¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra. Nuestro experto ingeniero mecánico le guiará a través de los conceptos fundamentales, arrojando luz sobre cómo esta tecnología de vanguardia está revolucionando la fabricación. Prepárese para sumergirse en el mundo del corte por láser y descubrir su inmenso potencial.
"El láser corta el hierro como si fuera barro", esta afirmación no es una exageración.
Examinemos el láser con más detalle.
¿Qué es un láser?
Un láser es un tipo de luz mejorada producida mediante radiación estimulada.
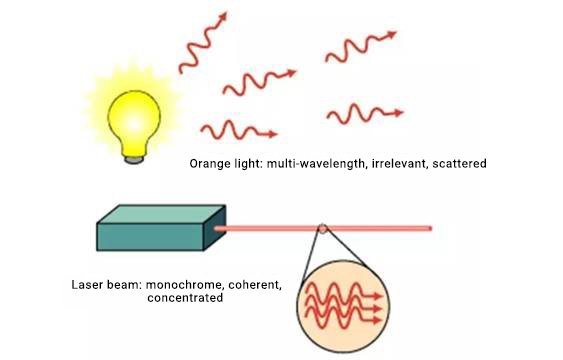
Sus principales características son:
Alta intensidad y luminosidad
Determinación de la frecuencia de la longitud de onda, buen monocromo
Buena coherencia y larga longitud de coherencia
Buena direccionalidad, es casi un montón de luz paralela
Cuando el haz láser se dirige a la superficie de la pieza, la energía luminosa se absorbe y se transforma en energía térmica.
Esto hace que la temperatura en el punto de irradiación aumente rápidamente, se funda y se vaporice, formando una pequeña fosa.
El metal que rodea la fosa se funde por difusión térmica. El vapor de la pequeña fosa se expande rápidamente, provocando una microexplosión, y el material fundido es expulsado a gran velocidad, generando una onda antichoque altamente direccional.
Esto da lugar a la formación de un agujero con un lado superior grande y un lado inferior pequeño en la superficie que se está procesando.
Comparación de la luz ordinaria y el láser:
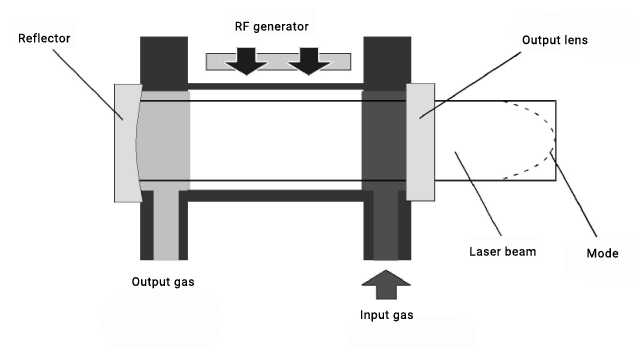
La generación del láser
Gas generador de láser
El gas generador del láser es diferente del gas de corte.
Composición del gas generador del láser:
N2: La energía generada por el generador de RF excita primero N2, provocando que se encuentre en un estado de transición.
CO2: N2 en el estado de transición excitará el C02 que provoca emisiones de CO2 a la transición, y libera el láser.
Él: Absorbe CO2 y el exceso de energía, enfrían el sistema y lo convierten en calor.
La relación proporcional entre los tres gases mencionados es:
N2:CO2:He = 1:4:5
Qué es el corte por láser de fibra óptica
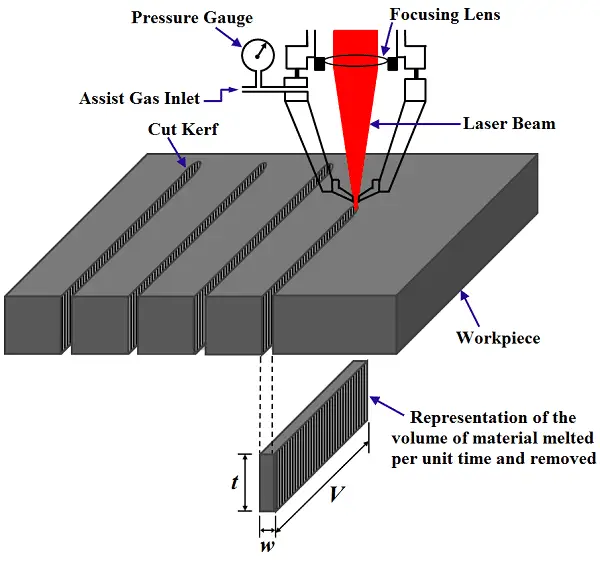
El corte por láser de fibra es un método de corte en caliente que utiliza un rayo láser concentrado de alta densidad de potencia como principal fuente de calor. Esto hace que los materiales irradiados se fundan, evaporen, abatan o alcancen el punto de ignición rápidamente.
Al mismo tiempo, el uso de un flujo de aire de alta velocidad coaxial con el rayo láser ayuda a expulsar el material fundido, lo que permite cortar la pieza.
En los últimos años, la tecnología que hay detrás de los generadores láser de fibra de alta potencia ha madurado y mejorado, lo que ha permitido ampliar continuamente la gama de aplicaciones.
En el ámbito de la delgadez corte de chapaLos generadores láser de fibra están sustituyendo gradualmente a los láseres tradicionales de CO2 y YAG por varias razones:
(1) Menor coste:
La eficiencia de conversión fotoeléctrica de los láseres de fibra es de unos 30%, mientras que la eficiencia de conversión fotoeléctrica de los láseres de CO2 es de 6-10%, y la eficiencia de conversión fotoeléctrica de los láseres de YAG es de sólo 3%. Además, los generadores láser de fibra no tienen piezas vulnerables, por lo que no hay costes asociados a un mantenimiento tardío.
(2) Diseño compacto y flexible:
Los láseres de fibra tienen un tamaño reducido, un peso ligero y ofrecen una posición de trabajo flexible y móvil.
(3) Calidad de corte mejorada:
El uso de un sistema flexible de guiado de la luz en los láseres de fibra y una distancia constante de transmisión del haz evita la mala calidad del corte causada por los cambios de el camino de la luz longitud de los generadores láser de CO2.
Esto garantiza una calidad de corte uniforme en toda la anchura de corte, por lo que resulta ideal para sistemas de procesamiento láser de gran formato.
(4) Ahorro de costes:
El haz de un láser de fibra viaja a lo largo de una fibra óptica, por lo que no es necesario un sistema externo de trayectoria de la luz reflejada, lo que ahorra el coste de las lentes de reflexión y los protectores de órganos.
Tampoco es necesario realizar ajustes externos del camino óptico, lo que reduce el riesgo de contaminación del camino luminoso por suciedad y disminuye el peso de las piezas móviles.
(5) Mejora del rendimiento en el corte de metales:
La longitud de onda de un láser de fibra es de 1,06 μm, que es más fácilmente absorbida por los materiales metálicos en comparación con la longitud de onda del CO2 (10,6 μm).
Esto es especialmente beneficioso para corte de chapacon velocidades de corte de 2 a 4 veces más rápidas que las de CO2.
