El tratamiento térmico químico es un proceso que consiste en calentar piezas metálicas o de aleación en un medio activo apropiado para el aislamiento, haciendo que uno o más elementos penetren en la capa superficial y alteren su composición química, estructura y rendimiento.
El tratamiento térmico químico, también conocido como tratamiento de "difusión superficial" o "difusión térmica", consiste en colocar materiales metálicos o partes en un medio sólido, líquido o gaseoso que contiene uno o varios elementos químicos.
A continuación, los materiales se calientan a una temperatura específica en un horno, lo que permite que estos elementos entren en el superficie metálica mediante la descomposición, adsorción, solución sólida y reacción combinada de pirolizados medios en la superficie del metal. Los elementos penetran gradualmente en el material metálico a través de la difusión térmica, formando una capa de penetración rica en uno o más elementos de aleación en la superficie del metal. superficie metálica.
La tecnología del tratamiento térmico químico desempeña un papel importante en la industria moderna debido a su capacidad para mejorar en gran medida los requisitos de rendimiento de las piezas de trabajo.
Al crear una superficie dura y una superficie interna resistente, puede mejorar diversas propiedades mecánicas, como la alta resistencia, la alta dureza, la alta resistencia al desgaste, el rendimiento antigolpes, el rendimiento antifatiga y la resistencia especial a la corrosión. También puede mejorar las propiedades físicas y químicas de la superficie de la pieza, como la resistencia a la oxidación a alta temperatura.
Es importante tener en cuenta que la pieza debe mantener sus propiedades plásticas y dúctiles originales para aumentar la durabilidad de las piezas de las máquinas en condiciones de trabajo complejas. Como resultado, el tratamiento térmico químico se utiliza ampliamente para lograr requisitos específicos para una amplia gama de aplicaciones industriales.
Las principales características del tratamiento térmico químico son:
Infiltración sólida por difusión que no sólo altera la composición química de la capa superficial de la pieza, sino que también modifica su estructura.
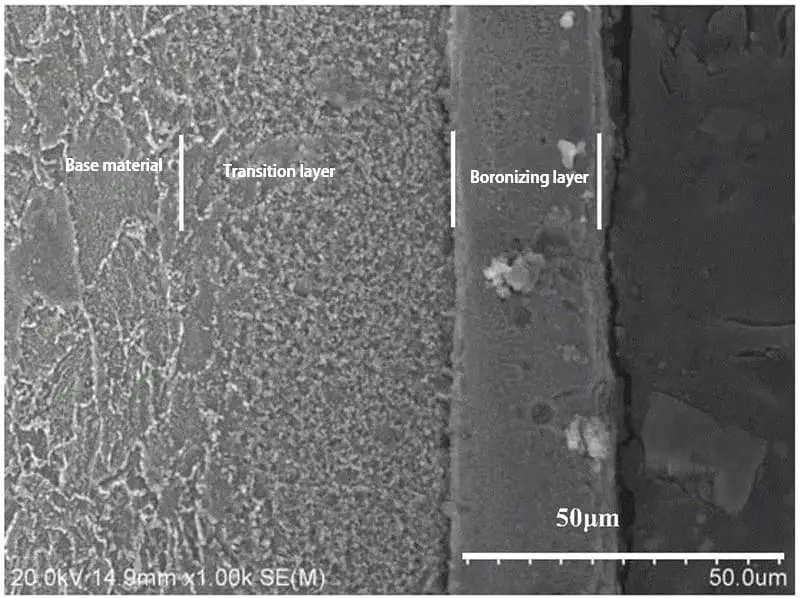
La presencia de una capa de difusión entre la capa de infiltración y la matriz, que puede proporcionar propiedades difíciles de conseguir con un solo material o mejorar aún más el rendimiento de la pieza.
El tratamiento térmico químico es impulsado por un gradiente de concentración.
La estructura de la capa de infiltración formada por el tratamiento térmico químico se ajusta al diagrama de fases.
Su estructura es continua y se clasifica como combinación metalúrgica.
Clasificación del tratamiento térmico químico
1. Clasificación según el tipo de elementos infiltrados
Puede dividirse en varios métodos, incluida la carburación, nitruraciónboronización, aluminización, sulfuración, carbonitruración, carburación de compuestos de carbono y cromo, etc.
