El molde se somete a un proceso de tratamiento térmico consistente en precalentamiento, calentamiento terminal y endurecimiento superficial.
Los defectos de tratamiento térmico hacen referencia a diversos problemas que se producen durante la fase final del tratamiento térmico del molde o en procesos y usos posteriores. Estos defectos pueden incluir grietas de enfriamiento, poca estabilidad dimensional, dureza insuficiente, grietas por electromecanizado, grietas por rectificado y fallos prematuros del molde.
A continuación se ofrece un análisis más detallado.
Defectos del tratamiento térmico
1. Grieta de enfriamiento
Las causas de las grietas por enfriamiento rápido y las medidas preventivas son las siguientes:
Efecto de forma: Esto es causado principalmente por factores de diseño tales como pequeñas esquinas redondeadas, colocación inadecuada de los agujeros y malas transiciones de la sección transversal.
Medidas preventivas: Comprobar y mejorar el diseño, incluidas las esquinas redondeadas, la colocación de los orificios y las transiciones de la sección transversal.
Sobrecalentamiento: Esto se debe principalmente a un control impreciso de la temperatura, a ajustes de temperatura de proceso elevados y a una temperatura desigual del horno.
Medidas preventivas: Mantener y revisar el sistema de control de temperatura, ajustar la temperatura del proceso y añadir hierro entre la pieza y el suelo del horno.
Descarburación: Se produce por sobrecalentamiento o sobrecombustión, calentamiento sin protección en un horno de aire, pequeños márgenes de mecanizado y capas descarburadas residuales de forja o tratamiento de precalentamiento.
Medidas preventivas: Utilizar calentamiento en atmósfera controlada, calentamiento en baño de sales, horno de vacío, horno de caja con protección de caja, o aplicar recubrimiento antioxidante, y aumentar la sobremedida de mecanizado en 2-3mm.
Refrigeración inadecuada: Esto es causado principalmente por la selección inadecuada del refrigerante o sobreenfriamiento.
Medidas preventivas: Comprender las características de refrigeración del medio de enfriamiento o tratamiento de revenido y seleccionar el refrigerante adecuado.
Estructura deficiente del acero para moldes: Esto puede ser causado por una severa segregación de carburos, mala calidad de forja y un tratamiento inadecuado de precalentamiento.
Medidas preventivas: Utilizar el proceso de forja correcto e implantar un sistema de tratamiento de precalentamiento razonable.
2. Dureza insuficiente
Las razones y precauciones para una dureza insuficiente son las siguientes:
Horno o tanque de enfriamiento inadecuados: Esto es causado por una temperatura de proceso incorrecta o errores en el sistema de control de temperatura.
Medidas preventivas: Corregir la temperatura de proceso y revisar y comprobar el sistema de control de temperatura. Al instalar el horno, las piezas de trabajo deben espaciarse uniformemente y no apilarse ni agruparse para su enfriamiento.
Temperatura de enfriamiento elevada: La causa es una temperatura de proceso incorrecta o errores en el sistema de control de temperatura.
Medidas preventivas: Corregir la temperatura de proceso y revisar y comprobar el sistema de control de temperatura.
Sobretemplado: Esto es causado por una alta temperatura de revenido, errores en el sistema de control de temperatura, o entrar en el horno a una temperatura alta.
Medidas preventivas: Corregir la temperatura de proceso y revisar y comprobar el sistema de control de temperatura. Entrar en el horno a una temperatura no superior a la fijada.
Enfriamiento inadecuado: Esto puede ocurrir si el tiempo de preenfriamiento es demasiado largo, el medio refrigerante no se selecciona correctamente, la temperatura del medio de enfriamiento aumenta mientras que el rendimiento de enfriamiento disminuye, la agitación es deficiente o la temperatura de salida del tanque es demasiado alta.
Medidas preventivas: Entrar rápidamente en el tanque desde el horno, comprender las características de enfriamiento del medio de enfriamiento, añadir o enfriar el medio de enfriamiento si es necesario, reforzar la agitación del refrigerante, y retirar a una temperatura de Ms + 50°C.
Descarburación: Está causada por capas residuales de descarburación procedentes de las materias primas o durante el proceso de temple y calentamiento.
Medidas preventivas: Utilizar atmósfera controlada y calentamiento por baño de sales, horno de vacío y horno de caja con protección de caja o revestimiento antioxidante, y aumentar la sobremedida de mecanizado en 2-3mm.
