¡Atención!
Al utilizar la cizalla de guillotina hidráulica, es crucial seguir las precauciones básicas de seguridad para minimizar el riesgo de incendio, descarga eléctrica y lesiones personales. Antes de intentar utilizar la cizalla, asegúrese de leer detenidamente todas las instrucciones y consérvelas para futuras consultas.
El operador debe conocer a fondo la construcción y las características de la máquina y debe leer atentamente las instrucciones y los requisitos relacionados en el Manual de instrucciones antes de utilizar la máquina. Si intervienen varios operadores, debe designarse un supervisor para supervisar la producción.
Está prohibido manejar la máquina con cualquier parte del cuerpo, incluidas las manos, dentro de la máquina.
No permita que las manos entren entre los troqueles superior e inferior para evitar accidentes.
La lubricación debe añadirse por separado según el diagrama de lubricación.
Mantenga un espacio de trabajo limpio y ordenado, incluyendo la zona circundante y las líneas de aislamiento eléctrico. Preste especial atención a mantener la zona de la mesa de trabajo despejada y libre de obstáculos para evitar accidentes.
Inspeccione regularmente todas las partes de la máquina para asegurarse de que no hay peligros ocultos.
La presión máxima de trabajo se fija en 23 MPa antes de salir de fábrica y puede ajustarse según sea necesario.
Queda terminantemente prohibido el acceso al armario eléctrico por parte de personal no autorizado. Antes de abrir la puerta, asegúrese de que el interruptor de alimentación está en la posición OFF.
No retire este cartel ni el Manual de instrucciones.
INTRODUCCIÓN
Recomendamos encarecidamente a todos los usuarios y operadores que lean detenidamente este Manual de instrucciones antes de utilizar la máquina.
Este manual está dirigido a personal especializado y cualificado e incluye diagramas, documentación necesaria para la manipulación, instalación, uso y mantenimiento seguros de la máquina.
Tenga en cuenta que la información contenida en este manual es exacta en el momento de su impresión, pero nuestra empresa se reserva el derecho de realizar modificaciones y mejoras sin previo aviso.
Es importante instalar correctamente la máquina según las instrucciones y realizar inspecciones periódicas y servicios de mantenimiento fieles para garantizar su rendimiento óptimo.
El uso incorrecto e irresponsable de la máquina puede causar daños irreparables y comprometer la seguridad del operador.
Nuestra empresa no se hace responsable de los servicios, modificaciones o conexiones inadecuados realizados por personal no autorizado.
Recomendamos encarecidamente que todos los usuarios entiendan completamente este manual antes de utilizar la hoja hidráulica corte de metales máquina.
características estándar de la cizalla de guillotina
Esta máquina es famosa por su probada calidad y rendimiento.
La robusta construcción del bastidor garantiza un funcionamiento duradero.
El sistema hidráulico monobloque reduce la necesidad de tuberías, minimizando el riesgo de fugas.
El sistema hidráulico de doble bomba proporciona un corte rápido e independiente y permite ajustar la fuerza de sujeción.
La protección contra sobrecarga hidráulica es una característica estándar.
Se proporciona una luz de iluminación para el corte.
El ajuste rápido y preciso de la separación de la hoja se facilita con un indicador del grosor del material para garantizar un buen corte.
El ajuste hidroeléctrico permite un ajuste preciso del ángulo de rastrillo, minimizando la distorsión y maximizando el grosor de la chapa que se puede cortar.
La cuchilla de corte está fabricada con material D2 de alta calidad, alto contenido en cromo, alto contenido en carbono y corte rápido, y se fabrica íntegramente en el Reino Unido.
Se suministra un contrapeso motorizado estándar con una carrera de 750 mm, lectura y ajuste fino del volante.
Se utilizan componentes eléctricos de alta calidad, con protección integrada contra sobrecargas del motor.
Se incluye un brazo escuadrador de 1000 mm con escala y tope de desaparición.
El depósito de aceite está lleno y la máquina está lista para su uso.
También se incluye un juego de herramientas manuales para el mantenimiento.
