6 Advanced New Welding Techniques in Modern Manufacturing
Have you ever wondered how the sleek cars, sturdy bridges, and advanced airplanes of today are built? This article explores six cutting-edge welding technologies that are revolutionizing manufacturing, from laser welding to ultrasonic metal welding. By reading, you’ll uncover how these methods enhance precision, speed, and strength in various industries.
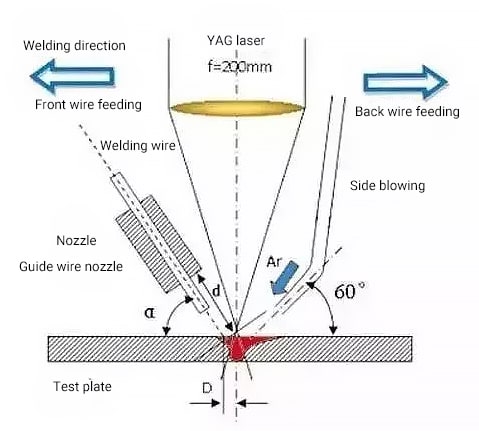
Laser welding utilizes laser radiation to heat the surface of the material, with the heat being conducted internally through heat transfer. By controlling parameters such as laser pulse width, energy, peak power, and repetition frequency, a specific molten pool is formed on the workpiece.
Spot weld the weldment
Continuous laser welding
Laser welding can be achieved through the use of either a continuous or pulsed laser beam.
The principle of laser welding can be divided into two categories: heat conduction welding and laser deep penetration welding.
Heat Conduction Welding: Occurs when the power density is less than 1010W cm2.
Laser Deep Penetration Welding: Occurs when the power density exceeds 1010W cm2, forming “holes” in the metal due to high heat, characterized by high speed and a high depth-to-width ratio.
Laser welding technology is widely used in high-precision manufacturing industries such as automobiles, ships, airplanes, and high-speed railways. It has greatly improved people’s quality of life and pushed the home appliance industry into the era of precision manufacturing.
In particular, Volkswagen’s creation of the 42-meter seamless welding technology has significantly enhanced the body integrity and stability.
Haier Group, a leading home appliance enterprise, has proudly launched the first washing machine produced using laser seamless welding technology.
The advanced laser technology holds the potential to bring significant change to people’s lives.
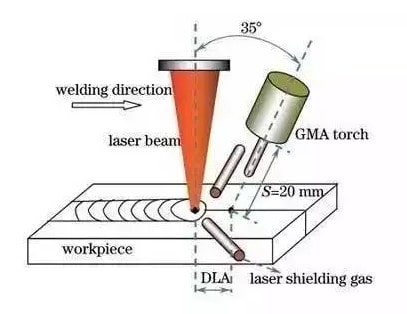
2. Laser Hybrid Welding
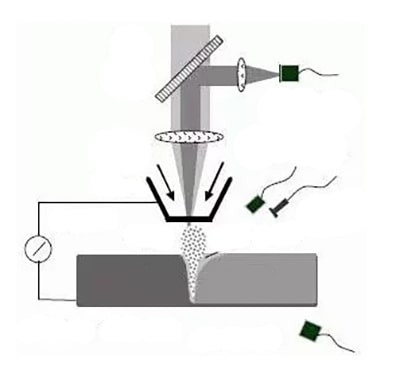
Laser hybrid welding combines laser beam welding and MIG (Metal Inert Gas) welding technology to produce optimal welding effects, characterized by fast welding speeds and excellent weld bridging ability. This method leverages the precision and high energy density of laser welding with the versatility and filler material capabilities of MIG welding.
Advantages of Laser Hybrid Welding
Laser hybrid welding is currently considered one of the most advanced welding methods due to its numerous benefits:
High Speed: The combination of laser and MIG welding allows for faster welding speeds compared to traditional welding methods.
Minimal Thermal Deformation: The concentrated heat input from the laser reduces the overall heat input, minimizing thermal deformation.
