1. Grieta longitudinal
Las grietas son axiales, finas y de forma alargada.
Cuando la matriz está completamente templada, es decir, templada sin centro, el centro se transforma en martensita templada con el mayor volumen específico, generando un esfuerzo de tracción tangencial.
Cuanto mayor sea el contenido en carbono del acero de la matriz, mayor será el esfuerzo de tracción tangencial generado.
Cuando el esfuerzo de tracción es superior al límite de resistencia del acero, se forman grietas longitudinales.
Los siguientes factores agravan la generación de grietas longitudinales:
(1) El acero contiene mucho S, P, Bi, Pb, Sn, As y otras impurezas nocivas con bajo punto de fusión.
Cuando el lingote de acero se lamina, presenta una grave distribución de segregación longitudinal a lo largo de la dirección de laminación, lo que es fácil que produzca concentración de tensiones y forme grietas longitudinales de enfriamiento, o que las grietas longitudinales formadas por el enfriamiento rápido tras la laminación de la materia prima no se procesen y retengan en el producto, provocando que las grietas finales de enfriamiento se expandan y formen grietas longitudinales;
(2) Las grietas longitudinales son fáciles de formar cuando el tamaño de la matriz está dentro del rango del tamaño sensible de la grieta de enfriamiento del acero (el tamaño peligroso de la grieta de enfriamiento del acero al carbono para herramientas es de 8-15mm, y el tamaño peligroso del acero medio y bajo para herramientas es de 8-15mm). acero aleado es de 25-40 mm) o el medio de enfriamiento por temple seleccionado supera ampliamente la velocidad crítica de enfriamiento por temple del acero.
Medidas preventivas:
(1) La inspección de almacenamiento de materias primas se llevará a cabo estrictamente, y el acero con impurezas nocivas que superen la norma no se pondrá en producción;
(2) Fundición al vacío, refinado en horno o escoria electrostática En la medida de lo posible, se seleccionará acero para matrices de refundición;
(3) El proceso de tratamiento térmico se mejora adoptando el calentamiento en vacío, el calentamiento en atmósfera protectora, el calentamiento en horno de baño salino totalmente desoxidado, el temple graduado y el temple isotérmico;
(4) El cambio del temple sin centro al temple central, es decir, el temple incompleto, y la obtención de una estructura de bainita inferior con alta resistencia y tenacidad pueden reducir en gran medida la tensión de tracción y evitar eficazmente el agrietamiento longitudinal y la distorsión por temple de la matriz.
2. Grieta transversal
La grieta se caracteriza por ser perpendicular al eje.
Para la matriz no endurecida, existe un gran pico de tensión de tracción en la parte de transición entre la zona endurecida y la zona no endurecida.
Se forman fácilmente grandes picos de tensión de tracción cuando las matrices grandes se enfrían rápidamente.
Como la tensión axial formada es mayor que la tensión tangencial, se generan grietas transversales.
Segregación transversal de S, P, Bi, Pb, Sn, As y otros metales de bajo peso molecular. punto de fusión existen impurezas nocivas en el módulo de forja o microfisuras transversales en el módulo, y se forman grietas transversales tras el enfriamiento.
Medidas preventivas:
(1) El módulo deberá forjarse de forma razonable. La relación entre la longitud y el diámetro de las materias primas, es decir, la relación de forja, será preferiblemente de 2-3.
Se adoptará para la forja el tipo de doble cruz de dirección variable.
Después de cinco recalcados y cinco trefilados, se procederá a la forja a fuego múltiple para que el carburo y las impurezas del acero queden finos y se distribuyan uniformemente en la matriz de acero.
La estructura de fibra de forja se distribuirá de forma no direccional alrededor de la cavidad, lo que mejorará en gran medida las propiedades mecánicas transversales del módulo, reduciendo y eliminando la fuente de tensión;
(2) Seleccionar la velocidad de enfriamiento y el medio de enfriamiento ideales: enfriamiento rápido por encima del Sra. Punto del acero es superior a la velocidad crítica de enfriamiento del acero.
La tensión generada por el subenfriamiento austenita en el acero es la tensión térmica, la capa superficial es la tensión de compresión, y la capa interior es la tensión de tracción, que se compensan entre sí, evitando eficazmente la formación de grietas por tensión térmica.
