6 Nuevas técnicas avanzadas de soldadura en la fabricación moderna
¿Se ha preguntado alguna vez cómo se construyen los elegantes coches, los robustos puentes y los avanzados aviones de hoy en día? Este artículo explora seis tecnologías de soldadura de vanguardia que están revolucionando la fabricación, desde la soldadura láser hasta la soldadura ultrasónica de metales. Al leerlo, descubrirá cómo estos métodos mejoran la precisión, la velocidad y la resistencia en diversas industrias.
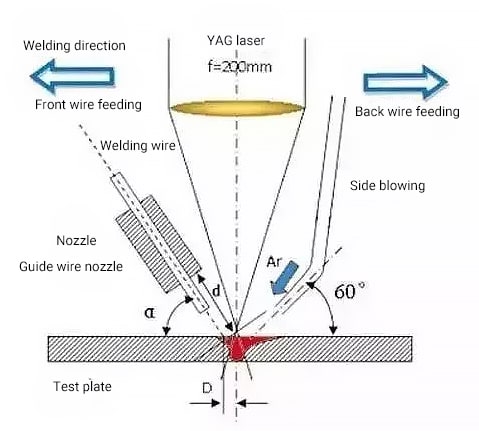
La soldadura por láser utiliza la radiación láser para calentar la superficie del material, y el calor se conduce internamente mediante transferencia térmica. Controlando parámetros como la anchura del pulso láser, la energía, la potencia máxima y la frecuencia de repetición, se forma un baño de fusión específico en la pieza.
Soldadura por puntos
Soldadura láser continua
La soldadura láser puede realizarse mediante un rayo láser continuo o pulsado.
El principio de la soldadura láser puede dividirse en dos categorías: soldadura por conducción de calor y soldadura profunda por láser. soldadura por penetración.
Soldadura por conducción del calor: Se produce cuando la densidad de potencia es inferior al 1010W cm2.
Soldadura por penetración profunda con láser: Se produce cuando la densidad de potencia supera el 1010W cm2, formando "agujeros" en el metal debido al elevado calor, caracterizados por una gran velocidad y una elevada relación profundidad/anchura.
La tecnología de soldadura láser se utiliza ampliamente en industrias de fabricación de alta precisión, como automóviles, barcos, aviones y ferrocarriles de alta velocidad. Ha mejorado enormemente la calidad de vida de las personas y ha impulsado la industria de los electrodomésticos hacia la era de la fabricación de precisión.
En particular, la creación por parte de Volkswagen de la tecnología de soldadura sin juntas de 42 metros ha mejorado significativamente la integridad y la estabilidad de la carrocería.
El Grupo Haier, empresa líder en electrodomésticos, se enorgullece de haber lanzado al mercado la primera lavadora fabricada con tecnología de soldadura láser sin costuras.
La avanzada tecnología láser puede cambiar radicalmente la vida de las personas.
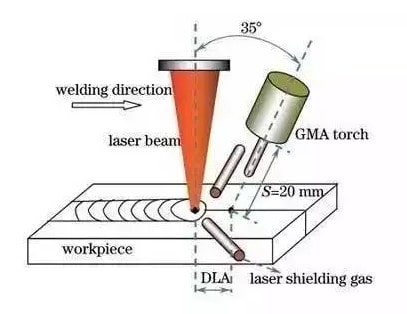
2. Soldadura híbrida por láser
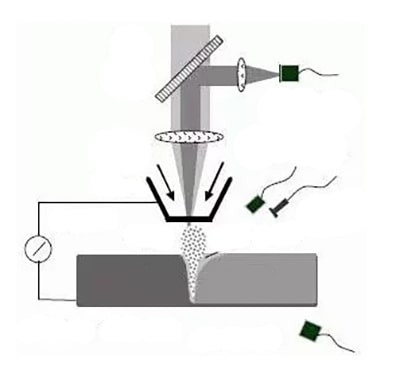
La soldadura híbrida por láser combina la tecnología de soldadura por rayo láser y MIG (gas inerte metálico) para producir efectos de soldadura óptimos, caracterizados por velocidades de soldadura rápidas y una excelente capacidad de puenteo de la soldadura. Este método aprovecha la precisión y la alta densidad de energía de la soldadura láser con la versatilidad y las capacidades del material de aportación de la soldadura MIG.