Small Heat-Affected Zone (HAZ): The precise control of the laser results in a smaller HAZ, preserving the metal structure and mechanical properties of the weld.
Excellent Weld Quality: The hybrid approach improves weld quality by combining the deep penetration of laser welding with the filler material capabilities of MIG welding.
Applications of Laser Hybrid Welding
Laser hybrid welding is versatile and suitable for various applications beyond automobile sheet structures:
Automotive Industry: Ideal for welding thin sheet metals used in car bodies, offering high precision and strength.
Concrete Pumps and Mobile Crane Booms: High-strength steel is often used in these applications, and laser hybrid welding reduces the need for additional processes like preheating, thereby lowering costs.
Rail Vehicles: Ensures strong and durable welds necessary for the structural integrity of rail vehicles.
Conventional Steel Structures: Applicable in the construction of bridges, fuel tanks, and other steel structures, providing robust and reliable welds.
3. Friction Stir Welding
Friction stir welding (FSW) is an innovative and highly effective welding technique that uses friction heat and plastic deformation heat as its primary heat sources. This process is particularly notable for its ability to join materials without melting them, thereby preserving their original properties and minimizing defects.
Process Overview
In FSW, a cylindrical or specially shaped pin, such as a threaded cylinder, is inserted into the joint of the workpiece. The welding head, which houses the pin, rotates at high speeds and rubs against the material at the joint. This friction generates heat, causing the material to soften and become plastic without reaching its melting point.
Key Steps in Friction Stir Welding
Clamping: The workpiece must be securely fixed to a back pad to prevent movement during the welding process.
Insertion and Rotation: The welding head rotates at high speed while the pin is inserted into the joint. The seam of the edge workpiece moves relative to the welding head.
Friction and Stirring: The protruding section of the welding head extends into the material, creating friction and stirring the softened material. The shoulder of the welding head rubs against the surface of the workpiece, generating additional heat. This action helps to prevent the overflow of plastic material and removes the surface oxide film.
Keyhole Formation: At the end of the welding process, a keyhole is typically left at the exit point of the welding head. This keyhole can be removed or sealed using another welding method if necessary.
Advantages of Friction Stir Welding
High-Quality Welding: FSW produces strong, high-quality welds with minimal defects.
Versatility: It can weld a variety of dissimilar materials, including metals, ceramics, and plastics.
Ease of Mechanization and Automation: The process is well-suited for mechanization and automation, leading to consistent quality.
Cost-Efficiency: FSW is a cost-effective method due to its high efficiency and low defect rates.
Applications
Friction stir welding is widely used in industries such as aerospace, automotive, shipbuilding, and railways, where high-strength, high-quality joints are essential. Its ability to join dissimilar materials also makes it valuable in manufacturing applications that require the combination of different material properties.
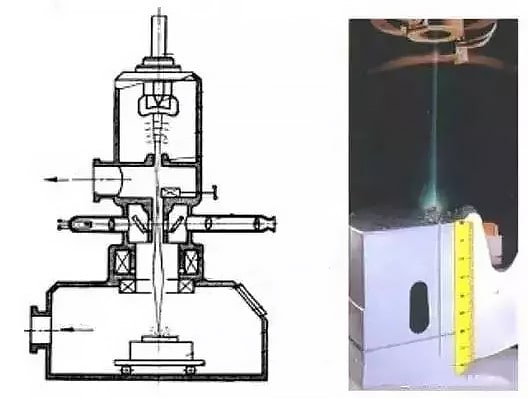
4. Electron Beam Welding (EBW)
Electron beam welding (EBW) is a sophisticated welding technique that utilizes the heat energy generated by an accelerated and focused electron beam. This beam bombards the material to be welded, either in a vacuum or non-vacuum environment, to achieve the desired weld.