El enfriamiento lento entre Ms -Mf del acero puede reducir en gran medida la tensión organizativa al conformar templado martensita.
Cuando la suma de la tensión térmica y la tensión correspondiente en el acero es positiva (tensión de tracción), es fácil que se produzcan grietas por enfriamiento rápido, y cuando es negativa, no es fácil que se produzcan grietas por enfriamiento rápido.
Lectura relacionada: Grieta de templado vs. Grieta de forja vs. Grieta de rectificado
Aprovechar al máximo la tensión térmica, reducir la tensión de transformación de fase y controlar la tensión total para que sea negativa, lo que puede evitar eficazmente las grietas transversales de enfriamiento rápido.
El quenchant orgánico CL-1 es un quenchant ideal, que puede reducir y evitar la distorsión de la matriz de temple y controlar la distribución razonable de la capa de temple.
Ajustando la proporción de quenchant CL-1 con diferentes concentraciones, se pueden obtener diferentes velocidades de enfriamiento, y se puede obtener la distribución de capa endurecida requerida para satisfacer las necesidades de diferentes aceros para troqueles.
Lectura relacionada: ¿Qué materiales se suelen utilizar para las matrices de estampación?
3. Grietas de arco
Suele producirse en cambios bruscos de forma de las esquinas de la matriz, muescas, cavidades y rebabas de conexión de la matriz, ya que la tensión generada en las esquinas durante el enfriamiento es 10 veces superior a la tensión media de las superficies lisas.
Además,
(1) Cuanto mayor sea el contenido de carbono (C) y de elementos de aleación del acero, menor será su punto Ms.
El punto Ms disminuye 2 ℃, luego la tendencia al agrietamiento por enfriamiento aumenta 1,2 veces, el punto Ms disminuye 8 ℃, y la tendencia al agrietamiento por enfriamiento aumenta 8 veces;
(2) La transformación de diferentes microestructuras y la transformación de la misma microestructura en el acero son diferentes al mismo tiempo.
Debido a las diferentes tolerancias específicas de las microestructuras, se produce una enorme tensión estructural, que conduce a la formación de grietas en forma de arco en la interfaz de las microestructuras;
(3) Si el temple no se realiza a tiempo o el revenido no es suficiente, el residuo austenita en el acero no se transforma completamente, que se retiene en el estado de servicio para promover la redistribución de la tensión, o cuando la matriz está en servicio, la austenita residual sufre una transformación martensítica para producir una nueva tensión interna, y cuando la tensión integral es superior al límite de resistencia del acero, se formarán grietas en forma de arco;
(4) El segundo tipo de acero frágil templado se templa lentamente a alta temperatura después del enfriamiento, lo que conduce a la precipitación de P, S y otras impurezas nocivas en el acero a lo largo del límite de grano, reduciendo en gran medida la adherencia del límite de grano y la tenacidad de la resistencia, aumentando la fragilidad y formando grietas de arco bajo la fuerza externa durante el servicio.
Medidas preventivas:
(1) Mejorar el diseño, hacer que la forma sea simétrica en la medida de lo posible, reducir el cambio brusco de forma, aumentar el orificio de proceso y la nervadura de refuerzo, o adoptar el montaje combinado;
(2) Las esquinas redondeadas sustituyen a los ángulos rectos y agudos y bordes afiladosy los agujeros pasantes sustituyen a los agujeros ciegos para mejorar la precisión de procesamiento y el acabado superficial, reducir las fuentes de concentración de tensiones.
Para los lugares en los que es imposible evitar ángulos rectos, esquinas y bordes afilados, agujeros ciegos, etc., los requisitos generales de dureza no son elevados, se puede utilizar alambre de hierro, cuerda de amianto, barro resistente al fuego, etc., para ligar o rellenar, y se pueden crear barreras artificiales de enfriamiento para ralentizar el enfriamiento y el temple, evitar la concentración de tensiones y prevenir la formación de grietas de arco durante el temple;
(3) El acero templado deberá templarse a tiempo para eliminar parte del temple. tensión interna y evitar que se expanda la tensión de enfriamiento;
(4) Templar durante mucho tiempo para mejorar la tenacidad a la fractura de la matriz;
(5) Totalmente templado para obtener una estructura y propiedades estables;
(6) El revenido repetido puede transformar completamente la austenita residual y eliminar nuevas tensiones;
(7) Un templado razonable puede mejorar la resistencia a la fatiga y la exhaustividad. propiedades mecánicas del acero partes;
El acero para moldes con el segundo tipo de fragilidad de revenido se enfriará rápidamente después del revenido a alta temperatura (enfriamiento por agua o enfriamiento por aceite) para eliminar el segundo tipo de fragilidad de revenido y prevenir y evitar la formación de grietas de arco durante el enfriamiento.