3. Pdeformación del suelo
En el ámbito de la fabricación mecánica, la aparición de deformaciones durante el tratamiento térmico se considera absoluta, mientras que la ausencia de deformaciones es relativa. En otras palabras, todo depende del tamaño. Esto se debe principalmente al efecto de relieve superficial causado por martensita transformación durante el tratamiento térmico.
Evitar la deformación (cambios de dimensiones y forma) durante el tratamiento térmico es una tarea difícil y a menudo requiere experiencia para resolverla. Esto se debe a que diversos factores, como la tipo de aceroLa forma del molde, la distribución inadecuada de los carburos y el método de forja y tratamiento térmico pueden contribuir a agravar el problema.
Además, los cambios en cualquiera de las diversas condiciones durante el tratamiento térmico pueden influir enormemente en el grado de deformación de la pieza de acero.
Durante mucho tiempo, la resolución del problema de la deformación por tratamiento térmico se ha realizado principalmente a través de la experiencia y la heurística. Sin embargo, es crucial conocer a fondo la relación entre molde forja de aceroLa comprensión de la deformación por tratamiento térmico puede lograrse mediante el análisis de los datos acumulados y la creación de archivos de la deformación por tratamiento térmico. Esta comprensión puede obtenerse analizando los datos acumulados y estableciendo archivos de deformación por tratamiento térmico.
4. Descarbonización
La descarburación es un fenómeno y una reacción en los que el carbono de la capa superficial del acero se pierde total o parcialmente por efecto de la atmósfera circundante durante el calentamiento o el aislamiento.
En descarburación del acero de las piezas puede dar lugar a una dureza insuficiente, grietas por enfriamiento rápido, deformaciones por tratamiento térmico y defectos por tratamiento térmico químico. Además, puede afectar significativamente a resistencia a la fatigaresistencia al desgaste y rendimiento del molde.
5. Grietas causadas por el mecanizado por descarga eléctrica
En la fabricación de moldes, el mecanizado por electroerosión (EDM) se está convirtiendo en un método de procesamiento cada vez más común. Sin embargo, con su uso generalizado, también han aumentado los defectos causados por la electroerosión.
La electroerosión es un método de mecanizado que funde la superficie de un molde utilizando la alta temperatura generada por la descarga eléctrica. Este proceso forma una capa blanca EDM deteriorativa en la superficie de mecanizado y genera una tensión de tracción de unos 800 MPa. Como resultado, pueden producirse deformaciones o grietas durante el mecanizado eléctrico del molde.
Por lo tanto, cuando se utilizan moldes de electroerosión, es crucial comprender el impacto de la electroerosión en el acero del molde y tomar medidas preventivas para evitar defectos:
Evitar el sobrecalentamiento y la descarburación durante el tratamiento térmico, y templar el acero completamente para reducir o eliminar tensión residual.
Para eliminar por completo la tensión interna generado durante el temple, es necesario el revenido a alta temperatura. Los aceros que pueden soportar el revenido a alta temperatura, como el DC53, el ASP-23 y el acero rápido, deben utilizarse para el procesamiento en condiciones de descarga estables.
Después del procesamiento EDM, estabilizar el tratamiento de relajación.
Establecer agujeros y ranuras de proceso razonables.
Eliminar completamente la capa resolidificada para asegurarse de que está en buen estado.
Utilizando el principio de traslación vectorial, corte y disperse la tensión interna del puesto de corte mediante drenaje.
6. Resistencia insuficiente
La tenacidad insuficiente puede atribuirse a una temperatura de enfriamiento excesivamente alta y a un tiempo de mantenimiento prolongado, que provocan el engrosamiento del grano, o a no haber evitado el revenido en la zona frágil.
La presencia de una gran cantidad de austenita en la pieza puede dar lugar a tensiones estructurales y agrietamiento de la pieza cuando se produce la transformación de revenido durante el calor de rectificado. Para evitarlo, se pueden tomar dos medidas preventivas: realizar un tratamiento criogénico después del temple o repetir el proceso de revenido (normalmente 2-3 veces para aceros de herramientas de baja aleación en el trabajo en frío) para minimizar la cantidad de austenita retenida.