Los láseres de fibra también tienen un mejor efecto de corte para materiales altamente reflectantes como aleaciones de aluminiocobre y aleaciones de cobre.
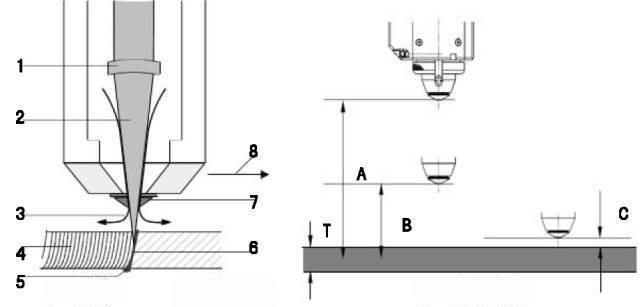
(1) lente (2) el rayo láser (3) flujo de aire (4) la línea (5) material fundido (6) superficie de corte (7) boquilla (8) dirección de corte
A: Altura vacía B: Altura de perforación C: Altura de corte T: Espesor de la chapa
La primera máquina de corte por láser del mundo se inventó en la década de 1970. En los últimos treinta años, la aplicación de las máquinas de corte por láser se ha expandido continuamente, y la tecnología ha mejorado constantemente.
En la actualidad, muchas empresas fabrican tipos de láser para satisfacer la demanda del mercado, incluidas máquinas de corte por láser de placas 2D, máquinas de corte por láser de curvas espaciales 3D y máquinas de corte por láser de tubos.
Algunas de las principales empresas de máquinas de corte por láser son: Trumpf (Alemania), Prima (Italia), Bystronic (Suiza), Amada (Japón), MAZAK (Japón), NTC (Japón) y HGLaserLab (Australia).
Los equipos de corte por láser de fibra pueden cortar eficazmente acero inoxidable de menos de 4 mm de grosor. Si se añade oxígeno, puede incluso cortar acero inoxidable de hasta 8 o 10 mm de grosor mediante un rayo láser.
Sin embargo, cuando se utiliza oxígeno, se forma una fina película de óxido en la superficie de corte. El grosor máximo de corte puede aumentarse hasta 16 mm, pero la tolerancia de tamaño de la pieza cortada es mayor.
Aunque los equipos de corte por láser de fibra son caros, siguen siendo económicamente viables para grandes series de producción debido al menor coste del procesamiento posterior.
Además, como no hay costes de utillaje, el equipo de corte por láser también es adecuado para pequeños lotes de piezas que antes no se podían procesar.
Los equipos de corte por láser de fibra suelen utilizar un sistema de control numérico computerizado (CNC). Con esta tecnología, los datos de corte pueden recibirse desde una estación de trabajo de diseño asistido por ordenador (CAD).
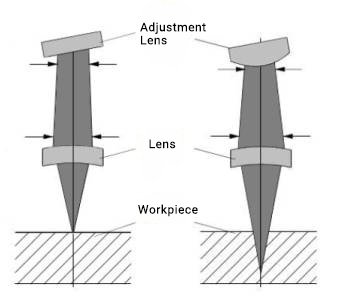
El componente central ajusta la curvatura de la superficie de la lente mediante la presión del agua, modificando el ángulo de divergencia del rayo láser, y permitiendo así ajustar el enfoque láser' movimiento hacia arriba y hacia abajo.
Además, compensa los cambios de enfoque que se producen como resultado de la variación de los diámetros de los puntos en las distintas posiciones de trabajo de la máquina.
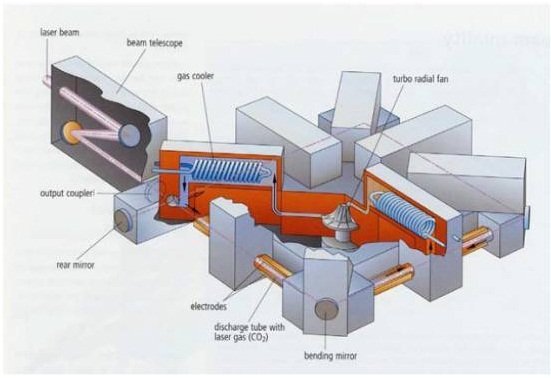
Generador láser
El altoláser de calidad rayo láser, la energía láser puede lograr una regulación continua
Mediante tecnología de radiofrecuencia, baja tasa de pérdida de gas
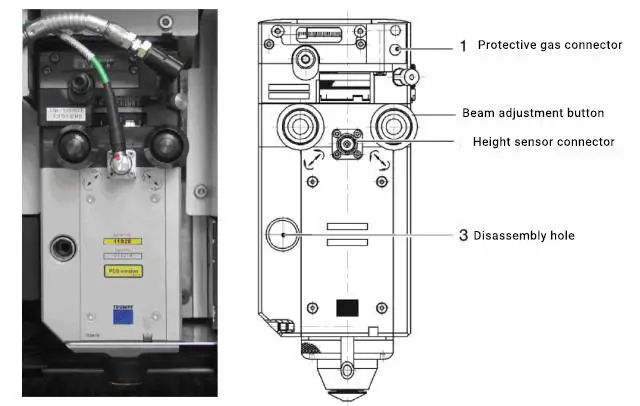
Cabezal de corte por láser de fibra
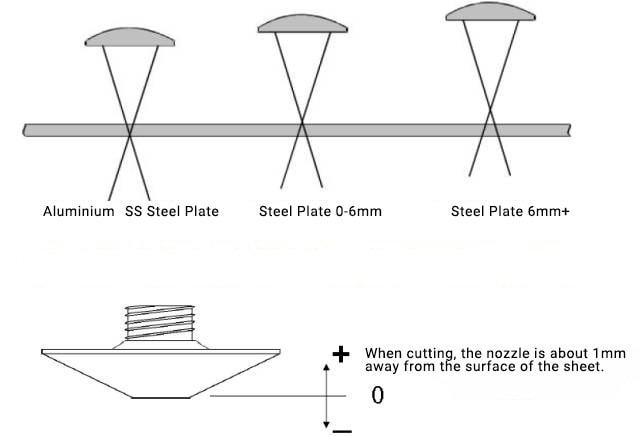
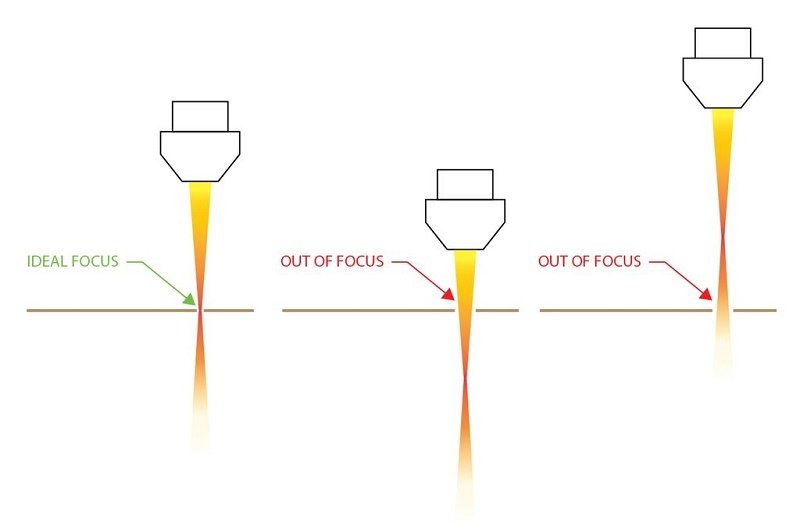
Posición Focus
En aplicaciones prácticas, la altura del foco varía en función del material y de la máquina de corte.
