Fisuración por flexión del acero: Factores y medidas de mejora
¿Alguna vez se ha preguntado por qué a veces el acero se agrieta durante el plegado? En este artículo exploramos el fascinante mundo de la tecnología del plegado del acero y descubrimos las razones de defectos tan comunes como las grietas en las esquinas y en el centro. Descubra cómo las técnicas adecuadas y la calidad del material pueden marcar la diferencia a la hora de evitar estos problemas. Prepárese para aprender conocimientos prácticos que pueden mejorar su comprensión y aplicación del procesamiento del acero.
La tecnología de procesamiento por plegado es un tipo de tecnología de procesamiento del acero que se utiliza ampliamente en diversos campos como la fabricación de automóviles, maquinaria de ingeniería, puentes, barcos y construcción.
Bajo la presión de la matriz superior o inferior de la plegadora, la chapa sufre primero una deformación elástica y después una deformación plástica.
En la fase inicial del plegado plástico, a medida que la matriz superior o inferior dobla la chapa, ésta se ajusta gradualmente contra la superficie interior de la ranura en V de la matriz superior o inferior, mientras que el radio de curvatura también disminuye gradualmente.
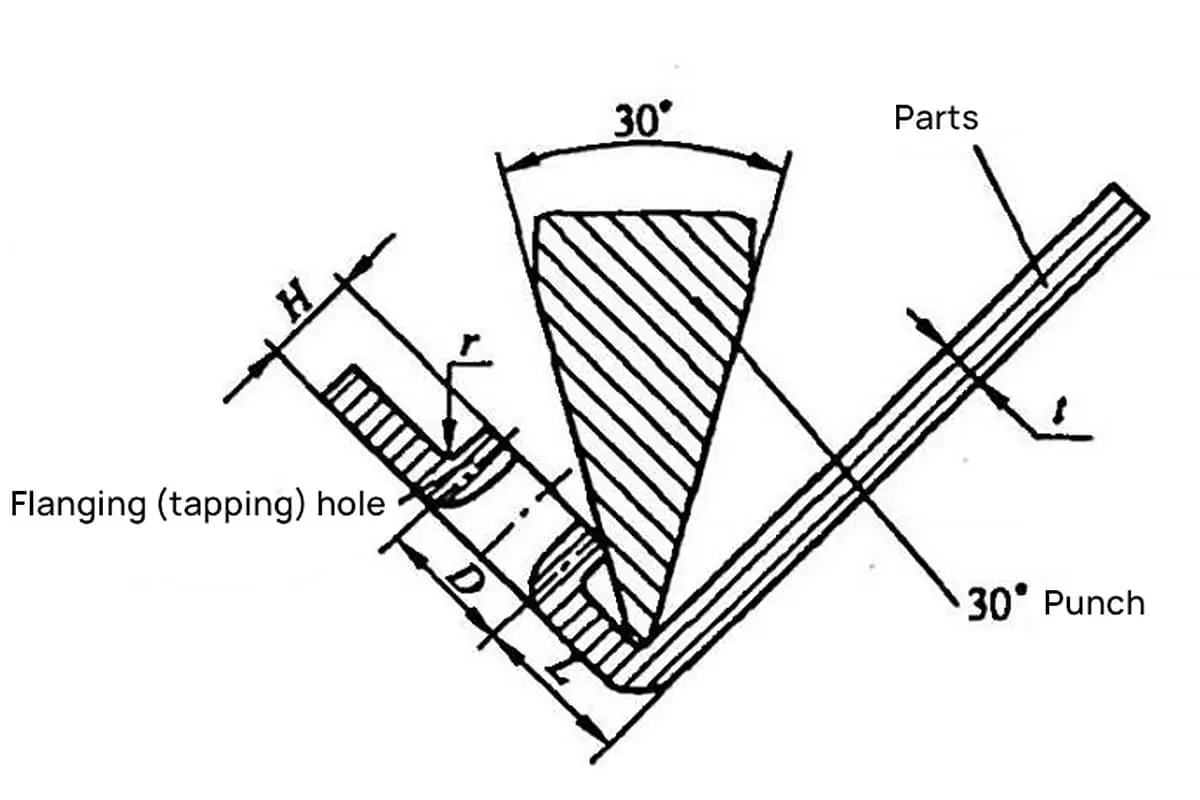
A medida que la presión continúa hasta el final de la carrera, las matrices superior e inferior entran en pleno contacto con el chapa metálicaEl curvado en forma de V se realiza habitualmente con máquinas curvadoras y laminadoras.
