Лазерное излучение нагревает обрабатываемую поверхность, и тепло направляется во внутреннюю диффузию за счет теплопередачи. Управляя шириной лазерного импульса, энергией, пиковой мощностью и частотой повторения, заготовка расплавляется, образуя определенный расплавленный бассейн.
Точечная сварка
Непрерывная лазерная сварка
Лазерная сварка может осуществляться с помощью непрерывного или импульсного лазерного луча.
Принцип лазерной сварки можно разделить на две категории: теплопроводная сварка и лазерная глубокая сварка проплавлением.
Если плотность мощности меньше 10^10 Вт/см^2, то сварка считается теплопроводной.
Если плотность мощности превышает 10^10 Вт/см^2, то металлическая поверхность имеет вогнутую форму и образует "отверстия" в результате нагрева, что приводит к глубокой сварке плавлением. Этот процесс характеризуется высокой скоростью сварки и высоким отношением глубины к ширине.
Технология лазерной сварки широко используется в высокоточном производстве, таком как автомобили, корабли, самолеты и высокоскоростные железные дороги. Она значительно улучшила качество жизни людей и подтолкнула индустрию бытовой техники к эре точного производства.
В частности, созданная Volkswagen технология бесшовной сварки 42 метров позволила значительно повысить целостность и устойчивость кузова.
Haier Group, ведущее предприятие по производству бытовой техники, с гордостью выпустило первую стиральную машину, изготовленную с использованием технологии лазерной бесшовной сварки.
Передовая лазерная технология способна существенно изменить жизнь людей.
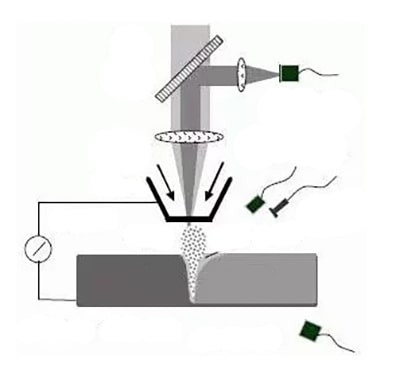
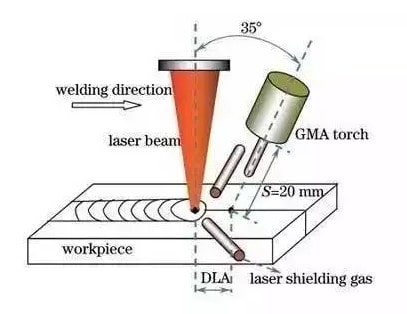
2. Гибридная лазерная сварка
Гибридная лазерная сварка сочетает в себе технологию сварки лазерным лучом и MIG-сварки для получения оптимального сварочного эффекта, высокой скорости сварки и отличной способности перекрытия шва.
На сегодняшний день это самый передовой метод сварки.
К преимуществам гибридной лазерной сварки относятся высокая скорость, минимальная термическая деформация, небольшая зона термического влияния, сохранение структуры металла и механических свойств сварного шва.
Лазерная гибридная сварка подходит не только для сварки листовых автомобильных конструкций, но и для многих других применений.
Например, при производстве бетононасосов и стрел мобильных кранов эта технология требует использования высокопрочной стали, а традиционные технологии часто нуждаются в дополнительных процессах, таких как предварительный нагрев, что увеличивает стоимость.
Кроме того, технология может применяться при производстве рельсовых транспортных средств и обычных стальных конструкций, таких как мосты, топливные баки и другие.
3. Сварка трением с перемешиванием
В качестве источников тепла при сварке трением используется тепло трения и тепло пластической деформации.
Сварка трением с перемешиванием (FSW) - это процесс, в котором цилиндрический или другой формы (например, резьбовой цилиндр) штифт вставляется в шов заготовки.
Сварочная головка вращается с высокой скоростью и трется о материал в месте соединения, вызывая повышение его температуры и размягчение.
При фрикционном перемешивании процесс сваркиЗаготовка должна быть надежно закреплена на задней подкладке. Сварочная головка вращается с высокой скоростью, в то время как шов кромочной заготовки перемещается относительно заготовки.
Выступающая часть сварочной головки выдвигается в материал для трения и перемешивания, а ее плечо трется о поверхность заготовки для выделения тепла, которое используется для предотвращения перелива пластичного материала и удаления поверхностной оксидной пленки.
Сварка трением с перемешиванием приводит к образованию шпоночного отверстия в конце процесса.
Как правило, это отверстие можно удалить или заделать другим методом сварки.
Сварка трением с перемешиванием способна сваривать различные разнородные материалыТакие, как металлы, керамика и пластмассы.
Он обладает множеством преимуществ, включая высокиекачественная сваркаМинимальное количество дефектов, простота механизации и автоматизации, стабильное качество и высокая экономическая эффективность.
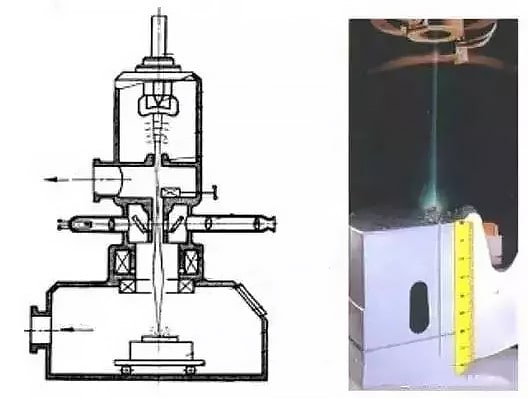
4. Электронно-лучевая сварка
Электронно-лучевая сварка (ЭЛС) - это тип сварки Метод, использующий тепловую энергию, генерируемую при ускорении и фокусировке электронного пучка, который бомбардирует свариваемый материал в вакуумной или невакуумной среде.
