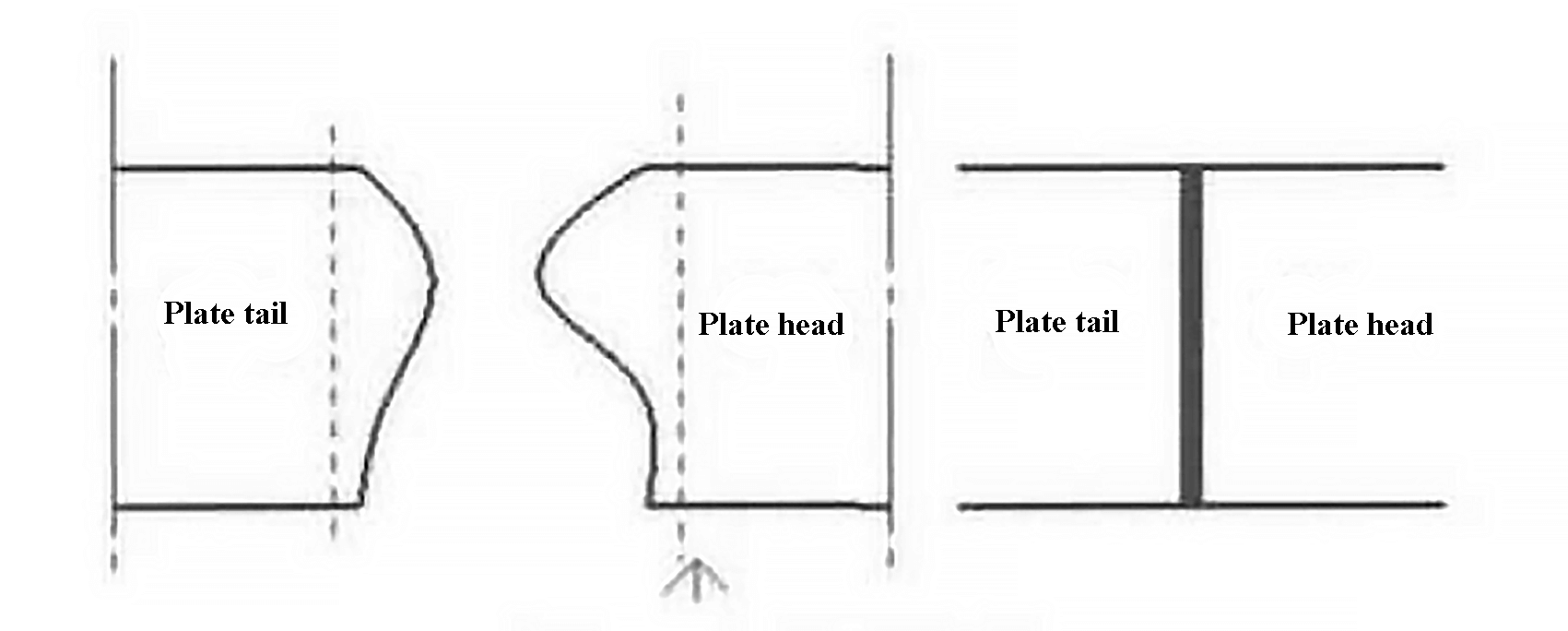
En el proceso de producción de tubos soldados en espiral, el siguiente paso consiste en cortar el extremo de la bobina laminada en caliente después de que haya pasado por el desenrollador y la enderezadora. La cabeza y la cola de la chapa de acero suelen tener una forma irregular después del laminado en caliente, como se muestra en la figura 1. Es necesario alinear y soldar la cabeza y la cola de la chapa una vez cortadas.
En la actualidad, los principales métodos de corte utilizados son el cizallado de chapa y el corte por plasma. Aunque el corte por plasma tiene una velocidad de corte más lenta en comparación con el cizallado de chapa con la misma anchura de chapa, la mayoría de las unidades de tubos soldados siguen prefiriendo utilizar el cizallado de chapa.
