La soldadura es un proceso tecnológico importante en el ensamblaje de productos electrónicos y constituye una etapa fundamental en su fabricación.
Se utiliza mucho en la experimentación, el ajuste y la producción de productos electrónicos y constituye una carga de trabajo considerable. La calidad de la soldadura influye directamente en la calidad del producto.
La mayoría de los fallos de los productos electrónicos, aparte de los problemas de los componentes, se deben sobre todo a un mal funcionamiento del sistema. calidad de soldadura. Por lo tanto, dominar las técnicas de soldadura es esencial para la calidad del producto.
I. Requisitos de calidad de los puntos de soldadura
Los requisitos de calidad de los puntos de soldadura deben abarcar un buen contacto eléctrico, un contacto mecánico resistente y un aspecto estético.
El aspecto más crítico para garantizar la calidad del punto de soldadura es evitar las juntas de soldadura frías.
1. Conexión eléctrica fiable
La soldadura es el principal medio de realizar físicamente las conexiones eléctricas en los circuitos electrónicos. Las conexiones por soldadura no se consiguen por presión, sino formando una capa de aleación sólida durante la proceso de soldadura para lograr el propósito de la conexión eléctrica.
Si la soldadura está simplemente apilada en la superficie de las piezas soldadas o sólo una pequeña parte forma una capa de aleación, puede ser difícil detectar cualquier problema con el punto de soldadura durante las pruebas iniciales y el funcionamiento.
Un punto de soldadura de este tipo puede pasar corriente a corto plazo, pero con los cambios de condiciones y el paso del tiempo, la capa de contacto se oxida, se separa y crea circuitos intermitentes o que no funcionan.
La observación del exterior del punto de soldadura puede seguir pareciendo correcta, lo que constituye una preocupación importante durante el uso de instrumentos electrónicos y un problema que debe tomarse en serio durante la fabricación del producto.
2. Resistencia mecánica adecuada
La soldadura no sólo sirve para la conexión eléctrica, sino que también fija los componentes y garantiza la conexión mecánica. Para que las piezas soldadas no se caigan ni se aflojen al sufrir vibraciones o impactos, los puntos de soldadura deben tener una resistencia mecánica adecuada.
Generalmente, esto se puede conseguir doblando los terminales de los componentes que se van a soldar y realizando a continuación la soldadura.
La aleación de plomo-estaño, utilizada como material de soldadura, tiene una resistencia relativamente baja, siendo la resistencia a la tracción de los materiales de soldadura de plomo-estaño comúnmente utilizados de unos 3-4,7kg/cm2, sólo 10% del acero ordinario.
Para aumentar la resistencia, se necesita una superficie de conexión suficiente. Si se trata de una unión soldada en frío con la soldadura simplemente apilada en la almohadilla de soldadura, no tendrá ninguna resistencia.
3. Aspecto liso y cuidado
Un buen punto de soldadura requiere una cantidad adecuada de soldadura, tiene un brillo metálico, no presenta picos ni puentes y no daña la capa aislante del cable ni los componentes adyacentes. Un buen aspecto refleja la calidad de la soldadura.
Nota: La presencia de un brillo metálico indica que es apropiado temperatura de soldadura y la formación de una capa de aleación, que no es sólo un requisito estético.
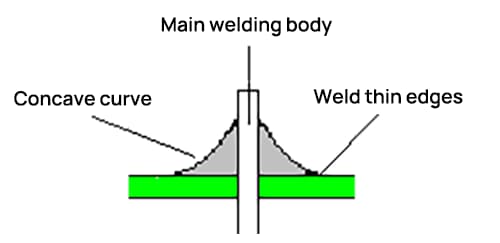
En la figura 1 se representa el aspecto de un punto de soldadura típico, con las siguientes características comunes:
La forma es simétrica en forma de falda, centrada alrededor del hilo de soldadura.
En material de soldadura forma una superficie cóncava semiarqueada, con una unión lisa entre el material de soldadura y la pieza soldada, y el ángulo de contacto es lo más pequeño posible.
