5 Aplicaciones innovadoras de la tecnología láser en la producción industrial
¿Se ha planteado alguna vez cómo revoluciona el láser la fabricación? Desde el corte de precisión hasta la creación rápida de prototipos, la tecnología láser ha transformado los procesos industriales, haciéndolos más rápidos, limpios y eficientes. En este artículo, exploramos cinco aplicaciones revolucionarias de la tecnología láser en diversas industrias, destacando su impacto en la productividad y la calidad. Descubra cómo los láseres no son sólo herramientas, sino innovaciones fundamentales que impulsan los avances industriales modernos. Al final, entenderá por qué es crucial adoptar la tecnología láser para seguir siendo competitivo en el mercado actual.
A mediados del siglo XX surgió la tecnología láser. A lo largo de los años, gracias al duro trabajo y la dedicación de generaciones de científicos y técnicos, la tecnología láser ha evolucionado y se ha perfeccionado. Desde sus primeras fases de desarrollo hasta su aplicación práctica en diversos campos, la tecnología láser ha experimentado un crecimiento y un éxito significativos.
En el siglo XXI, la tecnología láser, en particular procesamiento láser aplicada en el ámbito industrial, ha adquirido una gran popularidad y ha tenido un importante impacto económico y social. Ha contribuido decisivamente al avance de las ciencias naturales y la tecnología y a la progresión de la economía social.
Principio del mecanizado por láser
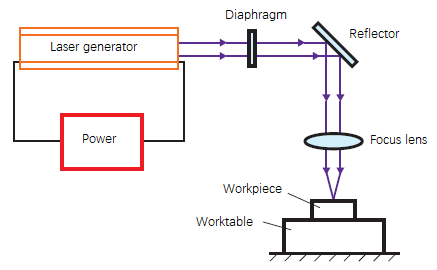
La tecnología de procesamiento láser, como se muestra en la Figura 1, crea un haz láser con alta densidad de energía enfocando la energía de la luz a través de una lente. Esta tecnología utiliza las propiedades únicas de la interacción entre el rayo láser y el material para diversos fines, como el corte, la soldadura, tratamiento superficialpunzonado y micromecanizado de materiales metálicos y no metálicos.
Fig.1 Diagrama esquemático del procesamiento láser
Como tecnología de fabricación de vanguardia, la tecnología de procesamiento láser se utiliza ampliamente en industrias como la automovilística, electrónica, aeronáutica, metalúrgica y de fabricación de maquinaria. Desempeña un papel crucial en la mejora de la calidad de los productos, el aumento de la productividad laboral, el fomento de la automatización y la reducción de la contaminación y el consumo de recursos.
Entre las diversas aplicaciones, el corte por láser, el marcado por láser y el soldadura láser son los más utilizados.
Aplicación de la tecnología láser
Corte por láser
Las técnicas de corte tradicionales, como corte con gasEl corte por plasma, el corte por mecanizado y el corte por plasma tienen sus limitaciones. A pesar de ofrecer velocidades de corte rápidas y la capacidad de cortar materiales más gruesos, la precisión de tamaño de corte suele ser deficiente. Esto se traduce en mayores costes de corte y gastos adicionales de procesamiento.
El mecanizado de corte proporciona una gran precisión, pero su corte lento velocidad limita su capacidad para cortar curvas complejas. Además, se produce una pérdida significativa de material durante el corte.
El corte ciego es más eficaz y rentable, pero su calidad de procesamiento es limitada y su ámbito de aplicación es reducido. La calidad del corte es deficiente, especialmente cuando se procesan chapas gruesas y formas curvas complejas.
En corte por plasma es más eficaz, produce una sección de corte mejor que los otros métodos, pero su precisión de corte está limitada al nivel milimétrico. Por ello, sólo es adecuado para el mecanizado de desbaste y semiacabado.
