Обработку металла можно разделить на два типа: холодная и горячая обработка.
Горячая обработка - это обработка материалов после их нагрева, например, горячая прокатка, а холодная обработка - это обработка металла при нормальной температуре, например, точение, фрезерование, раскалывание и шлифование.
Холодная штамповка также является частью холодной обработки. Несмотря на то, что эта технология существует уже давно, она все еще остается в значительной степени эмпирической дисциплиной.
Большинство технологий холодной штамповки подходят для всех металлов, кроме нержавеющей стали, поскольку нержавеющая сталь обладает более высокой прочностью и твердостью. Кроме того, заготовки из нержавеющей стали после холодной обработки служат как для функциональных, так и для декоративных целей, поэтому очень важно защитить их поверхность от повреждений и ржавчины.
Поэтому для холодной обработки и производства нержавеющей стали необходимо использовать специальные технологии.
Распространенные методы холодной штамповки нержавеющей стали
В процессе формовки нержавеющей стали используются две основные технологии: холодная и горячая прокатка. В области холодной обработки существует множество методов, из которых можно выбрать подходящий.
Ниже приведен краткий обзор некоторых распространенных методов холодной штамповки нержавеющей стали:
Холодная гибка - широко распространенный метод формовки листов и деталей из нержавеющей стали. Как правило, пуансон-пресс представляет собой одноходовую машину открытого типа с механической или гидравлической передачей и длинным узким столом.
Хотя возможности станка ограничены производством линейных деталей, опытные конструкторы могут использовать его для создания сложные формы. Длина деталей, полученных холодным способом гибочные прессы определяется исходным типом и толщиной нержавеющей стали, мощностью машины и размером установленных инструментов.
Например, некоторые крупные вырубные прессыНапример, 11-метровый стандартный 900-тонный штамповочный пресс для холодной гибки может производить заготовки из аустенитной нержавеющей стали длиной 9 метров и толщиной 8,0 мм.
Чтобы свести к минимуму истирание нержавеющей стали, инструменты штамповочного пресса для холодной гибки обычно изготавливаются из хрома 12%, а для дополнительной защиты может использоваться полимерная пленка.
Используя стандартную форму для холодной гибки вырубной пресс рентабельно для мелкосерийного производства, но если требуется специальная форма для конкретной формы, то крупносерийное производство более экономично, так как снижает стоимость формы.
С развитием технологий все больше компаний используют холодную гибку. технология формования для производства большого количества деталей.
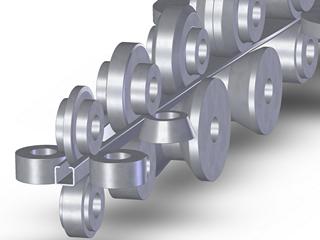
(2) Формование рулонов
Метод валковой формовки используется для придания нержавеющей стали сложных форм с помощью серии непрерывных рам, что делает его идеальным для производства листов и проволоки специальной формы.
Процесс вальцевания происходит по принципу постепенной деформации, когда каждая рама вальца постепенно прокатывается до тех пор, пока не будет сформирована желаемая форма изделия. В зависимости от сложности формы, процесс может включать до 36 рам или всего три или четыре.
Ролики обычно изготавливаются из холодного штамповая сталь с твердостью HRC62 или выше. Чтобы обеспечить гладкую поверхность заготовки, поверхность валика также должна быть гладкой.
Валковая штамповка наиболее экономична при производстве большого количества деталей длинной формы. Обычные листопрокатные станы могут обрабатывать полосы шириной от 2,5 мм до 1500 мм и толщиной от 0,25 мм до 3,5 мм, а обычные проволочные станы могут обрабатывать проволоку шириной от 1 мм до 30 мм и толщиной от 0,5 мм до 10 мм. Форма обрабатываемых деталей может варьироваться от простых плоскостей до сложных замкнутых сечений.