Medidas preventivas contra la deformación y la fisuración en el tratamiento térmico de moldes
I. Diseño racional y selección correcta de materiales
Parte 1 Diseño racional
El diseño del molde depende principalmente del uso que se le vaya a dar, y su estructura puede no ser siempre completamente racional y simétrica.
Esto exige que los diseñadores adopten medidas eficaces durante el proceso de diseño del molde. Sin comprometer el rendimiento del molde, deben prestar atención a la fabricabilidad, la racionalidad estructural y la simetría geométrica.
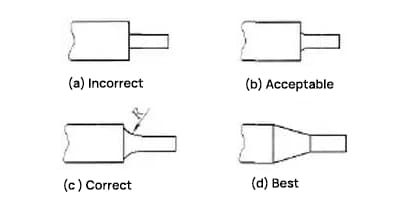
(1) Evite las esquinas afiladas y las secciones con grandes diferencias de grosor.
Deben evitarse las secciones con diferencias drásticas de grosor, bordes finos y esquinas afiladas.
Deben emplearse transiciones suaves en las uniones de las secciones gruesas y finas del molde. Esto puede reducir eficazmente las diferencias de temperatura a través de la sección transversal del molde, minimizando el estrés térmico.
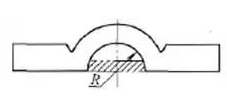
También puede reducir la disparidad temporal de las transformaciones estructurales a lo largo de la sección, reduciendo así la tensión estructural. La figura 1 ilustra el uso de filetes y conos de transición en el diseño de moldes.
Figura 1
Figura 2
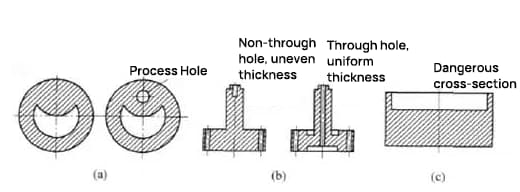
(2) Incorporación de orificios de proceso adicionales
Para aquellos moldes en los que es realmente difícil garantizar secciones transversales uniformes y simétricas, se debe, sin comprometer su funcionalidad, convertir los orificios ciegos en pasantes o integrar adecuadamente orificios de proceso adicionales.
La figura 3a ilustra un tipo de troquel de cavidad estrecha que, al enfriarse, sufre una deformación como la representada por las líneas de puntos. Si se añaden dos orificios de proceso durante la fase de diseño (como se muestra en la figura 3b), se reduce la diferencia de temperatura a través de la sección durante el enfriamiento, lo que disminuye la tensión térmica y mejora significativamente la situación de deformación.
Figura 3 Matriz de acero Cr12MoV
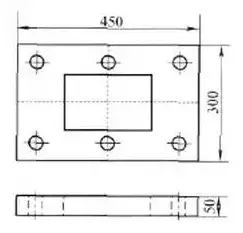
La figura 4 también muestra un caso en el que se añaden orificios de proceso o se cambian los orificios ciegos por orificios pasantes, lo que puede reducir la mayor susceptibilidad al agrietamiento causada por el grosor desigual.
Figura 4
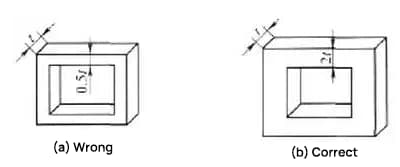
(3) Utilizar estructuras cerradas y simétricas en la medida de lo posible.
Cuando la forma del molde es abierta o asimétrica, la distribución de tensiones tras el enfriamiento es desigual, lo que conduce fácilmente a la deformación. Por lo tanto, para moldes de ranura generalmente deformables, es aconsejable dejar las nervaduras antes del temple y cortarlas después del temple.
Como se muestra en la figura 5, la pieza ranurada se deforma originalmente en el punto R después del temple. Añadiendo nervaduras (la parte sombreada de la Figura 5), se puede evitar eficazmente la deformación por temple.
Gráfico 5
(4) Implantación de una estructura compuesta
Para moldes cóncavos de formas complejas y grandes dimensiones que superen los 400 mm, así como para moldes convexos delgados y alargados, lo ideal es emplear una estructura compuesta.
Este enfoque simplifica la complejidad, reduce el tamaño y transforma las superficies interiores del molde en exteriores. Esto no solo facilita el procesamiento térmico, sino que también minimiza eficazmente la deformación y el agrietamiento.