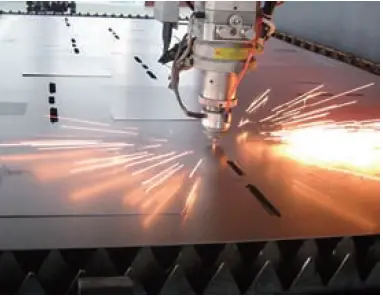
En comparación con la tecnología de corte tradicional, las ventajas de la tecnología de corte por láser (figura 2) son evidentes:
Alta velocidad de corte
Alta eficacia
Amplia gama de mecanizado
Al mecanizar, la incisión es suave porque sustituye la herramienta tradicional o la llama por un haz de luz. No es necesario ningún tratamiento posterior.
La zona afectada por el calor de corte es pequeña.
Pequeña deformación de la chapa
Pequeña costura de corte (alto índice de utilización)
No hay tensión mecánica en la incisión
Sin rebaba de cizalla
Alta precisión de mecanizado
Buena repetibilidad
No dañar la superficie de la placa
Programación CNC
No es necesario abrir el molde
Ahorro económico y de tiempo
En ventajas del corte por láser son especialmente notables cuando se mecanizan curvas. En comparación con el corte por arranque de virutas, la superficie producida por el corte por láser es lisa y no muestra marcas de cuchilla evidentes en las piezas curvas. Además, como la placa permanece inmóvil durante el mecanizado, se elimina el riesgo de arañazos causados por el movimiento.
El corte por láser funciona dirigiendo un rayo enfocado de altaláser de densidad de potencia La pieza se corta soplando el material fundido con un flujo de aire de alta velocidad a lo largo del mismo eje que el haz. A continuación, la pieza se corta soplando el material fundido con un flujo de aire de alta velocidad a lo largo del mismo eje que el haz.
El corte por láser se considera uno de los métodos de corte térmico.
El corte por láser puede dividirse en cuatro categorías:
corte por vaporización láser
corte por fusión láser
corte por oxígeno láser
trazado láser y control de roturas
(1) Corte por vaporización láser
La vaporización por láser es un proceso en el que la pieza se calienta mediante un rayo láser con alta densidad de energía. La temperatura del material aumenta rápidamente y alcanza el punto de ebullición en un breve periodo de tiempo, lo que hace que el material se vaporice y forme vapor. El vapor se expulsa rápidamente, produciendo una incisión en el material. Este método se utiliza principalmente para cortar metales extremadamente finos y materiales no metálicos.materiales metálicos.
(2) Corte por fusión láser
En el corte por fusión láser, el material metálico se funde por calentamiento láser. A continuación, se pulveriza un gas no oxidante, como Ar, He o N2, desde la boquilla a lo largo del mismo eje que el haz. El metal líquido es expulsado por la potente presión del gas, creando una incisión. Este método requiere sólo 1/10 de la energía necesaria para la vaporización, ya que el metal no tiene que vaporizarse completamente. Se utiliza principalmente para cortar metales no oxidables o activos, como el acero inoxidable, titanioaluminio y aleaciones.