Applications
EBW is extensively used in various high-precision industries, including:
Aerospace
Atomic Energy
National Defense and Military
Automobile Manufacturing
Electrical Instruments
The technique is favored for its numerous advantages, such as the absence of electrodes, reduced oxidation, excellent process repeatability, and minimal thermal deformation.
Working Principle
Electron Emission: Electrons are emitted from the cathode of the electron gun.
Acceleration: Under the influence of an accelerating voltage, these electrons are accelerated to speeds ranging from 0.3 to 0.7 times the speed of light, gaining significant kinetic energy.
Focusing: The high-density electron beam is focused using electrostatic and electromagnetic lenses within the electron gun.
Impact and Heat Generation: When the electron beam strikes the workpiece surface, its kinetic energy is converted into heat energy, causing the metal to rapidly melt and evaporate.
Keyhole Formation: The high-pressure metal vapor creates a small hole, known as a keyhole, on the surface of the workpiece.
Weld Formation: As the electron beam and workpiece move relative to each other, the liquid metal flows around the keyhole and solidifies, forming the weld at the back of the weld pool.
Main Characteristics
Penetration and Power Density: The electron beam has strong penetration and high power density, resulting in a large depth-to-width ratio of the weld, which can reach up to 50:1. This allows for welding of large thickness materials in a single pass, with a maximum welding thickness of up to 300 mm.
Accessibility and Speed: EBW offers excellent accessibility and fast welding speeds, generally over 1m/min.
Heat-Affected Zone: The process produces a small heat-affected zone, leading to minimal welding deformation and high structural precision.
Versatility: The energy of the electron beam can be adjusted to accommodate a wide range of metal thicknesses, from 0.05 mm to 300 mm, without the need for a groove. This makes EBW a versatile option compared to other welding methods.
Material Compatibility: EBW is suitable for welding a variety of materials, particularly active metals, refractory metals, and high-quality workpieces.
5. Ultrasonic Metal Welding
Ultrasonic metal welding is a unique and advanced method of joining similar or dissimilar metals by utilizing the mechanical vibration energy of ultrasonic frequency. Unlike traditional welding methods, ultrasonic metal welding does not require an electrical current or high-temperature heat source to be applied to the workpiece.
Working Principle
In ultrasonic metal welding, under static pressure, the vibration energy from the ultrasonic transducer is converted into friction work, deformation energy, and a limited increase in temperature. This process results in metallurgical bonding between the joints, creating a solid-state weld without melting the base metals. The mechanical vibrations cause the metal surfaces to rub against each other, breaking down surface oxides and contaminants, and allowing the clean metal surfaces to bond at a molecular level.
Advantages
Ultrasonic metal welding offers several advantages:
Speed: The welding process is rapid, often completed in a fraction of a second.
Energy Efficiency: It consumes less energy compared to traditional welding methods.
High Fusion Strength: The welds produced are strong and durable.
Good Conductivity: The process maintains the electrical and thermal conductivity of the materials.
Lack of Sparks: There is no sparking, making it safer and cleaner.
Cold Processing: The process is similar to cold working, which minimizes thermal distortion and residual stresses.
Applications
This welding technique is versatile and can be used for:
Single-Spot Welding: Ideal for small, precise welds.
Multi-Spot Welding: Suitable for applications requiring multiple weld points.
Short Strip Welding: Effective for joining short lengths of metal strips.
Materials commonly welded using ultrasonic metal welding include:
Copper
Silver
Aluminum
Nickel
Other non-ferrous wires or sheets
The technology is widely used in various industries for applications such as:
Welding SCR (Silicon-Controlled Rectifier) leads
Fuses
Electrical leads
Lithium battery pole pieces
Pole lugs
Limitations
Despite its advantages, ultrasonic metal welding has some limitations:
Thickness: The welded metal parts should generally not exceed 5mm in thickness.
Welding Spot Size: The welding spot should not be too large.
Pressure Requirement: Adequate pressure must be applied to achieve a successful weld.