Selección de la posición de enfoque
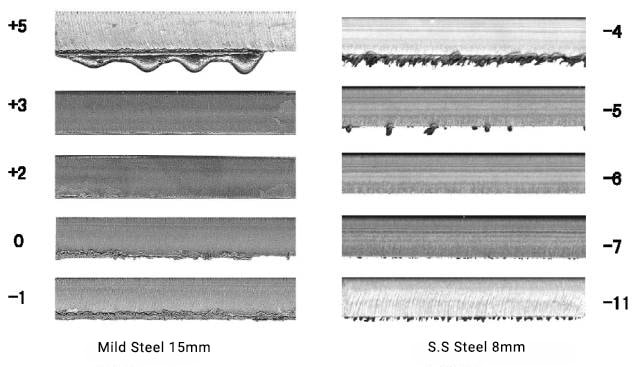
En el corte por láser, la posición del enfoque del láser influye enormemente en la calidad del acabado superficial de las piezas cortadas, y los distintos materiales tienen diferentes requisitos de enfoque.
Por ejemplo, al cortar acero al carbono, la atención debe centrarse en la superficie superior de la chapa; al corte de acero inoxidableEn el caso de la aleación de aluminio, el foco debe estar cerca de la superficie inferior de la placa.
En el caso de cortar una muestra de acero inoxidable de 2 mm, como se muestra en la figura siguiente, la posición de enfoque debe estar entre 0,8 y 1,2 mm por debajo de la superficie de la placa.
Fig. Muestra de corte por láser
Durante el proceso de corte, la superficie irregular del material puede provocar cambios en la posición focal del láser, lo que repercute en la calidad del corte.
Para solucionar este problema, se coloca un sensor capacitivo de alta sensibilidad en el cabezal de corte que proporciona información en tiempo real sobre la distancia entre la boquilla y el panel al Sistema CNC.
Basándose en esta retroalimentación, la altura del cabezal de corte se ajusta en tiempo real mediante un mecanismo de transmisión, creando un sistema de control de bucle cerrado con una alta respuesta dinámica que ayuda a prevenir los defectos causados por los cambios en la posición del foco durante la operación de corte. corte de chapa.
Potencia y velocidad de corte láser
En potencia del láser afecta significativamente al grosor, la velocidad, la anchura y la calidad del corte. En general, cuanto mayor es la potencia del láser, mayor es el grosor del material que se puede cortar y mayor es la velocidad de corte.
Sin embargo, existe un rango óptimo de potencia láser para un grosor de chapa y una velocidad de corte determinados, en el que la rugosidad superficial del corte está en su mínimo.
Desviarse de este rango óptimo de potencia se traduce en un aumento de la rugosidad superficial, una reducción de la eficacia de procesamiento y un aumento de los costes.
Además, si se aumenta o disminuye más la potencia, pueden producirse defectos de quemado o escorificación.
Por último, cabe señalar que cuando la potencia del láser y la presión del gas auxiliar son fijas, la velocidad de corte y la anchura de la hendidura tienen una relación inversa no lineal.
A medida que aumenta la velocidad de corte, disminuye la anchura de la hendidura y a medida que disminuye la velocidad de corte, aumenta la anchura de la hendidura. La relación entre la velocidad de corte y la rugosidad superficial de la sección cortada es parabólica.
Cuando la velocidad de corte aumenta desde cero, la rugosidad superficial de la sección de corte disminuye gradualmente y sigue disminuyendo a medida que aumenta la velocidad de corte.
Cuando se alcanza la velocidad de corte óptima, la rugosidad superficial es mínima.
Sin embargo, si la velocidad de corte sigue aumentando más allá de un cierto punto, resulta imposible cortar el material y la rugosidad superficial empezará a aumentar de nuevo.
El sistema NC puede ajustar automáticamente la potencia de corte en función de la velocidad de corte.
Por ejemplo, al cortar círculos pequeños y ángulos agudos, la velocidad de corte suele ser más lenta, y el sistema NC puede reducir la potencia de corte para garantizar una excelente precisión y calidad de la sección cortada.
Como principiante en el campo del corte por láser, ¿se siente a menudo abrumado durante el proceso? Puede resultar confuso experimentar con diferentes placas, gases, presiones de aire y potencias y aun así no conseguir los resultados deseados.
¿Se ha preguntado cómo elegir el gas auxiliar adecuado y qué factores afectan a la calidad del corte? ¿Qué gas auxiliar debe utilizarse para los distintos materiales? ¿Cómo se controla la presión del gas auxiliar y cuáles son los requisitos de pureza?
Es importante comprender el papel del gas auxiliar en el corte por láser. Se utiliza para soplar la escoria en el fresa de corteEnfriar la superficie del material que se está procesando para reducir la zona afectada por el calor, enfriar la lente protectora para evitar la contaminación y, en algunos casos, proteger el metal base.
Tipos y características del gas auxiliar
Los gases auxiliares utilizados habitualmente en corte por láser son el nitrógeno, el oxígeno y el aire.
El gas auxiliar es crucial en el corte por láser, ya que ayuda a eliminar el material fundido y vaporizado del corte y también expulsa el humo generado durante el proceso de corte, reduciendo cualquier obstáculo en el proceso de corte.
Los requisitos de presión y caudal del gas auxiliar varían en función del grosor y el tipo de material que se corte.
Cuando se cortan chapas de acero con bajo contenido en carbono, se suele utilizar oxígeno. El propósito de utilizar oxígeno en el corte de acero al carbono es encender y eliminar el material fundido.
Como principiante en el campo del corte por láser, ¿se encuentra a menudo con dificultades durante el proceso de corte por láser? A pesar de haber probado varias placas, gases, presiones de aire y potencias, es posible que siga sin estar seguro de cuál es la combinación óptima.
Para elegir el mejor gas auxiliar, es esencial comprender su función y los factores que afectan a la calidad del corte, como la presión y el caudal, así como la pureza del gas.
Para cortar chapas de acero con bajo contenido en carbono, se suele utilizar oxígeno. La función del oxígeno en el proceso de corte es alimentar y eliminar el material fundido.
La pureza del oxígeno debe ser superior a 99,5%, con una pureza mayor se obtiene una superficie de corte más brillante.
Sin embargo, impurezas como el agua pueden tener un impacto significativo en la calidad de corte de la chapa. Si la pureza del oxígeno no es lo suficientemente alta, o si las piezas tienen mayores requisitos de calidad superficial, puede ser necesario mejorar la pureza mediante secado de oxígeno u otros métodos.
