1. Heat treatment cooling curve
The heat treatment process typically consists of three stages: heating, holding, and cooling.
Heating is performed to transform pearlite into austenite, and the holding stage is used to ensure complete austenitization.
The cooling method depends on the process, mainly controlling the rate of cooling, which results in pearlite, bainite, martensite, or a mixture of structures, depending on the cooling rate.
Typically, martensite is produced during quenching, and tempered martensite (at low temperatures), troostite (at medium temperatures), and sorbite (at high temperatures) are produced based on different tempering temperatures after quenching.
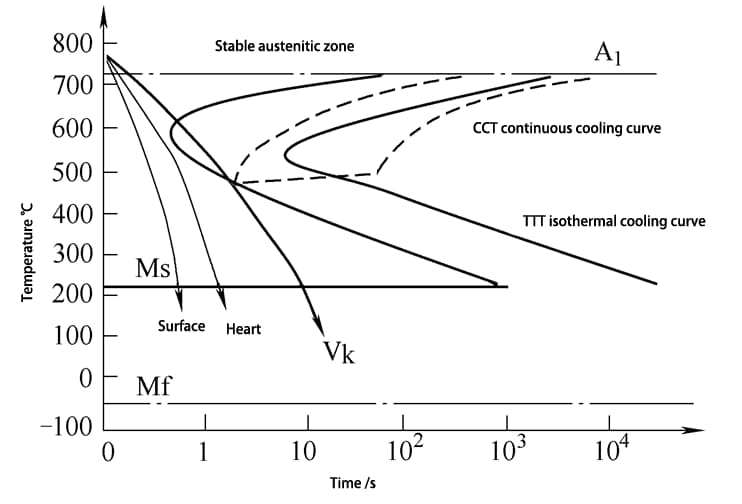
The isothermal transformation curve for eutectoid steel is depicted in Figure 1, which essentially reflects the inoculation time, completion time of the transformation, and the transformation products required for the transformation of eutectoid steel at different temperatures.
Fig. 1 Isothermal transformation curve of eutectoid steel
In actual heat treatment production, there are many instances where continuous cooling is used instead of a step isothermal quenching process.
Quenching requires that the cooling speed of the martensite structure must be higher than the critical cooling speed. The surface cooling speed of the part is typically faster than the core cooling speed.
One of the principles for selecting a quenching oil is that it must provide a cooling rate higher than the critical cooling rate in order to produce martensite during quenching. Additionally, it is important to consider minimizing deformation and avoiding cracks.
The cooling rate must be moderate and not excessive, as shown in Figure 2.
Fig. 2 TTT curve and CCT curve of eutectoid carbon steel
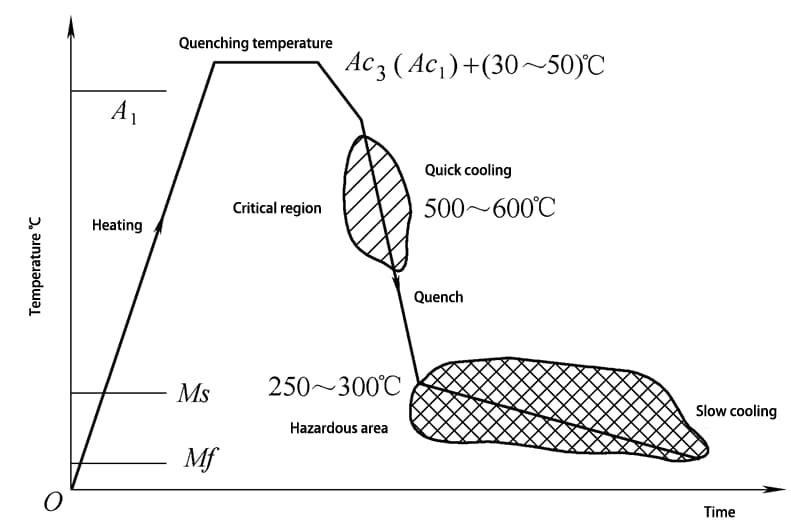
2. Ideal quenching method
As per the cooling transformation law of steel, it is expected that the cooling rate will be high at the critical temperature area and that the steel will pass through the nose of the C curve as quickly as possible to prevent transformation into a pearlite or bainite structure.
In the dangerous area, where martensite transformation begins, the cooling rate must be slowed down to reduce the deformation and even cracks caused by the structural stress generated by the structural transformation.
This is the case with double liquid quenching, which involves first quenching in water and then cooling in oil.
For single liquid quenching, the cooling medium must have the following cooling characteristics: fast cooling at the critical temperature area and slow cooling at the dangerous temperature area.
The second principle for selecting a quenching oil is to provide fast cooling at high temperatures and slow cooling at low temperatures, while taking into account the requirements for hardness and deformation, as shown in Figure 3.