El agrietamiento por flexión es un defecto importante en el uso de la transformación del acero. Según la localización de la fisuración, puede dividirse en fisuración angular y fisuración central.
Entre los factores que provocan el agrietamiento figuran una tecnología de transformación inadecuada y defectos en la calidad de los materiales, que repercuten negativamente en las empresas de producción de acero.
Los investigadores analizaron, resumieron y estudiaron casos típicos de calidad y se remitieron a materiales relevantes para analizar diversos factores que causan el agrietamiento por flexión y proponer medidas de mejora.
Muestras típicas de flexión, agrietamiento y pruebas físico-químicas
1.1 Muestras de grietas de esquina
1.1.1 Morfología macroscópica
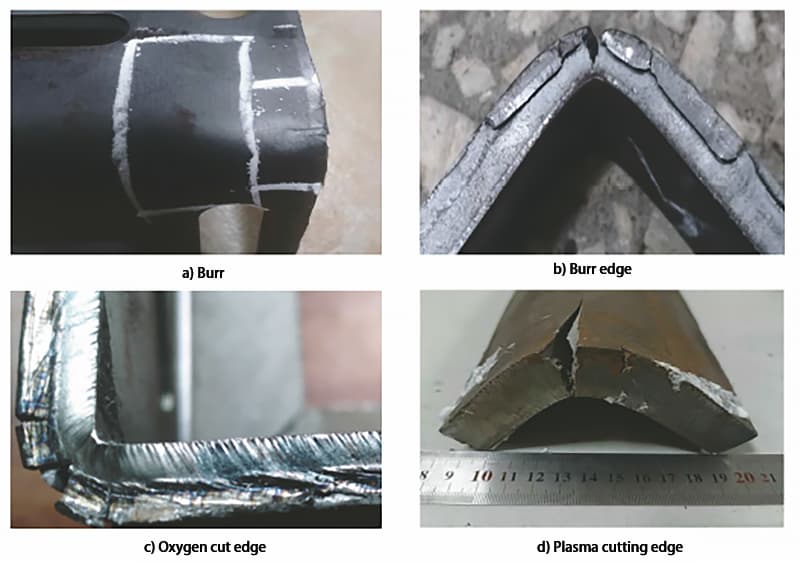
El agrietamiento de las esquinas es el tipo de defecto más común en el agrietamiento por flexión, y suele haber rebabas, bordes ásperos, bordes de corte de oxígeno o corte por plasma bordes en la posición de agrietamiento de esquina. Si el borde de la pieza no se trata con chorro de arena o de forma incompleta durante el proceso de doblado, se producirá el agrietamiento de la esquina, y las grietas en el agrietamiento de la esquina suelen ser cortas y estar situadas en la zona endurecida por el trabajo de la esquina.
Defectos típicos de Q235B y el acero Q355B fueron seleccionados para el análisis, y la morfología macroscópica del agrietamiento de esquina se muestra en la Figura 1.
Figura 1: Aspecto macroscópico del agrietamiento de las esquinas de acero.
1.1.2 Análisis de la composición química
Se seleccionaron cuatro muestras típicas de grietas de esquina de acero Q235B y acero Q355B para el análisis de la composición química, y los resultados cumplieron los requisitos.
1.1.3 Pruebas de propiedades mecánicas
Se ensayaron las propiedades mecánicas de las cuatro muestras típicas de fisura de esquina de acero Q235B y acero Q355B mencionadas anteriormente, y los resultados se muestran en la Tabla 1 (D es el diámetro de flexión, a es el espesor de la muestra), y los resultados cumplían los requisitos.
Tabla 1: Resultados de las pruebas de comportamiento mecánico de las muestras de acero Q235B y Q355B con grietas en las esquinas.