Existen dos tipos de cizallado de chapas: el cizallado de viga oscilante y el cizallado de guillotina. Cizallas de guillotina tienen varias ventajas, incluyendo alta precisión de corte, alta fuerza de corte y alta velocidad de corte, lo que hace que sean ampliamente utilizados en la producción de tubos soldados en espiral para tubos de gran diámetro con paredes gruesas.
Fig. 1 Esquema del cabezal
1. Diagrama esquemático de tipo de frenadoplaca sistema de cizallamiento
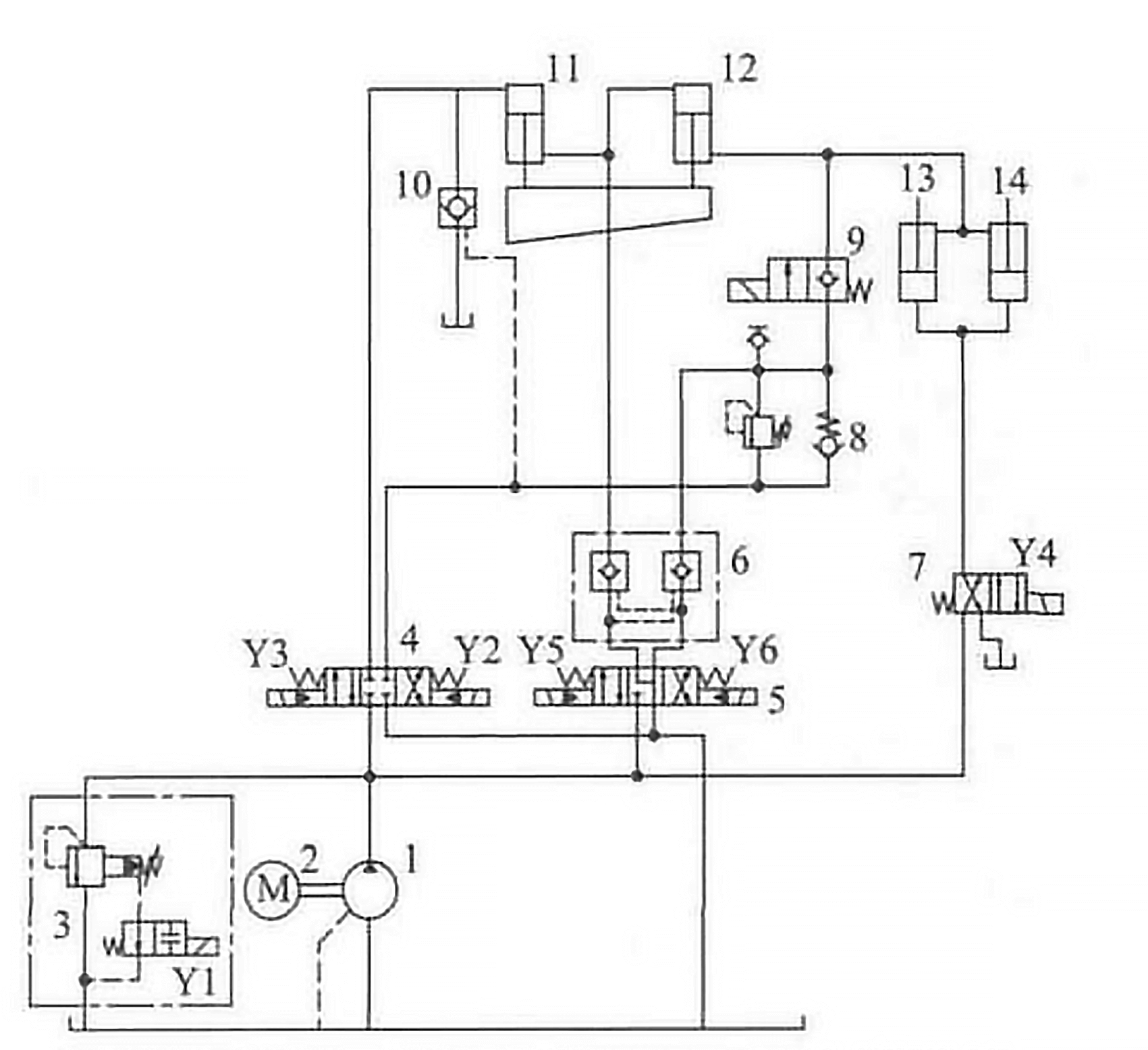
La figura 3 muestra el diagrama esquemático hidráulico de un cizalla de guillotina. Cuando la cizalla no se utiliza, la bomba está parada y el electroimán no recibe corriente. Para ajustar el ángulo de cizallamiento, se controla mediante la válvula de inversión 5. La figura 2 ilustra el proceso de cizallamiento.