El nitrógeno suele utilizarse para cortar acero inoxidable acero y aleación de aluminio materiales. El papel del nitrógeno es eliminar la oxidación y eliminar la fusión.
La presión del nitrógeno aumenta con el grosor de la placa.
Para cortar acero inoxidable, la pureza del nitrógeno debe ser superior a 99,999%. El nitrógeno de baja pureza puede amarillear la superficie de corte y disminuir el brillo.
Una muestra en la figura de corte por láser se cortó con nitrógeno líquido de alta pureza (99,99%), con una presión de gas de 0,8 a 1,0 MPa.
Estándar de pureza del gas auxiliar
El uso de gases auxiliares adecuados es necesario para el procesamiento por láser de diferentes materiales.
Las impurezas del gas auxiliar pueden tener efectos perjudiciales en la lente, lo que provoca fluctuaciones en la potencia de corte e incoherencias en las superficies de corte delantera y trasera.
Norma de presión del gas auxiliar
La cantidad de presión de aire que puede utilizarse para los distintos tipos de gases auxiliares es diferente. En función de las características del gas, como la inflamabilidad y la combustión, la experiencia ha demostrado que el gas auxiliar puede evitar el retorno de escoria durante el proceso de corte, protegiendo así la lente interna de la. cabezal láser.
En otras palabras, con la misma potencia de procesamiento, el mismo material y el mismo grosor de chapa, cuanto mayor sea la presión del gas, más humo y polvo se podrá expulsar a la velocidad de la unidad.
Por lo tanto, un valor de presión de aire más alto se traduce en un velocidad de corte láserPor eso se utiliza nitrógeno para cortar chapas finas.
Se puede concluir que la regla general para la velocidad de corte de chapas finas es: Oxígeno < Aire < Nitrógeno. Esta regla puede servir de punto de partida para la selección de gases auxiliares por parte de usuarios noveles.
Nota: La regla general anterior no se aplica al corte por láser de chapas gruesas. El tipo de gas de corte utilizado debe seleccionarse en función de las características individuales de la chapa.
Después de leer esto, deberías tener un conocimiento básico de las características de los tres gases auxiliares. Veámoslo más de cerca.
Oxígeno
El oxígeno se utiliza principalmente para cortar acero al carbono. El calor de reacción del oxígeno se utiliza para aumentar la eficacia del corte, pero la película de óxido resultante aumenta el factor de absorción espectral del haz del material reflectante.
El resultado es que el extremo de la hendidura aparece negro o amarillo oscuro.
El oxígeno se utiliza principalmente para cortar acero laminado, acero laminado para estructuras de soldadura, acero al carbono para construcción mecánica, chapas de alta tensión, chapas para herramientas, acero inoxidable, chapas de acero galvanizado, cobre, aleaciones de cobre, etc.
El requisito de pureza del oxígeno suele ser de 99,95% o superior. Su función principal es ayudar a quemar y soplar la masa fundida cortada.
La presión y el caudal requeridos son diferentes y vienen determinados por el tamaño del modelo de boquilla y el grosor del material de corte. En general, la presión requerida es de 0,3-1Mpa, y el caudal varía en función del grosor del material de corte.
Por ejemplo, al cortar acero al carbono de 22 mm, el caudal debe ser de 10 m3/h, incluido el oxígeno de protección de la boquilla doble.
Nitrógeno
Algunos metales requieren el uso de nitrógeno para evitar la oxidación durante el corte y mantener la calidad de la superficie de corte. Esto da como resultado una cara final blanquecina de la hendidura y una gran resistencia a la soldadura, el embadurnamiento y la corrosión.
Los principales materiales que se pueden cortar con nitrógeno son el acero inoxidable, el acero chapado, el latón, el aluminio y las aleaciones de aluminio. El objetivo de utilizar nitrógeno es evitar la oxidación y soplar la masa fundida.
Para un corte de alta calidad, es necesaria una gran pureza de nitrógeno (a menudo se requiere 99,999% para acero inoxidable con un grosor de 8 mm o más). La presión requerida es relativamente alta, normalmente en torno a 1,5 MPa. Para acero inoxidable de mayor grosor (12 mm o más, hasta 25 mm), puede ser necesaria una presión de 2 MPa o superior.
El caudal de nitrógeno varía en función del tipo de boquilla que se utilice, pero suele ser bastante elevado. Por ejemplo, para cortar acero inoxidable de 12 mm se necesita un caudal de 150 m3/h, mientras que para cortar acero inoxidable de 3 mm sólo se necesitan 50 m3/h.
Air
El uso de aire como gas auxiliar en el procesamiento láser es rentable, ya que puede obtenerse directamente de un compresor de aire. Aunque contiene oxígeno 20%, la eficacia de corte es baja en comparación con el oxígeno y es similar a la del nitrógeno.
En la superficie del corte puede aparecer un rastro de película de óxido. El extremo del corte tiene un aspecto amarillento.
Se utiliza principalmente para cortar materiales como aluminio, cobre inoxidable, latón, chapas de acero galvanizado y no metálicos. Sin embargo, cuando se requieren productos de alta calidad, el aire no es adecuado para corte de aluminioLos materiales de base pueden oxidarse si se utilizan aleaciones de aluminio o acero inoxidable.
La selección del gas auxiliar depende del coste del corte y de los requisitos del producto. Por ejemplo, al cortar acero inoxidable para productos de baja calidad que se someterán a un tratamiento posterior, puede utilizarse aire para reducir costes.
En cambio, cuando el producto cortado es el producto final, debe utilizarse un gas protector como el nitrógeno, por ejemplo en los productos artesanales.
Por lo tanto, es necesario elegir el gas auxiliar en función de las características del producto en el proceso de corte.
Utilizando un haz láser de alta densidad energética para calentar la pieza, la temperatura aumenta rápidamente y alcanza el punto de ebullición del material en muy poco tiempo, lo que provoca la vaporización del material y la formación de vapor.
Este vapor de movimiento rápido crea una incisión en el material a la vez que lo evapora.
El calor de vaporización de los materiales suele ser elevado, por lo que se requiere una gran cantidad de potencia y una alta densidad de potencia para la vaporización láser.
Esta técnica se utiliza para cortar materiales metálicos finos y nomateriales metálicos como papel, tela, madera, plástico y caucho.
Durante el proceso de vaporización, el vapor arrastra el material fundido y los restos, formando un agujero.
Alrededor de 40% del material se disuelve en vapor, mientras que 60% se expulsa en forma de gotas por el flujo durante el proceso de vaporización.
Corte por fusión láser
Cuando la densidad de potencia del haz láser entrante supera un determinado umbral, el material situado en el punto de irradiación del haz comienza a evaporarse y forma un agujero. El agujero absorbe toda la energía del haz entrante, actuando como un cuerpo negro.
Los orificios están rodeados por paredes de metal fundido, y el flujo de aire auxiliar, a lo largo del eje del haz, arrastra el material fundido que rodea el orificio.