Электронно-лучевая сварка (ЭЛС) широко используется в таких отраслях, как аэрокосмическая промышленность, атомная энергетика, национальная оборона, военная промышленность, автомобилестроение, производство электроприборов и многих других, благодаря таким преимуществам, как отсутствие электродов, уменьшение окисления, отличная повторяемость процесса и минимальная термическая деформация.
Принцип работы электронно-лучевой сварки
Электроны высвобождаются из катода электронной пушки.
Под воздействием ускоряющего напряжения электроны разгоняются до скорости, в 0,3-0,7 раза превышающей скорость света, и приобретают определенное количество кинетической энергии.
Электронный пучок с высокой плотностью может быть сфокусирован электростатической и электромагнитной линзами внутри электронной пушки.
Когда электронный луч ударяется о поверхность заготовки, его кинетическая энергия преобразуется в тепловую, в результате чего металл быстро плавится и испаряется.
Под воздействием паров металла под высоким давлением на поверхности заготовки быстро образуется небольшое отверстие, называемое замочной скважиной.
При относительном движении электронного луча и заготовки жидкий металл течет вокруг шпоночного отверстия и застывает, образуя сварной шов в задней части сварочной ванны.
Основные характеристики электронно-лучевой сварки
Результаты показывают, что электронный луч имеет сильное проникновение и высокую плотность мощности, что приводит к большому соотношению глубины и ширины сварного шва, которое может достигать 50:1. Он способен сваривать материалы большой толщины за один проход, при этом максимальная толщина сварки до 300 мм.
Преимуществами электронно-лучевой сварки также являются хорошая доступность, высокая скорость сварки (обычно более 1 м/мин), небольшая зона термического влияния, минимальные сварочные деформации и высокая сварочная конструкция точность. Энергия электронного луча может быть отрегулирована для работы с широким диапазоном толщин металла, от 0,05 мм до 300 мм, без необходимости создания канавки, что делает этот метод универсальным по сравнению с другими. методы сварки.
Кроме того, электронно-лучевая сварка подходит для сварки различных материалов, в частности активных металлов, тугоплавких металлов и высококачественных заготовок.
5. Ультразвуковая сварка металла
Ультразвуковая сварка металлов - это уникальный метод соединения схожих или разнородных металлов с помощью механическая вибрация энергия ультразвуковой частоты. В отличие от других методов сварки, ультразвуковая сварка металлов не требует подачи электрического тока или источника высокотемпературного тепла на заготовку.
Вместо этого под статическим давлением энергия вибрации рамы преобразуется в работу трения, энергию деформации и ограниченное повышение температуры. Это приводит к металлургическому сцеплению между швами, создавая сварной шов в твердом состоянии без расплавления основного металла.
Он эффективно справляется с брызгами и окислением во время контактная сварка.
Он может использоваться для одноточечной сварки, многоточечной сварки и сварки коротких полос таких материалов, как медь, серебро, алюминий, никель и другие цветные проволоки или листы. Сварочные аппараты широко используются для сварки проводов SCR, предохранителей, электрических проводов, полюсных деталей литиевых батарей и полюсных наконечников.
Ультразвуковая сварка металлов использует высокочастотные вибрационные волны, которые передаются на металлическая поверхность свариваемых металлов. Под давлением две металлические поверхности трутся друг о друга, образуя связь между молекулярными слоями.
К преимуществам ультразвуковой сварки металлов относятся скорость, энергоэффективность, высокая прочность плавления, хорошая электропроводность, отсутствие искр и процесс, схожий с холодной обработкой. Однако ее недостатки заключаются в том, что свариваемые металлические детали не должны быть слишком толстыми (обычно не более 5 мм), место сварки не должно быть слишком большим, а также необходимо прикладывать давление.
6. Стыковая сварка плашмя
Принцип работы вспышки стыковая сварка Чтобы соединить два конца металла, используется аппарат для стыковой сварки. При этом подается низкое напряжение и высокий ток, нагревая металл до определенной температуры, пока он не станет мягким. Сайт сварное соединение формируется под действием осевого давления и ковки.
Принцип стыковой сварки заключается в использовании аппарата для стыковой сварки для приведения двух концов металла в контакт. При этом подается низкое напряжение и высокий ток, в результате чего металл нагревается до определенной температуры и становится мягким. Затем производится осевая штамповка под давлением для создания стыкового сварного соединения.
Две свариваемые детали удерживаются двумя электродами, которые перед контактом подключаются к источнику питания. Когда подвижный зажим перемещается, две торцевые поверхности деталей слегка соприкасаются, что приводит к их электризации и нагреву.
В результате возникает искра, которая образует вспышку, поскольку место контакта взрывается из-за жидкого металла, образовавшегося в результате нагрева. По мере того как подвижное приспособление продолжает двигаться, вспышка продолжает происходить, нагревая оба конца деталей.
Как только они достигают нужной температуры, концы двух заготовок экструдируются и сварочная мощность отрезается, в результате чего части застывают вместе. Сопротивление соединения используется для нагрева сварного шва, в результате чего точка контакта вспыхивает и расплавляет металл на торцевой поверхности шва. Затем быстро прикладывается верхнее усилие, чтобы завершить соединение. процесс сварки.
Стыковая сварка встык включает в себя соединение двух стальные прутья в стыковое соединение. Сварочный ток, проходящий через место контакта двух стальных прутков, выделяет тепло сопротивления, которое расплавляет металл в месте контакта и создает сильную искру. При этом образуется вспышка и выделяются молекулы, сопровождающиеся резким запахом. Сайт сварка под давлением Затем процесс быстро завершается приложением усилия ковки.