Cómo afectan las cuchillas circulares de preplegado a la pérdida de plegado: un análisis detallado
¿Por qué algunos procesos de plegado producen más pérdidas que otros? Este artículo explora cómo afectan las cuchillas circulares de preplegado a la precisión dimensional de las hojas plegadas. Analizando diversos parámetros del proceso, revela las repercusiones en la holgura de montaje y la eficacia general del plegado. Descubra cómo las modificaciones en la curvatura de las cuchillas y los ángulos de plegado pueden minimizar el desperdicio de material y mejorar la precisión de fabricación.
En el caso del plegado mecánico, debido a las diferencias en diversos parámetros del proceso, como la superficie curvada y el borde curvado de la chapa plegada, su precisión dimensional afectará directamente a la holgura de montaje de la carrocería del vehículo.
La indentación del límite es la más común, y su valor de indentación también se conoce como pérdida por plegado (FV), como se muestra en la figura 1.
Fig. 1 Diagrama esquemático de la pérdida hem FV
Pre arco circular–cuchillo plegable
En la actualidad, la mayoría de los troqueles de plegado adoptan una cuchilla plana de preplegado.
Existe una base de investigación madura sobre la influencia de las cuchillas planas de preplegado en la precisión dimensional.
En el proceso real de formación y desarrollo tecnológico, el plegable proveedor de equipos comenzó a utilizar la cuchilla de preplegado en forma de arco en un pequeño número de equipos de plegado, es decir, una superficie de trabajo ya no es un plano, sino una superficie curva con una cierta curvatura.
El diagrama del modelo se muestra en la figura 2.
Fig. 2 Esquema de la cuchilla de preplegado de arco circular
Descripción del objeto problemático
Según la situación real del panel de la puerta, los objetos plegables se dividen en 9 tipos: borde de superficie curvada, borde de superficie recta, borde curvado de cara recta, borde recto de cara recta, etc.
Para los parámetros en el proceso de plegado, después de comparar con la producción real, determinar el rango de valores de los diferentes parámetros, y explorar la influencia de los diferentes parámetros en los resultados de plegado.
Consulte la tabla 1 para conocer la gama de parámetros.
Distancia entre las placas interior y exterior / mm
0.5-1.5
Tamaño del arco del troquel / mm
1-1.3
Radio de curvatura de la superficie / mm
100
Radio de curvatura del contorno de la pieza / mm
100
Radio de arco de la cuchilla preplegada / mm
6-8
Simulación experimento
Análisis de sensibilidad de los parámetros del proceso
Tras la investigación, se seleccionan cuatro parámetros del proceso para el análisis de sensibilidad:
tamaño de plegado H, separación de las chapas interior y exterior G, radio de filete de la chapa exterior R y ángulo de apertura de plegado θ.
Juzgar su rango de influencia en la pérdida de dobladillo.
En este post, se utiliza la tabla de diseño de prueba uniforme para juzgar por el método de rango.
Se adopta un diseño uniforme. En el diseño experimental, el rango de selección de cuatro parámetros se muestra en la Tabla 2.
Cuadro 2 gama de selección de los parámetros del proceso
Parámetro
Rango de valores
Min
Max
Tamaño de la brida H / mm
5.5
7.5
Distancia entre las placas interior y exterior G / mm
0.5
1.5
Radio de la placa exterior R / mm
0.35
0.75
Ángulo abierto de rebordeado θ/°
90
110
Se adopta la tabla de diseño de prueba uniforme de 4 factores y 5 niveles, y se utiliza AutoForm para la simulación.
Si no se modifican las demás condiciones, se selecciona el tipo de plegado como borde recto cóncavo, se utiliza la misma cuchilla de preplegado de arco para el plegado y se lee el valor de pérdida de plegado FV.
Se puede observar que el primero es el ángulo de apertura de plegado, que tiene el mayor impacto en la pérdida de plegado, el segundo es el radio de filete de la placa exterior, y el tercero es la separación entre las placas interior y exterior.
El tamaño de plegado es el que menos influye en la pérdida de plegado.
La relación entre el cambio de los cuatro parámetros del proceso y la pérdida de plegado se muestra en la figura 3.
Fig. 3 Tendencia de influencia de los parámetros del proceso
Como puede verse en la figura:
(1) El tamaño de plegado no tiene un efecto significativo en el valor de pérdida de plegado, y éste siempre fluctúa en torno a 0,19 mm.