Ventajas de la soldadura híbrida por láser
La soldadura híbrida por láser se considera actualmente uno de los métodos de soldadura más avanzados debido a sus numerosas ventajas:
Alta velocidad: La combinación de soldadura láser y MIG permite velocidades de soldadura más rápidas en comparación con los métodos de soldadura tradicionales.
Deformación térmica mínima: El aporte térmico concentrado del láser reduce el aporte térmico global, minimizando la deformación térmica.
Pequeña zona afectada por el calor (HAZ): El control preciso del láser da como resultado una ZAT más pequeña, preservando la estructura metálica y las propiedades mecánicas de la soldadura.
Excelente calidad de soldadura: El enfoque híbrido mejora la calidad de la soldadura combinando la penetración profunda de la soldadura láser con las capacidades del material de aportación de la soldadura MIG.
Aplicaciones de la soldadura híbrida por láser
La soldadura híbrida por láser es versátil y adecuada para diversas aplicaciones más allá de las estructuras de chapa de automóviles:
Industria del automóvil: Ideal para soldar chapas finas utilizadas en carrocerías de automóviles, ofreciendo gran precisión y resistencia.
Bombas de hormigón y plumas de grúa móviles: En estas aplicaciones se suele utilizar acero de alta resistencia, y la soldadura híbrida por láser reduce la necesidad de procesos adicionales como el precalentamiento, lo que disminuye los costes.
Vehículos ferroviarios: Garantiza soldaduras fuertes y duraderas necesarias para la integridad estructural de los vehículos ferroviarios.
Estructuras de acero convencionales: Aplicable en la construcción de puentes, depósitos de combustible y otras estructuras de acero, proporcionando soldaduras robustas y fiables.
3. Soldadura por fricción
La soldadura por fricción (FSW) es una técnica de soldadura innovadora y muy eficaz que utiliza el calor por fricción y el calor por deformación plástica como principales fuentes de calor. Este proceso destaca especialmente por su capacidad para unir materiales sin fundirlos, preservando así sus propiedades originales y minimizando los defectos.
Resumen del proceso
En la FSW, se inserta un pasador cilíndrico o de forma especial, como un cilindro roscado, en la junta de la pieza. El cabezal de soldadura, que aloja el pasador, gira a gran velocidad y roza el material en la junta. Esta fricción genera calor, haciendo que el material se ablande y se vuelva plástico sin alcanzar su punto de fusión.
Pasos clave de la soldadura por fricción-agitación
Sujeción: La pieza de trabajo debe fijarse firmemente a un respaldo para evitar que se mueva durante el proceso de soldadura.
Inserción y rotación: El cabezal de soldadura gira a gran velocidad mientras el pasador se introduce en la junta. La costura de la pieza de borde se mueve con respecto al cabezal de soldadura.
Fricción y agitación: La sección saliente del cabezal de soldadura se extiende en el material, creando fricción y agitando el material reblandecido. El hombro del cabezal de soldadura roza la superficie de la pieza, generando calor adicional. Esta acción ayuda a evitar el desbordamiento del material plástico y elimina la película de óxido superficial.
Formación del ojo de la cerradura: Al final del proceso de soldadura, suele quedar un ojo de cerradura en el punto de salida del cabezal de soldadura. Si es necesario, este orificio puede eliminarse o sellarse con otro método de soldadura.
Ventajas de la soldadura por fricción
Soldadura de alta calidad: FSW produce soldaduras fuertes y de alta calidad con defectos mínimos.
Versatilidad: Puede soldar una gran variedad de materiales distintos, incluidos metales, cerámica y plásticos.
Facilidad de mecanización y automatización: El proceso se presta bien a la mecanización y la automatización, lo que permite obtener una calidad constante.
Rentabilidad: FSW es un método rentable debido a su alta eficiencia y baja tasa de defectos.