A medida que la pieza se desplaza, el orificio se sincroniza horizontalmente, formando un corte en la dirección de corte. El rayo láser sigue irradiando a lo largo del borde de la costura, haciendo que el material fundido se desprenda continua o periódicamente a través de las grietas.
El corte por fusión láser no requiere la vaporización completa del metal, ya que utiliza sólo 1/10 de la energía necesaria para la vaporización.
Este método se utiliza principalmente para cortar materiales no oxidables o metales activos como acero inoxidable, titanio, aluminio y aleaciones.
Oxicorte por láser
El principio del oxicorte por láser es similar al del oxicorte oxiacetilénico. Utiliza el láser como fuente de precalentamiento y emplea oxígeno y otros gases activos como gas de corte.
Por un lado, el gas reacciona con el metal que se está cortando y provoca una reacción de oxidación, liberando una importante cantidad de calor.
Por otra parte, el óxido fundido y el metal fundido son expulsados de la zona de reacción, formando un corte en el metal.
Debido a la gran cantidad de calor generado durante la reacción de oxidación, el oxicorte por láser requiere sólo la mitad de la energía necesaria para el corte por fusión y tiene una velocidad de corte más rápida en comparación con el corte por vaporización láser y el corte por fusión.
Este método se utiliza principalmente para cortar acero al carbono, acero al titanio, acero tratado térmicamente y otros materiales metálicos fácilmente oxidables.
El proceso de oxicorte por láser puede describirse del siguiente modo:
La superficie del material se calienta rápidamente hasta su punto de ignición bajo la irradiación del rayo láser, y la intensa reacción de combustión con el oxígeno libera una gran cantidad de calor. Este calor forma un pequeño agujero lleno de vapor, rodeado por paredes de metal fundido.
El material de combustión se transforma en escoria para regular la velocidad de combustión del oxígeno y el metal, y la velocidad de difusión del oxígeno a través de la escoria hasta el frente de ignición tiene un impacto significativo en la velocidad de combustión. Cuanto mayor sea el caudal de oxígeno, más rápida será la reacción de combustión y la eliminación de la escoria. Sin embargo, un caudal de oxígeno elevado no siempre es mejor, ya que puede provocar un enfriamiento rápido del óxido metálico, reduciendo la calidad del corte.
En el proceso de fusión por oxidación, hay dos fuentes de calor: la irradiación láser y la energía térmica producida por la reacción química del oxígeno y los metales. Se calcula que 60% de la energía total necesaria para el corte se libera en forma de calor durante la oxidación del acero. Por tanto, el oxígeno es más eficaz como gas auxiliar, ya que proporciona una mayor velocidad de corte en comparación con los gases inertes.
Durante la fusión por oxidación y el corte con dos fuentes de calor, si la velocidad de combustión del oxígeno es superior a la del rayo láser, el corte parece ancho y rugoso. Sin embargo, si el rayo láser se mueve más rápido que el oxígeno, el corte es estrecho y suave.
Corte de fractura controlado
En el caso de materiales frágiles propensos a sufrir daños por calor, el corte mediante calentamiento por rayo láser con alta velocidad y control se conoce como corte por fractura controlada.
El aspecto clave de este proceso de corte es que el rayo láser calienta una pequeña zona del material frágil, lo que provoca un gran gradiente térmico y una importante deformación mecánica en la región, haciendo que el material se agriete.
Mientras el gradiente de calentamiento se mantenga en equilibrio, el rayo láser puede guiar las grietas en cualquier dirección deseada.
Es importante tener en cuenta que este tipo de corte no es adecuado para cortar ángulos o esquinas afilados. También es difícil lograr el éxito cuando se corta una forma grande y cerrada.
La velocidad de corte del corte por fractura controlada es rápida y no requiere una potencia excesiva, ya que de lo contrario provocaría la fusión de la superficie de la pieza y la rotura del filo de corte.
Los principales parámetros de control son la potencia del láser y el tamaño del punto.
En comparación con otros métodos de corte térmico, el corte por láser destaca por su alta velocidad de corte y su calidad superior.
En concreto, pueden resumirse los siguientes aspectos:
(1) Buena calidad de corte
El corte por láser proporciona una mejor calidad de corte gracias a su pequeño punto láser, alta densidad de energía y rápida velocidad de corte.
El haz láser se concentra en un punto pequeño, lo que da lugar a una alta densidad de potencia en el punto focal.
El aporte de calor del haz es significativamente superior al reflejado, transmitido o difundido por el material.
Esto provoca un rápido calentamiento y vaporización del material, creando un poro por evaporación.
Con el movimiento lineal relativo de la viga y el material, el orificio se forma continuamente en una estrecha hendidura.
El filo de corte se ve afectado muy poco por el calor, y no hay deformación de la pieza.
En el proceso de corte, se añade el gas auxiliar adecuado para el material cortado.
Cuando se corta el acero, se utiliza oxígeno como gas auxiliar y metal fundido para producir material de oxidación de reacción química exotérmica, al tiempo que ayuda a soplar la escoria en la hendidura.
Para cortar plásticos como el polipropileno, se utiliza aire comprimido.
Cuando se cortan materiales inflamables como algodón, papel, se utiliza gas inerte.
El gas auxiliar que entra en la boquilla también puede enfriar la lente de enfoque, evitar que el polvo entre en el asiento de la lente para contaminarla y provocar su sobrecalentamiento.
La mayoría de los materiales orgánicos e inorgánicos pueden cortarse con láser.
La industria de procesamiento de metales pesados que significa mucho para el sistema de fabricación industrial, muchos materiales metálicos, no importa lo duro que sea, se puede cortar sin deformación.
Por supuesto, en el caso de los materiales de alta reflectancia, como el oro, la plata, el cobre y el aluminio, también son buenos conductores de transferencia de calor, por lo que el corte por láser es difícil y ni siquiera se puede cortar.
Corte por láser sin rebabas ni arrugas. Es de alta precisión, mejor que corte por plasma.
Para muchas industrias de fabricación mecánica y eléctrica, debido al moderno sistema de corte por láser controlado por el programa de microordenador puede cortar fácilmente piezas de trabajo de diferentes formas y tamaños, a menudo es preferible que borradoproceso de formación de moldes;
Aunque su velocidad de procesamiento es todavía más lenta que la del punzón, no tiene consumo de molde, ni necesidad de reparar el molde, y también ahorra el tiempo de sustitución del molde, con lo que se ahorra el coste de procesamiento y se reduce el coste de producción. Por lo tanto, es mucho más económico en general.
① La incisión de corte por láser es estrecha, las hendiduras son paralelas y perpendiculares a la superficie, y la precisión dimensional de las piezas cortadas puede alcanzar ±0,05 mm.
② La superficie de corte es lisa y bonita, la rugosidad de la superficie es de sólo unas decenas de micrómetros, e incluso puede utilizarse el corte por láser como último proceso. No se requiere mecanizado, y las piezas se pueden utilizar directamente.
③ Después del corte por láser, la anchura de la zona afectada por el calor es pequeña, el rendimiento del material cerca de la hendidura casi no se ve afectado, y la deformación de la pieza de trabajo es pequeña, la precisión del corte es alta, la geometría de la hendidura es buena, y la forma de la sección transversal de la hendidura es rectangular relativamente regular.
