Il sistema di sincronizzazione elettroidraulica della pressa piegatrice CNC è composto dai seguenti otto componenti:
- Gruppo motore
- Unità valvola di controllo della pressione
- Unità valvola di controllo ad anello chiuso
- Amplificatore proporzionale a valvole ad anello chiuso
- Cilindro idraulico
- Sistema di rilevamento della posizione
- Sistema CNC
- Impianto elettrico, ecc.
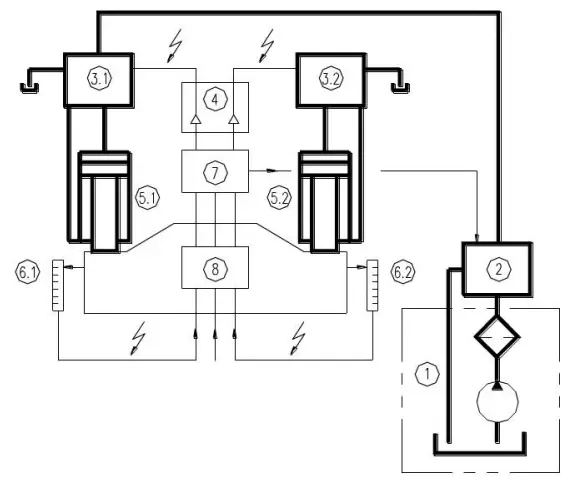
La sincronizzazione della posizione dei due cilindri del pistone durante la corsa e il posizionamento del punto finale della corsa sono ottenuti mediante un servosistema sincrono elettroidraulico, che presenta un'elevata precisione di sincronizzazione e di posizionamento ripetuto. Il principio di funzionamento del sistema di sincronizzazione della pressa piegatrice è illustrato nella figura seguente.
Fig. 2 Schema del controllo sincrono
L'olio in uscita dal gruppo di trasmissione entra nel cilindri idraulici su entrambi i lati attraverso l'unità della valvola di controllo della pressione e l'unità della valvola di controllo ad anello chiuso, spinge il martinetto a muoversi verso il basso (o verso l'alto) e viene rilevato e rinviato al sistema CNC e al sistema elettrico attraverso