Aplicaciones
La soldadura por fricción y agitación se utiliza ampliamente en industrias como la aeroespacial, la automovilística, la naval y la ferroviaria, donde son esenciales las uniones de alta resistencia y calidad. Su capacidad para unir materiales distintos también la hace valiosa en aplicaciones de fabricación que requieren la combinación de propiedades de materiales diferentes.
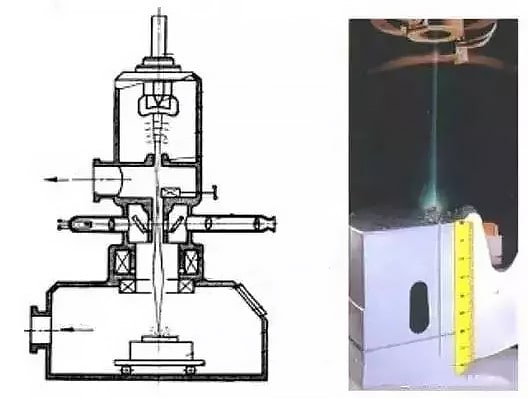
4. Soldadura por haz de electrones (EBW)
La soldadura por haz de electrones (EBW) es una sofisticada técnica de soldadura que utiliza la energía térmica generada por un haz de electrones acelerado y focalizado. Este haz bombardea el material a soldar, ya sea en un entorno al vacío o sin vacío, para lograr la soldadura deseada.
Aplicaciones
El EBW se utiliza ampliamente en diversas industrias de alta precisión, entre ellas:
Aeroespacial
Energía atómica
Defensa nacional y ejército
Fabricación de automóviles
Instrumentos eléctricos
La técnica se ve favorecida por sus numerosas ventajas, como la ausencia de electrodos, la reducción de la oxidación, la excelente repetibilidad del proceso y la mínima deformación térmica.
Principio de funcionamiento
Emisión de electrones: Los electrones se emiten desde el cátodo del cañón de electrones.
Aceleración: Bajo la influencia de un voltaje de aceleración, estos electrones se aceleran a velocidades que oscilan entre 0,3 y 0,7 veces la velocidad de la luz, adquiriendo una energía cinética importante.
Enfoque: El haz de electrones de alta densidad se enfoca mediante lentes electrostáticas y electromagnéticas dentro del cañón de electrones.
Impacto y generación de calor: Cuando el haz de electrones incide sobre la superficie de la pieza, su energía cinética se transforma en energía térmica, provocando la rápida fusión y evaporación del metal.
Formación del ojo de la cerradura: El vapor metálico a alta presión crea un pequeño orificio, conocido como ojo de cerradura, en la superficie de la pieza.
Formación de soldaduras: A medida que el haz de electrones y la pieza se mueven uno respecto al otro, el metal líquido fluye alrededor del ojo de la cerradura y se solidifica, formando la soldadura en la parte posterior del baño de soldadura.
Características principales
Penetración y densidad de potencia: El haz de electrones tiene una fuerte penetración y una alta densidad de potencia, lo que da como resultado una gran relación profundidad-anchura de la soldadura, que puede alcanzar hasta 50:1. Esto permite soldar materiales de gran espesor en una sola pasada, con un espesor máximo de soldadura de hasta 300 mm.
Accesibilidad y rapidez: EBW ofrece una excelente accesibilidad y velocidades de soldadura rápidas, generalmente superiores a 1 m/min.
Zona afectada por el calor: El proceso produce una pequeña zona afectada por el calor, lo que conlleva una deformación mínima de la soldadura y una gran precisión estructural.
Versatilidad: La energía del haz de electrones puede ajustarse para adaptarse a una amplia gama de espesores de metal, desde 0,05 mm hasta 300 mm, sin necesidad de ranura. Esto convierte a EBW en una opción versátil en comparación con otros métodos de soldadura.
Compatibilidad de materiales: El EBW es adecuado para soldar diversos materiales, en particular metales activos, metales refractarios y piezas de alta calidad.