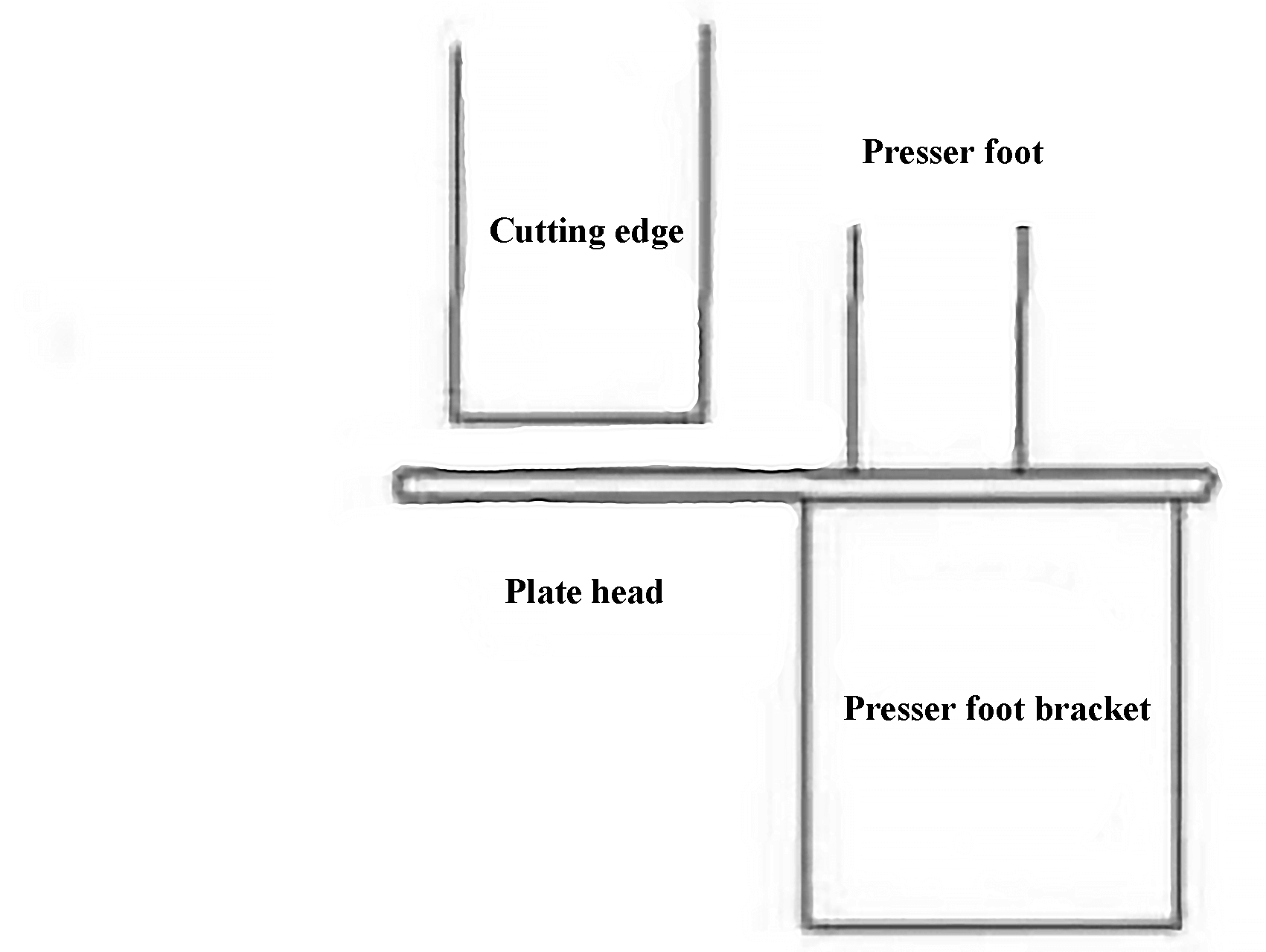
Fig. 2 Esquema de corte del prensatelas
La válvula direccional 7 se enciende para activar el electroimán Y4, que controla el prensatelas cilindros hidráulicos 13 y 14 para sujetar la cabeza o la cola de la placa. La válvula direccional 4 controla los cilindros hidráulicos 11 y 12 en serie para realizar la acción de cizallamiento, y la válvula direccional 9 se abre para el retorno de aceite. La válvula inversora 4 también puede controlar simultáneamente la elevación del filo de corte. La secuencia específica de activación del electroimán se muestra en la Tabla 1.