La superficie es brillante y lisa.
No hay grietas, agujeros de alfiler ni inclusiones de escoria.
Figura 1
Además de la inspección visual (o mediante una lupa o un microscopio) para comprobar si el punto de soldadura cumple las normas anteriores, la inspección de la calidad de la soldadura también incluye lo siguiente: soldaduras faltantes; soldadura puntiaguda; cortocircuitos inducidos por la soldadura entre alambres (es decir, "puentes"); daños en el aislamiento de alambres y componentes; conformación de alambres; salpicaduras de soldadura.
Durante la inspección, además de los controles visuales, se utilizan métodos como el tacto, el palpado con pinzas y la tracción de cables para comprobar defectos como la rotura de cables y el pelado de almohadillas.
II. Métodos de inspección de la calidad de la soldadura
1. Inspección visual
La inspección visual consiste en comprobar la calidad de la soldadura desde una perspectiva externa para identificar cualquier defecto en el punto de soldadura.
El contenido principal de la inspección visual incluye:
1. Si faltan soldaduras, es decir, puntos de soldadura que deberían estar soldados no lo están.
2. El brillo del punto de soldadura.
3. Si hay suficiente soldadura en el punto de soldadura.
4. Si hay fundentes residuales alrededor del punto de soldadura.
5. Si hay soldaduras continuas y si las almohadillas se han desprendido.
6. Si el punto de soldadura presenta grietas.
7. Si el punto de soldadura es irregular; si se produce un fenómeno de pinchos en el punto de soldadura.
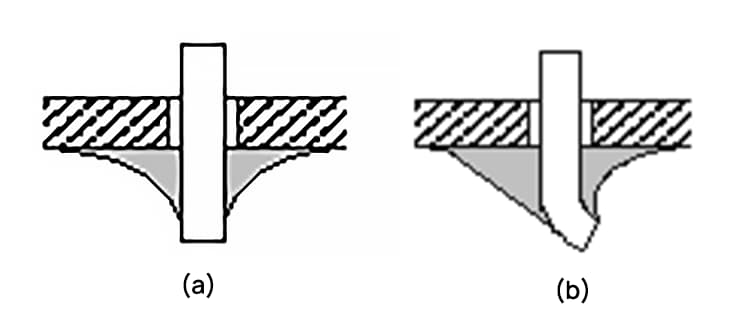
Figura 2: Sección transversal correcta de un punto de soldadura
La figura 2 muestra la forma correcta del punto de soldadura. En la figura, (a) es la forma de un punto de soldadura insertado recto, y (b) es la forma de un punto de soldadura semidoblado.
2. Inspección táctil
La inspección táctil se refiere principalmente a si hay componentes sueltos o soldados de forma insegura al tocarlos.
Utilizando unas pinzas para sujetar el cable del componente y tirando suavemente de él para ver si está suelto. Si la soldadura de la parte superior se desprende al agitar el punto de soldadura.
3. Inspección de encendido
Una vez finalizada la inspección externa y confirmado que el cableado es correcto, se puede realizar la inspección de encendido, que es clave para comprobar el rendimiento del circuito.
Si la inspección externa no se realiza rigurosamente, la inspección de encendido no sólo será más difícil, sino que también puede dañar el equipo y causar accidentes de seguridad.
Por ejemplo, si la conexión de la fuente de alimentación no está bien soldada, se descubriría que el dispositivo no puede encenderse durante la inspección de encendido, lo que imposibilitaría la comprobación.
Inspección de encendido y análisis de causas
Inspección de electrificación
(1) Fallo de un componente
Fallo: El soldador experimenta fugas eléctricas y ha sufrido daños por sobrecalentamiento.
Degradación del rendimiento: El soldador tiene un problema de fuga eléctrica y se ha dañado debido al sobrecalentamiento.
(2) Mala conductividad eléctrica
Cortocircuito: Puenteo y salpicaduras de soldadura.