5. Soldadura ultrasónica de metales
La soldadura ultrasónica de metales es un método único y avanzado de unir metales similares o distintos utilizando la energía de vibración mecánica de la frecuencia ultrasónica. A diferencia de los métodos de soldadura tradicionales, la soldadura de metales por ultrasonidos no requiere aplicar corriente eléctrica ni una fuente de calor a alta temperatura a la pieza de trabajo.
Principio de funcionamiento
En la soldadura de metales por ultrasonidos, bajo presión estática, la energía de vibración del transductor ultrasónico se convierte en trabajo de fricción, energía de deformación y un aumento limitado de la temperatura. Este proceso produce una unión metalúrgica entre las juntas, creando una soldadura en estado sólido sin fundir los metales base. Las vibraciones mecánicas hacen que las superficies metálicas rocen entre sí, descomponiendo los óxidos superficiales y los contaminantes, y permitiendo que las superficies metálicas limpias se unan a nivel molecular.
Ventajas
La soldadura ultrasónica de metales ofrece varias ventajas:
Velocidad: El proceso de soldadura es rápido, a menudo se completa en una fracción de segundo.
Eficiencia energética: Consume menos energía que los métodos de soldadura tradicionales.
Alta resistencia a la fusión: Las soldaduras producidas son fuertes y duraderas.
Buena conductividad: El proceso mantiene la conductividad eléctrica y térmica de los materiales.
Falta de chispas: No produce chispas, por lo que es más seguro y limpio.
Tratamiento en frío: El proceso es similar al trabajo en frío, que minimiza la distorsión térmica y las tensiones residuales.
Aplicaciones
Esta técnica de soldadura es versátil y puede utilizarse para:
Soldadura por puntos: Ideal para soldaduras pequeñas y precisas.
Soldadura por puntos múltiples: Adecuado para aplicaciones que requieren múltiples puntos de soldadura.
Soldadura de banda corta: Eficaz para unir longitudes cortas de tiras metálicas.
Entre los materiales que suelen soldarse por ultrasonidos se incluyen:
Cobre
Plata
Aluminio
Níquel
Los demás alambres o chapas no férreos
Esta tecnología se utiliza ampliamente en diversas industrias para aplicaciones como:
Soldadura de cables SCR (rectificador controlado por silicio)
Fusibles
Cables eléctricos
Piezas de polo de batería de litio
Tetones de poste
Limitaciones
A pesar de sus ventajas, la soldadura de metales por ultrasonidos tiene algunas limitaciones:
Espesor: Por lo general, las piezas metálicas soldadas no deben superar los 5 mm de grosor.
Tamaño del punto de soldadura: El punto de soldadura no debe ser demasiado grande.
Presión requerida: Debe aplicarse una presión adecuada para lograr una soldadura satisfactoria.
6. Soldadura a tope
La soldadura flash a tope es una técnica de soldadura especializada que se utiliza para unir dos piezas metálicas calentándolas con resistencia eléctrica y aplicando después presión para forjarlas juntas. Este método es especialmente eficaz para unir metales con alta conductividad eléctrica y se utiliza ampliamente en diversas aplicaciones industriales, como la fabricación de vías de ferrocarril, tuberías y componentes estructurales.
Principio de la soldadura a tope por chisporroteo
El principio de la soldadura a tope consiste en utilizar una máquina de soldadura a tope para poner en contacto los dos extremos de las piezas metálicas. He aquí un desglose detallado del proceso:
Contacto inicial y calefacción:
Las dos piezas metálicas que se van a soldar se sujetan mediante dos electrodos de pinza, que se conectan a una fuente de alimentación.
Se aplica una tensión baja y una corriente alta, lo que hace que el metal del punto de contacto se caliente debido a la resistencia eléctrica.
Al mover la pinza móvil, las dos caras extremas de las piezas entran ligeramente en contacto, lo que las electriza y calienta.
Formación de Flash:
El calentamiento hace que el metal en el punto de contacto alcance un estado fundido, lo que provoca la formación de una chispa o fogonazo al explotar el metal líquido.
Esta acción de parpadeo continúa a medida que avanza la fijación móvil, calentando aún más ambos extremos de las piezas.