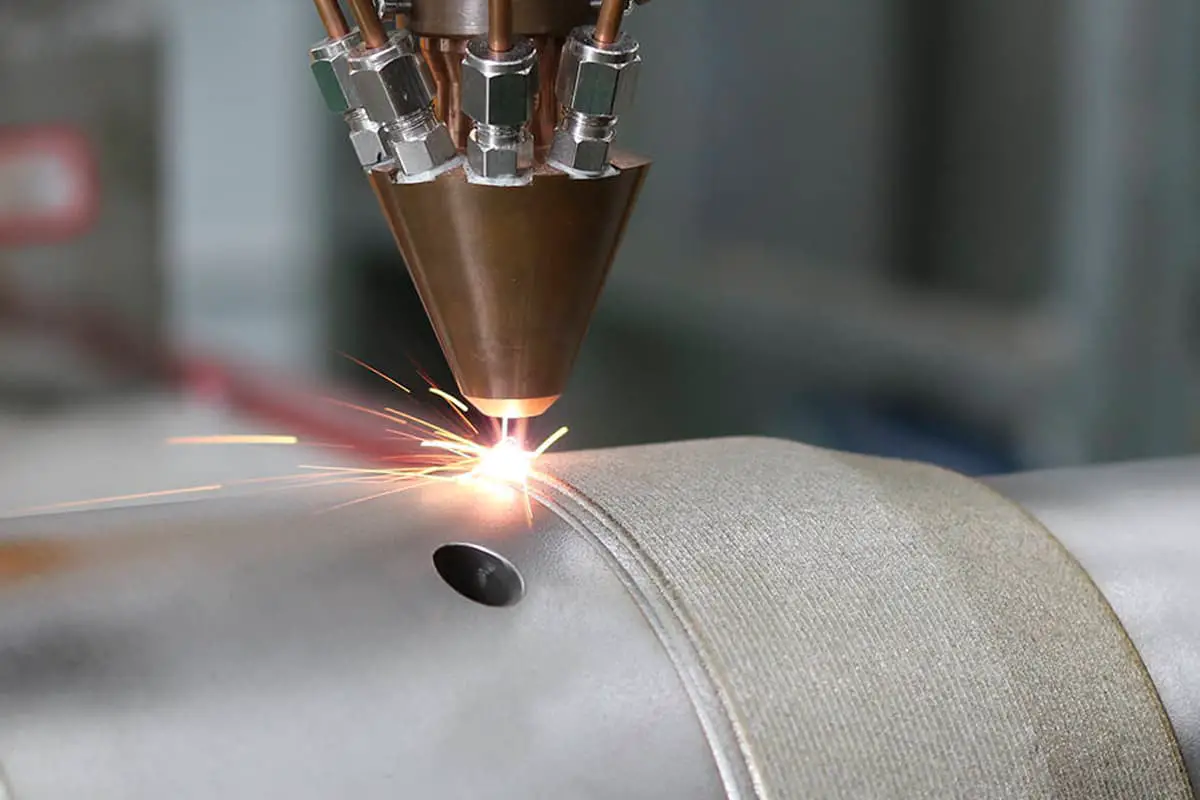
(3) Corte por láser de oxígeno
El oxicorte por láser funciona según un principio similar al oxicorte oxiacetilénico. El láser se utiliza como fuente de precalentamiento y el oxígeno u otros gases activos como gas de corte. El gas producido por el chorro reacciona con la oxidación, generando una gran cantidad de calor. El óxido fundido y el material fundido son expulsados de la zona de reacción, lo que produce una incisión en el metal. El oxicorte por láser requiere sólo la mitad de la energía necesaria para el corte por fusión, pero tiene una velocidad de corte mucho mayor. Se utiliza principalmente para cortar acero al carbono, acero al titanio, acero para tratamiento térmico y otros materiales metálicos fácilmente oxidables.
(4) Trazado láser y control de roturas
En el trazado láser, un láser de alta densidad energética escanea la superficie de materiales frágiles, calentando el material en una pequeña ranura. Al aplicar presión, el material frágil se agrieta a lo largo de la ranura. Entre los tres primeros métodos de corte mencionados, el trazado láser y el control de la rotura son los menos utilizados.
Actualmente, el corte por láser es más eficaz para cortar metal negro, con una velocidad de corte rápida y la capacidad de cortar hasta un grosor de 20 mm o más. Sin embargo, debido al efecto de reflexión de la estructura molecular de los metales no ferrosos en el rayo láser, el efecto de corte en estos materiales es ligeramente más débil. La máquina debe estar equipada con un reflector.
Según las estadísticas, el grosor máximo que se puede cortar para aleaciones de aluminio no es más de la mitad que para el metal negro, y el efecto de corte en las aleaciones de cobre, especialmente el cobre, es aún peor.
El núcleo de la tecnología de corte por láser es el generador láser, que se presenta en dos formas: Láser de CO2 y generador láser de fibra.
Generador láser de CO2: El generador láser de CO2 se genera descargando una mezcla de CO2, He y N2 en la cavidad láser a alta presión. Este proceso excita los átomos de la mezcla para liberar energía, que se emite en forma de fotones o electrones para crear el láser. El láser emitido por el láser de CO2 es luz visible, que puede causar ligeros daños en la retina y la piel. Por ello, se aconseja que los operadores lleven gafas protectoras mientras lo utilizan.
