo tanto, la boquilla debe manipularse con cuidado para evitar deformaciones, y cualquier mancha debe limpiarse con prontitud. La fabricación de la boquilla requiere una mayor precisión, y deben seguirse métodos de instalación adecuados. Si la mala calidad de la boquilla provoca cambios en las condiciones de corte, la boquilla debe sustituirse rápidamente.
Selección de la apertura de la boquilla
A continuación se muestra la diferencia en el diámetro de la boquilla:
Apertura de la boquilla
Flujo de aire
Capacidad de eliminación de líquido fundido
Pequeño
Rápido
Fuerte
Grande
Lento
Débil
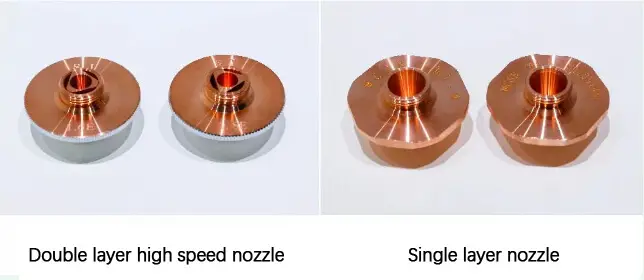
El diámetro de la boquilla tiene φ 1.0mm, φ 1.4mm, φ 2.0mm, φ 2.5mm, φ 3.0mm y así sucesivamente. El diámetro de la boquilla actual a menudo utiliza φ 1.4mm, φ 2.0mm. Como se muestra a continuación:
La diferencia entre los dos diámetros mencionados es la siguiente:
Para placas finas de menos de 3 mm:
El uso de una boquilla de φ4mm dará como resultado una superficie de corte más pequeña.
El uso de una boquilla de φ2mm dará como resultado una superficie de corte más gruesa, con una mayor probabilidad de manchas fundidas en las esquinas.
Para placas gruesas de más de 3 mm:
La potencia de corte es mayor, lo que se traduce en un mayor tiempo de disipación del calor y un mayor tiempo de corte.
Si se utiliza una boquilla de φ1,4 mm, el área de difusión del gas será pequeña, lo que puede causar inestabilidad durante el uso, pero en general sigue siendo utilizable.
El uso de una boquilla de φ2mm dará lugar a una mayor área de difusión de gas y un flujo de gas más lento, lo que resulta en un corte más estable.
Una boquilla con un diámetro de 2,5 mm sólo puede utilizarse para cortar planchas de más de 10 mm de grosor.
En conclusión, el tamaño de la boquilla tiene un impacto significativo en la calidad del corte y la perforación. Actualmente, las máquinas de corte por láser utilizan sobre todo aperturas de boquilla de φ1,4 mm y φ2 mm.
Nota:
Cuanto mayor sea la apertura de la boquilla, más probable es que las chispas y las salpicaduras de fusión durante el corte dañen la lente, reduciendo su vida útil.
Ajuste del enfoque del haz
En el proceso de corte por láser, la relación entre el enfoque del haz y la superficie de la chapa de corte afecta en gran medida a la calidad del corte, por lo que es crucial ajustar correctamente la posición del enfoque.
Esto se hace normalmente ajustando el enfoque a través de un corte de prueba, donde el enfoque está en su posición adecuada cuando el corte tiene la menor escoria colgante y el tamaño más pequeño en la correspondiente chapa de acero.
Si la posición del cabezal de corte con respecto a la tabla cambia, también es necesario ajustar los puntos cero del cabezal de corte y del sensor. El ajuste fino puede realizarse ajustando la altura de corte en el software.
Cuando sean necesarios ajustes mayores, puede ser necesario ajustar la posición del sensor y su soporte para ajustar correctamente el enfoque.
Tenga cuidado al realizar estos ajustes, ya que un paso en falso podría hacer que el cabezal de corte golpeara la superficie y dañara las piezas.
La relación entre la posición de enfoque y el efecto de corte
Concéntrese en la superficie del arco y la flecha de corte, la superficie superior es lisa, la superficie inferior no es lisa
Distancia focal positiva: el foco en el interior de los arcos cortantes
Instrucciones de corte del aluminio
El foco en el centro, por lo que hay una mayor superficie lisa, ancho de corte más amplio que el cero focal, gran flujo de aire durante el corte, el tiempo de perforación más largo que el cero focal
Enfoque negativo: enfoque por debajo de los arcos cortantes
Corte de acero inoxidable con nitrógeno a alta presión, soplado de la escoria fundida para proteger la sección de corte, la anchura de corte aumenta con el grosor de la pieza.
Selección de la velocidad de corte
La selección de la velocidad de corte en la máquina de corte por láser es crucial y depende del material y del grosor de la chapa que se va a cortar. La velocidad de corte tiene un impacto significativo en la calidad del corte por láser.
La elección de una velocidad de corte adecuada no sólo mejora la eficacia de la máquina de corte por láser, sino que también garantiza un corte de alta calidad.
Estos son los efectos de las diferentes velocidades de corte en la calidad de corte:
Efecto sobre la calidad de corte de un avance de corte por láser demasiado rápido
puede causar ningún corte, chispas dispersas.
Algunas zonas pueden cortarse, pero otras no.
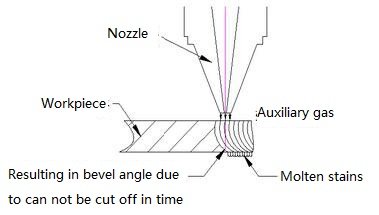
con lo que toda la sección de corte es más gruesa, pero no se genera fusible.
La velocidad de avance del corte es demasiado rápida, lo que provoca que la placa no pueda cortarse a tiempo, la sección de corte muestre líneas oblicuas y la parte inferior genere manchas fundidas. Como se muestra a continuación:
Efecto sobre la calidad de corte de un avance de corte por láser demasiado lento:
provocar una sobrefusión de la placa de corte y una sección de corte rugosa.
La anchura de la hendidura aumentará, lo que hará que toda la zona se funda en filetes más pequeños o esquinas afiladas, con la consiguiente mala calidad de corte.
Baja eficacia de corte, lo que afecta a la capacidad de producción.