Cuando se diseña una estructura compuesta, la descomposición debe seguir generalmente estos principios, siempre que no afecten a la precisión del ajuste:
(1) Ajustar el grosor para garantizar una sección transversal uniforme tras la descomposición, especialmente en el caso de moldes con grandes diferencias en sus secciones transversales iniciales.
(2) Descomponer las zonas propensas a la concentración de tensiones para distribuir la tensión y evitar el agrietamiento.
(3) Incorporar orificios de proceso alineados para mantener la simetría estructural.
(4) Facilitar el procesamiento térmico y la facilidad de montaje.
(5) Por encima de todo, hay que garantizar la usabilidad.
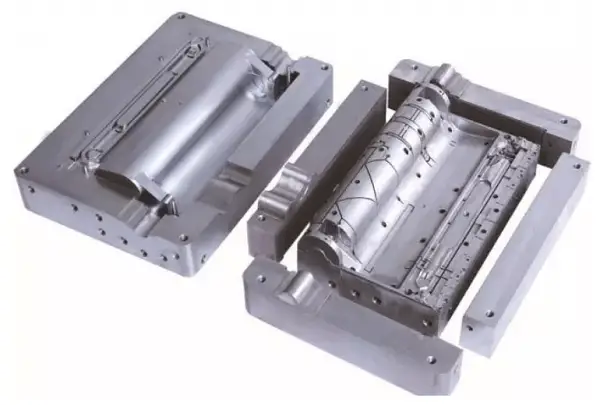
Figura 6 Molde cóncavo grande
La figura 6 ilustra una matriz cóncava de grandes dimensiones. Optar por una estructura monolítica dificulta el tratamiento térmico y provoca una contracción desigual en la cavidad de la matriz tras el enfriamiento.
Esto puede dar lugar incluso a bordes de cuchilla desiguales y distorsiones planas, que son difíciles de remediar en el procesamiento posterior. De ahí que pueda utilizarse una estructura modular. Como indican las líneas discontinuas de la figura 6, la estructura se divide en cuatro partes.
Tras el tratamiento térmico, estas piezas se vuelven a ensamblar, rectificar y encajar. Esto no sólo simplifica el proceso de tratamiento térmico, sino que también resuelve el problema de la deformación.
Parte 2: Selección adecuada del material
La deformación y la fisuración por tratamiento térmico están estrechamente relacionadas con el acero utilizado y su calidad. Por lo tanto, el material debe seleccionarse en función de los requisitos de rendimiento de la matriz.
Deben tenerse en cuenta factores como la precisión, la estructura y el tamaño de la matriz, así como la naturaleza, la cantidad y los métodos de procesamiento de la pieza.
En general, si no hay requisitos de deformación y precisión para la matriz, puede utilizarse acero al carbono para herramientas para reducir costes. Para componentes propensos a la deformación y el agrietamiento, pueden elegirse aceros para herramientas aleados de alta resistencia con velocidades de enfriamiento crítico más lentas.
La figura 7 muestra una matriz para un componente electrónico. Originalmente se utilizaba acero T10A, y el proceso de templado en agua y enfriado en aceite provocaba una deformación significativa y susceptibilidad al agrietamiento.
Además, el temple en baño alcalino dificultaba el endurecimiento de la cavidad de la matriz. Ahora se utiliza acero 9Mn2V o acero CrWMn, que cumple los requisitos de dureza y deformación del temple.
Es evidente que cuando los moldes fabricados con acero al carbono no cumplen los requisitos de deformación, su sustitución por acero aleado como 9Mn2V o CrWMn pueden resolver los problemas de deformación y agrietamiento.
A pesar del coste ligeramente superior del material, sigue siendo rentable en el gran esquema de las cosas.
Al mismo tiempo, junto con la elección del material adecuado, es crucial mejorar la inspección y la gestión de las materias primas para evitar grietas en el tratamiento térmico del molde debidas a defectos de las materias primas.
Parte.3 Formulación racional de las condiciones técnicas
La formulación racional de las condiciones técnicas, incluidos los requisitos de dureza, es una vía crucial para evitar la deformación por enfriamiento y el agrietamiento.
Si se produce un endurecimiento localizado o endurecimiento superficial puede cumplir los requisitos de uso, intente evitar el temple de toda la pieza.