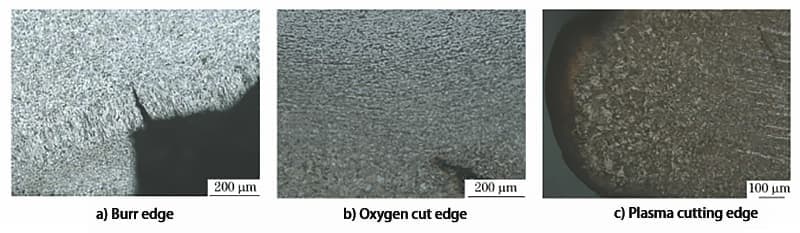
Se llevó a cabo un examen metalográfico de las posiciones de agrietamiento de las cuatro muestras típicas de grietas de esquina de acero Q235B y Q355B mencionadas anteriormente, y los resultados se muestran en la Figura 2. Como puede observarse en la Figura 2, existe una deformación en frío del grano en el tejido en la posición de agrietamiento. Como puede observarse en la Figura 2, hay deformación en frío del grano en el tejido en la posición de fisuración, y hay una estructura de influencia térmica en la posición de fisuración por corte con oxígeno y corte con plasma.
Figura 2: Aspecto común de las muestras con grietas en las esquinas.
1.2 Muestras de grietas por flexión
1.2.1 Morfología macroscópica
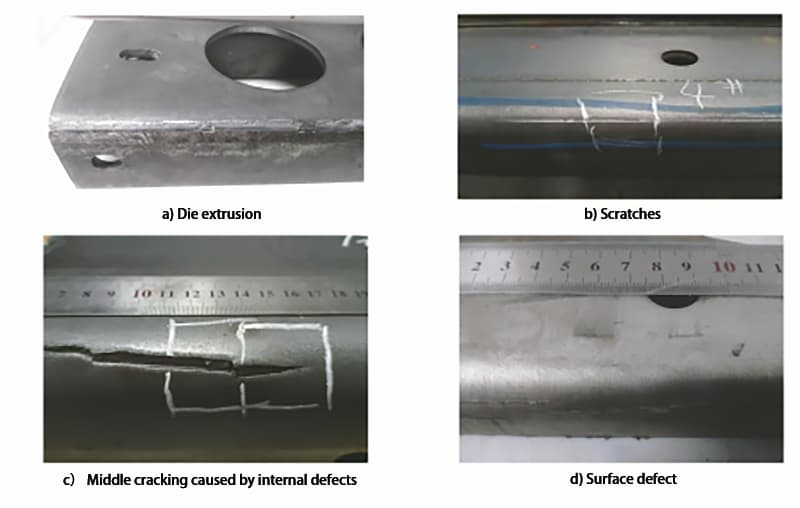
El agrietamiento central suele manifestarse como un agrietamiento no continuo en el centro de la pieza, y las grietas suelen ser largas, con algunos casos de grietas cortas. La morfología macroscópica de la fisuración central se muestra en la figura 3.
Figura 3: Aspecto macroscópico de las muestras con agrietamiento central.
1.2.2 Análisis de la composición química
Se seleccionaron seis muestras típicas de grieta central de acero Q235B, acero Q355B y acero 610L para analizar su composición química, y los resultados cumplieron los requisitos.
1.2.3 Pruebas de propiedades mecánicas
Se probaron las propiedades mecánicas de las seis muestras típicas de grieta central de acero Q235B, acero Q355B y acero 610L mencionadas anteriormente, y los resultados se muestran en la Tabla 2, y los resultados cumplían los requisitos.
1.2.4 Examen metalográfico
El examen metalográfico se llevó a cabo en las seis muestras típicas de grieta central de acero Q235B, acero Q355B y acero 610L mencionadas anteriormente, y los resultados se muestran en la figura 4.