Cizalla de guillotina hidráulica INSTALACIÓN
Embalaje y envío de cizallas de guillotina
Todas las máquinas que salen de la fábrica se embalan de forma segura con el brazo escuadrador y el panel de pie atados al guardamanos. Un juego de herramientas manuales de trabajo y un manual de funcionamiento se guardan bajo llave dentro del cuadro eléctrico.
Todas las superficies expuestas de la máquina están cubiertas con una protección contra el óxido, que puede eliminarse fácilmente con queroseno o disolvente.
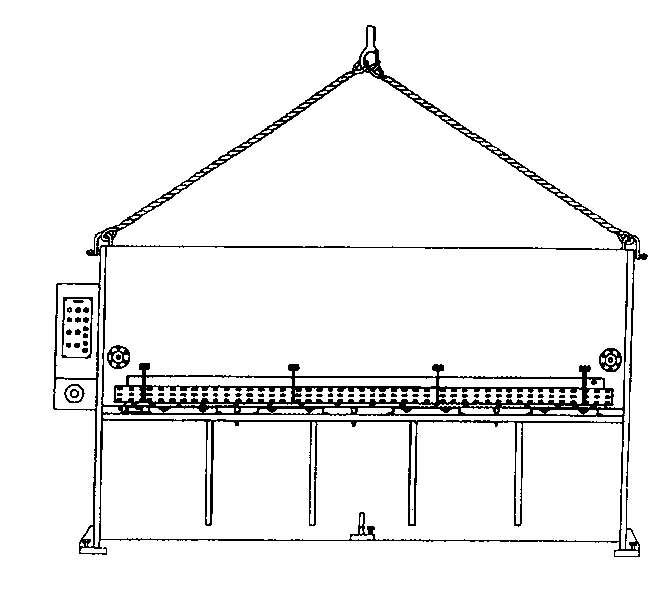
Levantar la guillotina Cizalla
Para elevar esta máquina de forma segura, sólo deben utilizarse cables metálicos aprobados y seguros en los dos puntos de elevación designados situados a ambos lados del bastidor de la máquina.
Fundación
Todas nuestras cizallas están diseñadas para ser independientes, pero se recomienda un suelo de hormigón armado de alta calidad con un grosor mínimo de 150 mm.
Instalación
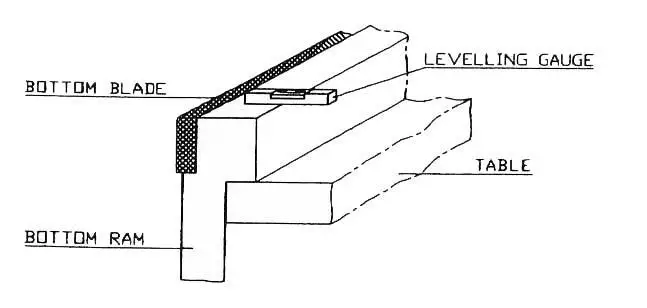
Para un funcionamiento correcto, esta máquina debe estar correctamente nivelada. Para nivelar la máquina, coloque un calibrador de nivel en la zona de sujeción de la placa y asegúrese de que es preciso. Antes de nivelar, prepare cinco piezas de placa base (de dimensiones mínimas de 150 x 150 x 9 mm) debajo de los pies de la máquina para evitar que los tornillos de nivelación dañen el suelo de hormigón.
Tras la nivelación, debe utilizarse una mezcla de lechada de cemento para fijar la máquina en su sitio.
Instalación eléctrica
Antes de conectar la alimentación eléctrica, asegúrese de que la fuente de alimentación local es adecuada para la máquina. El cable de alimentación debe conectarse en la parte inferior izquierda del cuadro eléctrico al terminal R.S.T.E.
Nota: Algunas cizallas de guillotina pueden requerir un cable neutro (N).