Para los moldes totalmente templados, donde los requisitos localizados pueden relajarse, la uniformidad no debe perseguirse estrictamente.
En el caso de los moldes de alto coste o estructura compleja, cuando el tratamiento térmico no pueda cumplir los requisitos técnicos, deberán modificarse las condiciones, aflojando convenientemente aquellas exigencias que tengan poca repercusión en la vida útil para evitar el desguace debido a los múltiples repasos.
El tipo de acero elegido no debe tener su dureza máxima alcanzable fijada como condición técnica del diseño.
Esto se debe a que la dureza máxima se mide a menudo con muestras de tamaño limitado, que pueden diferir significativamente de la dureza alcanzable con moldes más grandes de tamaño real.
Dado que perseguir la máxima dureza a menudo requiere aumentar la velocidad de enfriamiento por enfriamiento, lo que conduce a una mayor tendencia a la deformación por enfriamiento y al agrietamiento, el uso de una mayor dureza como condición técnica puede plantear ciertos retos incluso para moldes de menor tamaño durante el tratamiento térmico.
En resumen, el diseñador debe formular condiciones técnicas viables basadas en el rendimiento de uso y el tipo de acero seleccionado.
Además, al establecer los requisitos de dureza para el tipo de acero seleccionado, se debe evitar el rango de dureza que pueda causar fragilidad en el temple.
II. Ordenación racional de los procesos tecnológicos
La correcta gestión de la relación entre el procesamiento mecánico y el tratamiento térmico, y la disposición racional de los proceso tecnológicoEl tratamiento térmico de los moldes, que permite una estrecha coordinación entre el trabajo en frío y en caliente, es una medida eficaz para reducir la deformación del tratamiento térmico de los moldes.
Parte.1 La clave para organizar racionalmente los procesos tecnológicos
En algunos casos, la deformación de un molde no puede resolverse únicamente desde la perspectiva del tratamiento térmico. Sin embargo, cambiar de mentalidad y abordar todo el proceso tecnológico suele dar resultados inesperados.
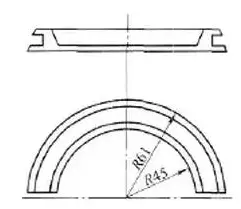
La figura 8 muestra un molde de media caña que, debido a su forma asimétrica, sufre una importante deformación por torsión durante el enfriamiento.
Si se mecaniza en forma de anillo completo antes del temple y se corta en dos piezas con una muela de sierra después del tratamiento térmico, no sólo se reducen los costes, sino que también se minimiza la deformación.
Figura 8 Molde semicircular
Parte.2 Asignación de márgenes de transformación en función de las características de deformación
La distorsión es inevitable durante el procesado.
Si se comprenden sus características y se reservan razonablemente los márgenes de procesamiento adecuados, no sólo puede simplificarse la operación de tratamiento térmico, sino que puede reducirse el procesamiento mecánico posterior, especialmente el trabajo de rectificado.
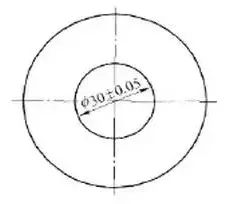
La figura 9 muestra un molde de 45# acero. Después del tratamiento térmico, el agujero interior tiende a expandirse, por lo que debe reservarse de antemano una tolerancia negativa durante el procesamiento mecánico para cumplir los requisitos de diseño después del tratamiento térmico.
Para los moldes en los que el tamaño y la dirección de la deformación no se pueden prever de antemano, se puede realizar un enfriamiento de prueba antes de que la cavidad del molde se haya mecanizado a las dimensiones de diseño.
En función de sus características de deformación, puede reservarse el correspondiente margen de procesamiento mecánico.
Figura 9 Molde de conformado
Parte.3 Tratamiento de recocido o envejecimiento necesario para aliviar la tensión
En el caso de los moldes de precisión, la tensión generada por los procesos de corte o rectificado puede provocar deformaciones y grietas.
Por lo tanto, incorporar el alivio del estrés recocido o el tratamiento de envejecimiento en el flujo de procesamiento pueden reducir significativamente la deformación y evitar el agrietamiento.
Por ejemplo, en el caso de moldes con ejes delgados y formas complejas, la realización de un recocido de alivio de tensiones tras el mecanizado en bruto para eliminar las tensiones derivadas del corte resulta muy eficaz para reducir la deformación por enfriamiento.