Interrupción del circuito: Aperturas de juntas de soldadura, residuos de fundente de colofonia, soldaduras frías y mal contacto en zócalos.
Conexión intermitente: Rotura de cables, pelado de almohadillas, etc.
Las inspecciones de encendido pueden revelar muchos defectos menores, como puentes entre circuitos que no son visibles a simple vista. Sin embargo, es difícil detectar problemas potenciales como la soldadura seca interna.
Por lo tanto, la solución fundamental reside en mejorar el nivel de cualificación de la operación de soldadura, en lugar de dejar la tarea al proceso de inspección.
La relación entre los posibles fallos que pueden producirse durante la inspección de encendido y defectos de soldadura se ilustra en la figura 3 como referencia.
III. Defectos comunes de las uniones soldadas de PCBA y análisis
Las causas de los defectos de soldadura son numerosas. Teniendo en cuenta determinados materiales (soldadura y fundente) y herramientas (soldador, plantilla), los métodos empleados y el sentido de la responsabilidad del operario se convierten en factores determinantes.
En las tablas 1 y 2 se muestran los defectos más comunes observados en el posicionamiento de los componentes de PCBA y en las juntas de soldadura.
Estas tablas enumeran el aspecto, las características y los peligros de los defectos comunes de las juntas de soldadura, junto con un análisis de sus causas.
Tabla 1: Análisis de defectos comunes en las uniones soldadas
Defecto del punto de soldadura
Características del diseño
Daños
Análisis de las causas
Soldadura falsa
Entre la soldadura y el cable del componente o la lámina de cobre hay una línea negra bien definida, en la que la soldadura retrocede hacia el límite.
No puede funcionar correctamente.
1. Los cables de los componentes no se han limpiado correctamente, no se han estañado adecuadamente o la soldadura se ha oxidado.
2. La placa de circuito impreso no se había limpiado a fondo y la calidad del fundente aplicado era deficiente.
Cortocircuito de soldadura
Un exceso de soldadura ha provocado un cortocircuito debido a la formación de puentes de soldadura entre puntos adyacentes.
1. Los cables de los componentes quedan demasiado largos después del corte.
2. No se han limpiado los cables residuales del componente.
Soldadura por movimiento de rayado
Hay grietas, ásperas como el pan desmenuzado, con huecos en las juntas.
La potencia es baja, no funciona o lo hace de forma intermitente.
Cuando la soldadura aún está húmeda y sometida a movimiento.
Soldadura insuficiente
El área de soldadura es inferior a 75% de la almohadilla, y la soldadura no ha formado una superficie de recubrimiento lisa.
Resistencia mecánica insuficiente.
1. Flujo de soldadura deficiente o retirada prematura del hilo de soldadura.
2. Flujo insuficiente.
3. La duración de la soldadura es demasiado corta.
Exceso de soldadura
La superficie de la soldadura es convexa.
Desperdiciar soldadura podría ocultar defectos.
La retirada de las transferencias se retrasó.
Sobrecalentamiento
El punto de soldadura aparece blanco, sin brillo metálico, con una superficie más bien rugosa.
La almohadilla de soldadura es propensa a pelarse, lo que reduce su resistencia.
La potencia del soldador es excesiva, lo que provoca tiempos de calentamiento prolongados.
Soldadura en frío
La superficie se presenta en forma de gránulos parecidos al tofu y, a veces, puede haber grietas.
La resistencia es baja y la conductividad, escasa.
Remover la pieza antes de que se solidifique la soldadura.
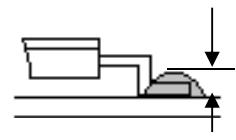
Sin mecha
Cuando el ángulo de contacto supera los 90 grados, la soldadura no puede extenderse ni cubrirse, de forma similar a una gota de aceite que reposa sobre una superficie con humedad.
La resistencia es baja y la conductividad, escasa.
Las superficies metálicas soldadas no son simétricas, como tampoco lo es la propia fuente de calor.
