Introducción
El sistema puede registrar desviaciones sistemáticas relacionadas con la máquina, pero aún así pueden producirse o aumentar durante el uso posterior debido a factores ambientales como la temperatura o la carga mecánica. En tales casos, SINUMERIK ofrece diversas funciones de compensación.
La compensación de las desviaciones con mediciones obtenidas mediante codificadores de posición reales (como los de rejilla) o sensores adicionales (como los interferómetros láser) puede dar lugar a mejores resultados de mecanizado.
Este artículo ofrece una visión general de las funciones de compensación comunes de SINUMERIK. El práctico ciclo de medición de SINUMERIK, como la "medición de movimiento CYCLE996", puede proporcionar un apoyo integral a los usuarios finales en la supervisión y el mantenimiento continuos de las máquinas herramienta.
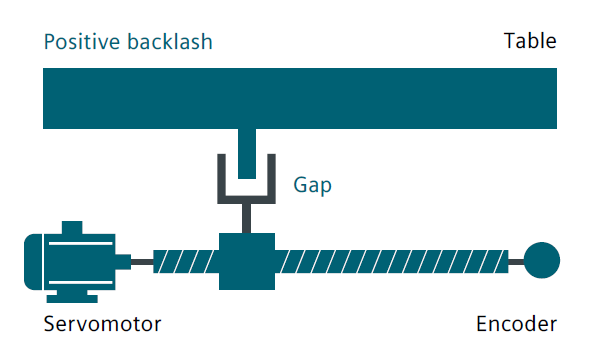
Compensación de brecha inversa
La transferencia de fuerza entre las piezas móviles y sus componentes de accionamiento, como los husillos de bolas, puede provocar discontinuidades o retrasos. Las estructuras mecánicas sin holgura aumentan considerablemente el desgaste de la máquina herramienta y son técnicamente difíciles de conseguir.
La holgura mecánica crea una desviación entre la trayectoria del eje/husillo y el valor medido del sistema de medición indirecta. Esto significa que cuando cambia la dirección, el eje se moverá demasiado lejos o demasiado cerca, dependiendo del tamaño de la holgura.
Además, la plataforma de trabajo y sus encóderes asociados se verán afectados. Si el encóder se coloca por delante de la plataforma de trabajo, alcanzará la posición de instrucción antes de tiempo, acortando la distancia de movimiento real de la máquina herramienta.
En las operaciones de máquina herramienta, la función de compensación del hueco de retroceso puede utilizarse en el eje correspondiente para activar automáticamente la desviación de los registros anteriores al retroceder. La desviación de registros anteriores se superpondrá entonces al valor de posición real.
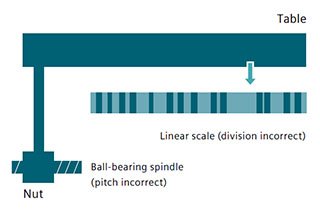
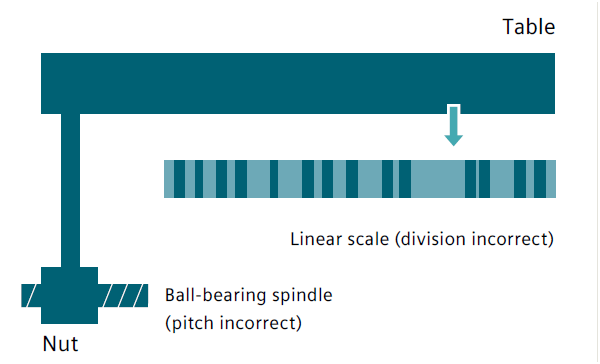
Compensación del error de paso del tornillo
El principio de la medición indirecta en los sistemas de control CNC se basa en la suposición de que el paso del husillo de bolas permanecerá constante dentro del rango de recorrido efectivo.
Por lo tanto, en teoría, la posición real del eje recto se puede deducir basándose en la posición de la información de movimiento del motor de accionamiento.
