El tratamiento de metales puede dividirse en dos tipos: en frío y en caliente.
El procesado en caliente se refiere a la transformación de materiales después de calentarlos, como el laminado en caliente, mientras que el procesado en frío implica la transformación del metal a temperaturas normales, como el torneado, el fresado, el astillado y el rectificado.
El conformado en frío también forma parte del tratamiento en frío. Aunque existe desde hace mucho tiempo, sigue siendo en gran medida una disciplina empírica.
La mayoría de las técnicas de conformado en frío son adecuadas para todos los metales excepto para el acero inoxidable, ya que éste tiene mayor resistencia y templabilidad. Además, las piezas de trabajo de acero inoxidable después del procesamiento en frío sirven tanto para fines funcionales como ornamentales, por lo que es crucial proteger su superficie de daños y óxido.
Por lo tanto, deben emplearse técnicas especiales para el tratamiento en frío y la producción de acero inoxidable.
Métodos habituales de conformado en frío del acero inoxidable
En el proceso de conformado del acero inoxidable se utilizan dos tecnologías principales: el laminado en frío y el laminado en caliente. En el ámbito del procesamiento en frío, hay numerosos métodos entre los que elegir.
A continuación se describen brevemente algunas de las técnicas habituales de conformado en frío del acero inoxidable:
El plegado en frío es un método muy utilizado en el conformado de chapas y piezas de acero inoxidable. La punzonadora suele ser una máquina abierta de un solo movimiento, con transmisión mecánica o hidráulica y una mesa larga y estrecha.
Aunque la máquina se limita a producir piezas lineales, los diseñadores de herramientas experimentados pueden utilizarla para crear formas complejas. La longitud de las piezas producidas en frío prensas plegadoras viene determinada por el tipo y el grosor originales del acero inoxidable, la potencia de la máquina y el tamaño de las herramientas instaladas.
Por ejemplo, algunos grandes punzonadoras, como una punzonadora de plegado en frío estándar de 11 metros y 900 toneladas, puede producir piezas de acero inoxidable austenítico con una longitud de 9 metros y un grosor de 8,0 mm.
Para minimizar la abrasión en el acero inoxidable, las herramientas de la punzonadora de plegado en frío suelen ser de cromo 12%, y puede utilizarse una película de plástico para mayor protección.
Utilizando el molde estándar de un plegado en frío prensa punzonadora es rentable para la producción de lotes pequeños, pero si se requiere un molde especial para una forma específica, la producción de lotes grandes es más económica, ya que reduce el coste del molde.
Con los avances tecnológicos, cada vez más empresas utilizan el plegado en frío. tecnología de conformado para producir un gran número de piezas.
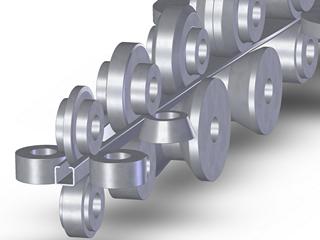
(2) Perfilado
El método de perfilado se utiliza para dar formas complejas al acero inoxidable mediante una serie de bastidores continuos, lo que lo hace ideal para la producción de chapas y alambres de formas especiales.
El proceso de perfilado sigue el principio de deformación gradual, con cada bastidor del rodillo rodando gradualmente hasta que se forma el producto deseado. Dependiendo de la complejidad de la forma, el proceso puede implicar hasta 36 bastidores o tan solo tres o cuatro.
Los rodillos suelen estar hechos de acero para troqueles con una dureza de HRC62 o superior. Para garantizar un acabado liso en la superficie de la pieza, la superficie del rodillo también debe tener un acabado liso.
El perfilado es más económico para la producción de grandes cantidades de piezas alargadas. Los laminadores de chapa convencionales pueden procesar flejes con una anchura de 2,5 mm a 1.500 mm y un grosor de 0,25 mm a 3,5 mm, mientras que los laminadores de alambre convencionales pueden procesar alambre con una anchura de 1 mm a 30 mm y un grosor de 0,5 mm a 10 mm. Las formas de las piezas mecanizadas pueden ir desde simples planos a secciones cerradas complejas.
En general, el perfilado sólo es rentable cuando la producción mensual de chapa de acero inoxidable es superior a 30.000 metros o la producción mensual de alambre de acero inoxidable es superior a 1.000 toneladas, debido al elevado coste de los materiales. herramientas de corteprocesamiento de moldes y equipos.