Para determinar la velocidad de avance de corte adecuada, observe las chispas de corte: si se extienden de arriba abajo y se inclinan, la velocidad de avance es demasiado rápida. Si las chispas están condensadas y no se extienden, la velocidad de avance es demasiado lenta. Con la velocidad de corte correcta, la superficie de corte mostrará una línea más suave, y la mitad inferior de la placa no se fundirá.
Como se muestra a continuación:
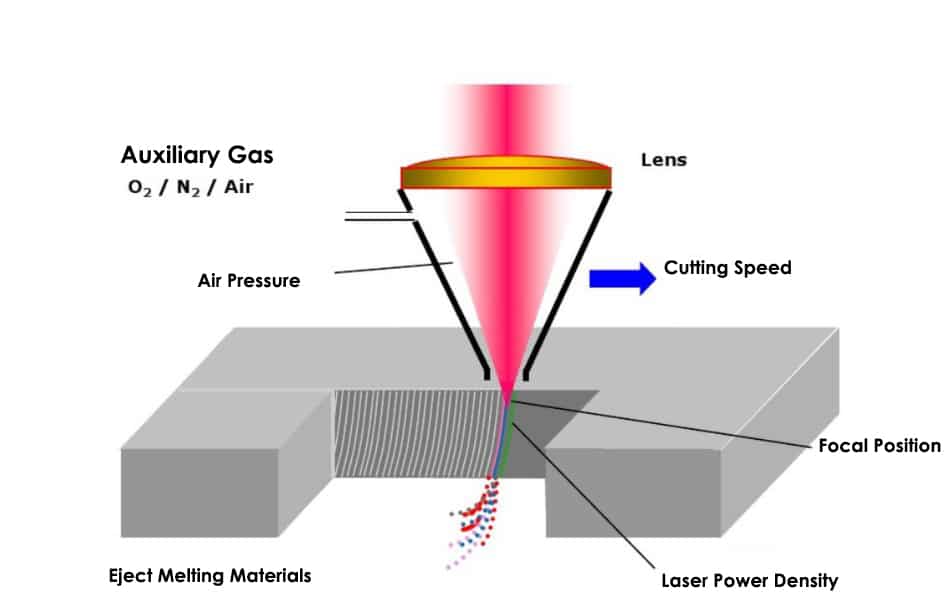
Instrucciones de selección de gas y presión para el corte por láser
La elección del gas de corte en el corte por láser depende del material que se vaya a cortar. La selección del gas de corte y la presión tienen un impacto significativo en la calidad del corte.
La función principal del gas de corte es ayudar a la combustión y disipar el calor soplando los residuos y evitando que entren en la boquilla y dañen la lente de enfoque.
Impacto del gas de corte y la presión en la calidad del corte
Un gas de corte adecuado favorece la combustión y la disipación del calor, lo que se traduce en un corte de mayor calidad.
Cuando la presión del gas de corte es insuficiente, el proceso de corte se verá afectado por la acumulación de residuos, y la velocidad de corte no cumplirá los requisitos de producción.
Cuando la presión del gas de corte es demasiado alta, la superficie de corte será rugosa y la ranura será ancha, lo que provocará que parte del corte se funda, dando como resultado una mala calidad de corte.
Impacto de la presión del gas de corte en la perforación
Si la presión del gas es demasiado baja, el láser tendrá dificultades para penetrar en la placa de corte, lo que prolongará el tiempo de perforación y reducirá la productividad.
Si la presión del gas es demasiado alta, el punto de penetración se fundirá y formará un punto de fusión mayor, lo que afectará a la calidad del corte.
Para el taladrado láser, se necesita un chapa metálica generalmente se utiliza una presión de punzonado, mientras que para punzonar chapas gruesas se utiliza una presión inferior.
Al cortar acero al carbono ordinario, cuanto más grueso sea el material, menor será la presión del gas de corte.
En corte de acero inoxidableLa presión del gas de corte se mantiene alta, independientemente del grosor del material.
En conclusión, la selección del gas de corte por láser y de la presión debe ajustarse en función de las condiciones y circunstancias específicas de cada aplicación.
Nuestros equipos de corte por láser se suministran con dos conductos de gas, uno para oxígeno y aire, y otro para nitrógeno a alta presión. Estos dos canales de gas deben conectarse a una válvula reductora de presión, como se muestra en la figura siguiente.
Descripción de la válvula limitadora de presión: la parte izquierda de la tabla muestra la presión actual, la derecha la capacidad de gas restante.
"Advertencia"
La presión de suministro de nitrógeno no debe superar los 20 kg;
La presión del suministro de oxígeno no debe superar los 10Kg, o puede provocar la rotura de la tubería de gas.
Impacto de la potencia de corte láser en la calidad del corte
La elección de potencia del láser El tamaño de la placa influye en la calidad del corte, por lo que es importante determinar la potencia de corte en función del material y el grosor de la placa. Una potencia de láser demasiado pequeña o demasiado grande dará lugar a una calidad de corte deficiente.
A) Si la potencia del láser es demasiado pequeña, no se producirá el corte. B) Cuando el ajuste de la potencia del láser es demasiado grande, toda la superficie de corte se fundirá y la hendidura será demasiado ancha, lo que dará lugar a una mala calidad de corte. C) Cuando el ajuste de la potencia del láser es insuficiente, se producirá suciedad de corte y aparecerán cicatrices en la sección de corte.
Por lo tanto, ajustar una potencia de láser adecuada, junto con el gas de corte y la presión apropiados, dará como resultado una buena calidad de corte sin manchas fundidas.
Para reducir la variación en el tamaño del punto focal causada por los cambios en el tamaño del haz antes del enfoque, los fabricantes de sistemas de corte por láser ofrecen varias opciones entre las que los usuarios pueden elegir:
Tubo óptico paralelo. Esta opción consiste en añadir un tubo óptico paralelo al extremo de salida del láser de CO2, lo que aumenta el diámetro del haz y reduce su ángulo de divergencia, con lo que los extremos cercano y lejano del haz se aproximan al mismo tamaño.