(2) Con el aumento de la separación entre las placas interior y exterior, la pérdida por plegado aumenta primero y disminuye después, y la tendencia a la disminución es lenta;
(3) Con el aumento del radio de filete de la placa exterior, la pérdida de plegado primero aumenta y luego disminuye, pero la tendencia al aumento es obvia, y el valor máximo se alcanzará entre 0,55 ~ 0,75 mm.
(4) Con el aumento del ángulo de apertura de plegado, la pérdida de plegado disminuye gradualmente.
Cabe señalar que el tipo de análisis de sensibilidad es de borde recto cóncavo.
Para otros tipos de dobladillo, los resultados del análisis de sensibilidad pueden cambiar, y la ley de influencia de varios parámetros también puede cambiar.
Resultados de la superficie de respuesta
Se procesan los datos de la prueba.
Cuando se realiza el análisis de superficie de respuesta utilizando el software experto en diseño, los resultados del análisis son que los parámetros de término primario que tienen un impacto significativo en la pérdida de plegado son: radio de curvatura del contorno de la pieza, radio del arco de la cuchilla de preplegado en forma de arco, ángulo de apertura de plegado.
Y los parámetros cruzados del segundo término son el radio de curvatura del contorno de la pieza y el ángulo de apertura del plegado.
El radio del arco de la navaja preplegada en forma de arco se multiplica por el ángulo de apertura de plegado.
En primer lugar, se analizan los parámetros del término primario.
Cuando se fijan los otros cuatro parámetros, se selecciona el intervalo de valores de cada parámetro como abscisa y el valor de la pérdida de plegado como ordenada, y se dibuja la relación cambiante entre la pérdida de plegado y cada parámetro, como se muestra en la figura 4.
Fig. 4 Relación entre los parámetros de significación primaria y la pérdida de hem
Como puede verse en la figura 4:
(1) con el aumento del radio de curvatura del contorno de la pieza, disminuye la pérdida de plegado;
(2) con el aumento del radio de curvatura de la cuchilla de preplegado en forma de arco, aumenta la pérdida de dobladillo;
(3) con el aumento del ángulo de apertura de plegado, la pérdida de plegado disminuye, lo que coincide con el resultado del análisis de sensibilidad.
En el nefograma de superficie de respuesta, se realiza el nefograma del valor de pérdida de plegado con respecto al ángulo de apertura de plegado, el radio de curvatura de la cuchilla de preplegado en forma de arco y el radio de curvatura del contorno de la pieza, y los resultados se muestran en la Fig. 5.
Como puede verse en la figura 5:
Fig. 5 Relación entre el parámetro de significación cuadrática y la pérdida de dobladillo
(1) Cuando el ángulo de apertura de plegado no varía, la pérdida de plegado disminuye con el aumento del radio de curvatura del contorno de la pieza y aumenta con el aumento del radio de curvatura de la cuchilla de preplegado de arco circular;
(2) cuando el radio de curvatura del contorno de la pieza permanece invariable, la pérdida de plegado disminuye con el aumento del ángulo de apertura de plegado;
(3) cuando el radio de curvatura de la hoja de preplegado de arco circular no varía, la pérdida de plegado disminuye con el aumento del ángulo de apertura de plegado.
La conclusión anterior coincide con la tendencia de influencia de los parámetros de significación anteriores.
Pero en el mapa de nubes de los parámetros de importancia secundaria, frente a la selección de diferentes valores de los parámetros, la pérdida de plegado se puede obtener con mayor precisión y comodidad.