4. Grietas de pelado
Cuando la matriz está en servicio, bajo el efecto de la tensión, la capa endurecida se desprende de la matriz de acero pieza a pieza.
Debido a los diferentes volúmenes específicos de las estructuras superficial y central de la matriz, se forman tensiones de enfriamiento axiales y tangenciales en la capa superficial durante el enfriamiento, se generan tensiones de tracción en la dirección radial y se producen cambios bruscos en el interior.
Las grietas de pelado se generan en el estrecho margen de los cambios bruscos de tensión, que suelen producirse durante el proceso de enfriamiento de la matriz tras el tratamiento térmico químico de la capa superficial.
Debido a que la modificación química de la capa superficial es diferente de la transformación de la matriz de acero, la expansión de la martensita templada en las capas interior y exterior es diferente, lo que da lugar a una gran tensión de transformación.
Esto hace que la capa de tratamiento químico se desprenda de la matriz.
Como la llama endurecimiento superficial capa de endurecimiento superficial por alta frecuencia, capa de cementación, capa de carbonitruración, capa de nitruración, capa de boronización, capa de metalización, etc.
No es conveniente templar rápidamente la capa química después del temple, especialmente cuando se templa a una temperatura baja inferior a 300 ℃ y se calienta rápidamente, lo que provocará la formación de tensiones de tracción en la capa superficial y de tensiones de compresión en el centro de la matriz de acero y en la capa de transición.
Cuando la tensión de tracción es mayor que la tensión de compresión, la capa química se tira y se desprende.
Medidas preventivas:
(1) La concentración y la dureza de la capa de infiltración química del acero para matrices deben reducirse lentamente desde la superficie hacia el interior, y debe mejorarse la fuerza de unión entre la capa de infiltración y la matriz.
El tratamiento de difusión después de la infiltración puede hacer que la capa de infiltración química y la transición de la matriz sean uniformes;
(2) Antes del tratamiento químico del acero para matrices, recocido por difusiónEl tratamiento de recocido de esferoidización y el tratamiento de temple y revenido se llevarán a cabo para refinar completamente la estructura original, lo que puede prevenir y evitar eficazmente las grietas de pelado y garantizar la calidad del producto.
5. Grietas en la malla
La profundidad de la grieta es relativamente poco profunda, generalmente de unos 0,01-1,5 mm de profundidad, radiante, apodada grieta.
Las principales razones son:
(1) La materia prima tiene un descarburización que no se elimina durante el corte en frío, o el molde acabado se calienta en un horno con atmósfera oxidante para provocar una descarburación oxidativa;
(2) La estructura del metal superficial descarburado de la matriz es diferente del contenido de carbono y del volumen específico de la martensita en la matriz de acero.
La superficie descarburada del acero produce grandes esfuerzos de tracción durante el enfriamiento.
Por lo tanto, el metal de la superficie se agrieta a menudo en una red a lo largo del límite del grano;
(3) La materia prima es acero de grano grueso. La estructura original es gruesa y hay ferrita masiva, que no puede eliminarse con el enfriamiento convencional.
Permanece en la estructura de temple, o el control de la temperatura es impreciso, el instrumento falla, la estructura se sobrecalienta, o incluso se quema en exceso, el grano se engrosa, se pierde la fuerza de unión del límite del grano.
Cuando la matriz se templa y se enfría, el carburo de acero precipita a lo largo del límite de grano de austenita, la resistencia del límite de grano se reduce considerablemente, la tenacidad es escasa y la fragilidad es grande.
Bajo la acción de la tensión de tracción, se produce una grieta en red a lo largo del límite del grano.