Lente móvil independiente. Se puede añadir una lente móvil independiente al eje inferior del cabezal de corte, separada del eje Z que controla la distancia entre la boquilla y la superficie del material. Esta lente se mueve en tándem con la mesa de la máquina herramienta o el eje de luz, garantizando que el diámetro del punto focal se mantenga constante en toda el área de procesamiento.
Control de la presión del agua del espejo de enfoque. Este método, normalmente en un sistema de enfoque por reflexión metálica, reduce la curvatura focal del punto focal ajustando automáticamente la presión del agua, reduciendo así el tamaño del haz y aumentando el tamaño del punto focal.
Sistema de trayectoria óptica de compensación en dirección X e Y. Esta opción consiste en añadir un sistema de trayectoria óptica de compensación a la máquina de corte de rayo volante. La longitud de la trayectoria óptica de compensación disminuye a medida que aumenta la distancia de corte del extremo lejano, al tiempo que aumenta el rayo volante de compensación para mantener la longitud de la trayectoria óptica constante al cortar el extremo cercano.
2. Tecnología de perforación de corte.
Casi todas las tecnologías de corte en caliente, salvo algunas excepciones, deben empezar por taladrar un pequeño agujero en la placa. En el pasado, un punzón láser se utilizaba para troquelar el agujero antes de iniciar el corte por láser. Existen dos métodos básicos para las máquinas de corte por láser sin dispositivo de troquelado:
Perforación con explosivos:
Tras la irradiación láser continua, se forma un hoyo en el centro del material, que luego es eliminado rápidamente por el flujo de oxígeno junto con el rayo láser. El tamaño medio de los agujeros depende del grosor de la chapa, y el diámetro medio de los agujeros de chorro es la mitad del grosor de la chapa. Este método no es adecuado para piezas de alta precisión (como tubos de costura de pantallas de aceite) debido al gran diámetro de los orificios y a la escasa redondez. Sólo se utiliza para la chatarra. Además, la presión de oxígeno utilizada para la perforación es la misma que para el corte, lo que provoca importantes salpicaduras.
Perforación por impulsos:
Se utiliza un láser pulsado con un pico de potencia para fundir o vaporizar una pequeña cantidad de material, con aire o nitrógeno como gas auxiliar para reducir la expansión del orificio debida a la oxidación exotérmica. La presión de oxígeno utilizada es menor que durante el corte. Cada láser pulsado crea sólo partículas pequeñas y profundas, por lo que se tarda unos segundos en perforar placas gruesas. Una vez finalizada la perforación, el gas auxiliar se sustituye inmediatamente por oxígeno para el corte. Este método da como resultado un diámetro de perforación menor y una mejor calidad de perforación que la perforación por chorro.
El láser debe tener una alta potencia de salida, así como características temporales y espaciales del haz, por lo que el generador general de láser de CO2 no puede cumplir los requisitos del corte por láser. Además, la perforación por pulsos debe tener un sistema de control de gas fiable para controlar el tipo de gas, el cambio de presión y el tiempo de perforación. Debe hacerse hincapié en la tecnología de transición de la perforación por pulsos al corte continuo para lograr incisiones de alta calidad.
En teoría, las condiciones de corte que normalmente cambian durante la sección de aceleración incluyen la distancia focal, la posición de la boquilla y la presión del gas. Sin embargo, es poco probable que estas condiciones cambien en un periodo de tiempo tan corto.
3. Diseño de la boquilla y tecnología de control del flujo de aire.
Al cortar acero con láser, el rayo láser y el oxígeno se dirigen a través de una boquilla y sobre el material para formar un flujo de aire. Para que la incisión sea eficaz, el flujo de aire debe ser de alta velocidad y volumen para promover la oxidación y eliminar el material fundido. La calidad del corte se ve afectada no sólo por el rayo láser, sino también por el diseño de la boquilla y el control del flujo de aire (como la presión de la boquilla y la posición del material en relación con el flujo de aire).
En boquilla de corte por láser tiene un diseño sencillo, con un pequeño orificio redondo en el extremo de una abertura cónica. La boquilla suele ser de cobre, que es propenso al desgaste, por lo que debe sustituirse con frecuencia. Por ello, no suelen realizarse cálculos ni análisis de mecánica de fluidos. Se denomina presión de la tobera a la presión del gas que se expulsa por el lado de la tobera, medida en presión manométrica (Pg).
Cuando se utiliza, el gas es expulsado por la boquilla y alcanza la superficie del material a una cierta distancia, denominada presión de corte (Pc). A continuación, el gas se expande hasta alcanzar la presión atmosférica (Pa). La investigación demuestra que a medida que aumenta la presión de la boquilla (Pn), también lo hacen la velocidad del flujo y la presión de corte. Se puede utilizar una fórmula para calcular la velocidad del flujo de aire:
V = 8,2d2 (Pg + 1)
Donde V = velocidad del flujo de gas en L/min d = diámetro de la boquilla en mm Pg = presión de la boquilla (presión manométrica) en bar
Existen diferentes umbrales de presión para los distintos gases. Cuando la presión de la tobera supera un determinado valor, el flujo de aire pasa de subsónico a supersónico. Este umbral depende de la relación entre Pn y Pa y del grado de libertad de las moléculas de gas. Por ejemplo, en el caso del oxígeno, el umbral es Pn = 1 bar x (1,2)3,5 = 1,89 bar. Si la presión de la boquilla es aún mayor (Pn/Pa = (1 + 1/n)1 + n/2, donde Pn = 4 bar), el flujo de aire pasa de una onda de choque oblicua normal a una onda de choque positiva, lo que reduce la presión de corte, la velocidad del flujo de aire y provoca la formación de vórtices en la superficie del material, lo que debilita la capacidad del flujo de aire para eliminar el material fundido y afecta a la velocidad de corte.
Por lo tanto, se utiliza la boquilla cónica con un pequeño orificio redondo, y la presión de la boquilla de oxígeno suele mantenerse por debajo de 3 bares.
Para determinar el modelo, el tamaño y la cantidad de cortadoras láser que debe adquirir, es importante conocer el alcance de la producción de su empresa, los materiales de procesamiento y el grosor de corte. Es aconsejable realizar una configuración sencilla para la posterior compra.