EQUIPO DISPOSITIVO DE CONTROL ESTÁNDAR
| Botón de inicio |
Para poner en marcha el motor principal y el circuito de control |
| Botón Stop |
Para detener la marcha del motor principal y el circuito de control |
| Modo Auto/Man |
Seleccionar el modo de trabajo |
| Interruptor selector |
En modo automático:
-Función de ajuste del ángulo de inclinación
-Función de retroceso motorizado capaz
-Sólo puede comandar el corte mediante pedalEn modo Hombre:
-El ajuste del ángulo de inclinación no funciona
-El indicador trasero motorizado no funciona
-Mando de subida y bajada del portacuchillas superior mediante pulsador '↑' o '↓'. |
| Pedal |
Empuje para comandar la cuchilla de corte hacia abajo y suelte para que el portacuchillas superior se eleve en modo AUTO. |
| Luz de iluminación |
Luz de trabajo para iluminar la zona de la cuchilla de corte, funcionando con alimentación monofásica a 220V, 50Hz. |
PUESTA EN MARCHA DE LA CIZALLA DE GUILLOTINA
Preparación de cizalla hidráulica
Retire el brazo escuadrador y el pedal de la zona del guardamanos. Coloque el brazo escuadrador en el lado izquierdo (cerca del cuadro eléctrico) atornillándolo a la mesa de la cizalla y a dos orificios laterales.
PUESTA EN MARCHA DE LA CIZALLA
Pulse el botón 'START' y suéltelo. La luz indicadora de 'encendido' del motor debe encenderse. A continuación, ajuste el selector de modo de la posición 'MAN' a 'AUTO'. El portacuchillas superior se elevará al cabo de unos segundos. Si no lo hace, esto indica que el motor está funcionando en la dirección equivocada. En este caso, desconecte la alimentación eléctrica, invierta uno de los dos cables de fase y vuelva a arrancar el motor. El portacuchillas superior subirá y se detendrá cuando alcance el final de carrera L/S 2.
AJUSTE DEL ÁNGULO DE INCLINACIÓN
Ponga el selector en modo "AUTO". El ajuste del ángulo de inclinación sólo está disponible en este modo.
Pulse el botón "ángulo +", el portacuchillas superior debe subir hasta 3 grados (deben encenderse tres luces) y detenerse cuando alcance el final de carrera L/S 7.
Pulse el botón "ángulo -", el portacuchillas superior debe bajar hasta 1 grado (se encenderá una luz) y se detendrá cuando alcance el interruptor de fin de carrera L/S 5.
Lo anterior confirma que el sistema de ajuste del ángulo de inclinación funciona correctamente.
AJUSTE DEL BRAZO ESCUADRADOR
Arranca el motor y mantenlo en modo AUTO.
Pulse el botón "ángulo -" hasta que el ángulo de inclinación se reduzca a 1 grado y se detenga pulsando el interruptor de fin de carrera L/S 5.
Ponga el selector en modo "MAN".
Pulse el botón '↓', la cuchilla superior bajará y se intersectará con la cuchilla inferior. Compruebe que el punto de intersección está a unos 300 mm a 400 mm del inicio del corte (LHS).
Utilice una escuadra triangular fiable para medir contra la hoja superior y ajustar la escuadra del brazo de escuadrado utilizando los dos pernos y tuercas laterales.
AJUSTE DE LA HOLGURA DE LAS CUCHILLAS
En la parte trasera de la cizalla, hay dos niveles de ajuste de la holgura de la cuchilla a ambos lados de la máquina, ambos con indicación del grosor de la chapa. La fábrica los ajusta en la posición más baja durante la entrega, que es adecuada para cortar chapas de acero dulce de 5 a 6 mm (1/4 de pulgada) de grosor. Para ajustarlos, tire del casquillo de bloqueo y levántelo hasta la posición de 1 mm. Será más pesado ajustarlo en la posición superior (1mm) que en la posición inferior (6mm) debido a la tensión del muelle. Ambos lados del ajuste de la holgura de la hoja vienen ajustados de fábrica y deben tener una tensión similar.
MOTORIZADO BACKGAUGE
Ponga el selector en modo AUTO, el tope trasero motorizado sólo funciona en este modo. La fábrica ha ajustado con precisión la lectura del calibrador trasero motorizado y debe corresponder a la distancia de la barra del calibrador trasero al filo de corte. Al pulsar el botón '+', la barra del tope trasero se desplaza hacia atrás, la lectura aumenta, y se detiene al llegar al final de carrera máximo L/S 3. Al pulsar el botón '-', la barra del tope trasero se desplaza hacia delante, la lectura disminuye, y se detiene al llegar al final de carrera mínimo L/S 4. El paralelismo del tope trasero viene ajustado de fábrica, pero puede calibrarse si es necesario. Para quitar el revestimiento antioxidante antes de cortar, lleve la barra calibradora trasera hacia atrás.