il sistema di rilevamento della posizione su entrambe le estremità del martinetto. Quindi, il sistema CNC invia il segnale di elaborazione all'amplificatore della valvola proporzionale ad anello chiuso e l'unità della valvola di controllo ad anello chiuso distribuisce l'olio ai cilindri idraulici su entrambe le estremità per ottenere la sincronizzazione su entrambe le estremità del martinetto. La precisione di sincronizzazione e di posizionamento ripetuto è elevata.
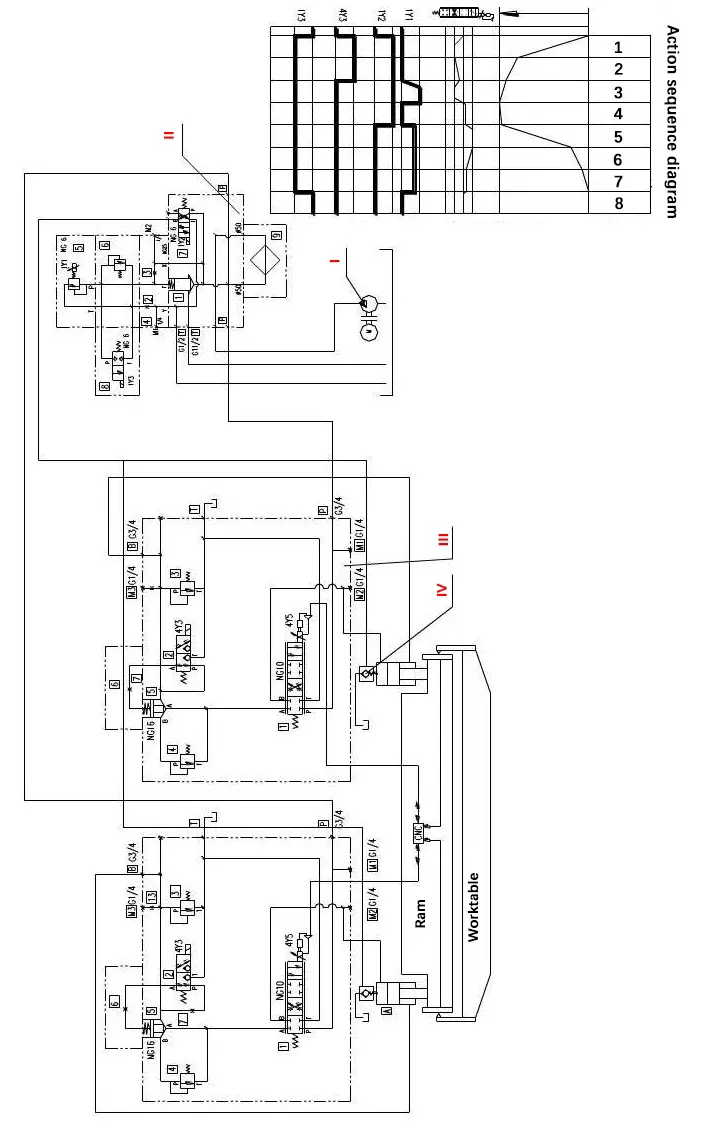
Per il principio del sistema idraulico e la sequenza di azione dei componenti idraulici della pressa piegatrice CNC, consultare lo schema idraulico della pressa piegatrice CNC (Fig. 3) e la tabella della sequenza di azione allegata nell'angolo in alto a destra. pressa piegatrice macchina.
Fig.3 Schema idraulico del sistema Pressa piegatrice CNC
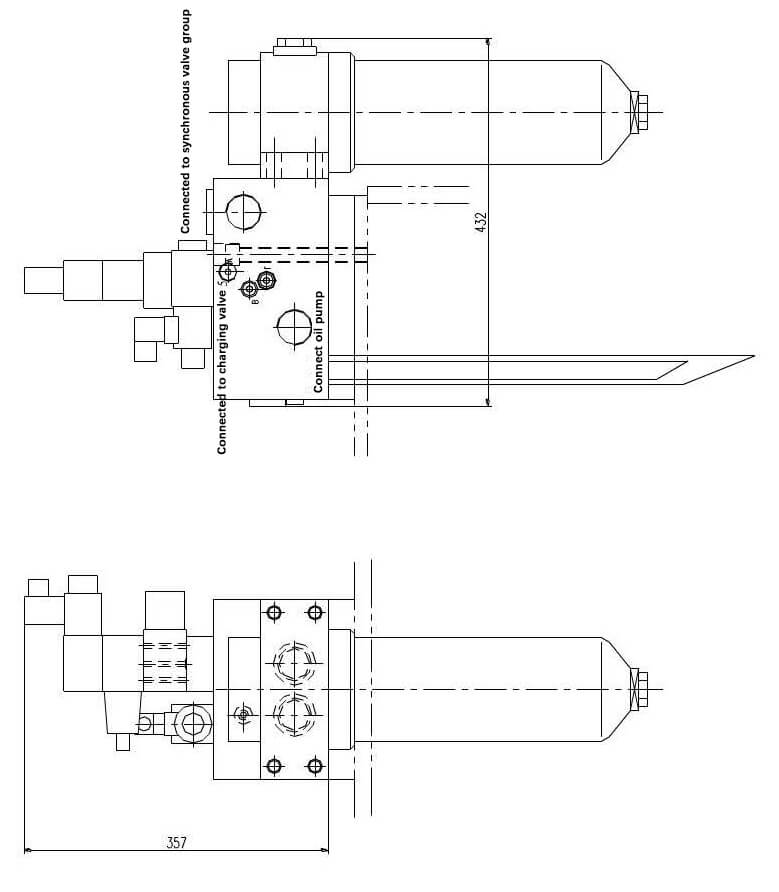
Fare riferimento alla Figura 4 per la disposizione del gruppo di valvole di controllo della pressione del sistema idraulico e alla Figura 5 per la disposizione del gruppo di valvole di controllo ad anello chiuso. Il numero di serie e il codice dei componenti riportati nelle figure sono gli stessi della Figura 3.