6. Flash butt welding
Flash butt welding is a specialized welding technique used to join two metal pieces by heating them with electrical resistance and then applying pressure to forge them together. This method is particularly effective for joining metals with high electrical conductivity and is widely used in various industrial applications, including the manufacturing of railway tracks, pipes, and structural components.
Principle of Flash Butt Welding
The principle of flash butt welding involves using a butt welding machine to bring the two ends of the metal pieces into contact. Here is a detailed breakdown of the process:
Initial Contact and Heating:
The two metal pieces to be welded are held in place by two clamp electrodes, which are connected to a power supply.
A low voltage and high current are applied, causing the metal at the contact point to heat up due to electrical resistance.
As the movable clamp is moved, the two end faces of the pieces make slight contact, which electrifies and heats them.
Formation of Flash:
The heating causes the metal at the contact point to reach a molten state, leading to the formation of a spark or flash as the liquid metal explodes.
This flashing action continues as the movable fixture advances, heating both ends of the pieces further.
Forging and Welding:
Once the metal reaches the desired temperature and is sufficiently softened, the ends of the two workpieces are extruded together.
The welding power is cut off, and axial pressure is applied quickly to forge the pieces together, solidifying the joint.
The resistance of the joint helps in maintaining the heat, ensuring a strong weld.
Detailed Process Description
Clamping and Power Application:
The metal pieces are securely held by clamp electrodes.
The power supply is activated, and a high current flows through the contact point, generating resistance heat.
Heating and Flash Formation:
The initial slight contact between the metal pieces causes localized heating.
As the metal heats up and reaches a molten state, a flash is produced due to the explosive nature of the liquid metal at the contact point.
This flashing continues as the movable clamp advances, ensuring both ends are adequately heated.
Final Forging and Solidification:
Upon reaching the optimal temperature, the welding power is cut off.
Axial pressure is applied to forge the metal pieces together, creating a solid and strong weld joint.
Example: Steel Flash Butt Welding
In the case of steel flash butt welding, the process involves inserting two steel bars into a butt joint. The welding current passing through the contact point generates resistance heat, melting the metal and producing a strong spark. This flash releases trace molecules and is often accompanied by a pungent odor. The welding process is completed by quickly applying forging force, resulting in a robust and durable weld.
Advantages of Flash Butt Welding
High-Quality Joints: Produces strong and reliable welds with excellent mechanical properties.
Efficiency: The process is relatively quick and can be automated for high production rates.
Versatility: Suitable for a wide range of metals and applications, including large-scale industrial projects.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Imagine your factory's production line suddenly grinds to a halt due to a leak in a crucial pipeline. How do you fix it without risking further damage or downtime? This…
Why does brazing cemented carbide pose such a challenge? This article unpacks the basics of brazing this incredibly hard material, detailing the processes, materials, and techniques required to achieve strong,…
Did you know that welding can leave behind hidden stress that weakens structures? This article explores six effective methods to eliminate welding residual stress, ensuring the durability and safety of…
Have you ever wondered what makes aluminum alloy welding wires so essential for strong, lightweight, and corrosion-resistant welds? This article dives into the properties of three popular aluminum alloy welding…
Why do some rebar constructions fail despite meticulous planning? Welding defects could be the culprit, causing significant structural issues. This article dives into six common welding defects in rebar construction,…
Welding symbols may seem like a foreign language, but mastering them is crucial for effective communication in the world of mechanical engineering. In this blog post, a seasoned mechanical engineer…
Welding robots primarily consist of the robot body, automated welding equipment (welding power supply), wire feeder (for arc welding), welding torch (or tongs), and a control cabinet. Welding robots can…
Imagine a world where metals fuse seamlessly with just a spark. This is the essence of spot welding, a technique that binds metal parts with precision and strength. In this…
Imagine welding without gas – chaotic and weak. Welding gas is the silent champion, essential for shielding welds from contaminants, stabilizing the arc, and ensuring strong joints. This article explores…