Generador láser de fibra: Un generador láser de fibra utiliza una fibra de vidrio dopada con elementos de tierras raras como medio de ganancia. Bajo la acción de la luz de bombeo, se puede formar fácilmente una alta densidad de potencia dentro de la fibra óptica, lo que hace que el nivel de energía láser de la sustancia de trabajo invierta el número de partículas. Se añade un bucle de realimentación positiva para formar la salida del oscilador láser. La salida no es luz visible, lo que puede causar graves daños en la retina y la piel, por lo que el operador debe llevar gafas protectoras especiales durante el funcionamiento.
El láser de CO2 tiene una estructura de trayectoria óptica más compleja y una pérdida de lente óptica mayor, con mayores requisitos medioambientales (menos polvo). La máquina debe aislarse de los focos sísmicos y mantenerse en un entorno seco y a temperatura constante. El láser de fibra, por el contrario, tiene una estructura de trayectoria óptica sencilla con menores requisitos medioambientales (alta tolerancia al polvo, las vibraciones, los golpes, la temperatura y la humedad). El láser de fibra es más rápido al cortar placas finas, mientras que el láser de CO2 es más potente al cortar placas gruesas. El láser de CO2 no puede cortar placas metálicas muy reflectantes, pero el láser de fibra puede cortar placas finas de cobre.
Soldadura láser
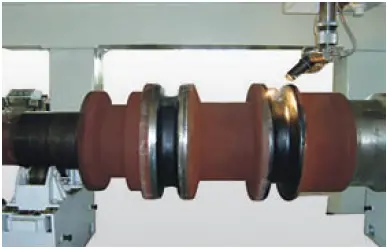
La soldadura láser (figura 3) es un campo importante de la tecnología láser.
Fig.3 Soldadura láser
La soldadura láser es un nuevo tipo de soldadura que funciona utilizando pulsos láser de alta energía para calentar pequeñas zonas del material. La energía del radiación láser se difunde por conducción del calor en el material, provocando su fusión y la formación de un baño de fusión específico. Este método se utiliza principalmente para soldar materiales de paredes finas y piezas de precisión, y puede emplearse para diversas tipos de soldadura como la soldadura por puntos, la soldadura a tope, la soldadura por apilamiento y la soldadura de estanqueidad.
Entre sus principales características figuran:
Gran profundidad y anchura
Pequeña anchura de soldadura
Pequeña zona afectada por el calor
Pequeña deformación
Rápida velocidad de soldadura
El suave y bonito cordón de soldadura
No es necesario procesar o simplemente procesar después de soldar
La soldadura láser se utiliza ampliamente en diversos campos, en particular en la fabricación de ferrocarriles de alta velocidad y automóviles, debido a sus numerosas ventajas. Estas ventajas incluyen:
(1) Mínima aportación de calor, con un pequeño rango de variación metalográfica en la zona de efecto térmico y mínima deformación causada por la conducción del calor.
(2) La capacidad de confirmar y reducir el tiempo necesario para la gruesa soldadura de chapasincluso eliminando la necesidad de metal de relleno.
(3) No necesita electrodos, sin preocupaciones por contaminación o daños. Además, no pertenece al contacto proceso de soldadura, minimizando la pérdida y la deformación de la fijación.
(4) El rayo láser puede enfocarse, alinearse y guiarse fácilmente mediante instrumentos ópticos, con la posibilidad de colocarlo a una distancia adecuada de la pieza de trabajo y redirigirlo alrededor de obstáculos.
(5) La capacidad de colocar la pieza de trabajo en espacios cerrados controlados por un entorno de vacío o gas interno.
(6) El haz láser puede enfocarse en áreas pequeñas, por lo que es ideal para soldar piezas pequeñas y espaciadas.
(7) Capaz de soldar una amplia gama de materiales y de unir diversos materiales heterogéneos.
(8) Fácil de soldar de forma rápida y automática, o controlada por tecnología digital o informática.
(9) Cuando se suelda material fino o alambre de diámetro fino, no será tan fácil como soldadura por arco.
(10) No se ve afectado por los campos magnéticos y puede alinear con precisión las piezas de soldadura.
(11) Capacidad de soldar dos metales con propiedades diferentes, como resistencias diferentes.
(12) La capacidad de lograr una relación de soldadura en profundidad de 10:1 en la soldadura perforada.
(13) Capacidad para transferir el haz láser a varias estaciones de trabajo.