Las máquinas de corte por láser se utilizan en diversas industrias, como la de teléfonos móviles y ordenadores, transformación de chapa, electrónica, impresión, envasado, cuero, confección, tejidos industriales, publicidad, artesanía, muebles, decoración, equipos médicos e instrumentos.
Los modelos más populares del mercado son el 3015 y el 2513, que miden 3×1,5 m y 2,5×1,3 m (ancho x largo de la bancada) respectivamente. Sin embargo, el tamaño de la cortadora láser no es un problema, ya que los proveedores suelen ofrecer cortadoras láser de distintos tamaños para que el cliente elija, y también pueden personalizarse.
En cuanto al precio de las máquinas de corte por láser de fibra, puede encontrar más información en un post relacionado. El personal profesional puede llevar a cabo soluciones de simulación in situ o proporcionar soluciones, y también puede llevar sus propios materiales al fabricante para hacer muestras.
Costura de corte fina - La costura de corte por láser suele ser de 0,10 mm-0,20 mm.
Superficie de corte lisa - La presencia de rebabas en la superficie de corte del láser puede variar. Generalmente, las máquinas de corte por láser YAG tienen algunas rebabas, que están determinadas principalmente por el espesor de corte y el gas. Por lo general, no hay rebabas por debajo de 3 mm. El corte con nitrógeno es el mejor, seguido por el corte con oxígeno y corte por aire siendo las peores. La máquina de corte por láser de fibra es la que tiene menos rebabas, con una superficie de corte muy lisa y gran velocidad.
Compruebe la deformación del material.
Potencia del láser - Por ejemplo, si la fábrica corta principalmente placas de metal de menos de 6 mm, no es necesario comprar una máquina de corte por láser de alta potencia. Una máquina de corte por láser de fibra de 500W puede satisfacer la demanda de producción. Si la producción es mayor, y hay preocupación por la eficiencia de la cortadora láser de 500W, la mejor opción sería comprar dos o más máquinas de corte por láser más pequeñas y de potencia media. Esto ayudará a la fábrica a ahorrar costes y mejorar los beneficios.
Las piezas centrales de la cortadora láser - El generador láser y cabezal láser son los componentes principales de la cortadora láser. La mayoría de los generadores láser utilizan marcas IPG importadas, mientras que el tipo económico es el Raycus de marca china. También es importante prestar atención a otros componentes como el motor eléctrico (si se trata de un servomotor), guía lineal, marco, etc, ya que estos componentes también pueden afectar a la precisión de corte. También debe tenerse en cuenta el sistema de refrigeración de la máquina de corte por láser, el armario de refrigeración. Muchas empresas utilizan aires acondicionados domésticos para la refrigeración, pero esto no es eficaz. Lo mejor es utilizar aires acondicionados industriales para una refrigeración óptima.
Reparación y gastos - Cualquier equipo sufrirá daños durante su uso en diversos grados. En caso de avería, hay que considerar la oportunidad y el coste de la reparación. Por lo tanto, es necesario conocer el servicio posventa de la empresa a través de diversos canales, como por ejemplo si la cuota de mantenimiento es razonable.
Cómo BRICOLAJE Cortadora láser de fibra óptica?
Si necesita una cortadora láser, es fácil adquirirla. El bricolaje puede ser un reto y puede no resultar en un ahorro de costes. Hay personas que son entusiastas de las cortadoras láser y han creado un cortadora láser de metal diseñando ellos mismos el software, el circuito y la maquinaria. Este proceso duró aproximadamente tres meses.
Sin embargo, si desea aprender y adquirir experiencia práctica, la construcción de una máquina de principio a fin puede ser una experiencia gratificante. Echa un vistazo a los siguientes recursos para cortadoras láser DIY:
Kit de cortadora láser
Lista de piezas de desgaste de la cortadora láser
No.
Artículo
1
Lente protectora
2
Elemento filtrante
3
Boquilla de cobre
4
Lente de enfoque
5
Anillo de cerámica
6
Lente colimadora
7
Amplificador
8
Conector del amplificador
Análisis de costes de funcionamiento de la cortadora láser.
1) Tomemos como ejemplo el acero inoxidable de 1 mm para calcular el capital utilizado y el coste del tiempo.
Por ejemplo:
Considere la posibilidad de cortar 50.000 metros de acero inoxidable de 1 mm. El cálculo del periodo de tiempo puede variar debido al corto tiempo de perforación de agujeros para chapas finas y a las diferencias en las disposiciones de producción que pueden no registrar la carrera en vacío. Por lo tanto, los resultados estadísticos pueden no reflejar con exactitud las comparaciones de eficiencia y costes.
Nota: El tiempo de carga y descarga no se incluye en el cálculo.
Cortadora láser de fibra con una potencia de 2000 W:
50.000 m ÷ 20 m/min ÷ 60 min = 41,7 h ≈ 5 días
41,7 h x (27,8 RMB + 70 RMB) ≈ 4078 RMB
Cortadora láser de CO2 con una potencia de 3000W:
50.000 m ÷ 8 m/min ÷ 60 min = 104,2 h ≈ 13 días
104,2 h x (63,5 RMB + 70 RMB) ≈ 13911 RMB
Cortadora láser de CO2 con una potencia de 2000W:
50.000 m ÷ 6,5 m/min ÷ 60 min = 128,2 h ≈ 16 días
128,2 h x (50,5 RMB + 70 RMB) ≈ 15488 RMB
1mm SS
Láser de fibra de 2000 W
Láser de CO2 3000 W
Láser CO2 2000W
Tiempo(día)
5
13
16
Coste(RMB)
4078
13911
15488
2) Tomemos como ejemplo el acero inoxidable de 2 mm para calcular el capital utilizado y el coste del tiempo.
Por ejemplo:
Corte de acero inoxidable de 2 mm, con un total de 50.000 metros, en un periodo de tiempo estimado:
Cortadora láser de fibra con una potencia de 2000W:
50.000 m ÷ 8,5 m/min ÷ 60 min = 98 horas ≈ 12 días
98 horas × (27,8 RMB + 70 RMB) ≈ 9588 RMB
Cortadora láser de CO2 con una potencia de 3000W:
50.000 m ÷ 4,5 m/min ÷ 60 min = 185,2 horas ≈ 23 días
185,2 horas × (63,5 RMB + 70 RMB) ≈ 24724 RMB
Cortadora láser de CO2 con una potencia de 2000W:
50.000 m ÷ 3 m/min ÷ 60 min = 277,8 horas ≈ 34,7 días
4) Eficacia de funcionamiento(toma 1~4mm de espesor como ejemplo).