Análisis del mecanismo de pérdida de plegado
Comparación de las diferencias entre la navaja de arco circular y la navaja plana
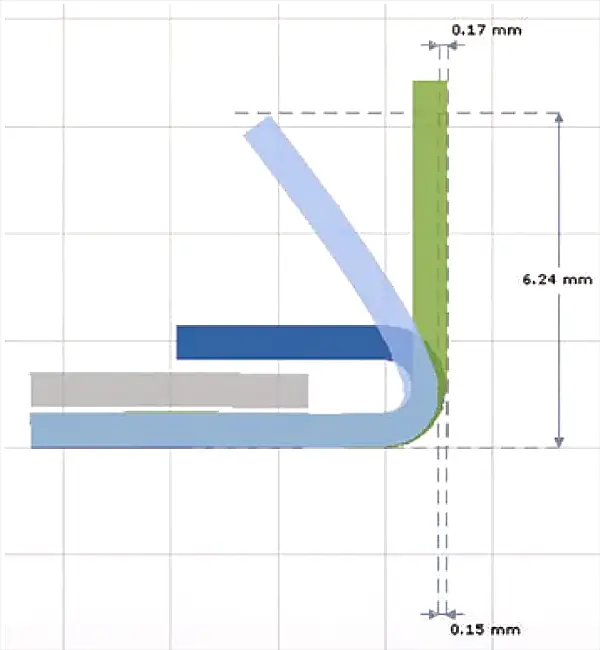
Mediante el software AutoForm, lea el valor de pérdida de plegado tras el proceso de preplegado y el valor de pérdida de plegado tras el plegado final en el proceso de plegado de la cuchilla de preplegado de arco y la cuchilla plana.
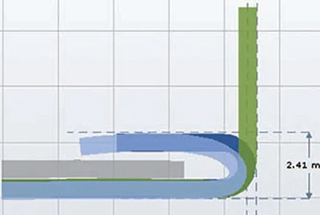
Como se muestra en la Figura 6 y en la Figura 7, se puede observar que una vez finalizado el proceso de preplegado, es decir, cuando la superficie de plegado se encuentra en el mismo ángulo, el valor de la pérdida de plegado de la cuchilla de preplegado de arco circular es de 0,15 mm, y la altura de la pestaña de la placa exterior es de 6,2 mm.
El valor de pérdida de plegado de la cuchilla plana es de 0,32 mm, y la altura de la pestaña de la placa exterior es de 5,9 mm.
Una vez finalizado el proceso de plegado final, el valor de pérdida de plegado de la cuchilla de preplegado en forma de arco es de 0,33 mm, la altura de la pestaña de la placa exterior es de 2,41 mm, el valor de pérdida de plegado de la cuchilla plana es de 0,39 mm, y la altura de la pestaña de la placa exterior es de 2,39 mm.
(a) resultado del plegado previo de la cuchilla de arco circular
(b) Resultado final del plegado de la cuchilla de preplegado de arco circular
Fig. 6 Proceso de plegado de la cuchilla de preplegado de arco circular
(a) resultado del plegado previo de la cuchilla plana
(b) Resultado final del plegado de la cuchilla plana
Fig. 7 Proceso de plegado de la cuchilla plana
En comparación con la cuchilla de preplegado plana, la razón por la que la cuchilla de preplegado de arco circular puede reducir la pérdida de plegado es que cuando se utiliza la cuchilla de preplegado de arco circular, la placa exterior siempre está en contacto con el punto de la superficie de trabajo del arco circular.
Y el punto de contacto se desplazará hacia arriba a lo largo de la superficie de trabajo del arco circular con el preplegado.
Dado que la dirección de la fuerza sobre el chapa metálica por la cara de trabajo de la cuchilla de preplegado es siempre perpendicular a la cara de trabajo de la cuchilla de preplegado, y el punto de contacto apunta al centro del círculo, cuando se adopta la cuchilla de preplegado en forma de arco, la dirección de la fuerza sobre la chapa es siempre paralela a la dirección normal del arco del punto de contacto.
Con el cambio del punto de contacto en la superficie de trabajo de la cuchilla de preplegado, la dirección de la fuerza de la placa exterior cambia todo el tiempo.
La dirección del cambio de fuerza favorece la ralentización de la tendencia de aproximación interior de la cara de plegado de la placa exterior, y finalmente favorece la reducción del valor de pérdida de plegado.
Análisis de la influencia del radio de la hoja de preplegado de arco circular en la pérdida de plegado
En el análisis de la ecuación de superficie de respuesta, se puede obtener que la pérdida de plegado disminuye con el aumento del radio de curvatura del arco de la cuchilla de preplegado de arco circular.
Se estudia la razón de este cambio de tendencia.
Cambie el radio de curvatura del arco de la cuchilla de preplegado en forma de arco a 6 mm, 6,5 mm, 7 mm, 7,5 mm y 8 mm, y dibuje la forma correspondiente de la cuchilla de preplegado en forma de arco en UG, como se muestra en la Figura 8.