Debido a las características anteriores de la soldadura láser, ésta se utiliza ampliamente en el campo de la fabricación de vehículos civiles.
La soldadura láser es el principal proceso de soldadura en la fabricación de ferrocarriles de alta velocidad y automóviles.
A pesar de sus ventajas, la soldadura láser también tiene varias desventajas que deben tenerse en cuenta. Estas desventajas incluyen:
(1) La necesidad de posicionar con precisión las piezas de soldadura dentro del rango de enfoque del haz láser.
(2) La necesidad de abrazaderas que garanticen que la posición final de la soldadura está alineada con el punto de soldadura sobre el que incidirá el haz láser.
(3) Espesor máximo soldable limitado, siendo la soldadura láser inadecuada para materiales con un espesor de penetración superior a 19 mm.
(4) El impacto de la soldadura láser en las propiedades de los materiales de alta reflectancia y alta conductividad térmica, como el aluminio, el cobre y las aleaciones.
(5) El uso de un controlador de plasma para eliminar el gas ionizado alrededor del baño de fusión cuando se utiliza la soldadura por haz láser de alta energía.
(6) Baja eficiencia de conversión de energía, normalmente inferior a 10%.
(7) La rápida solidificación del cordón de soldadura que pueden provocar porosidad y fragilización.
(8) Coste elevado.
El elevado coste de los equipos de soldadura láser es una limitación importante y restringe su uso generalizado.
Grabado por láser
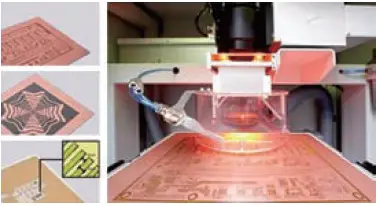
El grabado por láser consiste en utilizar un rayo láser de alta densidad energética controlado por ordenador para fundir o vaporizar instantáneamente la superficie de un producto, creando el texto o logotipo deseado, como se muestra en la figura 4.
Fig.4 Rotulación láser
El grabado por láser también se denomina marcado por láser.
Fácil de lograr la impresión de vuelo sincronizado con la línea de producción.
El material que puede marcarse con grabado láser incluye números, letras, caracteres chinos, imágenes gráficas, códigos de barras y mucho más.
El grabado por láser es un método de marcado muy utilizado y avanzado, muy adecuado para la producción moderna a alta velocidad.
Como se muestra en la Tabla 1, la comparación de diversas técnicas de marcado revela que las ventajas de la tecnología de marcado por láser son evidentes.
Tabla 1. Comparación de varias técnicas de marcado
La creación rápida de prototipos por láser (como se muestra en la Figura 5) representa un cambio significativo en la tecnología de fabricación moderna.
Representa una expansión de la tecnología láser a las aplicaciones industriales.
Fig.5 Tecnología de prototipado rápido por láser
La competencia en la industria manufacturera se ha intensificado con la aceleración del proceso de integración del mercado mundial, y la velocidad de desarrollo de los productos se ha convertido en la principal contradicción competitiva. Para satisfacer las necesidades siempre cambiantes de los usuarios, la industria manufacturera requiere una tecnología más flexible, que permita la producción de lotes pequeños o incluso de una sola pieza sin aumentar el coste del producto.
La tecnología de prototipado rápido (RP) es un método de fabricación que construye material capa a capa o, más ampliamente, gráficos 3D diseñados por ordenador. La alta temperatura producida por el láser se utiliza para sinterizar el polvo metálico de los gráficos 3D, dando lugar a componentes metálicos. Los prototipos pueden fabricarse directamente a partir de modelos sólidos 3D CAD en unas pocas horas o en decenas de horas.
La creación rápida de prototipos ofrece una representación más completa e intuitiva que la de los dibujos y las pantallas de ordenador, especialmente durante la fase de desarrollo del producto, lo que permite tener en cuenta de forma exhaustiva diversos factores. De este modo se acortan los ciclos de desarrollo, se mejora la calidad del producto, se reducen los costes y los riesgos de inversión.