Sin embargo, los errores de fabricación del husillo de bolas pueden provocar desviaciones en el sistema de medición, lo que también se conoce como error de paso del husillo.
El sesgo de medición (en función del sistema de medición utilizado) y el error de instalación del sistema de medición (también conocido como error del sistema de medición) en la máquina herramienta pueden agravar aún más este problema.
Para compensar estos dos errores, puede utilizarse un sistema de medición independiente, como un sistema de medición láser, para medir la curva de error natural de las máquinas CNC. A continuación, el valor de compensación necesario puede almacenarse en el sistema CNC para su posterior compensación.
Compensación de fricción (compensación de error cuadrantal) y compensación de fricción dinámica
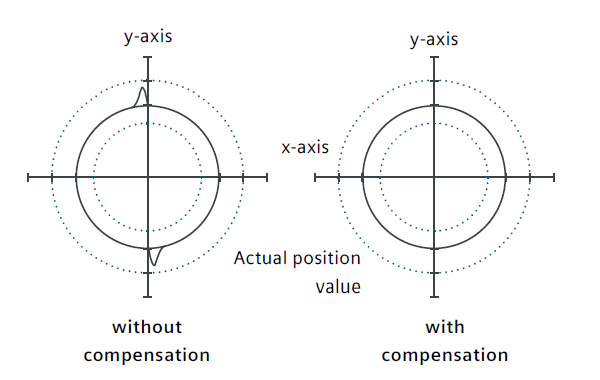
La compensación de errores cuadrantal, también conocida como compensación de fricción, es adecuada para todas las situaciones mencionadas anteriormente, ya que puede mejorar significativamente la precisión del contorno durante el procesamiento de contornos circulares.
La razón es que en la conversión de cuadrantes, un eje se mueve a la velocidad de avance más alta, mientras que el otro eje permanece inmóvil. Como resultado, los diferentes comportamientos de fricción de los dos ejes pueden provocar errores de contorno.
La compensación del error de cuadrante reduce eficazmente este error y garantiza excelentes resultados de mecanizado. La densidad del impulso de compensación puede ajustarse en función de la curva característica relacionada con la aceleración, que puede determinarse y parametrizarse mediante redondez pruebas.
Durante la prueba de redondez, la posición real del contorno circular y la desviación del radio de programación (especialmente en la inversión) se cuantifican y se muestran gráficamente en la interfaz hombre-máquina.
En la nueva versión del software del sistema, una función integrada de compensación dinámica de la fricción puede compensar dinámicamente el comportamiento de la fricción de la máquina herramienta a diferentes velocidades de giro. Esto ayuda a reducir los errores reales del contorno de mecanizado y a lograr una mayor precisión de control.
Compensación de errores de flecha y ángulo
Si el peso de una sola pieza de una máquina herramienta provoca el desplazamiento y la inclinación de la pieza móvil, es necesario compensar el pandeo, ya que puede provocar el pandeo de las piezas correspondientes de la máquina, incluido el sistema de dirección.
La compensación del error de ángulo es necesaria cuando los ejes móviles no están correctamente alineados entre sí en el ángulo correcto, como ser perpendiculares.
A medida que aumenta el desplazamiento del punto cero, también aumenta el error de posición. Ambos errores están causados por el peso de la máquina herramienta o el peso de la herramienta y la pieza de trabajo.
Durante el proceso de depuración, los valores de compensación se miden, cuantifican y almacenan en SINUMERIK en forma de tabla de compensación, en función de la posición correspondiente.
Cuando la máquina está en funcionamiento, la posición del eje correspondiente se interpola en función del valor de compensación del punto de almacenamiento. Para cada movimiento de trayectoria continua, existen ejes básicos y de compensación.
Compensación de temperatura
El calor puede hacer que las piezas de una máquina se dilaten, y el rango de dilatación depende de la temperatura y la conductividad térmica de cada pieza.