Artículo
Espesor(mm)
IPG2000
CO2 2000W
CO2 3000W
Velocidad de corte(m/min)
Acero dulce
1
10.0-13.0
5.0-6.5
6.0-9.0
2
5.0-6.0
3.5-5.0
4.0-5.6
3
3.0-4.8
3.0-3.8
3.0-4.6
4
2.8-3.5
2.5-3.3
2.6-3.8
5
2.2-3.0
2.2-2.8
2.2-3.2
6
1.8-2.5
1.8-2.5
2.0-2.8
8
1.2-1.8
1.1-1.6
1.3-2.0
10
1.1-1.3
1.0-1.3
1.2-1.6
12
0.9-1.2
0.9-1.1
1.0-1.4
SS
1
15.0-22.0
6.0-9.0
7.0-9.0
2
7.0-9.0
3.8-4.5
4.2-5.2
3
3.5-5.5
2.0-2.5
2.8-3.9
4
3.0-4.5
1.2-1.8
2.0-2.8
5
1.8-2.5
1.0-1.3
1.6-2.0
6
1.2-1.8
0.6-0.9
1.3-1.6
8
0.8-1.0
0.7-1.0
Mantenimiento y solución de problemas de máquinas de corte por láser de fibra óptica
Resumen
Para garantizar el correcto funcionamiento de una máquina de corte por láser, ésta requiere un mantenimiento rutinario. Dado que la máquina utiliza componentes de alta precisión, es importante llevar a cabo el proceso de mantenimiento con cuidado y seguir estrictamente los procedimientos operativos. También se recomienda designar a una persona específica para realizar el mantenimiento a fin de evitar cualquier daño a los componentes.
Los usuarios deben tener siempre a mano las siguientes piezas de repuesto:
A) Acetona (pureza 99,5%, con menos de 0,3% de agua y capacidad de 500ml) B) Algodón absorbente (5 paquetes, de grado médico u óptico) C) Alcohol (500ml, con pureza 99,5%+) D) Gotero (médico) E) Hisopo de algodón (dos paquetes) F) Multímetro (uno).
También se facilitan las instrucciones para instalar o sustituir la lente interna del cabezal de corte.
(1) Antes de instalar la lente óptica, es importante: llevar ropa limpia, limpiarse las manos con jabón o detergente y ponerse guantes blancos limpios; no tocar ninguna parte de la lente con las manos desnudas; coger la lente por el lateral, sin tocar directamente la superficie de revestimiento de la lente.
(2) Cuando montes el objetivo, evita soplar con la boca; colócalo sobre un escritorio limpio y pon debajo unas hojas de papel profesional.
Manipule el objetivo con cuidado para evitar magulladuras o caídas, y no aplique ninguna fuerza sobre la superficie de revestimiento del objetivo. Limpie el portalentes antes de instalar el objetivo, utilizando una pistola de aire limpio para eliminar el polvo y la suciedad. A continuación, coloque suavemente el objetivo en el portalentes.
(3) Cuando instale la lente en el portalentes, no aplique una fuerza excesiva para fijarla, ya que podría deformarla y afectar a la calidad del haz.
(4) Precauciones al sustituir la lente óptica:
Manipule la lente con cuidado al sacarla de la caja para evitar arañazos.
No ejerza ninguna presión sobre la lente hasta haber retirado el papel de embalaje
Utiliza guantes limpios para sacar la lente protectora y la lente de enfoque de la caja y retírala por el lateral de la lente
Evite que el polvo y otros objetos caigan sobre el objetivo al retirar el papel de embalaje
Utilice una pistola de aire limpio para eliminar el polvo de la lente y colóquelo en papel para lentes ópticas
Elimine el polvo y la suciedad del portaobjetivos y los soportes para evitar que caigan cuerpos extraños sobre el objetivo durante el montaje.
No aplique demasiada fuerza al instalar el objetivo en el portalentes para evitar que se deforme.
Una vez finalizado el montaje de la lente, utilice una pistola de aire limpio para eliminar cualquier resto de polvo o materia extraña en la lente.
Pasos para limpiar la lente de la máquina de corte por láser:
Primero, sopla el polvo del espejo con una pistola de aire limpio. A continuación, utilice un bastoncillo de algodón limpio para eliminar la suciedad. Sumerja el bastoncillo de algodón en alcohol nuevo de gran pureza o acetona y realice movimientos circulares empezando por el centro de la lente y moviéndose hacia fuera.
Repita el proceso hasta que la lente esté limpia, cambiando a un nuevo bastoncillo de algodón limpio después de cada ronda. Utilice un paño limpio para eliminar cualquier marca residual en el espejo, teniendo cuidado de no rayarlo. Observe la lente con mucha luz para ver si el reflejo es bueno, lo que indica que la lente se ha limpiado. Si el reflejo no es bueno, continúe con el proceso de limpieza.
Por último, coloque la lente limpia en la base del espejo siguiendo el método anterior. Está prohibido volver a utilizar el mismo bastoncillo de algodón para la limpieza.
Almacenamiento de lentes ópticas
El almacenamiento adecuado de las lentes ópticas es esencial para mantener su calidad.
El entorno de almacenamiento debe estar entre 10-30°C, ya que colocar el objetivo en un congelador o entorno similar puede causar condensación, lo que puede dañar fácilmente el objetivo.
La temperatura del entorno de almacenamiento no debe superar los 30°C, ya que podría afectar al revestimiento de la superficie de la lente.
Cuando guarde el objetivo en una caja, debe colocarlo en un entorno sin vibraciones para evitar que se deforme y mantener sus prestaciones.
Inspección eléctrica
El mantenimiento consiste principalmente en comprobar la estabilidad de la tensión de alimentación diaria, mantener la limpieza y la ventilación adecuada del armario eléctrico de la máquina y garantizar la integridad y seguridad de cada componente eléctrico.