Cuando se combina con la fundición de precisión en la fundición, la tecnología de prototipado rápido por láser permite a la fundición producir rápidamente todo tipo de moldes de cera utilizados para la fundición de precisión de estructuras grandes y complejas, reduciendo los costes de subcontratación. Mientras tanto, la producción de lotes individuales o pequeños de piezas de fundición de precisión puede realizarse sin molde, lo que ahorra costes de utillaje y acorta considerablemente el ciclo de producción.
El desarrollo y la producción de nuevos productos ahorran un tiempo valioso y reducen los costes de producción, y se ha mejorado el nivel de precisión de los talleres de fundición, sentando una base sólida para el éxito de la precisión. producción de fundición en futuros productos.
Está claro que el uso de la tecnología de prototipado rápido por láser se generalizará en el futuro.
Tratamiento térmico con láser
El tratamiento térmico por láser (como se muestra en la figura 6) es una tecnología que consiste en utilizar un láser para calentar la superficie de materiales metálicos con el fin de realizar un tratamiento térmico superficial.
Fig.6 Tratamiento térmico con láser
Este proceso puede utilizarse para una serie de tratamientos de modificación de superficies metálicas, como el endurecimiento (también conocido como temple superficial, amorfización superficial, refundición y temple superficial), la aleación superficial y otras modificaciones.
El resultado del tratamiento láser provoca cambios en la composición, estructura y rendimiento de la superficie que no son posibles con el temple superficial convencional. Tras el tratamiento láser, la superficie dureza de la fundición puede alcanzar los 60HRC, mientras que el acero al carbono con niveles de carbono de medios a altos puede llegar hasta los 70HRC.
Esta mejora de la dureza superficial conlleva un aumento de la resistencia al desgaste, a la fatiga, a la corrosión y a la oxidación, y prolonga la vida útil general del metal.
Conclusión
Debido a sus numerosas ventajas, la tecnología de procesamiento láser es muy valorada en el sector de la fabricación industrial, con bajos costes, alta eficiencia y un vasto potencial de aplicación. Esto ha provocado una intensa competencia entre las principales naciones industriales del mundo.
La tecnología láser se está expandiendo a nuevos campos, y su desarrollo avanza a un ritmo asombroso. En las principales industrias manufactureras, como la automovilística, la electrónica, la maquinaria, la aeronáutica y la siderúrgica, algunos países han pasado totalmente de los métodos de procesamiento tradicionales al procesamiento por láser, y han entrado en la "era de la luz".
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se crean los intrincados patrones del salpicadero de su coche o la carcasa de su smartphone? Este artículo profundiza en la tecnología de grabado láser de moldes y explica cómo los láseres...
¿Cómo puede una sencilla técnica láser transformar la soldadura del aluminio y el titanio? Este artículo se sumerge en el innovador uso del texturizado por láser para mejorar la unión entre estos metales....
Las máquinas de marcado y grabado por láser pueden parecer similares, pero sirven para fines diferentes con técnicas distintas. El marcado por láser altera sutilmente las superficies para identificarlas con precisión....
Imagine aprovechar el poder de la luz para devolver a las superficies metálicas su belleza original. La limpieza por láser está revolucionando la fabricación, ofreciendo una alternativa precisa y ecológica a los métodos tradicionales. En este artículo,...
¿Se ha preguntado alguna vez quién lidera el sector de las máquinas de marcado por láser en China? Este artículo explora los diez principales fabricantes que destacan por su innovación y fiabilidad. Desde National Bowlder Technology hasta...
Imagine transformar una enorme máquina de construcción con la precisión de un rayo láser. La tecnología láser está revolucionando el sector de la maquinaria de ingeniería al ofrecer soluciones de alta eficiencia, precisión y ecológicas. Esta...
¿Se ha preguntado alguna vez cómo la tecnología moderna puede mejorar la durabilidad de las aleaciones de titanio? Este artículo explora los sistemas de revestimiento láser de aleaciones de titanio, detallando cómo diversos polvos de aleación mejoran las propiedades superficiales, incluido el desgaste....
Imagine un método de limpieza potente y preciso, capaz de eliminar los contaminantes de las superficies sin dañarlas. Las máquinas de limpieza láser lo consiguen utilizando rayos láser enfocados para vaporizar...