2. Clasificación según el tipo y el orden de los elementos infiltrados
1. Infiltración de un solo elemento
Como la carburación (carburación unitaria), la boronización (boronización unitaria), etc.
2. Penetración binaria.
El proceso de infiltración de dos elementos simultáneamente se conoce como doble penetración.
Cuando el carbono y el nitrógeno se infiltran simultáneamente, se denomina carbonitruración (también conocida como carbonitruración para abreviar). Del mismo modo, el proceso de infiltración simultánea de boro y aluminio se denomina aluminizado de boro (también conocido como aluminizado de boro para abreviar).
3. Penetración multielemento.
La penetración multielemento se refiere a la infiltración simultánea de más de dos elementos.
Concretamente, cuando el carbono, el nitrógeno y el boro se infiltran al mismo tiempo en un material, se habla de carbonitruración.
4. Infiltración compuesta binaria.
La infiltración de un material con dos elementos se denomina infiltración compuesta de dos elementos.
Por ejemplo, si el wolframio y el carbono se infiltran secuencialmente, el proceso se conoce como infiltración compuesta binaria de wolframio-carbono.
5. Infiltración compuesta multielemento.
La infiltración compuesta multielemento implica la infiltración secuencial de más de dos elementos.
Por ejemplo, la infiltración compuesta ternaria de nitrógeno, carbono y azufre es un tipo de infiltración compuesta multielemento.
3. Clasificación según el estado de los elementos penetrantes del medio activo
1. Método sólido
Incluidos el método de llenado de polvo, el método de pasta (lodo), el método de ciclón eléctrico, etc.
2. Método de líquidos
Incluidos el método del baño de sal, el método del baño de sal electrolítico, el método de electrólisis de solución acuosa, etc.
3. Método del gas
Incluidos el método de vacío, el método de gas sólido, el método de gas indirecto, el método de horno de iones móviles, etc.
4. Método de bombardeo iónico
Incluye la carburación por bombardeo iónico, la nitruración por bombardeo iónico, la metalización por bombardeo iónico, etc.
4. Clasificación según las características de cambio de la composición química de la superficie
La infiltración por difusión puede clasificarse en cuatro categorías:
Infiltración simultánea de elementos metálicos y no metálicos.
Difusión para eliminar elementos impuros, entre otros.
5. Clasificación según la estructura de fases formada por los elementos infiltrantes y los elementos del acero.
En el proceso de modificación de la superficie del acero intervienen dos mecanismos. El primer mecanismo es la formación de soluciones sólidas por disolución de los elementos infiltrantes en la red de elementos disolventes. La carburación, la carbonitruración y otros procesos similares entran dentro de esta categoría.
El segundo mecanismo es la difusión de reacción, que tiene dos subtipos.
El primer subtipo implica que los elementos infiltrantes reaccionan con los elementos presentes en el acero para formar fases ordenadas, también conocidas como compuestos metálicos. La nitruración, comúnmente denominada nitruración, es un ejemplo de este subtipo.
El segundo subtipo se produce cuando la solubilidad de los elementos infiltrantes en la red de elementos disolventes es muy baja. En este caso, los elementos infiltrantes reaccionan con los elementos presentes en el acero para formar fases compuestas. La boronización es un ejemplo de este subtipo.
6. Clasificar según el efecto/objetivo de los elementos de infiltración en las propiedades superficiales de las piezas de acero.
Mejorar la dureza, la resistencia, resistencia a la fatigay resistencia al desgaste de la superficie de la pieza empleando técnicas como el carburizado, la nitruración, la carbonitruración y otras.
Aumentar la dureza y la resistencia al desgaste de la superficie de la pieza mediante métodos como el boronizado, el vanadizado, el niobio y otros.
Disminuir el coeficiente de fricción y mejorar la resistencia al gripado y al rayado de la superficie de la pieza utilizando técnicas como el sulfurizado, la oxinitruración y el tratamiento de penetración de azufre y nitrógeno.
Mejorar la resistencia a la corrosión de la superficie de la pieza empleando técnicas como el siliconizado, el cromado, la nitruración y otras.
Mejorar la resistencia a la oxidación a alta temperatura de la superficie de la pieza de trabajo mediante métodos como el aluminizado, el cromado, el siliconizado y otros.