Las diferentes temperaturas pueden provocar cambios en la posición real de cada eje, lo que puede repercutir negativamente en la precisión de la pieza durante el procesamiento.
Para compensar estos cambios en los valores reales, se puede utilizar la compensación de temperatura, en la que se definen las curvas de error de todos los ejes a diferentes temperaturas.
Para una correcta compensación de la dilatación térmica, los parámetros de valor de compensación de temperatura, posición de referencia y ángulo de gradiente lineal deben transferirse del PLC al Sistema de control CNC mediante bloques de funciones.
El sistema de control elimina automáticamente los cambios de parámetros inesperados, evitando la sobrecarga de la máquina herramienta y activando la función de supervisión.
Sistema de compensación de errores espaciales (VCS)
Los errores geométricos sistemáticos de los cabezales giratorios y de torreta pueden producirse debido a la posición del eje giratorio, la compensación mutua y los errores de orientación de la herramienta. Además, también pueden producirse pequeños errores en el sistema de guiado del eje de avance en cada máquina herramienta.
Los errores de posición lineales se producen en los ejes lineales, mientras que los ejes giratorios pueden tener errores horizontales y verticales. rectitud así como errores de ángulo de cabeceo, guiñada y balanceo. También pueden producirse otros errores al alinear los componentes de la máquina herramienta, como el error vertical.
En una máquina herramienta de tres ejes, podría haber 21 errores geométricos en la punta, que incluyen seis tipos de error por eje lineal multiplicados por tres ejes, más tres errores angulares. Estas desviaciones forman colectivamente un error total, también conocido como error espacial.
El error espacial es la desviación entre la posición del punto medio de la herramienta (TCP) de la máquina herramienta real y la de una máquina herramienta ideal sin errores. El socio de soluciones SINUMERIK puede determinar los errores espaciales utilizando equipos de medición láser. Sin embargo, es necesario medir el error de todas las máquinas herramienta en todo el espacio de mecanizado, en lugar de en una sola posición.
Es esencial registrar los valores medidos de todas las posiciones y trazar la curva, ya que la magnitud de cada error depende de la posición del eje de avance correspondiente y de la posición medida. Incluso cuando el eje Y y el eje Z están casi en la misma posición en el eje X, el sesgo que resulta en el eje X puede diferir cuando están en posiciones diferentes.
Con la ayuda de "CYCLE996 - motion measurement", determinar el error del eje de rotación sólo lleva unos minutos. Esto significa que la precisión de la máquina herramienta puede comprobarse continuamente y corregirse, si es necesario, incluso durante la producción.
Compensación de desviaciones (control dinámico de avance)
La desviación se refiere a la diferencia entre el controlador de posición y el estándar cuando el eje de la máquina está en movimiento.
La desviación del eje es la diferencia entre las posiciones teórica y real del eje de la máquina herramienta.
La desviación puede dar lugar a errores de contorno innecesarios, especialmente cuando cambia la curvatura del contorno, como ocurre con los contornos circulares o cuadrados.
Para reducir a cero el sesgo relacionado con la velocidad a lo largo de la trayectoria, utilice el comando de lenguaje avanzado NC FFWON en el programa de pieza.
Mediante el control de avance, se puede mejorar la precisión de la trayectoria, lo que se traduce en mejores efectos de mecanizado.
FFWON activa el comando de control feedforward.
FFWOF desactiva la orden de control feedforward.
Compensación electrónica del contrapeso
En casos extremos, se puede activar la función de contrapeso electrónico para evitar que el hundimiento del eje dañe las máquinas herramienta, las herramientas o las piezas de trabajo.
En los ejes de carga sin contrapesos mecánicos o hidráulicos, el eje vertical puede combarse inesperadamente una vez que se suelta el freno.
Al activar el contrapeso electrónico, puede compensar la caída inesperada del eje. El par de equilibrado constante mantiene la posición del eje en caída después de soltar el freno.