Para el perfilado de chapa o alambre, es importante garantizar un acabado liso en la superficie de la materia prima y comprobar periódicamente la superficie del molde para evitar la contaminación superficial y las magulladuras. El equipo también debe ser lo bastante resistente para soportar la templabilidad y el elevado margen de rebote del acero inoxidable sometido a trabajo en frío.
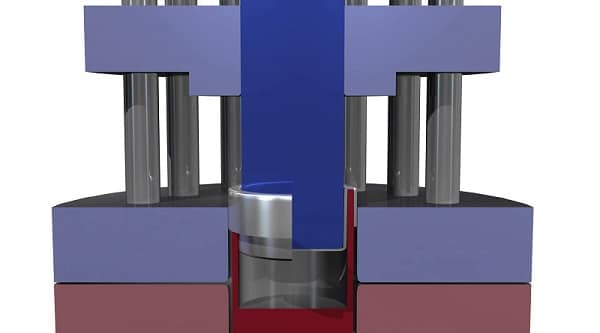
(3) Estampación Conformación
El moldeo por estampación de acero inoxidable utiliza punzones y matrices para producir la forma deseada del producto. Esta tecnología se utiliza habitualmente en la producción de utensilios de cocina de acero inoxidable, como ollas, bolígrafos y mangos. La punzonadora puede ser mecánica o hidráulica, pero se recomienda utilizar un accionamiento hidráulico para la embutición profunda, ya que proporciona una presión total durante todo el proceso.
La mayoría de las tecnologías tradicionales pueden utilizarse para el conformado por estampación de acero inoxidable, pero dado que la estampación de acero inoxidable requiere más presión 60% que el acero con bajo contenido en carbono, el bastidor de la prensa debe ser capaz de soportar la alta presión.
También es importante evitar arañazos, especialmente debido a la alta fricción y temperatura del acero inoxidable estampado, que pueden causar arañazos superficiales en la pieza.
En lugar de jabón o emulsión, debe utilizarse aceite de estampación especializado o aceite lubricante con aditivos de extrema presión. Sin embargo, estos aditivos de extrema presión pueden causar corrosión en la superficie de acero inoxidable, por lo que es importante eliminar las manchas de aceite de la superficie de la pieza después del estampado.
Debido al elevado coste del procesamiento de matrices de estampación, el moldeo por estampación sólo se utiliza para la producción en serie.
(4) Formación de juntas de goma
El uso de la tecnología de formación de juntas de goma puede reducir significativamente los costes de procesamiento de moldes y es adecuada para la producción de lotes pequeños.
Los moldes utilizados en esta técnica están hechos de materiales de bajo coste, como madera dura o resina epoxi de acero como pistón de fuerza y junta de goma como bloque de cavidad.
El caucho puede estar en forma de bloque de caucho macizo o de bloque de caucho laminado, que es aproximadamente 30% más alto que la máquina formadora.
Cuando la máquina de moldeo está cerrada, el bloque de goma comprime la pieza en bruto de acero inoxidable. Al levantar la máquina, la junta de goma recupera su forma original y puede reutilizarse.
Sin embargo, el moldeo de juntas de goma está limitado en su capacidad para producir formas complejas y tiene restricciones en cuanto a la profundidad máxima de las piezas producidas. Esta técnica suele utilizarse para la producción de pequeños lotes de piezas de acero inoxidable con un grosor inferior a 1,5 mm.
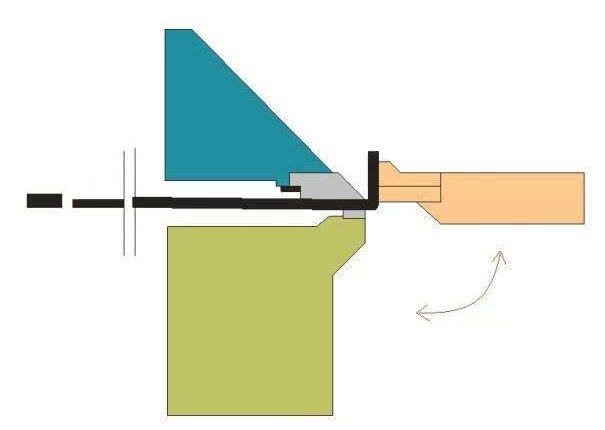
(5) Formación de bridas
A plegadora es una curvadora sencilla que puede accionarse manual o mecánicamente.
El método más sencillo consiste en utilizar un molde con un radio de curvatura para fijar la placa de acero firmemente en la mesa de trabajo de la máquina herramienta, con la parte que sobresale del material en otra estación de trabajo. La mesa puede entonces girar a lo largo del centro del radio de curvatura.