HOLGURA DE LA HOJA
Tabla de holguras de las cuchillas
| Ajuste rápido de la hoja |
Clearance |
Fo espesor del material |
Blade |
Clearance |
| Posición superior |
1 a 2 mm |
( 1/24'' a 1/12'' ) |
0,05 mm |
(0.002") |
| 2ª posición |
3 a 4,5 mm |
( 1/8" a 3/16'' ) |
0,3 mm |
(0.012") |
| Posición más baja |
5 a 6,5 mm |
(5/24" a 13/48'' ) |
0,6 mm |
(0.023") |
- Comprobación de la holgura máxima
- Coloque la palanca de holgura de la cuchilla en la posición más baja.
- Poner el ángulo de inclinación a 3 grados en modo 'AUTO'.
- Ponga el selector en modo "MAN".
- Pulsar el botón '↓' para bajar el portacuchillas superior y tener el punto de interceptación de la cuchilla superior e inferior justo antes del final de la cuchilla (RHS).
- Utilice una galga de espesores para comprobar la holgura en el punto de interceptación; debe ser de 0,6 mm (0,023").
- Pulsar el botón '↑' para subir el portacuchillas superior hasta el punto de interceptación justo antes de empezar a cortar.
- Utilice una galga de espesores para comprobar, debe estar a 0,6 mm (0,023 ")
- Comprobación de la distancia mínima
- Ponga el selector en modo "MAN".
- Asegúrese de que las palancas de holgura rápida de las cuchillas están en la 2ª posición (3 mm). Pulse el botón '↓' hasta que el portacuchillas superior llegue a la posición más baja.
- Lleve las palancas de separación rápida de la cuchilla a la posición superior (1 mm). Pulsar el botón '↑' hasta el punto de interceptación al final del corte.
- Realice la medición con la galga de espesores, debe ser de 0,05mm (0,002"). Pulse el botón ' ↑ ' hasta el punto de intercepción al inicio del corte, tome la medida, debe indicar 0,05mm (0,002").
- Atención
Sólo se permite personal con experiencia y cualificado
Se recomienda que sólo personas experimentadas y cualificadas realicen las comprobaciones de las cuchillas. También se recomienda que trabajen dos personas juntas.
Procedimiento adecuado
El calibrador trasero debe colocarse en su posición más retrasada (máximo hacia fuera) antes de empezar.
La seguridad ante todo
Extreme las precauciones al ajustar o comprobar la holgura de la cuchilla, ya que una manipulación incorrecta puede provocar daños excesivos en la cuchilla o lesiones al personal.
MANTENIMIENTO
Lubricación y aceite hidráulico
Esta cizalla guillotina requiere aceite hidráulico de grado 68. Utilice únicamente este mismo grado de aceite para rellenar o sustituir.
- FIAT-HTF 68
- ENERGOL HLP 68
- ESSO NUTO H68
- ACEITE MOBIL-DTE 26
- CONCHA-TELLUS S68
- TOTAL-AZOLLA 68
Programa de lubricación
- Después de las 1500 horas de trabajo iniciales, cambie todo el aceite de la máquina. Es importante vaciar todo el aceite del depósito de aceite para eliminar las impurezas que hayan podido entrar durante el montaje.
- Sustituya el filtro de aceite por otro del mismo grado.
- Posteriormente, cambie el aceite cada 5000 horas de trabajo.
- Lubrique todos los puntos de engrase del conjunto del manómetro trasero cada dos semanas.
Calibración del Back Gauge
El calibre trasero de la máquina ha sido calibrado correctamente en fábrica. No obstante, puede ser necesario recalibrarlo cuando sea necesario.
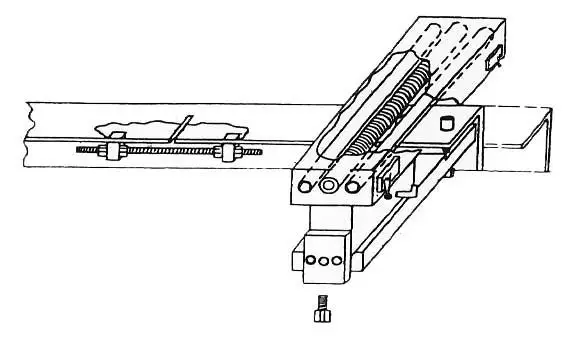
Procedimiento para ajustar el paralelismo del tope trasero
- Afloje siempre el tornillo M14 antes de realizar cualquier ajuste.