Del mismo modo, para algunos moldes que requieren un rectificado de precisión, se puede programar un tratamiento de envejecimiento tras el tratamiento térmico y el rectificado en bruto para eliminar la tensión del rectificado, estabilizar las dimensiones y evitar deformaciones y grietas.
III. Forja racional y tratamiento térmico preliminar
Las estructuras en banda y la segregación composicional en el acero suelen provocar una deformación desigual de los moldes. El estado de organización de la matriz antes del temple también puede afectar a la diferencia de volumen del molde antes y después del temple.
En determinadas condiciones, la calidad de la estructura original del acero se convierte en un factor importante que afecta a la deformación por tratamiento térmico.
Para minimizar la deformación por temple, además de tomar medidas eficaces durante el proceso de temple, también debe controlarse adecuadamente la estructura interior del acero antes del temple.
Parte 1 Forja racional
La experiencia demuestra que un forjado racional es clave para minimizar la deformación por tratamiento térmico y garantizar una mayor vida útil del molde. Esto es especialmente importante en el caso de los aceros aleados (como los aceros CrWMn, Cr12 y Cr12MoV).
La premisa para que este tipo de aceros consigan una baja deformación es mediante un forjado suficiente, que permita minimizar el grado de segregación de carburos en el interior del acero.
Por lo tanto, el proceso de forja debe controlarse correctamente en los cinco aspectos siguientes:
(1) Método de forja: El proceso de conformado requiere múltiples pasos de forja, normalmente no menos de tres para el acero de alta aleación, para garantizar que los carburos se fracturen y se distribuyan uniformemente.
(2) Relación de forja: Es necesaria una determinada relación de forja. Por ejemplo, la relación de forja total para el acero de alta aleación suele estar entre 8 y 10.
(3) Velocidad de calentamiento: Calentar gradualmente hasta aproximadamente 800°C, luego aumentar lentamente la temperatura hasta 1100-1150°C. Durante el proceso de calentamiento, la pieza debe voltearse regularmente para asegurar un calentamiento uniforme y una penetración completa.
(4) Control de la temperatura final de forja: Si la temperatura final de forja es demasiado alta, el tamaño del grano tiende a aumentar, lo que se traduce en un peor rendimiento. Por otro lado, si la temperatura final de forja es demasiado baja, el material se vuelve menos dúctil, propenso a estructuras en forma de banda y puede fracturarse fácilmente.
Parte.2 Tratamiento previo al calentamiento
La deformación y el agrietamiento de los moldes no sólo están asociados a la tensión generada durante el proceso de templado, sino también a la estructura original y a la tensión interna residual previa al templado. Por lo tanto, es esencial aplicar el tratamiento de precalentamiento necesario a las piezas en bruto de los moldes.
Normalmente, los moldes más pequeños fabricados con acero T7 y T8 tienden a aumentar de volumen durante el enfriamiento. Si se templan previamente, se puede conseguir una estructura de sorbita templada mayor que el volumen original, lo que reduce la deformación durante el temple.
Por otro lado, los moldes más grandes fabricados con acero de alto contenido en carbono, como los aceros T10 y T12, tienden a contraerse en volumen cuando se templan. En este caso, debe adoptarse el recocido de esferoidización, que puede dar mejores resultados que el templado.
En el caso de los aceros para herramientas de baja aleación, disponer un proceso de revenido tras el mecanizado mecánico puede distribuir uniformemente los carburos de aleación, mejorando significativamente la estructura y mitigando los efectos adversos de la forja y las estructuras originales.
El proceso de templado da lugar a carburos distribuidos uniformemente y a una estructura de sorbita de grano fino, aumentando el volumen comparativo de la estructura original.
Esto no sólo mejora las propiedades mecánicas del acero, sino que también ayuda a minimizar la deformación. En el caso de los moldes de aceros para herramientas de alta aleación (como el acero con alto contenido en cromo), pueden producirse diferentes grados de contracción durante el enfriamiento tras el revenido.
Por lo tanto, la sustitución del revenido a alta temperatura por el recocido durante el proceso de revenido puede dar mejores resultados después del temple.
El acero estructural aleado puede alcanzar una mayor dureza mediante el tratamiento previo al temple, que también minimiza los cambios de volumen durante el enfriamiento, reduciendo las posibles deformaciones y grietas.