В целом, валковая штамповка экономически выгодна только в том случае, если ежемесячный объем производства листов из нержавеющей стали составляет более 30 000 метров или ежемесячный объем производства проволоки из нержавеющей стали достигает более 1000 тонн, что связано с высокой стоимостью режущие инструменты, обработка пресс-форм и оборудование.
При роликовой формовке листового или проволочного материала важно обеспечить гладкую поверхность исходного материала и регулярно проверять поверхность формы, чтобы предотвратить загрязнение поверхности и образование заломов. Оборудование также должно быть достаточно прочным, чтобы выдержать закалку и высокий запас отскока нержавеющей стали при холодной обработке.
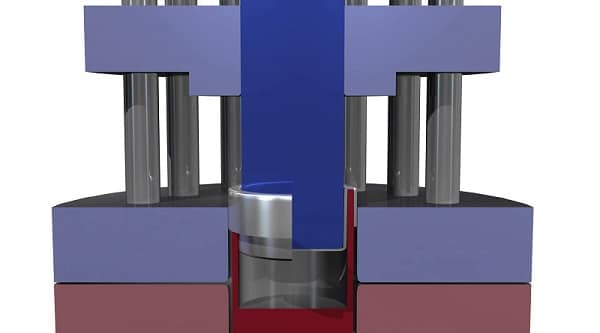
(3) Штамповка
При штамповке нержавеющей стали используются пуансоны и штампы для получения изделий нужной формы. Эта технология широко используется при производстве кухонной утвари из нержавеющей стали, например кастрюль, ручек и рукояток. Штамповочный пресс может быть механическим или гидравлическим, но для глубокой вытяжки рекомендуется использовать гидравлический привод, так как он обеспечивает полное давление в течение всего процесса.
Для штамповки нержавеющей стали можно использовать большинство традиционных технологий, но поскольку штамповка нержавеющей стали требует более 60% высокого давления, чем штамповка низкоуглеродистой стали, рама пресса должна выдерживать высокое давление.
Также важно избежать появления царапин, особенно из-за высокого трения и температуры штамповки нержавеющей стали, которые могут привести к появлению поверхностных царапин на заготовке.
Вместо мыла или эмульсии следует использовать специализированное масло для штамповки или смазочное масло с присадками для работы под высоким давлением. Однако такие присадки могут вызвать коррозию на поверхности нержавеющей стали, поэтому важно удалять масляные пятна с поверхности заготовки после штамповки.
Из-за высокой стоимости обработки штамповочного штампа штамповка используется только для массового производства.
(4) Формирование резиновых прокладок
Использование технологии формования резиновых прокладок позволяет значительно снизить затраты на обработку пресс-форм и подходит для мелкосерийного производства.
Формы, используемые в этой технике, изготавливаются из недорогих материалов, таких как твердая древесина или стальная эпоксидная смола в качестве силового поршня и резиновая прокладка в качестве блока полости.
Резина может быть в виде цельного резинового блока или ламинированного резинового блока, который примерно на 30% выше, чем формовочная машина.
Когда формовочная машина закрыта, резиновый блок сжимает заготовку из нержавеющей стали. Когда машина поднимается, резиновая прокладка возвращается в исходную форму и может быть использована повторно.
Однако формовка резиновых прокладок ограничена в возможности изготовления сложных форм и имеет ограничения по максимальной глубине производимых деталей. Эта технология обычно используется для мелкосерийного производства деталей из нержавеющей стали толщиной менее 1,5 мм.
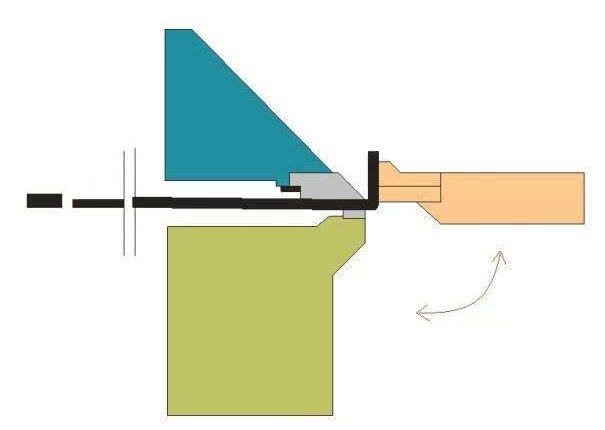
(5) Формирование фланцев
A фальцовочная машина это простой гибочный станок, который может управляться как вручную, так и механически.