Cuando la mesa se eleva, dobla el acero inoxidable hasta el ángulo deseado, con el acero inoxidable deslizándose sobre la mesa de trabajo durante el proceso de doblado. Para evitar arañazos en la superficie de acero inoxidable, la mesa de trabajo debe tener una superficie lisa.
En la práctica, suele utilizarse una película de plástico para proteger la superficie de acero inoxidable. La viga superior suele calzarse para formar un hueco, que puede plegarse en forma de caja cuadrilátera o ranura con la pieza en bruto de forma adecuada.
En rebordear se utilizaba antiguamente para fabricar productos de chapa de acero inoxidable de gran tamaño y forma sencilla, pero ahora estos productos se suelen fabricar con prensas de plegado en frío.
(6) Conformado de cilindros
Las chapas curvadas se utilizan habitualmente para producir una gran variedad de cilindros de chapa fina o segmentos de cilindros.
El tradicional maquinaria de laminación dispone de un par de rodillos ajustables en función del grosor de la chapa de acero. El tercer rodillo, conocido como rodillo curvadorcontrola el diámetro del cuerpo del cilindro.
También existe una variante de esta máquina que utiliza tres rodillos dispuestos en forma de pagoda. El rodillo inferior es el rodillo motriz, y el rodillo superior gira debido a la fricción entre él y la pieza. El diámetro del rodillo inferior suele ser la mitad que el del superior.
El diámetro mínimo del cilindro producido por estos dos tipos de equipos es el diámetro del cilindro superior más 50 mm, mientras que el diámetro máximo depende del tamaño del material, la rigidez de la máquina y las piezas. En algunos casos, puede ser necesario apoyar el cilindro sobre bastidores.
En realidad, diferentes productos pueden requerir una combinación de varios métodos o diferentes técnicas de procesado para conseguir la calidad deseada. Por tanto, es importante conocer bien los métodos de conformado en frío del acero inoxidable para utilizarlos con eficacia.
Problemas comunes y medidas de tratamiento en el proceso de conformado en frío del acero inoxidable
(1) La presencia de defectos como suciedad, arañazos, hoyos, picaduras o doble piel en la superficie de los materiales desbastados puede agravarse durante el proceso de conformado en frío, lo que provoca una disminución de la calidad del producto acabado. Por lo tanto, es importante inspeccionar minuciosamente el estado de la superficie de los materiales desbastados antes del conformado para asegurarse de que están limpios y libres de defectos.
(2) La formación de suciedad, óxido, picaduras y arañazos en la superficie de la pieza puede ocurrir cuando el molde de conformado y la plataforma de trabajo están sucios, y los fragmentos de metal no se limpian a tiempo. Para evitarlo, es importante pulir regularmente el molde para mantener su limpieza y mantener limpios el equipo de procesamiento y el taller.
(3) Algunas técnicas de conformado implican el contacto por deslizamiento entre el metal, lo que puede dañar el revestimiento de pasivación del acero inoxidable y provocar soldadura en frío entre la superficie del acero inoxidable y la herramienta. Esto puede causar serios arañazos en la superficie del acero inoxidable si la soldadura se rompe durante el deslizamiento. Para evitarlo, es importante mantener el equipo de moldeo en buen estado y contar con operarios expertos y precavidos para evitar el deslizamiento del material.
(4) El acero inoxidable tiene una alta resistencia, y el acero inoxidable austenítico tiene una importante templabilidad en frío. Si la deformación es demasiado grande durante el proceso de conformado en frío, puede provocar la fractura de la pieza o dañar el molde y el equipo de la máquina. Para evitarlo, es importante comprobar la rigidez de la pieza y mantener una cantidad razonable de deformación, garantizando al mismo tiempo la eficacia de la producción y la calidad del producto.
(5) Después del conformado en frío, el revestimiento de pasivación de la superficie de acero inoxidable puede dañarse y contaminarse con aceite de estampación, restos de molde y otros metales, lo que puede provocar fácilmente la corrosión. Para garantizar una pieza acabada con buenas propiedades inoxidables y un acabado liso, es importante limpiar las manchas de aceite y la pasivación del proceso y, si es posible, proteger la superficie de la pieza con una película de plástico.
A medida que aumenta la demanda de acero inoxidable, se generaliza el uso de tecnologías de conformado en frío para el acero inoxidable. Es importante elegir la técnica de conformado adecuada en función de las características del producto, maximizar la eficiencia de la producción y reducir el coste de producción para ofrecer a los consumidores productos de acero inoxidable asequibles y de alta calidad.