Forja y soldadura:
Una vez que el metal alcanza la temperatura deseada y está suficientemente reblandecido, se extruyen juntos los extremos de las dos piezas.
Se corta la corriente de soldadura y se aplica rápidamente presión axial para forjar las piezas y solidificar la unión.
La resistencia de la junta ayuda a mantener el calor, garantizando una soldadura fuerte.
Descripción detallada del proceso
Sujeción y aplicación de potencia:
Las piezas metálicas se sujetan firmemente mediante electrodos de pinza.
La fuente de alimentación se activa, y una corriente elevada fluye por el punto de contacto, generando calor de resistencia.
Calentamiento y formación de flashes:
El ligero contacto inicial entre las piezas metálicas provoca un calentamiento localizado.
Cuando el metal se calienta y alcanza el estado fundido, se produce una llamarada debido a la naturaleza explosiva del metal líquido en el punto de contacto.
Este parpadeo continúa a medida que avanza la pinza móvil, garantizando que ambos extremos se calienten adecuadamente.
Forja final y solidificación:
Al alcanzar la temperatura óptima, se corta la corriente de soldadura.
Se aplica presión axial para forjar las piezas metálicas y crear una unión soldada sólida y resistente.
Ejemplo: Soldadura a tope de acero
En el caso de la soldadura a tope por chispa de acero, el proceso consiste en introducir dos barras de acero en una junta a tope. La corriente de soldadura que pasa por el punto de contacto genera calor de resistencia, fundiendo el metal y produciendo una fuerte chispa. Esta chispa libera trazas de moléculas y suele ir acompañada de un olor acre. El proceso de soldadura se completa aplicando rápidamente fuerza de forja, lo que da como resultado una soldadura robusta y duradera.
Ventajas de la soldadura Flash Butt
Juntas de alta calidad: Produce soldaduras fuertes y fiables con excelentes propiedades mecánicas.
Eficacia: El proceso es relativamente rápido y puede automatizarse para obtener altos índices de producción.
Versatilidad: Adecuado para una amplia gama de metales y aplicaciones, incluidos proyectos industriales a gran escala.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Imagine que la cadena de producción de su fábrica se detiene de repente por una fuga en una tubería crucial. ¿Cómo solucionarlo sin arriesgarse a que se produzcan más daños o paradas? Este...
¿Por qué la soldadura fuerte del carburo cementado plantea tantos problemas? En este artículo se explican los fundamentos de la soldadura fuerte de este material increíblemente duro y se detallan los procesos, materiales y técnicas...
¿Sabía que la soldadura puede dejar tensiones ocultas que debilitan las estructuras? Este artículo explora seis métodos eficaces para eliminar las tensiones residuales de la soldadura, garantizando la durabilidad y seguridad de...
¿Se ha preguntado alguna vez qué hace que los alambres de soldadura de aleación de aluminio sean tan esenciales para obtener soldaduras fuertes, ligeras y resistentes a la corrosión? Este artículo se sumerge en las propiedades de tres aleaciones de aluminio...
¿Por qué fallan algunas construcciones de armadura a pesar de una planificación meticulosa? Los defectos de soldadura podrían ser los culpables, causando importantes problemas estructurales. En este artículo se analizan seis defectos de soldadura comunes en...
Los símbolos de soldadura pueden parecer un idioma extranjero, pero dominarlos es crucial para una comunicación eficaz en el mundo de la ingeniería mecánica. En esta entrada del blog, un experimentado ingeniero mecánico...
Los robots de soldadura constan principalmente del cuerpo del robot, el equipo de soldadura automatizado (fuente de alimentación de soldadura), el alimentador de alambre (para soldadura por arco), la antorcha de soldadura (o pinzas) y un armario de control. Los robots de soldadura pueden...
Imagine un mundo en el que los metales se funden a la perfección con sólo una chispa. Ésta es la esencia de la soldadura por puntos, una técnica que une piezas metálicas con precisión y resistencia. En este...
Imagine la soldadura sin gas: caótica y débil. El gas de soldadura es el campeón silencioso, esencial para proteger las soldaduras de contaminantes, estabilizar el arco y garantizar uniones fuertes. Este artículo explora...