7. Clasificación según el estado de la estructura del acero durante el tratamiento térmico químico
Tabla 1 Tabla de clasificación según el estado de la estructura del acero
Tratamiento térmico químico en estado austenítico
Tratamiento térmico químico en estado de ferrita
Carburización
Nitruración
Carbonitruración
Nitrocarbonización
Boronización, boroaluminización, borosiliconización, borozirconización, carburación compuesta de boro-carbono, carburación compuesta de boro-carbono-amoniaco, etc.
El cuadro 1 muestra que la temperatura de tratamiento térmico químico del acero en estado de ferrita es generalmente inferior a 600℃, lo que se denomina tratamiento térmico químico a baja temperatura.
Por otra parte, la temperatura de tratamiento térmico químico del acero en estado austenítico suele ser superior a 600℃, lo que se conoce como tratamiento térmico químico de alta temperatura.
Los procesos de tratamiento térmico químico a baja temperatura ofrecen varias ventajas, como una menor temperatura de tratamiento, eficiencia energética, mínima distorsión de la pieza, mayor resistencia a la corrosión y propiedades antigripado, mayor dureza y mejores prestaciones antidesgaste y antifricción.
Además, como se ve en la Tabla 1, el tratamiento térmico químico del acero suele denominarse según la infiltración de diferentes elementos, como carburación, nitruración, carbonitruración, etc.
Características del tratamiento térmico químico
En comparación con métodos de endurecimiento superficial como el enfriamiento superficial y el refuerzo de la deformación superficial, presenta las siguientes características.
Mediante la introducción de diferentes elementos, la composición química y la estructura de la superficie de la pieza pueden modificarse eficazmente para conseguir diversas propiedades superficiales, cumpliendo así los requisitos de rendimiento de la pieza en diferentes condiciones de funcionamiento.
La profundidad de la capa de cementación en el tratamiento térmico químico típico puede ajustarse en función de las especificaciones técnicas de la pieza, y la composición, estructura y rendimiento de la capa de cementación varían gradualmente desde la superficie hacia el interior. La capa de cementación y la matriz están unidas metalúrgicamente, lo que da como resultado una unión fuerte y evita el desprendimiento de la capa superficial.
El tratamiento térmico químico no suele estar limitado por la forma geométrica de la pieza. Independientemente de la forma, la carcasa y la cavidad interior pueden obtener la capa de penetración necesaria o la capa de penetración local. Por el contrario, el endurecimiento superficial, el laminado, el prensado en frío, el laminado en frío y otros tratamientos de endurecimiento por trabajo en frío están limitados por la forma de la pieza.
La gran mayoría de los tratamientos térmicos químicos presentan una pequeña deformación de la pieza, alta precisión, buena estabilidad dimensional y otras ventajas. Procesos como la nitruración, la nitruración blanda, la nitruración iónica y otros permiten que la pieza mantenga una alta precisión, una baja rugosidad superficialy una buena estabilidad dimensional.
El tratamiento térmico químico puede mejorar ampliamente las propiedades superficiales de la pieza de trabajo. La mayoría de los tratamientos térmicos químicos pueden mejorar la resistencia a la corrosión, la resistencia a la oxidación, la reducción de la fricción, la antigripación, la resistencia a la corrosión y otras propiedades de la capa superficial de la pieza de trabajo, al tiempo que mejoran las propiedades mecánicas superficiales.
El tratamiento térmico químico general tiene un efecto más significativo a la hora de mejorar la calidad de los productos mecánicos, liberar el potencial de los materiales y prolongar la vida útil. Por lo tanto, puede conservar los materiales de metales preciosos, reducir los gastos y aumentar los beneficios económicos.
La mayoría de los tratamientos térmicos químicos son procesos físicos, químicos y metalúrgicos complejos. Debe calentarse en un medio activo específico mediante reacciones físicas y químicas en la interfase y la difusión metalúrgica del exterior al interior. Como resultado, el proceso es complicado, el ciclo de tratamiento es largo y los requisitos de equipamiento son elevados.
Conclusión
Este artículo se centra principalmente en definir, clasificar y destacar las características del tratamiento térmico químico.
Al proporcionar esta información fundamental, se espera que los lectores adquieran una comprensión más profunda del tema.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]