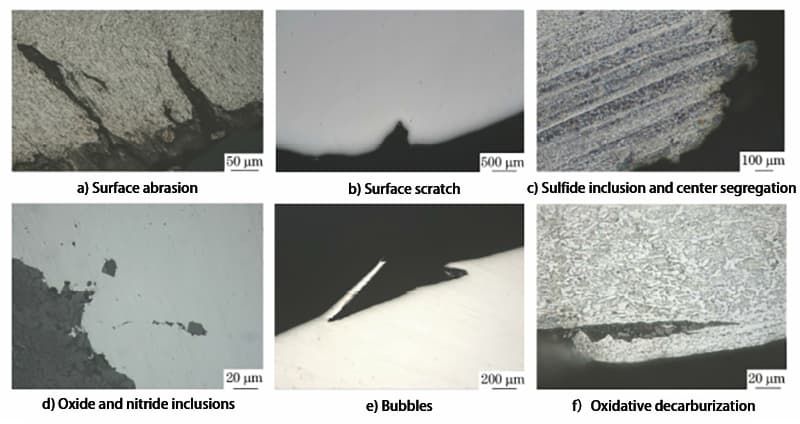
Figura 4: Aspecto microscópico de la probeta con fisuración central.
Como puede observarse en la figura 4, hay deformación en frío del grano en la posición de extrusión de la herramienta de rectificado, y pueden verse aberturas de rayado en la raíz de las grietas más largas y rectas. Las muestras también contienen inclusiones de sulfuro agrupadas, segregación central y partículas de oxidación a alta temperatura, descarburización debido a la oxidación, y características de las burbujas.
Análisis de las causas de los defectos de fisuración por flexión
2.1 Técnicas de tratamiento inadecuadas
2.1.1 La influencia del diámetro de flexión
En acero plegadoLa capa exterior de la zona doblada se somete a tensión, mientras que la capa interior se somete a compresión. Cuando el espesor del material es constante, cuanto menor es la radio de curvaturacuanto mayor sea la tensión de tracción y compresión del material. Si la tensión de tracción en la esquina exterior supera la resistencia última del material, se producirá agrietamiento o fractura, principalmente en el centro de la pieza y, a veces, en las esquinas.
2.1.2 La influencia de las herramientas de plegado
Si las ranuras en V de las herramientas de doblado son rugosas, la pieza se verá sometida a fuerzas desiguales al pasar por la dobladora, lo que provocará un desgaste superficial o una presión local, dando lugar a defectos superficiales, seguidos de grietas por extrusión. Las grietas suelen aparecer rectas y largas, con una visible deformación en frío de los granos en las raíces de la grieta.
2.1.3 La influencia de la logística
Durante el transporte y la carga y descarga del acero, pueden producirse arañazos en la superficie, que destruyen la continuidad de la superficie del sustrato. Es probable que se produzcan grietas en la zona rayada durante la flexión. Estas grietas suelen ser más largas y rectas, con aberturas visibles de arañazos en la raíz de la grieta.
2.2 La influencia de los defectos del material
2.2.1 La influencia de los elementos nocivos, las inclusiones y los gases en el acero
Durante el proceso de fundición, el alto contenido de azufre y fósforo en el acero provoca un alto contenido de inclusiones de sulfuro o, aunque el contenido global no supere la norma, estos elementos se agregan localmente y provocan una grave segregación central en las inclusiones. Esto conduce a una disminución de la plasticidad y tenacidad del acero, haciéndolo susceptible a la flexión y al agrietamiento.
Además, las microfisuras en la superficie del lingote se oxidan a altas temperaturas durante el laminado, y el alto contenido de oxígeno y nitrógeno en el acero, especialmente el elemento nitrógeno, forma fácilmente TiN con titanio. Las partículas de TiN precipitadas a lo largo de los límites de grano durante la colada continua pueden causar grietas originales en el tocho, lo que puede provocar fisuras durante el doblado.
2.2.2 Influencia de la calidad de la superficie del acero
Las microfisuras y los agujeros de aire en la superficie del acero son propensos a agrietarse en el lugar de la fisura bajo tensión después de la flexión. Múltiples grietas pequeñas pueden ser visibles en el doblar arco a simple vista.
2.2.3 La influencia de las propiedades mecánicas y la anisotropía del acero
Cuanto mayor sea la plasticidad del material, más estable será la deformación plástica, y cuanto mayor sea el alargamiento de rotura, mejor será el rendimiento de flexión. Aunque el diámetro de flexión sea pequeño, no es fácil que se agriete.