Medidas preventivas:
(1) Se comprobará estrictamente la composición química, la estructura metalográfica y la detección de defectos de las materias primas, y no se utilizarán como materiales para matrices materias primas no cualificadas ni acero de grano grueso;
(2) Se seleccionará acero de grano fino y acero de horno eléctrico de vacío, y se volverá a comprobar la profundidad de la capa de descarburación de las materias primas antes de la producción.
La tolerancia de corte en frío debe ser mayor que la profundidad de la capa de descarburación;
(3) Formular un proceso de tratamiento térmico avanzado y razonable, seleccionar un instrumento de control de temperatura por microordenador con una precisión de control de ± 1,5 ℃, y calibrar el instrumento in situ con regularidad;
(4) El horno eléctrico de vacío, el horno de atmósfera protectora y el horno de baño de sal totalmente desoxidado se utilizan para el tratamiento final de los productos de moldeo para prevenir y evitar eficazmente la formación de grietas en la red.
6. Grietas por tratamiento en frío
La mayoría de los aceros para matrices son aceros aleados de medio y alto contenido en carbono.
Tras el enfriamiento, parte de la austenita subenfriada no se transforma en martensita y permanece como austenita residual en servicio, lo que afecta al rendimiento en servicio.
Si la temperatura es inferior a cero y el enfriamiento continúa, el austenita retenida puede sufrir una transformación martensítica.
Por lo tanto, la esencia del tratamiento en frío es el enfriamiento.
La tensión de enfriamiento a temperatura ambiente y la tensión de enfriamiento a temperatura cero se superponen.
Cuando la tensión superpuesta supera el límite de resistencia del material, se forma una grieta por tratamiento en frío.
Medidas preventivas:
(1) Antes del tratamiento de temple y enfriamiento, la matriz se hervirá en agua hirviendo durante 30-60min para eliminar 15% - 25% de la tensión interna de temple y estabilizar la austenita residual.
A continuación, la matriz se someterá a un tratamiento de enfriamiento normal a - 60 ℃ o criogénico a - 120 ℃.
Cuanto más baja sea la temperatura, más se transformará la austenita residual en martensita, pero es imposible completar la transformación.
El experimento muestra que se retiene alrededor de 2% - 5% de la austenita residual, y se puede retener una pequeña cantidad de austenita residual según sea necesario para relajar la tensión.
Desempeña una función amortiguadora. Como la austenita residual es blanda y tenaz, puede absorber parcialmente la energía de expansión rápida de la martensitización y aliviar la tensión de transformación;
(2) Después del tratamiento en frío, sacar el molde y ponerlo en agua caliente para elevar la temperatura, lo que puede eliminar 40% - 60% de la tensión del tratamiento en frío.
Cuando alcance la temperatura ambiente, deberá templarse a tiempo.
La tensión del tratamiento en frío debe eliminarse aún más para evitar la formación de grietas de tratamiento en frío, obtener un rendimiento organizativo estable y garantizar que los productos del molde no se deformen durante el almacenamiento y el uso.
7. Grietas por rectificado
Suele producirse en el proceso de rectificado en frío tras el temple y revenido de los productos troquelados.
La mayoría de las microfisuras formadas son perpendiculares a la dirección de rectificado, de unos 0,05-1,0 mm de profundidad.
(1) Pretratamiento inadecuado de las materias primas, no eliminación completa de los carburos masivos, reticulados y en banda de las materias primas y descarburación grave;
(2) La temperatura final de calentamiento del temple es demasiado alta, se produce sobrecalentamiento, el grano es grueso y se genera más austenita residual;
(3) Durante el rectificado, se produce una transformación de fase inducida por la tensión, que transforma la austenita residual en martensita.
La tensión estructural es grande. Además, debido a un revenido insuficiente, quedan muchas tensiones residuales de tracción, que se superponen a la tensión estructural de rectificado, o debido a una gran velocidad de rectificado, velocidad de avance y enfriamiento inadecuado, el calor de rectificado de la superficie metálica aumenta bruscamente hasta la temperatura de calentamiento de enfriamiento, y luego el fluido de rectificado se enfría, lo que resulta en un enfriamiento secundario de la superficie de rectificado, que es una combinación de múltiples tensiones.
Si se supera el límite de resistencia del material, se producirán grietas de rectificado en la superficie metálica.
Medidas preventivas:
(1) Las materias primas se modifican y forjan muchas veces con recalcado y estirado de dirección variable en forma de cruz doble.