- Para reducir la dimensión del tope trasero, atornille el tornillo M8 y luego apriete los dos tornillos M6.
- Para aumentar la dimensión del tope trasero, desenrosque los dos tornillos M6 y apriete el tornillo M8.
- Apriete los tornillos M14 una vez finalizado el calibrado.
Cuchilla de corte Procedimiento de sustitución
- Tanto la cuchilla superior como la inferior son intercambiables e idénticas. Ajuste la holgura de la cuchilla en su posición más grande (más baja).
- Ponga la cizalla en modo "AUTO" y retire los cables "F" y "S" del bloque de terminales para evitar cualquier orden de corte involuntaria mientras trabaja en la máquina.
- Apague la máquina. Retire primero la cuchilla inferior y después la superior. Suelte todos los tornillos de fijación pequeños del portacuchillas superior.
- Limpie las cuchillas y el alojamiento/asiento de las cuchillas. Sustituya primero la cuchilla superior y después la inferior.
- Apriete los tornillos de fijación pequeños del portacuchillas superior si es necesario para reducir la holgura de la cuchilla.
- Recuerde comprobar la holgura mínima y ajustar los pequeños tornillos de ajuste para cerrar las cuchillas según sea necesario.
- Recuerde volver a colocar los cables "F" y "S" en sus posiciones originales antes de volver a poner la máquina en funcionamiento.
PRECAUCIÓN: Sólo personal cualificado y con experiencia debe realizar esta tarea para evitar daños en las cuchillas de la cizalla/máquina o posibles lesiones al personal.
Rectificado de la cuchilla de la cizalla
La cuchilla de la cizalla tiene forma rectangular y cuatro filos. El reafilado sólo es necesario cuando se han utilizado los cuatro filos.
RECUERDE: Rectificar sólo el grosor, no la altura de la hoja.
Después del reafilado, puede ser necesario cerrar el portacuchillas superior apretando el perno tensor situado cerca de la palanca de holgura rápida de la cuchilla debido a la pérdida de grosor de las cuchillas de la cizalla.
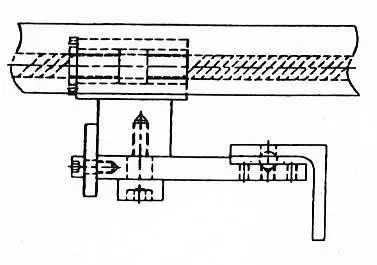
SISTEMA DE TRABAJO
Sistema hidráulico (Consulte Circuito hidráulico - Drg. 9.1 (b) )
Cuando se mantiene pulsado el pedal, las válvulas C y D se activan, haciendo que desciendan las pinzas de la placa.
El presostato activa la válvula B, lo que hace que la cuchilla superior descienda y corte el material.
Cuando se suelta el pedal al final del corte o en cualquier momento durante el corte, las válvulas A, D y G se energizan, haciendo que la cuchilla superior se eleve al punto muerto superior y esté lista para el siguiente corte.
Para aumentar el ángulo de inclinación, se activan las válvulas D y F.
Para reducir el ángulo de inclinación, se activan las válvulas D y E.
Sistema eléctrico
En el modo Auto, el contactor R4 está excitado durante el estado de reposo.
Al pisar y mantener pisado el pedal, el contactor R1 ordena el descenso de las pinzas de la placa y de la cuchilla.
Al soltar el pedal para la carrera ascendente, el contactor R2 debe activarse.
El contactor R3 (antirrepetición) se activa mientras el pedal esté pisado durante la carrera ascendente de la hoja superior para evitar una segunda carrera de la hoja superior.
El contactor A1 aleja el tope trasero del filo de corte.
El contactor A2 desplaza la galga trasera hacia el filo de corte.