La comparación de los métodos de corte por láser, corte oxiacetilénico y corte por plasma se muestra en Cuadro 1.
El material de corte es chapa de acero con bajo contenido en carbono de 6,2 mm de grosor.
Tabla 1 corte por láser vs. corte oxiacetilénico vs. corte por plasma
Debido a sus características de transmisión, las máquinas de corte por láser suelen disponer de múltiples mesas de trabajo de control numérico, lo que permite un control numérico total del proceso de corte.
Durante el funcionamiento, se pueden cortar piezas de diferentes formas simplemente cambiando el programa de control numérico. Esto permite realizar cortes bidimensionales y tridimensionales.
(3) Velocidad de corte rápida
Corte de un carbono bajo de 2 mm chapa de acero con una máquina de corte por láser de fibra de 1200 W puede alcanzar una velocidad de corte de 600 cm/min.
Al cortar una placa de resina de polipropileno de 5 mm, la velocidad de corte puede alcanzar los 1200 cm/min.
No es necesario sujetar o fijar el material durante el corte por láser, lo que ahorra tiempo en la preparación de las fijaciones y en el proceso de carga y descarga.
(4) Corte sin contacto
El rayo láser se enfoca para crear un punto de energía muy concentrado, lo que tiene varias ventajas clave para las aplicaciones de corte.
En primer lugar, el rayo láser puede transformarse en energía térmica intensa en un área muy pequeña, lo que da como resultado:
(1) una hendidura estrecha, de corte recto;
(2) una zona de impacto térmico mínimo cerca del filo de corte;
(3) deformación local mínima.
En segundo lugar, el rayo láser funciona sin contacto físico con la pieza de trabajo, por lo que se trata de una tecnología sin contacto. herramienta de corte, proporcionando los beneficios de:
(1) ninguna deformación mecánica de la pieza;
(2) sin problemas de desgaste o rotura de herramientas;
(3) la capacidad de cortar cualquier material, independientemente de su dureza.
Por último, el rayo láser es muy controlable y flexible, lo que permite:
(1) facilidad de integración con equipos de automatización, lo que simplifica la automatización del proceso de corte;
(2) capacidad ilimitada de repetir cortes en la misma pieza;
(3) la posibilidad de optimizar el uso del material organizando los cortes en toda la plancha con la ayuda de un ordenador.
Entre los materiales que pueden cortarse con una máquina de corte por láser se encuentran los compuestos de matriz metálica, el cuero, la madera y la fibra.
Sin embargo, cada material presenta diferentes niveles de adaptabilidad al corte por láser debido a sus propiedades termofísicas únicas y a sus índices de absorción de la luz láser.
El rendimiento del corte por láser de diferentes materiales utilizando una fuente láser de CO2 se ilustra en la siguiente tabla.
En general, es más difícil de procesar, y las chapas de Cu y Al de 1-2 mm pueden cortarse con láser.
W,Mo,Cr,Ti
Gran absorción de la luz láser
Si se utiliza el procesado a baja velocidad, se puede cortar la chapa fina, y los metales como el Ti y el Zr simples necesitan utilizar aire como gas auxiliar.
La mayoría de los materiales pueden cortarse con un láser de pequeña potencia. Dado que estos materiales son inflamables, la superficie cortada se carboniza fácilmente. El ácido acrílico y el politetrafluoroetileno no se carbonizan fácilmente. Generalmente, se puede utilizar nitrógeno o aire seco como gas auxiliar.
El vidrio, la cerámica, la porcelana, etc. son propensos a agrietarse durante o después de su procesamiento, y el vidrio de cuarzo con un grosor inferior a 2 mm tiene buenas propiedades de corte.
Cerámica, vidrio de cuarzo, amianto, mica, porcelana
Pequeña dilatación térmica
(6) Adaptabilidad y flexibilidad
En comparación con otros métodos de mecanizado tradicionales, el corte por láser presenta una mayor versatilidad.
En primer lugar, otros métodos de corte térmico son incapaces de cortar en un área tan pequeña como puede hacerlo el rayo láser, lo que da lugar a cortes más anchos, zonas afectadas por el calor más amplias y una deformación significativa.
En segundo lugar, el láser puede cortar materiales no metálicos, lo que no es posible con otros métodos de corte en caliente.
Análisis de materiales de corte por láser
Efecto del corte por láser de fibra
Acero estructural
El corte con ayuda de oxígeno da mejores resultados para el material.
Cuando se utiliza oxígeno como gas de procesado, se produce una ligera oxidación en el filo de corte. Para placas de hasta 4 mm de grosor, el corte a alta presión puede realizarse con nitrógeno, lo que evita la oxidación del borde de corte.
Para placas con un grosor superior a 10 mm, el uso de una placa especial junto con el láser y la aplicación de aceite a la superficie de la pieza pueden mejorar la calidad del corte.
Acero inoxidable
El oxígeno puede utilizarse cuando la oxidación en el filo de corte es aceptable. El uso de nitrógeno da como resultado un filo de corte no oxidado y sin rebabas que no requiere procesamiento posterior.
La aplicación de una película de aceite de recubrimiento en la superficie de la placa puede mejorar el efecto de perforación sin sacrificar la calidad del procesado.
Aluminio
El aluminio, a pesar de su alta reflectividad y conductividad térmica, puede cortarse con un grosor inferior a 6 mm, dependiendo del tipo de aleación y de la capacidad del generador láser.
Cuando se corta con oxígeno, la superficie de corte es áspera y dura. Si se utiliza nitrógeno, la superficie de corte es lisa.
El aluminio puro es difícil de cortar debido a su alto grado de pureza.
Sólo cuando el sistema está equipado con un dispositivo de "absorción reflectante" se puede cortar el aluminio, ya que sin él, el componente óptico se dañará por reflexión.
Titanio
Las planchas de titanio se cortan utilizando argón y nitrógeno como gases de procesamiento. Los demás parámetros de corte pueden referirse a los utilizados para el acero al cromo-níquel.
Cobre y latón
Tanto el latón como el cobre tienen una alta reflectividad y una excelente conductividad térmica. Las planchas de latón de 1 mm de grosor pueden cortarse utilizando nitrógeno como gas de procesado.
Las placas de cobre con un grosor inferior a 2 mm pueden cortarse utilizando oxígeno como gas de procesamiento.
Sin embargo, es esencial tener un dispositivo de "absorción reflectante" instalado en el sistema, de lo contrario, la reflexión causará daños a los componentes ópticos.