Después de cuatro recalcados y cuatro estirados, la estructura de la fibra de forja se distribuye simétricamente en forma ondulada alrededor de la cavidad o eje.
El calor residual final a alta temperatura se utiliza para el temple, seguido del revenido a alta temperatura, que puede eliminar por completo los carburos en bloque, reticulados, en banda y en cadena y refinar los carburos hasta niveles de 2-3;
(2) Formular un proceso de tratamiento térmico avanzado para controlar que el contenido de austenita residual final templada no supere la norma;
(3) Templar y eliminar las tensiones de enfriamiento a tiempo después del enfriamiento;
(4) La reducción adecuada de la velocidad de rectificado, la cantidad de rectificado y la velocidad de enfriamiento del rectificado pueden prevenir y evitar eficazmente la formación de grietas de rectificado.
8. Grietas por corte de alambre
Esta grieta se produce en el proceso de corte en línea del templado y revenido módulo.
Este proceso modifica el estado de distribución del campo de tensiones de la capa superficial, la capa intermedia y el centro del metal.
La tensión interna residual de enfriamiento se desequilibra y se deforma, y aparece una gran tensión de tracción en una zona determinada.
Cuando este esfuerzo de tracción es lo suficientemente grande como para secar el límite de resistencia del material del troquelprovoca grietas.
La grieta es una grieta de capa metamórfica rígida en forma de cola de arco.
El experimento muestra que el proceso de corte por hilo es un proceso parcial de descarga a alta temperatura y enfriamiento rápido, que hace que la superficie metálica forme una capa solidificada dendrítica de estructura as cast, produciendo una tensión de tracción de 600-900MPa y una capa blanca de temple secundario de alta tensión de 0,03mm de espesor.
Causas de las grietas:
(1) Existe una grave segregación de carburo en las materias primas;
(2) El instrumento falla, la temperatura de calentamiento del temple es demasiado alta y el grano es grueso, lo que reduce la resistencia y la tenacidad del material y aumenta la fragilidad;
(3) Las piezas templadas no se templan a tiempo y el templado no es suficiente, y la tensión interna residual excesiva y la nueva tensión interna que se forma durante el corte con hilo provocan grietas por corte con hilo.
Medidas preventivas:
(1) Compruebe estrictamente las materias primas antes de almacenarlas para asegurarse de que la composición organizativa de las materias primas es cualificada.
Las materias primas no cualificadas deben forjarse para romper los carburos, de modo que la composición química y la estructura metalográfica cumplan las condiciones técnicas antes de que puedan ponerse en producción.
Antes del tratamiento térmico de los módulos, los productos acabados se templarán, revenirán y cortarán con alambre después de reservar una cierta cantidad de esmerilado;
(2) Calibrar el instrumento antes de entrar en el horno, seleccione el microordenador para controlar la temperatura, con la precisión de control de temperatura de ± 1,5 ℃, horno de vacío y horno de atmósfera protectora para la calefacción, y evitar estrictamente el sobrecalentamiento y la descarburación oxidativa;
(3) Temple graduado, temple isotérmico y revenido oportuno después del temple, revenido múltiple, eliminando totalmente la tensión interna, creando las condiciones para corte de alambre;
(4) Formular un proceso de corte de alambre científico y razonable.
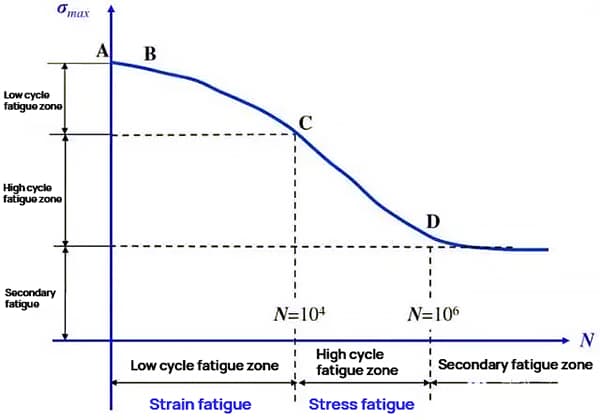
9. Fractura por fatiga
Cuando el troquel está en servicio, las microfisuras de fatiga formadas bajo la acción repetida de tensiones alternas se expanden lentamente, provocando una repentina fractura por fatiga.