Самый простой метод - использовать форму с радиус изгиба чтобы прочно закрепить стальную плиту на рабочем столе станка, а выступающую часть материала - на другом рабочем месте. Стол может вращаться вдоль центра радиуса гибки.
Когда стол поднимается, он сгибает нержавеющую сталь до нужного угла, при этом нержавеющая сталь скользит по рабочему столу в процессе сгибания. Чтобы избежать царапин на поверхности нержавеющей стали, рабочий стол должен иметь гладкую поверхность.
На практике для защиты поверхности из нержавеющей стали часто используется пластиковая пленка. Верхняя балка обычно расклинивается, образуя зазор, который может быть сложен в четырехугольный короб или паз с помощью заготовки соответствующей формы.
Сайт отбортовка Когда-то машина использовалась для производства листовой продукции из нержавеющей стали большого размера и простой формы, но сейчас такие изделия обычно производятся на прессах холодной гибки.
(6) Формовка цилиндров
Изогнутые пластины обычно используются для производства различных тонколистовых цилиндров или сегментов цилиндров.
Традиционный прокатная машина имеет пару регулируемых роликов, которые можно настраивать в зависимости от толщины стального листа. Третий ролик, известный как гибочный ролик, определяет диаметр корпуса цилиндра.
Существует также вариант этого станка, в котором используются три валика, расположенные в форме пагоды. Нижний валик является ведущим, а верхний вращается за счет трения между ним и заготовкой. Диаметр нижнего валика обычно в два раза меньше диаметра верхнего.
Минимальный диаметр цилиндра, производимого этими двумя типами оборудования, равен диаметру верхнего ролика плюс 50 мм, а максимальный диаметр зависит от размера материала, жесткости машины и деталей. В некоторых случаях цилиндр может нуждаться в опоре на раму.
В действительности для достижения желаемого качества различных изделий может потребоваться сочетание различных методов или различных технологий обработки. Поэтому важно хорошо разбираться в методах холодной штамповки нержавеющей стали, чтобы использовать их эффективно.
Распространенные проблемы и меры по их устранению в процессе холодной штамповки нержавеющей стали
(1) Наличие таких дефектов, как грязь, царапины, ямы, точечная коррозия или двойная кожа на поверхности черновых материалов, может усугубиться в процессе холодной штамповки, что приведет к снижению качества готовой продукции. Поэтому важно тщательно проверять состояние поверхности черновых материалов перед формовкой, чтобы убедиться, что она чистая и без дефектов.
(2) Образование грязи, ржавчины, ям и царапин на поверхности заготовки может произойти, если пресс-форма и рабочая платформа загрязнены, а металлические фрагменты не очищены своевременно. Чтобы предотвратить это, важно регулярно полировать форму для поддержания ее чистоты, а также содержать в чистоте технологическое оборудование и цех.