Ventajas y desventajas del corte por láser de fibra frente a otros métodos de corte
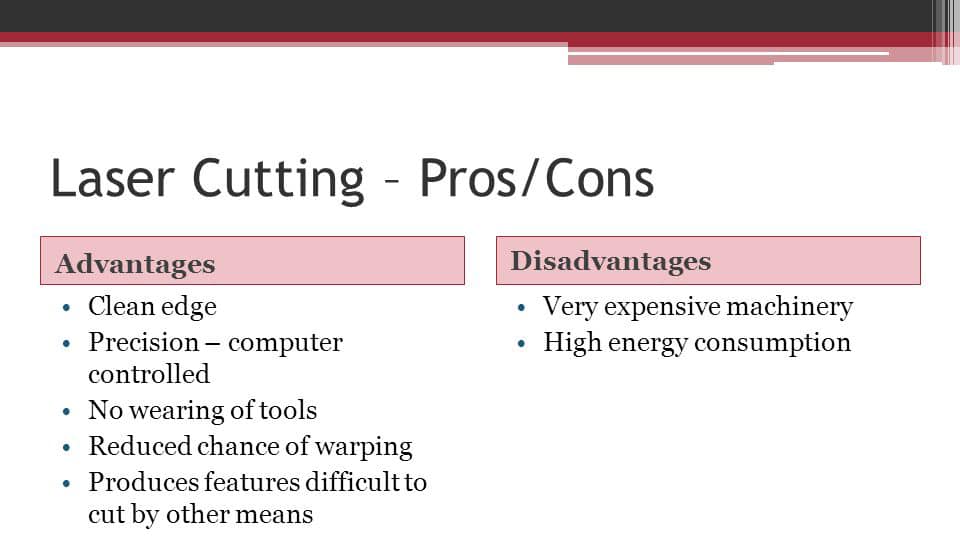
En comparación con otros métodos de corte térmico, el corte por láser destaca por su rápida velocidad de corte y sus cortes de alta calidad. Algunas de sus principales ventajas son:
Excelente calidad de corte:
El corte por láser tiene un ancho de incisión estrecho (normalmente 0,1-0,5 mm), alta precisión (con un orificio distancia entre centros error de 0,1-0,4 mm y un error de tamaño de perfil de 0,1-0,5 mm), y una rugosidad superficial suave (con un valor Ra de 12,5-25μm). Las costuras cortadas no suelen requerir un procesamiento adicional antes de la soldadura.
Velocidad de corte rápida:
Por ejemplo, una cortadora láser de 2 kW puede cortar acero al carbono de 8 mm de grosor a una velocidad de 1,6 m/min, y acero inoxidable de 2 mm de grosor a una velocidad de 3,5 m/min, con una influencia térmica y una deformación mínimas.
Limpio, seguro y respetuoso con el medio ambiente:
El corte por láser mejora el entorno de trabajo de los operarios, ya que es limpio, seguro y no contamina.
Gracias a su pequeño punto de luz láser y su alta densidad de energía, el corte por láser puede lograr una mejor calidad de corte.
(1) Las incisiones de corte por láser son estrechas, con bordes de corte paralelos y perpendiculares a la superficie, y la precisión del tamaño de las piezas cortadas puede alcanzar + 0,05 mm.
(2) La superficie de corte es limpia y lisa, con una rugosidad de apenas unas decenas de micras. En algunos casos, el corte por láser puede utilizarse incluso como último paso, lo que permite utilizar las piezas directamente sin necesidad de mecanizado posterior.
(3) Tras el corte por láser, el área afectada por el calor es muy pequeña, y las propiedades del material cerca del corte no se ven afectadas en gran medida. Además, la deformación de la pieza es mínima, lo que se traduce en una gran precisión de corte y una forma rectangular regular en la sección transversal del corte.
(2) Alta eficacia de corte.
Debido a la características del láser transmisión, las máquinas de corte por láser suelen contar con varias estaciones de trabajo CNC, lo que permite realizar todo el proceso de corte sólo con CNC.
En funcionamiento, se pueden cortar piezas de diferentes formas simplemente cambiando el programa NC, y se pueden realizar cortes en 2D y 3D.
(3) Velocidad de corte rápida.
La velocidad de corte para acero dulce de 2 mm con una cortadora láser de 1200 W puede alcanzar los 600 cm/min, mientras que para una placa de resina de polipropileno de 5 mm, la velocidad de corte puede llegar a los 1200 cm/min.
No es necesario sujetar el material en el corte por láser, lo que no sólo ahorra herramientas, sino que también reduce el tiempo necesario para cargar y descargar materiales.
(4) Corte sin contacto.
En el corte por láser, el soplete de corte no entra en contacto con la pieza y no se produce desgaste de la herramienta. No es necesario sustituir la "fresa" para mecanizar piezas con formas diferentes.
El único cambio necesario son los parámetros de salida del láser. Además, el proceso de corte por láser es poco ruidoso, tiene pocas vibraciones y no contamina.
(5) Numerosas variedades de materiales de corte.
En comparación con el corte por oxiacetileno y plasma, el corte por láser es capaz de cortar una mayor variedad de materiales, incluidos metales, no metales, compuestos de matriz metálica y no metálica, cuero, madera y fibras.
Sin embargo, la idoneidad del corte por láser para estos materiales varía debido a sus distintas propiedades térmicas y físicas, así como a sus diferentes índices de absorción del láser.
Desventajas del corte por láser:
Debido a las limitaciones en la potencia del láser y el tamaño del equipo, las cortadoras láser están limitadas en su capacidad para cortar materiales de chapa y tubos más gruesos.
A medida que aumenta el grosor de la pieza, la velocidad de corte disminuye considerablemente.
Además, los equipos de corte por láser son caros, lo que supone una elevada inversión inicial.
Cómo medir la calidad del corte por láser
La máquina de corte por láser es un tipo de equipo que puede sustituir parcialmente a los métodos tradicionales de corte de metales. Presume de rápidas velocidades de corte y alta calidad de corte.
En los últimos años, el uso de láser de fibra óptica ha hecho que el corte por láser de metales sea más cómodo y eficaz.
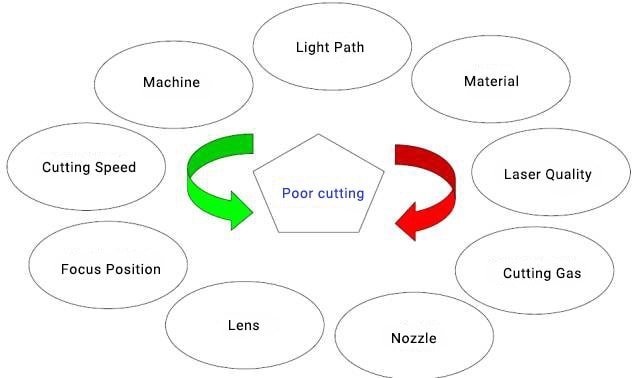
Para determinar la calidad de una cortadora láser, la calidad de corte de la máquina es un criterio crucial. Basándonos en años de experiencia en el corte, se han resumido los siguientes nueve criterios como referencia para que los clientes evalúen las cortadoras láser.
¿La posición real de la distancia focal coincide con la posición de la distancia focal en la escala?
Factor de parámetro
En relación con la posición de la superficie de la hoja
Velocidad de corte
Presión de corte
Potencia de corte
Aplicaciones de corte por láser
La mayoría de las máquinas de corte por láser están controladas por programas CNC o integradas en robots de corte. Como método de mecanizado de alta gama, el corte por láser puede cortar una amplia gama de materiales, incluido el corte 2D o 3D de materiales finos. chapas metálicas.