Fig. 3 Schematic Diagram of Ideal Quenching Method
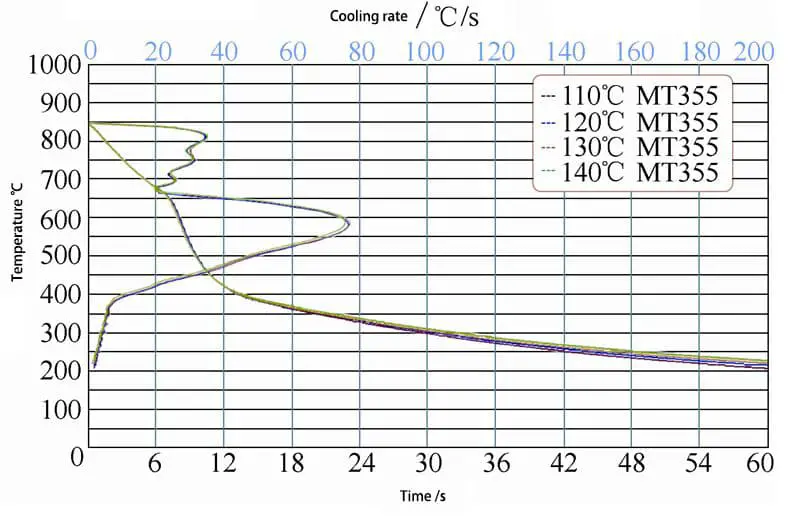
3. Cooling curve of quenching oil
The heat treatment quenching oil must possess the cooling properties described above.
The cooling rate of parts must be fast at the critical temperature area and slow at the dangerous temperature area.
Figure 4 displays the cooling characteristic curve of Houghton MT355 quenching oil at different oil temperatures, illustrating the relationship between the sample cooling time, cooling rate, and temperature, as well as the cooling capacity of the quenching oil at different temperatures.
Fig. 4
4. Hardness requirements and deformation effects
The critical cooling speed for different materials varies, and the hardness requirements for parts also differ based on their intended use.
Additionally, the precision and deformation control requirements for parts also vary, so it is necessary to select a quenching oil with an appropriate cooling speed based on the actual hardness requirements and the deformation control process and technical requirements.
Once the quenching oil has been selected, various control measures such as quenching temperature, oil temperature, mixing cooling speed and time, oil feeding time, etc. must be adjusted by controlling the quality of raw materials (part and oil materials), combining the tempering process after quenching, tempering temperature, and tempering time parameters, to meet the hardness and metallographic structure requirements of the parts.
The heat treatment deformation must be kept within a reasonable range through the adjustment and control of heat treatment process parameters and the coordination of cold and hot processing.
5. Selection method of heat treatment quenching oil
The principle of selecting quenching oil in the heat treatment quenching process has been discussed: the oil must have a cooling performance that reaches the required hardness, with a fast cooling speed and no cracks.
Additionally, the heat treatment deformation must be kept within a reasonable range, requiring a slower cooling speed. The goal is to find an optimal balance between these conflicting requirements.
This requirement for varying cooling speeds depends on the temperature range. This guides the development of heat treatment quenching oils.
Due to limitations in detection conditions, a rough selection of the quenching medium can be made based on general knowledge and experience in the heat treatment production process. Further verification can be done through testing.
The widespread use of cooling characteristic instruments provides a means of analyzing and comparing the cooling performance of different quenching oils, helping to optimize the selection process.
Conditional testing or outsourcing testing, or requiring oil companies to provide test data reports on the cooling characteristics of quenching oil, can provide a scientific basis for selecting the best quenching oil.
By using this method, there are many options for quenching oils that meet the requirements for use.
According to actual production conditions and the company’s quality policy, the most suitable quenching oil should be selected through a comprehensive comparison that takes into account not only its cooling performance requirements but also other technical indicators.
The selection process should consider the stability and oxidation resistance of the quenching oil, its repeatability and reproducibility of cooling performance, brightness, safety, and cost.
Technical requirements for quenching oil, as outlined in QB/T0001-2007, JB/T7951, and SH/T0220, must be met in terms of kinematic viscosity, flash point, ignition point, moisture, pour point, corrosion, brightness, saturated vapor pressure (for vacuum quenching oil), thermal oxidation stability, cooling performance, maximum cooling speed, and cooling time during heat treatment.
6. Conclusion
The principle and method for selecting quenching oil have been introduced above.
The cooling performance of quenching oil is influenced by many factors, including the base oil and additives, and covers a wide range.
Quenching is a crucial step in the heat treatment process and must be chosen with great care.
After analyzing and comparing various options, a preliminary recommendation for quenching oil can be made. This recommendation should then be verified through testing, as well as a consideration of its performance in the industry, market feedback, and technical requirements, safety, quality, cost, and other factors. Finally, the selection of quenching oil can be determined.