El uso del recocido a baja temperatura para aliviar la tensión de trabajo en frío en los moldes es más sencillo que el templado, con un ciclo más corto, menos oxidación y aplicabilidad a diversos materiales utilizando el mismo proceso.
Para eliminar los carburos en red causados por un forjado deficiente y aumentar la profundidad de la capa endurecida, puede aplicarse un tratamiento de normalización.
En resumen, todos los tipos de tratamiento de precalentamiento deben realizarse de acuerdo con los patrones de expansión y contracción del molde, ajustando la estructura inicial y eliminando la tensión de mecanizado para reducir la deformación y el agrietamiento.
IV. Aplicación de procesos razonables de tratamiento térmico
Para minimizar y prevenir la distorsión por temple de la pieza, no sólo es necesario un diseño racional de la pieza, la selección de los materiales, la formulación de los requisitos técnicos del tratamiento térmico, y un correcto procesamiento térmico (fundición, forja, soldadura) y tratamiento de precalentamiento de las piezas en bruto, sino que también es esencial prestar atención a las siguientes cuestiones en el tratamiento térmico:
(1) Selección racional de la temperatura de calentamiento
Para garantizar el endurecimiento, la temperatura de enfriamiento debe ser, por lo general, lo más baja posible. Sin embargo, en el caso de ciertos moldes de acero aleado con alto contenido en carbono (como el acero CrWMn, Cr12Mo), la distorsión por enfriamiento puede controlarse elevando adecuadamente la temperatura de enfriamiento para reducir la... Sra. Puntoaumentando la cantidad de austenita residual.
Además, en el caso de moldes de acero con alto contenido en carbono más gruesos, la temperatura de enfriamiento también puede elevarse ligeramente para evitar la aparición de grietas de enfriamiento.
Para los moldes propensos a la deformación y el agrietamiento, debe realizarse un recocido de alivio de tensiones antes del temple.
(2) Proceso de calentamiento racional
Debe conseguirse un calentamiento uniforme en la medida de lo posible para minimizar el estrés térmico durante el calentamiento.
Para moldes de acero de alta aleación, de sección transversal grande y forma compleja, con elevados requisitos de distorsión, normalmente debe aplicarse un precalentamiento o una velocidad de calentamiento restringida.
(3) Selección correcta del método y el medio de refrigeración
Los métodos de enfriamiento previo, enfriamiento por etapas y enfriamiento por etapas deben seleccionarse en la medida de lo posible.
El enfriamiento previo tiene un buen efecto en la reducción de la distorsión en moldes largos, finos o delgados y, en cierta medida, puede reducir la distorsión en moldes con variaciones significativas de grosor.
Para formas complejas o moldes con diferencias de sección significativas, es preferible el temple escalonado. Por ejemplo, el uso del temple por etapas a 580-620°C para el acero rápido evita esencialmente la distorsión y el agrietamiento por temple.
(4) Dominio correcto de los métodos de operación de temple
La elección correcta de la forma de inmersión de la pieza en el medio debe garantizar el enfriamiento más uniforme del molde y la entrada en el medio refrigerante por el camino de menor resistencia, con el lado de enfriamiento más lento orientado en la dirección del movimiento del líquido.
Cuando el molde se enfría por debajo del punto Ms, el movimiento debe detenerse. Por ejemplo, los moldes con espesores desiguales deben sumergirse primero con la parte más gruesa; las piezas con cambios significativos de sección pueden reducir la deformación del tratamiento térmico aumentando los orificios de proceso, reservando nervios de refuerzo, tapando los orificios con amianto, etc.
En el caso de piezas con superficies cóncavas u orificios pasantes, la cara cóncava y los orificios deben sumergirse hacia arriba para expulsar las burbujas del interior de los orificios pasantes.
V. Conclusión
El tratamiento térmico es un proceso de fabricación indispensable en la producción de moldes, que influye significativamente tanto en la calidad como en el coste del molde, y sirve como medida crucial para aumentar su vida útil. La deformación y el agrietamiento son dos retos importantes durante el tratamiento térmico de moldes.
Las causas que subyacen a estos problemas son complejas, pero si se comprenden sus patrones, se realizan análisis e investigaciones exhaustivos y se abordan los problemas con precisión, es posible reducir la deformación del molde y controlar las grietas con eficacia.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]