Ciclo de mantenimiento
A) El ciclo de mantenimiento del láser, el enfriador y el compresor de aire debe ajustarse al programa especificado en el manual de instrucciones.
B) El primer mantenimiento de la máquina debe realizarse después de 24 horas de uso, seguido de otro mantenimiento después de 100 horas de uso, luego una revisión después de seis meses, y a partir de entonces el mantenimiento debe realizarse cada seis meses o una vez al año (dependiendo de las circunstancias específicas del cliente).
Mantenimiento durante el funcionamiento
Antes de utilizar la máquina, es importante realizar una comprobación y mantenimiento diarios de la máquina de corte por láser de acuerdo con la lista de inspección diaria. Si nota algún sonido anormal mientras la máquina está en uso, deténgala inmediatamente y realice una inspección minuciosa. Cuando haya terminado de utilizar la máquina de corte por láser, asegúrese de apagarla en el orden correcto y de limpiar tanto la mesa de la máquina como el área que la rodea. No deje ningún objeto ajeno a la máquina sobre la mesa o el panel de control.
Compruebe periódicamente el nivel de aceite de la bomba de lubricación y rellénela según sea necesario para garantizar que las guías de los ejes X e Y estén completamente lubricadas, mantener la precisión de la máquina y prolongar la vida útil de las guías de los ejes X e Y.
Limpie la guía lineal del eje Z y el polvo del eje del tornillo una vez a la semana y añada aceite de motor.
Compruebe una vez a la semana si hay daños en las tuberías de agua y aire, y avise inmediatamente al personal de mantenimiento de la empresa si detecta algún desperfecto.
Limpie el aire cada semana para filtrar los residuos y el polvo.
Compruebe el nivel de agua de refrigeración interna del refrigerador de agua cada semana y añada más si es necesario.
Compruebe la suciedad de la lente de enfoque cada dos semanas y límpiela si es necesario para garantizar su vida útil.
Compruebe el espejo protector una vez al día para mantener su efecto de corte.
Comprueba el recorrido del gas una vez al mes para eliminar cualquier peligro potencial.
Compruebe periódicamente que los cables externos no estén dañados y que las interfaces de línea del armario de distribución no estén flojas.
Ajuste la nivelación de la máquina después de seis meses de uso para garantizar su precisión de corte.
Mantenimiento para un uso no prolongado
Cuando la máquina no se utilice durante largos periodos de tiempo, aplique una capa protectora, como aceite o grasa, a las piezas móviles. Envuélvalas en papel antioxidante y compruebe periódicamente si hay óxido, eliminándolo rápidamente y aplicando medidas de prevención del óxido en las zonas afectadas. (Considere la posibilidad de añadir un guardapolvo si el presupuesto lo permite.) Mantenga una limpieza e inspección periódicas de la máquina.
Problemas
Causas
Soluciones
Las piezas se procesan sin salida de gas auxiliar
1. falta de presión;
1. compruebe la presión del aire;
2. La electroválvula o el cable están rotos;
2. comprobar la electroválvula o el conducto de la electroválvula
Hay un sonido anormal en el movimiento del eje
1. sin lubricantes en las piezas móviles;
1. añadir lubricantes;
2. comprobar que la trayectoria de desplazamiento es segura
2. compruebe la seguridad de la trayectoria de las piezas móviles
No hay láser en el cabezal de corte o la luz es débil.
1. no hay señal luminosa;
1. Compruebe la línea de señal PWM;
2. El láser o la fibra están rotos;
2. Compruebe si la alarma láser;
3. Bloque de boquilla; trayectoria óptica parcial;
3. sustituir la boquilla; 4. ajustar la trayectoria óptica
El patrón de corte no coincide con el tamaño del dibujo
1. los errores del programa;
1. lea las instrucciones. compruebe que el funcionamiento es correcto;
2. la precisión de posicionamiento se ha visto afectada;
2. comprobar la precisión de la máquina está calificado;
Nota: No hay una opción "mejor", sólo opciones mejores, elija la que más le convenga.
El corte por láser es un proceso de fabricación maduro y el rendimiento de las máquinas de corte por láser de las mejores marcas no es muy diferente. La elección de la mejor máquina de corte por láser se basa principalmente en los materiales de producción. Es necesario tener en cuenta los siguientes factores:
Costura de corte: La costura de corte láser típica es de 0,10-0,20 mm.
Superficie de corte lisa: No debe haber rebabas en la superficie de corte.
Baja deformación térmica: El proceso de corte por láser se caracteriza por una costura de corte fina, una velocidad rápida y una energía concentrada, lo que se traduce en una transferencia mínima de calor al material y una baja deformación.
Adecuado para el procesamiento de productos grandes: Tratamiento por láser elimina la necesidad de moldes en la fabricación de productos de gran tamaño, lo que puede reducir considerablemente los costes de producción y mejorar la calidad del producto.
Adecuado para el desarrollo de nuevos productos: El procesamiento por láser puede realizarse inmediatamente después de completar el diseño del producto, lo que permite acortar el ciclo de desarrollo.
Ahorro de material: El procesamiento por láser utiliza la programación informática para maximizar la utilización del material mediante el corte de productos en diferentes formas.
Funcionamiento de la máquina de corte por láser de fibra óptica
Antes de utilizar la máquina de corte por láser, es importante comprender el funcionamiento de sus distintas piezas y seguir los métodos de funcionamiento adecuados tanto para el rendimiento de la máquina como para la seguridad personal.
Antes de utilizarlo, realice las siguientes comprobaciones:
Compruebe el nivel de aceite de la máquina y rellene según sea necesario para mantenerlo dentro del rango normal.
Comprueba si hay fugas en las canalizaciones de agua y gas y asegúrate de que la calidad del aire y del agua es normal y no está contaminada.
Verifique que el rayo láser se emite desde el centro de la tobera de gas comprobando la alineación coaxial del láser y la tobera.
Asegúrese de que la boca de la boquilla de gas de corte es la adecuada para el proceso de corte y sustitúyala si es necesario.
Compruebe la conexión del gas auxiliar para el corte y ajuste la presión del gas al nivel adecuado si es necesario.