(1) Hay grietas, manchas propias, porosEn las materias primas, la soltura, las inclusiones no metálicas, la segregación severa de carburos, la estructura en bandas y los defectos metalúrgicos masivos de ferrita libre destruyen la continuidad de la estructura de la matriz y forman una concentración desigual de tensiones.
112 en el lingote de acero no se eliminaba, lo que provocaba la formación de manchas blancas durante el laminado.
En el acero hay Bi, Pb, Sn, As, S, P y otras impurezas nocivas.
El P en el acero es fácil de causar fragilidad en frío, mientras que el S es fácil de causar fragilidad en caliente.
Si las impurezas nocivas S, P superan la norma, es fácil que formen una fuente de fatiga;
(2) Una concentración demasiado alta, una capa endurecida demasiado gruesa y poco profunda y una dureza baja de la zona de transición pueden provocar una fuerte reducción del resistencia a la fatiga de los materiales;
(3) Cuando la superficie de la matriz es áspera en el procesamiento, de baja precisión, pobre en acabado, así como líneas de cuchillas, letras, arañazos, magulladuras, picaduras de corrosión, etc., también es fácil causar concentración de tensiones y fractura por fatiga.
Medidas preventivas:
(1) Seleccionar estrictamente los materiales, asegurar los materiales y controlar el contenido de Pb, As, Sn y otras impurezas de bajo punto de fusión y S, P no metálico impurezas que no superen la norma;
(2) La inspección del material se llevará a cabo antes de la producción, y las materias primas no cualificadas no se pondrán en producción;
(3) Para reforzar la superficie de la matriz mediante granallado, se seleccionará el acero refinado por refundición por electroescoria con alta pureza, menos impurezas, composición química uniforme, granos finos, carburos pequeños, buenas propiedades isotrópicas y alta resistencia a la fatiga. granallado y la infiltración química superficial, de modo que la superficie metálica quede prensada previamente para compensar la tensión de tracción generada cuando la matriz está en servicio, y mejorar la resistencia a la fatiga de la superficie de la matriz;
(4) Mejorar la precisión del mecanizado y el acabado de la superficie de la matriz;
(5) Mejorar la estructura y las propiedades de la capa química y la capa endurecida, y utilizar un microordenador para controlar el grosor, la concentración y el grosor de la capa endurecida de la capa química.
10. Agrietamiento por corrosión bajo tensión
Esta grieta suele producirse durante el uso.
El molde metálico se agrieta debido al proceso de reacción química o electroquímica, que provoca daños y corrosión de la estructura desde la superficie hasta el interior.
Esto se denomina agrietamiento por corrosión bajo tensión.
La resistencia a la corrosión del acero para matrices es diferente debido a las diferentes estructuras tras el tratamiento térmico.
La estructura más resistente a la corrosión es la austenita (A), y la más fácil de corroer es la troostita (T), que a su vez es ferrita (F) - martensita (M) - perlita (P) - sorbita (S).
Por lo tanto, la estructura en T no es adecuada para el tratamiento térmico del acero para matrices.
Aunque el acero templado haya sido revenido, debido a un revenido insuficiente, la tensión interna en el temple sigue existiendo en mayor o menor medida.
Cuando el molde esté en servicio, se generarán nuevas tensiones bajo la acción de una fuerza externa.
Las grietas por corrosión bajo tensión se producirán siempre que haya tensión en el molde metálico.
Medidas preventivas:
(1) Después del temple, el acero para troqueles se templará oportuna, completa y repetidamente para eliminar la tensión interna del temple;
(2) En general, no es adecuado templar el acero para matrices a 350-400 ℃ después del temple.
Debido a que la estructura T se produce a menudo a esta temperatura, la matriz con estructura T debe ser reprocesada, y la matriz debe ser tratada con prevención de óxido para mejorar la resistencia a la corrosión;
(3) La matriz de trabajo en caliente se precalentará a baja temperatura antes del servicio, y la matriz de trabajo en frío se templará a baja temperatura para eliminar la tensión después de una etapa de servicio, lo que no sólo puede prevenir y evitar la aparición de grietas por corrosión bajo tensión, sino también mejorar en gran medida la vida útil de la matriz, matar dos pájaros de un tiro, y puede lograr importantes beneficios técnicos y económicos.