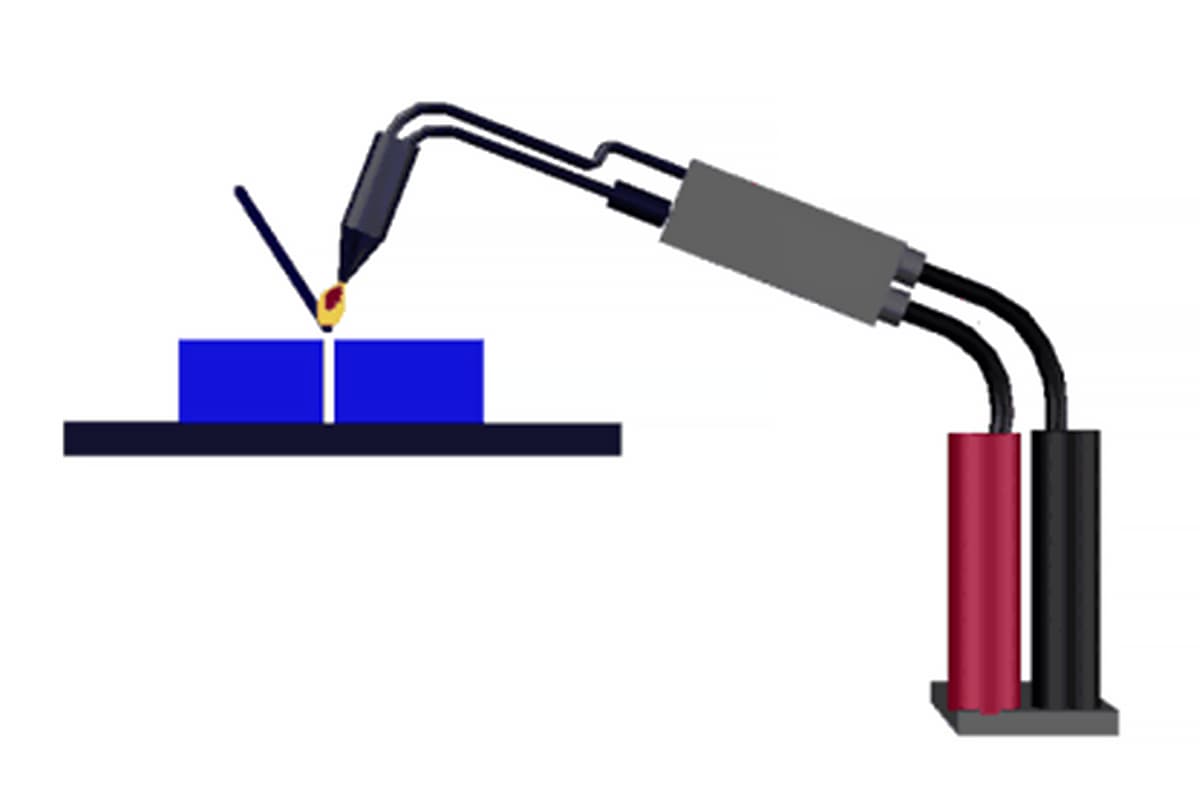
(3) Некоторые методы формовки предусматривают скользящий контакт между металлами, что может повредить пассивирующее покрытие нержавеющей стали и привести к холодная сварка между поверхностью нержавеющей стали и инструментом. Это может привести к серьезным царапинам на поверхности нержавеющей стали, если припой нарушится во время скольжения. Чтобы избежать этого, важно поддерживать формовочное оборудование в хорошем состоянии, а операторы должны быть опытными и осторожными, чтобы предотвратить скольжение материала.
(4) Нержавеющая сталь обладает высокой прочностью, а аустенитная нержавеющая сталь имеет значительную способность к холодной закалке. Если в процессе холодной штамповки деформация слишком велика, это может привести к разрушению заготовки или повреждению пресс-формы и машинного оборудования. Чтобы предотвратить это, важно проверять жесткость заготовки и поддерживать разумный уровень деформации, обеспечивая при этом эффективность производства и качество продукции.
(5) После холодной штамповки пассивирующее покрытие поверхности нержавеющей стали может быть повреждено и загрязнено штамповочным маслом, остатками пресс-формы и других металлов, что может легко привести к коррозии. Чтобы получить готовую заготовку с хорошими нержавеющими свойствами и гладкой поверхностью, важно очистить масляные пятна и пассивацию, а также, если возможно, защитить поверхность заготовки пластиковой пленкой.
По мере роста спроса на нержавеющую сталь все более широкое распространение получает использование технологий холодной штамповки нержавеющей стали. Важно выбрать подходящую технологию формовки, исходя из особенностей изделия, максимально повысить эффективность производства и снизить себестоимость, чтобы обеспечить потребителей высококачественной и доступной продукцией из нержавеющей стали.