Precauciones y señales de seguridad antes del uso y durante el uso
Representa "Atención", no seguir la operación correcta podría resultar en lesiones personales o daños al equipo
Representa que hay un rayo láser a través de, no pase de la viga, de lo contrario, causará quemaduras en el cuerpo humano o incluso potencialmente mortal
Representa un peligro de alimentación de alta tensión, no se acerque a la alta presión, de lo contrario, causará una descarga eléctrica o incluso la vida en peligro
Precauciones:
A) Nunca mire directamente al láser, incluida la luz roja.
B) Mantenga a las personas y los objetos ajenos al trabajo fuera del alcance del láser al abrir la persiana.
C) El operario debe llevar gafas protectoras y permanecer presente durante el funcionamiento de la máquina de corte por láser.
D) Si surge algún problema durante el uso, accione inmediatamente el interruptor de parada de emergencia o desconecte la alimentación principal.
E) Controlar continuamente la temperatura del agua de refrigeración y la presión del gas de trabajo durante el uso.
F) Utilice la máquina únicamente con la formación adecuada y siguiendo los procedimientos de funcionamiento seguro. Se prohíbe terminantemente el uso de la máquina a personal no autorizado.
G) El láser de la máquina de corte por láser es un producto láser de clase 4, y el rayo láser invisible, el reflejo de la lente y la luz difusa pueden ser perjudiciales para el cuerpo humano, especialmente para los ojos. El personal debe tomar las precauciones necesarias y evitar incidentes de incendio.
H) Los gases de escape generados durante el corte por láser pueden ser nocivos para el operario, por lo que debe asegurarse de que el aspirador de la máquina funciona correctamente.
I) Mantener el equipo de corte por láser limpio y organizado, lubricando según las instrucciones y gestionando adecuadamente las herramientas y accesorios para evitar pérdidas. Si se produce algún fallo de funcionamiento, detenga la máquina inmediatamente e informe a los ingenieros pertinentes si el operario no puede resolver el problema.
J) Para evitar daños por descarga eléctrica, sólo el personal de mantenimiento profesional está autorizado a inspeccionar o reparar la parte de control eléctrico de la máquina de corte por láser.
Secuencia de encendido y apagado:
A) Comience por encender la fuente de alimentación externa para suministrar electricidad al armario eléctrico.
B) Asegúrese de que el interruptor del enfriador de agua esté encendido (no apague el interruptor del enfriador de agua después de usarlo).
C) Compruebe que el interruptor de parada de emergencia está en la posición de desbloqueo.
D) Gire el interruptor de llave a la posición "on".
E) Enciende el ordenador.
F) Por último, encienda el láser a la izquierda.
Para apagar la máquina de corte por láser, invierta el orden de estos pasos.
Uso y programación de software:
Para obtener instrucciones sobre el uso del software, consulte el manual. Los detalles no se discutirán aquí.
Calibración automática del sensor de altura:
Si necesita calibrar el sensor de altura al cambiar la boquilla o si la distancia del servo no es precisa, la calibración puede corregir la altura del seguidor. Los pasos son los siguientes:
A) Mueva el cabezal de corte hasta aproximadamente 5 mm de la superficie de la placa.
B) Seleccione "Calibración" en la antorcha de control de altura → "Calibración del cabezal flotante" → "Confirmar".
C) El cabezal de corte bajará dos veces durante el proceso, que dura unos 10 segundos. Compruebe la posición de la placa durante este tiempo.
D) La curva de calibración se mostrará en la antorcha de control de altura cuando finalice la calibración. La curva debe ser suave para un resultado de calibración normal. Si el resultado de la calibración es deficiente, afectará al efecto de corte y será necesario repetir la calibración.
Hay varios factores que pueden afectar a los resultados de la calibración, entre ellos:
Una superficie inestable en el tablero.
Sacudida de la corredera del eje Z.
Graves interferencias eléctricas de fuentes externas.
Los resultados de la calibración se clasifican como A, B, C o D. La cortadora láser puede utilizarse normalmente si el resultado de la calibración es superior a "C", y se requiere una recalibración para eliminar interferencias si el resultado es "D".
Seguridad de las máquinas de corte por láser
Esta sección se centra en la importancia de la seguridad láser y proporciona directrices para el funcionamiento seguro de las máquinas de corte por láser. Es crucial que cada operario conozca los conocimientos comunes y las medidas de seguridad para garantizar su bienestar.
"Precauciones"
A) Designar administradores de seguridad para establecer sus responsabilidades e impartir formación sobre seguridad a los operadores de procesamiento láser.
B) Defina el área de gestión de la seguridad del láser y coloque señales de advertencia en la entrada. Las señales deben incluir información sobre la potencia de la máquina, tipo láserLa prohibición de entrada a personas ajenas a la empresa y la importancia de la protección ocular. También debe incluirse el nombre del responsable de seguridad.
C) Los operadores de máquinas de procesamiento láser deben recibir formación especializada y sólo pueden utilizar la máquina con el permiso del responsable de seguridad.
Aviso de seguridad láser
Los principales daños del láser en el cuerpo humano se producen en los ojos y la piel. La exposición al láser puede producir quemaduras en cualquier parte del cuerpo, por lo que es importante evitar poner cualquier parte del cuerpo en el camino de la luz de los equipos láser para evitar daños por uso indebido.
Protección de los ojos y la piel
Durante el procesamiento por láser, se suelen utilizar láseres de CO2 y YAG, y cada uno de ellos tipo de láser pueden causar distintos daños al cuerpo humano. El láser YAG es más dañino ya que su longitud de onda tiene una alta transmitancia a los ojos humanos, lo que puede dañar la retina. Por otro lado, los láseres de CO2 causan daños principalmente en forma de quemaduras en la córnea de los ojos. Ambos tipos de láser la exposición puede provocar cataratas oculares y riesgo de quemaduras cutáneas. De ahí la importancia de utilizar las medidas de protección adecuadas según el tipo de láser que se utilice durante el proceso de ajuste.
Prevención de incendios
El corte por láser implica a menudo el uso de oxígeno y chispas durante el proceso de corte, lo que aumenta el riesgo de incendio. Por lo tanto, la zona de trabajo no debe contener materiales inflamables o explosivos y debe contar con las instalaciones preventivas necesarias.