En la industria de fabricación de automóviles, la tecnología de corte por láser se utiliza ampliamente para cortar complejas chapas de carrocería y diversas piezas curvas, como las ventanas del techo del coche.
Por ejemplo, Volkswagen AG utiliza un láser de 500 W para cortar estos componentes. En la industria aeroespacial, la tecnología de corte por láser se utiliza principalmente para cortar materiales especiales de aviación, como aleaciones de titanio, aleaciones de aluminio, aleaciones de níquel, aleaciones de cromo, acero inoxidable, óxido de cerio, materiales compuestos, plásticos, cerámica y cuarzo.
Entre los componentes aeroespaciales procesados mediante corte por láser se encuentran los tubos de llama de motores, las aleaciones de titanio de paredes finas y los bastidores de aviones, aleación de titanio pieles, popas largas de las alas, revestimientos de cola, rotores principales de helicópteros y baldosas cerámicas de aislamiento térmico del transbordador espacial.
El corte por láser también se utiliza ampliamente en la industria de materiales no metálicos. Puede cortar tanto materiales duros y quebradizos, como nitruro de silicio, cerámica, cuarzo, como materiales flexibles, como tela, papel, láminas de plástico y caucho.
Por ejemplo, el corte por láser puede utilizarse en la industria de la confección para ahorrar de 10% a 12% de material y aumentar la eficacia más de tres veces.
Los productos adecuados para el corte por láser pueden clasificarse generalmente en tres categorías:
Chapa metálica que no es adecuada para la fabricación de moldes desde una perspectiva técnica y económica, especialmente piezas con formas de contorno complejas, lotes pequeños y grosor general, como acero con bajo contenido en carbono de 12 mm y acero inoxidable de 6 mm, para ahorrar en costes de fabricación de moldes y reducir el tiempo. Algunos de los productos típicos que se han adoptado son piezas estructurales de ascensores automáticos, paneles de ascensores, cubiertas de maquinaria y maquinaria alimentaria, diversos armarios eléctricos de gas, conmutadores, piezas de maquinaria textil, piezas estructurales de maquinaria de construcción y motores de gran tamaño. chapas de acero al silicio.
Acero inoxidable (generalmente de 3 mm de grosor) utilizado para decoración, publicidad, la industria de servicios, o patrones, marcas y fuentes de materiales no metálicos (generalmente de 20 mm de grosor). Algunos ejemplos son los motivos de los álbumes de fotos artísticos, las fuentes chinas e inglesas de las empresas, los rótulos de hoteles, tiendas, estaciones, muelles y lugares públicos.
Piezas especiales que requieren un corte uniforme. Las piezas típicas más utilizadas son las placas troqueladas empleadas en la industria del embalaje y la impresión. Hay que cortar una ranura de 0,7-0,8 mm de ancho en una placa de madera de 20 mm de grosor e insertar una cuchilla en la ranura. A continuación, la placa se instala en una troqueladora para cortar una gran variedad de cajas gráficas impresas. Otra aplicación son las tuberías de costura de las pantallas de aceite. Para evitar que los sedimentos entren en la bomba, hay que cortar una ranura uniforme de 0,3 mm de ancho en un acero aleado tubo con un grosor de 6-9mm. El diámetro del orificio en el punto de corte inicial no puede superar los 0,3 mm, lo que dificulta el proceso de corte, pero sigue siendo ampliamente adoptado por muchas fábricas.
Entre los avances recientes en la tecnología de corte por láser se incluyen:
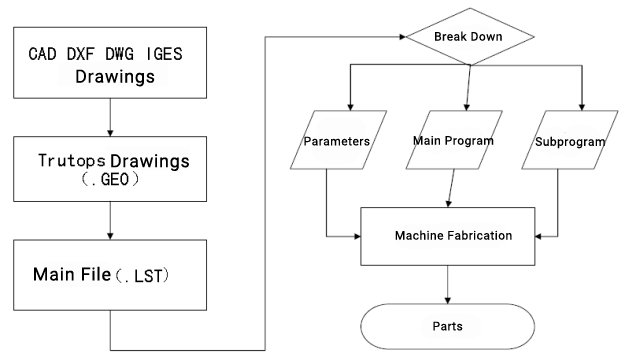
Utilización de sistemas de corte por láser 3D o robots industriales para cortar curvas espaciales y desarrollo de diversos programas informáticos de corte 3D para agilizar el proceso desde el dibujo hasta el corte de las piezas.
Desarrollo de diversos sistemas de corte especiales, sistemas de transporte de material y sistemas de accionamiento de motores lineales para mejorar la eficacia de la producción, con velocidades de corte superiores a 100 m/min.
Centrándose en el estudio de la tecnología de corte de nitrógeno de acero de bajo carbono para mejorar la calidad de corte de placas, para ampliar la aplicación de maquinaria de ingeniería y las industrias de construcción naval, con espesores de acero de bajo carbono superior a 30 mm.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Elegir el láser de fibra de alta potencia adecuado para sus necesidades industriales puede ser una tarea desalentadora. ¿Una mayor potencia significa siempre una mayor eficiencia? No necesariamente. Esta guía explora conceptos erróneos comunes y...
Imagine una herramienta tan precisa que pueda cortar metal con la delicadeza del bisturí de un cirujano. Los láseres de fibra óptica han revolucionado industrias que van de la fabricación a la medicina. Este artículo profundiza en...
¿Se ha preguntado alguna vez cómo la tecnología punta consigue tanta precisión? Los láseres de fibra, una maravilla de la ingeniería moderna, utilizan fibras de vidrio dopadas con tierras raras para generar haces láser muy eficientes y versátiles.....
¿Qué causa el fallo de los cabezales de corte por láser y cómo puede evitarlo? Este artículo profundiza en los problemas comunes de contaminación que afectan a las lentes de los cabezales de corte por láser de fibra y ofrece soluciones prácticas...
¿Alguna vez ha luchado por conseguir el corte perfecto en metal? En esta entrada de blog, desvelaremos los secretos de los parámetros de corte óptimos para varios metales utilizando una...
Imagine cortar metal sin esfuerzo, como si fuera mantequilla. La tecnología láser de fibra ha revolucionado el mecanizado de metales, ofreciendo una precisión y velocidad inigualables. Este artículo explora las velocidades de corte de varios metales...
¿A qué velocidad puede cortar un láser de fibra distintos metales? Si alguna vez se ha preguntado cómo optimizar la velocidad de corte de materiales como el acero al carbono o el aluminio, este artículo ofrece tablas de velocidad detalladas....
¿Se ha preguntado alguna vez cuál es la tecnología de corte por láser que reina realmente? Este artículo se sumerge en la batalla entre el láser de fibra y el láser de CO2, explorando sus puntos fuertes y débiles y los factores...
¿Tiene problemas con la puesta en marcha de su máquina de corte por láser de fibra de 10 kW+? Este artículo ofrece soluciones prácticas a los problemas más comunes a los que se enfrenta durante el proceso de puesta en marcha, garantizando un rendimiento y una eficiencia óptimos. Más información...