y - valor relativo de la holgura lateral del borde delantero;
x - coeficiente de influencia de la prensa.
Según los datos, los valores de ξx, z, y, y x son 0,25, 0,95, 0,083, y 7,7, respectivamente. La Fig. 4 muestra el análisis cuantitativo de σb, h, y α, que revela que el límite de resistencia y el espesor de la chapa son directamente proporcionales a la fuerza de cizallamiento F, mientras que el ángulo de inclinación de la chapa es inversamente proporcional a la fuerza de cizallamiento.
Basándose en esta conclusión, se han analizado y resumido los fallos comunes del sistema hidráulico principal de este tipo de cizalla de chapa guillotina.
2. Análisis del problema
2.1 No presión en el sistema
Para solucionar el problema, es importante determinar primero si el motor está invirtiendo la marcha y comprobar si hay algún daño en el acoplamiento entre el motor y la bomba. Si sigue sin haber presión después de descartar estos dos puntos, se puede sospechar de la avería de la válvula de alivio 3. La causa del problema podría deberse a un orificio de amortiguación bloqueado en la válvula de alivio, o a una válvula direccional atascada o una fuga grave en la válvula de alivio.
2.2 Sa presión del sistema no sube
La mayoría de los fallos están relacionados con la válvula. Las fugas internas y un núcleo de válvula atascado pueden impedir que suba la presión del sistema, y estos problemas pueden resolverse controlando una a una la electroválvula correspondiente.
Sin embargo, antes de solucionar el problema de la válvula, es importante comprobar primero el depósito del sistema. Si hay muchas burbujas en el depósito de aceite, indica que la bomba no funciona correctamente. En este caso, compruebe primero el nivel de aceite en el depósito. Si el nivel de aceite hidráulico es suficiente, inspeccione la almohadilla de flor de ciruelo o el pasador de nailon del acoplamiento para ver si hay algún daño. Si se descartan estos problemas, se puede concluir que la bomba está dañada. Si hay virutas de hierro y cobre en el aceite, indica que la bomba y la válvula están muy desgastadas y provocan una presión insuficiente.
Este tipo de cizalla no dispone de sistema de refrigeración. Si el operario no apaga los electroimanes Y1 e Y3 después de terminar el trabajo, y si no se apaga el motor, se generará una cantidad importante de calor en poco tiempo, lo que hará que la temperatura del aceite aumente y se degrade.
Tras la localización de averías en la bomba y la válvula, se puede identificar directamente el problema de estanqueidad en el cilindro hidráulico, que provoca un fallo en la presión del sistema.
Fig. 4 La relación entre el parámetro y F
2.3 Acaída automática del prensatelas y de las tijeras
La figura 5 muestra la estructura del prensatelas en una cizalla de chapa. Debido a su peso, el cilindro hidráulico del prensatelas tiene tendencia a caerse. El diagrama esquemático ayuda a identificar la razón de la caída del cilindro hidráulico del prensatelas.
Como se muestra en el diagrama, las cavidades de vástago de los cilindros hidráulicos 13 y 14 están conectadas a las cavidades de vástago del cilindro hidráulico 12 y a la electroválvula 9. Si el cilindro hidráulico 12 funciona correctamente, la válvula solenoide 9 debe ser el primer punto de consideración. Si se retira la válvula solenoide 9, el aceite de las cavidades de los vástagos de los cilindros hidráulicos 13 y 14 se conectará al puerto B de la válvula solenoide direccional 4 y al puerto de aceite de control de la válvula de retención de control hidráulico 10, lo que provocará fugas con el tiempo.