Seguridad eléctrica
A) Evite tocar los interruptores con las manos mojadas para evitar descargas eléctricas
Las zonas de la máquina de corte por láser marcadas con señales luminosas indican que estas partes tienen alta tensión eléctrica o componentes eléctricos. Los operarios que estén cerca de estas piezas o realizando tareas de mantenimiento deben tener cuidado para evitar descargas eléctricas. Esto incluye la cubierta protectora en la posición del servomotor, la caja de conexiones detrás de la columna, el armario del transformador de la máquina de corte por láser y las puertas del armario eléctrico, etc.
B) Familiarizarse con las funciones y las teclas
Asegúrese de leer detenidamente el manual de la máquina y el esquema eléctrico para familiarizarse con las funciones y claves de la máquina de corte por láser.
C) Prohibir cambios no autorizados en los parámetros de la máquina
No abra fácilmente las puertas eléctricas y prohíba los cambios no autorizados en los parámetros de la máquina, los parámetros del servo y el potenciómetro (que coincidan con la tabla de intercambio). Si es necesario realizar algún cambio, deberá ser instruido por el fabricante del equipo de corte por láser y aprobado por el personal profesional. Recuerde registrar los valores de los parámetros antes de realizar cualquier cambio para poder restablecer el estado original en caso necesario.
D) Protéjase de la alta tensión y los rayos X
La tensión de alimentación general de la cortadora láser de procesamiento es de varios miles a decenas de miles de voltios, por lo que es importante evitar la exposición a la alta tensión del láser y a los rayos X generados por el tubo de electrones bajo alta tensión.
E) Evite tocar las partes activas del armario eléctrico
No toque las partes bajo tensión del armario eléctrico cuando esté bajo tensión, como el dispositivo de control numérico, el servomotor, el transformador, el ventilador, etc.
Alerta:
Después de un corte de corriente, espere al menos 5 minutos antes de tocar el terminal. Puede haber alta tensión entre el terminal de la línea de alimentación durante un periodo de tiempo después del fallo de alimentación, por lo que para evitar descargas eléctricas, no lo toque inmediatamente.
Máquina de corte por láser's medidas de protección
"Designar un administrador de seguridad"
Designar un administrador de seguridad para determinar sus responsabilidades y llevar a cabo una operación segura y educación en seguridad para los operadores de procesamiento láser.
"Área de Gestión de la Seguridad Láser"
Especifique la zona de gestión de la seguridad del láser y coloque una tarjeta de advertencia a la entrada de la zona. La tarjeta de advertencia debe incluir la potencia de la máquina de procesamiento láser, el tipo de láser, la prohibición de entrada a personas ajenas, una advertencia para proteger los ojos y el nombre del responsable de seguridad.
"Interruptor de llave de máquina"
Cuando la máquina de procesamiento láser no esté en uso, asegúrese de extraer el interruptor de llave y guardarlo bajo llave para evitar daños causados por un uso indebido.
"Sistema de escape de humos y gases"
Asegúrese de que el humo, el gas y los gases de trabajo del láser producidos durante la fabricación se expulsan al exterior a través del tubo de escape. Todos los cilindros deben almacenarse de forma ordenada y segura.
Los operadores deben conocer los conocimientos comunes
Los operadores de máquinas de corte por láser deben recibir una formación especial para alcanzar un determinado nivel y sólo operan bajo el acuerdo del responsable de seguridad.
Cuando se utilice la máquina de corte por láser o se esté cerca del láser, el operario o la persona deberá llevar gafas de láser y ropa de protección adecuadas. Debe haber una iluminación interior adecuada en la zona donde se lleven las gafas de protección para garantizar que el operario pueda actuar sin problemas.
Para proteger al operario, debe preverse una sala de tratamiento o una pantalla protectora. Deben existir dispositivos de seguridad para evitar la difusión del láser y garantizar la seguridad de los operarios.
Cuando se abre la puerta de la sala de procesamiento, el obturador láser debe estar cerrado.
Tabla de espesores y velocidades de corte por láser de fibra óptica
La siguiente tabla de espesores de corte por láser puede serle útil.
También puede descargar el archivo xls de la tabla de espesores de corte por láser en esta página.
Tabla de espesores y velocidades de corte por láser
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Elegir el láser de fibra de alta potencia adecuado para sus necesidades industriales puede ser una tarea desalentadora. ¿Una mayor potencia significa siempre una mayor eficiencia? No necesariamente. Esta guía explora conceptos erróneos comunes y...
Imagine una herramienta tan precisa que pueda cortar metal con la delicadeza del bisturí de un cirujano. Los láseres de fibra óptica han revolucionado industrias que van de la fabricación a la medicina. Este artículo profundiza en...
¿Se ha preguntado alguna vez cómo la tecnología punta consigue tanta precisión? Los láseres de fibra, una maravilla de la ingeniería moderna, utilizan fibras de vidrio dopadas con tierras raras para generar haces láser muy eficientes y versátiles.....
¿Qué causa el fallo de los cabezales de corte por láser y cómo puede evitarlo? Este artículo profundiza en los problemas comunes de contaminación que afectan a las lentes de los cabezales de corte por láser de fibra y ofrece soluciones prácticas...
¿Alguna vez ha luchado por conseguir el corte perfecto en metal? En esta entrada de blog, desvelaremos los secretos de los parámetros de corte óptimos para varios metales utilizando una...
Imagine cortar metal sin esfuerzo, como si fuera mantequilla. La tecnología láser de fibra ha revolucionado el mecanizado de metales, ofreciendo una precisión y velocidad inigualables. Este artículo explora las velocidades de corte de varios metales...
¿A qué velocidad puede cortar un láser de fibra distintos metales? Si alguna vez se ha preguntado cómo optimizar la velocidad de corte de materiales como el acero al carbono o el aluminio, este artículo ofrece tablas de velocidad detalladas....
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Se ha preguntado alguna vez cuál es la tecnología de corte por láser que reina realmente? Este artículo se sumerge en la batalla entre el láser de fibra y el láser de CO2, explorando sus puntos fuertes y débiles y los factores...