Soltura
Los cables o componentes pueden desplazarse.
Conductividad deficiente o nula.
1. El cable se movió antes de que la soldadura se solidificara, provocando un hueco.
2. El plomo no fue tratado (humectación deficiente o ausencia de humectación).
Tirar hasta un punto
Surgimiento de la vanguardia.
El aspecto es deficiente, lo que puede provocar fácilmente la aparición de puentes.
Un soldador sucio, o retirado prematuramente antes de que el punto de soldadura alcance el punto de fusión de la soldadura, puede provocar la adherencia de la soldadura y su posterior formación al retirarlo.
Estenopeica
La inspección visual o una lupa de baja potencia pueden revelar agujeros en la lámina de cobre.
Una resistencia insuficiente puede provocar que los puntos de soldadura sean propensos a la corrosión.
La contaminación de los materiales de soldadura, los materiales de las piezas y el medio ambiente.
Delaminación de la lámina de cobre
La lámina de cobre se despega de la placa de circuito impreso.
La placa de circuitos está dañada.
La duración de la soldadura es demasiado larga.
Tabla 2: Norma y análisis de defectos de las uniones soldadas SMT para componentes montados en superficie.
Proyecto
Diagrama
Puntos clave
Herramientas de inspección
Criterios de valoración:
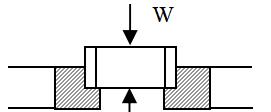
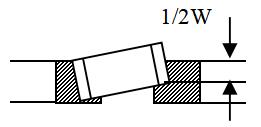
1. Posición de la pieza.
La amplitud "W" del electrodo de unión cubre más de la mitad de la superficie conductora. Importante: La inspección visual debe utilizarse para identificar el desplazamiento de la posición del componente, no mediante la verificación con un comprobador. En su lugar, utilice una lupa para la observación directa.
Calibradores
Más de la mitad
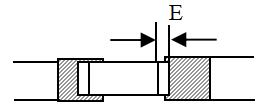
2. Posición de la pieza.
Más de la mitad de la longitud E del electrodo de unión está cubierta en la superficie conductora. Precaución: La inspección visual debe utilizarse para determinar el desplazamiento de la posición de la pieza, no debe confirmarse con un comprobador ni verificarse con lupa.
Calibradores
Más de la mitad
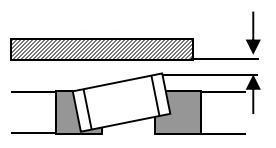
3. Posición de la pieza.
En cuanto a la inclinación de las piezas de unión, basta con cubrir más de la mitad de la amplitud W del electrodo de unión sobre la superficie conductora. Nota: Confíe en la inspección visual para detectar discrepancias en el posicionamiento de las piezas y evite utilizar un comprobador para confirmarlo; en su lugar, utilice una lupa para la observación directa.
Calibradores
Más de la mitad
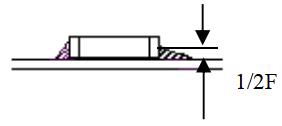
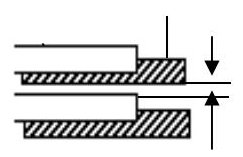
4. Cantidad de soldadura.
1/2F
El electrodo está soldado con estaño, cuya extensión supera la mitad de la altura F y la mitad de la anchura W.
Calibradores
Más de la mitad
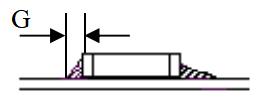
5. Cantidad de soldadura.
Suelde los componentes de la unión en la dirección más larga, desde la cara final del electrodo de unión, con un espesor de soldadura superior a 0,5 mm. Por ejemplo, G.
Calibradores
Superior a 0,5 mm
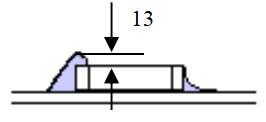
6. Cantidad de soldadura.
La altura de la soldadura debe ser inferior a 0,3 mm por encima de la superficie del componente de unión.