Para evitar fugas, la válvula de inversión 9 utiliza una estructura de válvula de asiento. Si el electroimán Y7 se activa incorrectamente o la superficie de sellado de la válvula de asiento pierde su efecto de sellado, el prensatelas volverá a caer.
Otra causa frecuente de la caída del prensatelas es el deterioro de las juntas de los cilindros hidráulicos 11 y 12.
Fig. 5 Mecanismo del prensatelas de la cizalla
En cuanto a la caída automática del filo de corte, como se muestra en la figura 3, las tijeras están controladas por dos cilindros hidráulicos conectados en serie. Las electroválvulas direccionales 4 y 5 controlan las diferentes acciones de las tijeras. El diámetro del vástago, el diámetro del cilindro y la carrera del cilindro hidráulico 11 son 212 mm, 320 mm y 185 mm, respectivamente. El diámetro del vástago, el diámetro del cilindro y la carrera del cilindro hidráulico 12 son de 212 mm, 240 mm y 185 mm, respectivamente. Si las juntas y uniones de los dos cilindros hidráulicos tienen fugas, la cuchilla de corte caerá automáticamente. Al igual que el prensatelas, la válvula electromagnética de bola 9 también caerá automáticamente.
Otra posible causa de la caída automática es la electroválvula 5 y el bloqueo hidráulico 6. Si la junta tórica del cierre hidráulico 6 no está instalada correctamente o la temperatura del aceite se eleva demasiado, la junta tórica puede atascarse en el cierre hidráulico y bloquear el circuito de aceite, impidiendo que el cierre hidráulico se cierre correctamente. Esto hará que el aceite de los dos cilindros hidráulicos vuelva al depósito de aceite a través de la válvula direccional electromagnética 5 ("función tipo J"), provocando la caída de la cortadora. El problema puede solucionarse sustituyendo el anillo "O".
2.4 El filo de corte no puede mover la placa
Se ha determinado que el límite de resistencia del chapa de aceroEl espesor de la chapa y el ángulo de cizallamiento influyen en el proceso de cizallamiento. Por ejemplo, una placa de acero X70 de 15,9 mm de grosor requiere una presión de aproximadamente 12,5 MPa. Sin embargo, en la práctica, es común que la placa de acero no corte incluso cuando la presión se ajusta a 15 MPa o 20 MPa y no hay ningún fallo de fuga de aceite en el equipo. En estos casos, es necesario identificar el problema examinando la estructura del equipo.
La figura 4 muestra que la diferencia de fuerza de cizallamiento entre un ángulo de la cuchilla de 2,5° y 10° es casi 5 veces, por lo que el fallo del proceso de cizallamiento se debe principalmente al ángulo de la cuchilla. Durante el funcionamiento del equipo, un ajuste incorrecto del límite del cilindro hidráulico de cizallamiento puede provocar que no se alcance el ángulo necesario para el proceso de cizallamiento, lo que puede resolverse ajustando el límite del cilindro hidráulico de cizallamiento.
Como se muestra en la Figura 6, al cortar, el filo de corte a menudo corta primero, pero el cilindro del prensatelas no presiona hacia abajo, haciendo que la placa de acero se curve y no se corte. El electroimán Y2, que controla la cizalla, y el electroimán Y4, que controla el prensatelas, se encienden al mismo tiempo, por lo que el problema no está relacionado con la secuencia de encendido.
La velocidad del cilindro hidráulico de cizallamiento 11 es v1=q/s11y la velocidad del cilindro hidráulico del prensatelas es v2=q/2/s13.
Entre ellos, S11 es el área del pistón del cilindro hidráulico 11, con 0,08 m2.
S13 es el área del pistón del cilindro hidráulico 13, con 0,0095 m2por lo que v2 ≈ 4v1.
Por lo tanto, en este sistema, la sincronización de la cizalla y el prensatelas se puede ajustar mediante el ajuste de la válvula de alivio de acción directa 8.