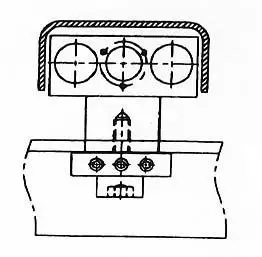
Tope trasero motorizado
La galga trasera sirve como dispositivo calibrador, deteniendo la chapa a cortar cuando se introduce en la Cizalla. Puede desplazarse por medios motorizados o manuales, utilizando un par de tornillos de precisión. En la máquina de la serie RAS, el indicador está situado en la parte delantera de la máquina y puede ajustarse en incrementos de 0,1 mm. La barra de tope trasero también puede alinearse para rectitud ajustando los pernos de ajuste y el contraperno dentro de la propia barra. Es necesaria una lubricación regular, a intervalos de una vez por semana.
CIZALLAS DE GUILLOTINA HIDRÁULICAS SOLUCIÓN DE PROBLEMAS
La cizalla no puede arrancar
- Comprobar la alimentación de entrada
- Compruebe que la parada de emergencia está desbloqueada.
- Comprobar fusible - 3 x 32A, 1 x 10A y 1 x 6A siguen sin fusible.
- Compruebe la salida del transformador
La cizalla no puede cortar
- Compruebe que el selector está en modo Auto.
- Compruebe que el final de carrera L/S 2 está accionado.
- Compruebe que el motor gira correctamente.
- Compruebe que el cable de la pala de pie no esté roto.
- Compruebe que el microinterruptor del interior de la paleta funciona.
El carnero parlotea en la carrera descendente