Indicador de cuadrante
Por debajo de 0,3 mm
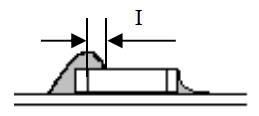
7. Cantidad de soldadura.
Las soldaduras de las piezas de unión no pueden solaparse, como en la forma de "I".
Inspección visual
No apilable
8. Adherencia de la pieza.
Producto de calidad
No hay adhesivo entre el electrodo del componente de unión y la placa de circuito impreso.
Inspección visual
No puede estar debajo del electrodo
Producto de calidad
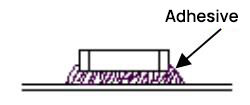
9. Adherencia de la pieza.
Producto defectuoso
No hay adhesivo entre el electrodo del componente de unión y la placa de circuito impreso.
Inspección visual
No puede estar debajo del electrodo
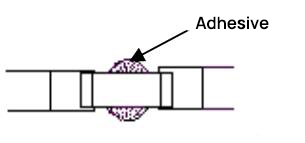
10. Adherencia de la pieza.
No debe contener aglutinantes.
No deben aplicarse adhesivos en la sección de electrodos de los componentes de unión.
Inspección visual
No puede ser adhesivo
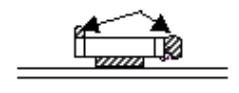
11. Posición de la pieza.
No tocar G
La posición de los componentes de la unión no debe estar desplazada ni inclinada de forma que toque los conductores adyacentes. Para los aspectos que no puedan determinarse visualmente, utilice instrumentos de comprobación.
Inspección visual
No se puede establecer contacto
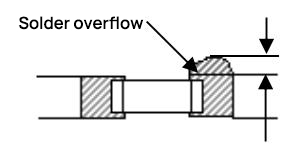
12. Cantidad de soldadura.
Desbordamiento de soldadura
La soldadura no debe rebosar más allá de la anchura de la superficie conductora.
Inspección visual
No puede desbordarse
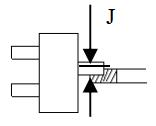
13. Posición de la pieza.
Más de la mitad de la anchura J de las patas del componente IC está por encima de la superficie conductora.
Calibradores
Más de la mitad
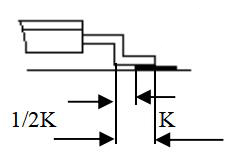
14. Posición de la pieza.
Más de la mitad de la longitud, K, de las patas del componente IC hace contacto por encima de la superficie conductora.
Calibradores
Más de la mitad
15. Posición de la pieza.
El desplazamiento de la posición del componente respecto al conductor adyacente debe ser ≥0,2mm; no debe hacer contacto con el conductor adyacente.
Inspección visual
No se puede establecer contacto
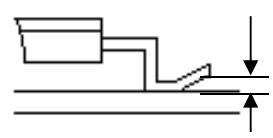
16. Pierna inestable.
Para los artículos con extremos de punta levantados, el levantamiento debe ser inferior a 0,5 mm.
Calibradores
Por debajo de 0,5 mm
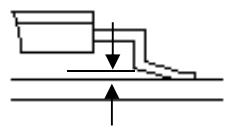
17. Pierna inestable.
Para los artículos en los que la base está levantada, la elevación en la base debe ser inferior a 0,5 mm.
Calibre 0,5 mm
Por debajo de 0,5 mm
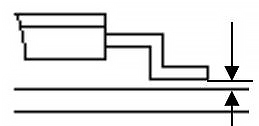
18. Pierna inestable.
Para los artículos en los que se eleva todo el pie, la elevación debe ser inferior a 0,5 mm.
Calibre 0,5 mm
Por debajo de 0,5 mm
19. Pierna inestable.
La altura de la soldadura desde la superficie de la placa impresa hasta el pico de la soldadura es inferior a 1 mm.
Calibradores
Por debajo de 1 mm
20. Pierna inestable.
La altura de la soldadura adherida a la pata del componente es inferior a 0,5 mm.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]