Fig. 6 Diagrama esquemático del fallo por cizallamiento
La válvula de alivio 8 cumple dos funciones principales en el sistema. En primer lugar, aumenta la presión de retorno del aceite para evitar que el cilindro de la cizalla se arrastre. En segundo lugar, puede utilizarse para ajustar la velocidad de la cizalla y el prensatelas.
La ecuación característica del caudal se conoce como:
Se puede determinar que el caudal g a través de la válvula de alivio 8 es proporcional a la diferencia de presión △p entre P y T.
Al cizallar, la presión p12 en la junta de la cavidad del vástago del cilindro hidráulico 12 es mayor que la suma de la presión p1314 de la cavidad del vástago de dos cilindros hidráulicos de prensatelas 13 y 14.
Por lo tanto, cuando el caudal de aceite de retorno g no puede ser mayor o igual que p12 + p1314, p12 ejercerá una fuerza de reacción sobre los cilindros hidráulicos 13 y 14 para reducir la velocidad de prensado de los cilindros hidráulicos 13 y 14, dando lugar al fallo mostrado en la figura 6.
En la actualidad, la presión de la válvula de alivio 8 puede ajustarse para modificar el caudal de aceite de retorno (qT), lo que produce el efecto de prensado representado en la figura 2.
Como se muestra en la figura 7, el cilindro hidráulico de la cizalla se fija a la cremallera a través de los escalones del cilindro.
Fig. 7 Esquema del cilindro hidráulico de cizallamiento
Cuando el escalón en el punto A se desgasta, de forma similar al punto B, la placa de acero aplica una fuerza ascendente sobre el filo de corte, haciendo que el cilindro hidráulico se mueva hacia arriba debido a la reacción de la fuerza.
Instantáneamente, el ángulo de inclinación de la cuchilla aumenta y la fuerza de cizallamiento disminuye, lo que es una causa importante del fallo de cizallamiento de la chapa de acero.
3. Conclusión
En este artículo se examinan algunos fallos del sistema hidráulico de un cizalla de guillotina.
Según la experiencia operativa de los últimos años, las averías de los equipos suelen ser complejas.
Los fallos mecánicos suelen coincidir con los hidráulicos, y éstos con los eléctricos.
Sin embargo, si se utilizan planos de referencia, se realizan análisis in situ y se establece una base de datos de averías de equipos, es posible determinar rápidamente el origen de la avería del equipo y garantizar su funcionamiento normal.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]
Estructura de la terraja de roscar Fórmula general Para roscas de pequeño tamaño, en las terrajas de roscar se utiliza generalmente un punzón perforador, mientras que para roscas más grandes (M5 y superiores), se utiliza un punzón con [...]
El grado de deformación en las operaciones de rebordeado o rebordeado se representa comúnmente por el coeficiente de rebordeado, que se calcula mediante la siguiente fórmula: K=D0d En la fórmula: Cuanto mayor sea [...]
¿Qué es el calibre de chapa? Gauge, comúnmente conocido como término americano, es una unidad de medida del diámetro originaria de Norteamérica y que forma parte de la Browne [...]
La elección y configuración de un compresor de aire para una máquina de corte por láser es un proceso complejo que requiere la consideración de múltiples factores, como la presión, el caudal y la calidad del aire. A continuación se [...]
¿Qué es el recocido? El recocido es un proceso de tratamiento térmico de metales que mejora las propiedades del material calentando lentamente el metal a una temperatura determinada, manteniéndola durante un [...].
La inspección y el mantenimiento de una punzonadora son medidas vitales para garantizar su funcionamiento normal y prolongar su vida útil. He aquí algunos aspectos clave de la inspección de punzonadoras [...].
Existen varios tipos de grietas: grietas en las materias primas, grietas causadas por el tratamiento térmico y grietas de forja, que pueden resultar confusas. Identificarlas es un curso importante [...]
El primer paso en el proceso de fabricación de chapas metálicas es el desdoblamiento de las geometrías y el cuerpo coherente. La precisión y corrección del desdoblamiento de la muestra repercute directamente [...]
El método para calcular el peso de un bloque físico de plata se basa en su volumen, siendo la fórmula específica Peso de la plata (kg) = Longitud (cm) × [...]