Fig. 8 diferencia del radio del arco de la hoja de preplegado en forma de arco
Puede observarse que cuando las posiciones inicial y final de la hoja de preplegado en forma de arco son fijas, el centro del círculo correspondiente al segmento de arco se desplaza de dentro a fuera con el aumento del radio del arco.
En el análisis de tensiones del proceso de preplegado de la cuchilla de preplegado de arco circular del resumen anterior, la fuerza sobre la superficie de plegado de la placa exterior apunta siempre al centro de la sección de arco circular desde el punto de contacto, es decir, el extremo superior de la superficie de plegado.
Por lo tanto, cuando la fuerza en el proceso de preplegado es constante, con el aumento del radio del arco, la componente horizontal de la fuerza sobre la placa exterior aumentará.
Y el aumento de la componente en esta dirección aumentará la tendencia de que la cara de plegado de la placa exterior se acerque hacia el interior, dando como resultado el aumento del valor de la pérdida de plegado.
Para verificar la exactitud del análisis anterior, bajo los valores de los parámetros del proceso, se utilizan cinco cuchillas de preplegado en forma de arco para la simulación del plegado, y se mide la pérdida de plegado tras el proceso de preplegado y el proceso de plegado final. Véase la tabla 3.
Cuadro 3 Pérdida de plegado del preplegado y del plegado final
Grupo No.
Radio de curvatura del arco circular pre-cuchilla plegable (mm)
Preplegado FV(mm)
Dobladillo final FV(mm)
1
6
0.281
0.46
2
6.5
0.3
0.475
3
7
0.311
0.481
4
7.5
0.313
0.477
5
8
0.318
0.484
Se puede observar que cuando aumenta el radio del arco de la cuchilla de preplegado en forma de arco, también aumenta la pérdida de plegado tras el proceso de preplegado.
El proceso de plegado final aumenta la pérdida de plegado casi lo mismo.
Por lo tanto, se puede deducir que la influencia del radio de curvatura del arco de la cuchilla de preplegado en forma de arco sobre el valor de la pérdida de plegado se produce en la etapa de preplegado, de modo que cambia la dirección de la fuerza sobre la superficie de plegado de la placa exterior y afecta al valor final de la pérdida de plegado.
Conclusión
En este post, tomando como objeto de investigación la cuchilla de preplegado de arco circular, se analizan mediante el software AutoForm los factores que pueden afectar a la pérdida de plegado, y se obtienen las siguientes conclusiones:
El radio del filete de la chapa exterior, el ángulo de apertura del plegado, el radio del arco del contorno de la pieza y el radio del arco de la cuchilla de preplegado en forma de arco tienen un impacto significativo en la pérdida de plegado;
cuando aumenta el radio de arco de la cuchilla de preplegado en forma de arco, aumenta la pérdida de plegado de la pieza;
cuando aumenta el radio de curvatura del contorno de la pieza, aumenta la pérdida de plegado de la pieza;
cuando aumenta el ángulo de apertura del plegado, aumenta la pérdida de plegado de las piezas;
Cuando la cuchilla de preplegado en forma de arco trabaja, con el cambio del punto de contacto en la superficie de trabajo de la cuchilla de preplegado, la dirección de la fuerza sobre la placa exterior cambia todo el tiempo. La dirección del cambio de fuerza favorece la ralentización de la tendencia de aproximación interior de la cara de plegado de la placa exterior y, en última instancia, la reducción del valor de pérdida de plegado.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Cómo puede doblar con precisión una pieza de chapa metálica sin ensayo y error? El factor Y tiene la clave. Este artículo explica el factor Y, una constante crucial utilizada para calcular la...
¿Se ha preguntado alguna vez por qué a veces el acero se agrieta durante el plegado? En este artículo exploramos el fascinante mundo de la tecnología del plegado del acero y descubrimos las razones de defectos tan comunes como...
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
En esta entrada del blog, exploraremos el fascinante mundo de la flexión por aire y los diagramas de fuerzas que la hacen posible. Acompáñanos mientras profundizamos en la ciencia que hay detrás de este...
¿Alguna vez ha tenido problemas para calcular el margen de plegado adecuado para sus proyectos de chapa metálica? En esta entrada del blog, nos adentraremos en el mundo de los márgenes de plegado y...
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...