Además, las propiedades longitudinales y transversales del acero son diferentes, y la estructura longitudinal en bandas es más severa que la transversal. Esto significa que el índice de plasticidad longitudinal del acero es más alto, por lo que cuando se dobla a lo largo de una dirección perpendicular a la dirección de laminación, el rendimiento de flexión del acero es mejor y menos propenso a agrietarse en comparación con la flexión a lo largo de la dirección transversal.
Medidas de mejora
(1) Soluciones al problema del agrietamiento causado por las rebabas, bordes afilados, y corte por oxígeno en las zonas de las esquinas: lije y redondee manualmente las rebabas y los bordes afilados, o utilice una desbarbadora para eliminarlos automáticamente y eliminar la zona de procesamiento endurecida para reducir la tasa de agrietamiento.
Cambiar el proceso de plegado al laminado en continuo, y cortar después del conformado para evitar el endurecimiento provocado por el corte. Remediar los defectos menores mediante procesos de soldadura posteriores.
(2) Para resolver el problema de los radios de curvatura pequeños, el ángulo R debe ampliarse dentro del rango admisible del diseño para evitar radios de curvatura demasiado pequeños.
(3) Evitar arañazos en la superficie durante el proceso logístico de transporte y descarga de materiales de acero.
(4) En el proceso de fabricación del acero, mejorar la pureza del acero, reducir el contenido y la agregación de inclusiones en el acero. Debe utilizarse plenamente el proceso de soplado con argón para garantizar que los sulfuros de mayor tamaño del acero floten y se separen por completo.
El campo de flujo adecuado debe mantenerse durante el proceso de flujo del acero para garantizar un campo de flujo adecuado y estable en el cristalizador, que pueda eliminar aún más las inclusiones en el acero y evitar al mismo tiempo la contaminación por atrapamiento de escoria.
Controlar razonablemente la temperatura de colada, la velocidad de tracción y la velocidad de enfriamiento durante la colada continua. El uso adecuado de la tecnología de prensado ligero y la tecnología de agitación electromagnética puede mejorar la calidad interna de la palanquilla, reducir la segregación central y evitar la formación de grietas en la línea central.
(5) En el proceso de laminación, reforzar el control de los procesos de calentamiento, temperatura de laminación y enfriamiento posterior a la laminación, evitar la formación de estructuras anómalas como la bainita, martensitaLos granos gruesos y los cristales mixtos reducen la resistencia dentro del rango admisible de las normas del producto, al tiempo que mejoran la plasticidad y la tenacidad.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha enfrentado alguna vez a los retos del curvado de chapas de acero inoxidable? Este artículo desvela las complejidades del doblado de acero inoxidable, desde la fuerza necesaria hasta el impacto del retorno elástico. Más información...
¿Ha pensado alguna vez en las fuerzas que intervienen al doblar una tubería? En este artículo exploraremos el fascinante mundo de la mecánica del curvado de tubos. Nuestro experto ingeniero mecánico...
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Le cuesta diseñar piezas de chapa metálica precisas? Descubra los secretos del factor K, un concepto crucial en la fabricación de chapas metálicas. En este artículo, nuestro experto ingeniero mecánico desmitifica...
¿Cómo afecta a la integridad de una pieza metálica la distancia entre la pared de un orificio embridado y un borde de doblado? En metalurgia, esta separación es crucial para evitar daños durante...
¿Alguna vez se ha preguntado por qué las piezas de chapa metálica se agrietan o deforman durante el plegado? Este artículo explora los principios esenciales del diseño de chapas metálicas, centrándose en las técnicas de plegado...
¿Se ha preguntado alguna vez lo intrincados que pueden llegar a ser los diseños de las matrices de doblado? Este artículo se sumerge en los diseños estructurales de las matrices de plegado más comunes, desde...
¿Cómo se consiguen dobleces precisos en chapa metálica? Comprender los moldes y las técnicas que hay detrás de este proceso es crucial. Este artículo profundiza en diversos métodos de plegado, desde el plegado libre hasta...
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...