- La presión de ajuste del contrapeso es demasiado alta
- Basta con soltar un poco el tornillo de ajuste para bajar el ajuste
Cizalla automática
- Asegúrese de que el microinterruptor del interior de la paleta de pie no esté dañado.
- El cable de las palas de los pies puede estar en cortocircuito.
Fusible F2, 10A Fusible
- Transformadores defectuosos, sustitúyalos
Fusible F3, 6A Fusible
- Rectificadores defectuosos, sustitúyalo.
La abrazadera de la placa baja pero el portacuchillas superior no funciona
- El presostato no funciona.
- El cable del presostato puede estar roto.
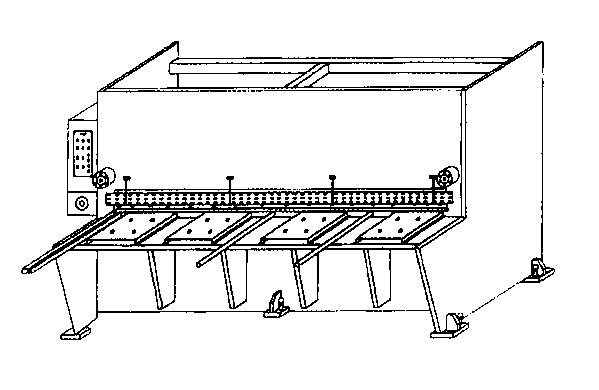
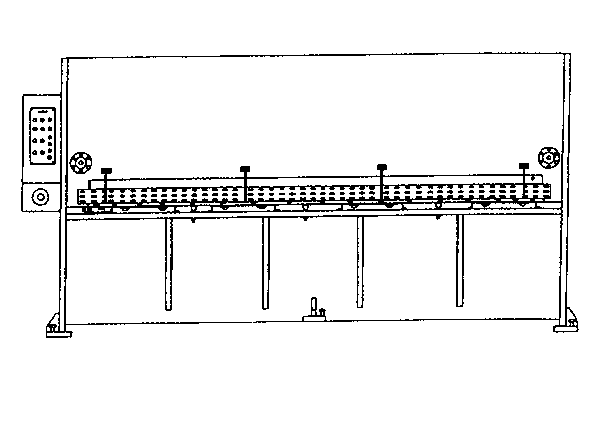
Guillotina hidráulica Planos y lista de piezas de recambio
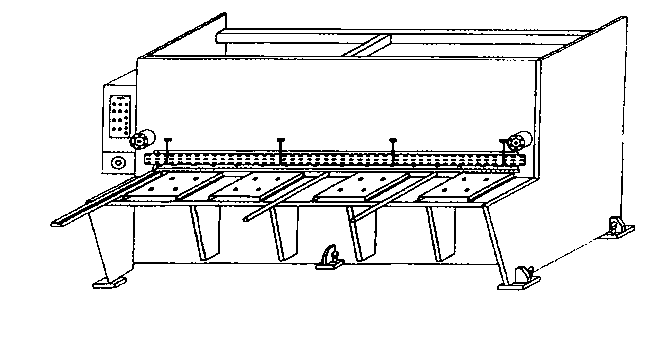
(A) VISTA FRONTAL
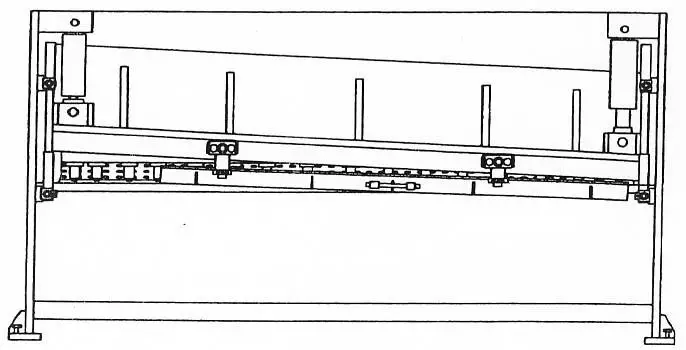
(B) VISTA TRASERA
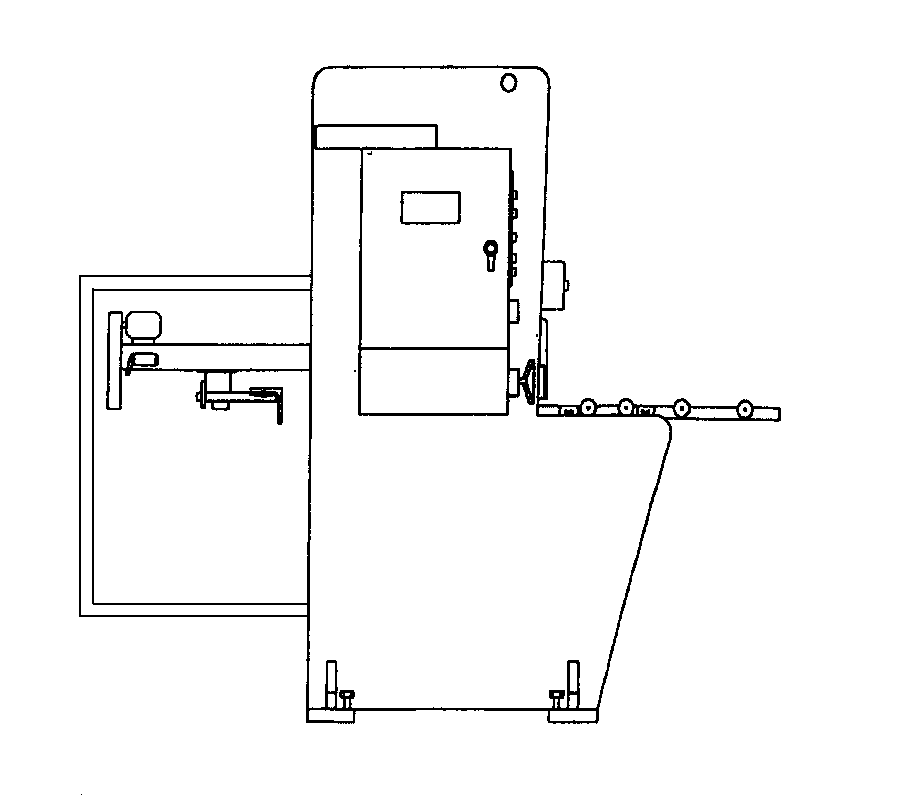
SIVISTA DE
LIFTING de cizalla guillotina hidráulica
PLACCIONAMIENTO DE LA GALGA DE NIVELACIÓN
NOTA: Asegúrese de que la galga de nivelación no está en contacto con la cuchilla y colóquela como se indica más arriba.
CIZALLA DE GUILLOTINA MONTAJE DE TOPE TRASERO
SIVISTA DE
VISTA TRASERA
> Consulte el manual de funcionamiento de la cizalla hidráulica de vigas oscilantes