Fig. 4. Gruppo di valvole di controllo della pressione del sistema idraulico
Fig.5 Gruppo di valvole di controllo ad anello chiuso
Durante funzionamento della macchinaL'ariete deve attraversare otto fasi per completare una corsa:
- Velocemente verso il basso
- Lenta discesa
- Premere e mantenere la pressione
- Scarico della pressione
- Velocemente verso l'alto
- Decelerare verso l'alto
- Lento fino al punto morto
- Fermarsi al punto morto superiore.
Fase 1:
Per accendere 4Y3 e 4Y5, azionare il pulsante di discesa.
Quando il 4Y3 è acceso, le porte A e T della valvola di sollevamento (III-2) sono collegate, la porta P è chiusa, quindi la camera superiore della valvola a cartuccia (III-5) è collegata al serbatoio dell'olio e la valvola a cartuccia (III-5) è aperta. Quando il 4Y5 è acceso, le porte P e B della servovalvola proporzionale (III-1) sono collegate, le porte A e T sono collegate e la porta dell'acceleratore è impostata al massimo.
A causa dell'apertura della valvola (III-5), l'olio presente nella camera inferiore dei due cilindri dell'olio ritorna rapidamente al serbatoio dell'olio attraverso le porte A e T della valvola (III-5) e della valvola (III-1), perdendo la pressione dell'olio necessaria per sostenere il martinetto.
A causa del peso proprio del martinetto, il pistone si abbassa rapidamente e il tasso di variazione di volume della camera superiore del cilindro dell'olio è superiore alla portata della pompa dell'olio, causando una pressione negativa nella camera superiore del cilindro dell'olio e l'olio del serbatoio dell'olio viene spinto nelle camere superiori dei due cilindri dell'olio attraverso la valvola di riempimento (IV). Il martinetto si muove rapidamente verso il basso in assenza di carico.
Fase 2:
Quando lo slittone raggiunge rapidamente il valore impostato, fornire a 4Y5 un nuovo valore di parametro attraverso il sistema CNC per ridurre la porta di accelerazione della servovalvola proporzionale (III-1) e rallentare lo slittone.
Fase 3:
Incremento dell'avanzamento del lavoro:
4Y3 è spento, 1Y2 è acceso, 4Y5 è acceso e la servovalvola proporzionale (III-1) è connessa alle porte P-B e A-T.
Quando il 4Y3 perde potenza, la valvola di sollevamento (III-2) si ripristina (l'attacco P-A è collegato e l'attacco T è chiuso), quindi anche la valvola (III-5) si chiude, il circuito dell'olio nella camera inferiore del cilindro dell'olio viene interrotto e la pressione necessaria per sostenere l'ariete si genera rapidamente, impedendo all'ariete di cadere liberamente.
1Y2 è alimentato, collegando la porta P-A e la porta B-T della valvola di inversione (II-7). Chiudere la porta di controllo della valvola di carica, chiudere la valvola di carica e interrompere il passaggio tra la camera superiore del cilindro dell'olio e il serbatoio dell'olio.
L'olio emesso dalla pompa dell'olio entra nella camera superiore del cilindro dell'olio attraverso il filtro dell'olio fine (II-9) e la porta P-B della servovalvola proporzionale (III-1). La valvola proporzionale di troppopieno (II-5) stabilisce una pressione attraverso l'elettromagnete 1Y1, costringendo il martinetto a muoversi verso il basso contro la forza di sostegno e la forza di pressione del materiale della camera inferiore del cilindro dell'olio, mentre l'olio nella camera inferiore del cilindro dell'olio ritorna al serbatoio dell'olio attraverso la porta P-A della valvola di troppopieno (II-5) e la porta A-T della servovalvola proporzionale (III-1).
In questo modo si completa il processo di pressatura e di potenziamento.
Fase 4:
Al termine della pressione, 1Y2 rimane acceso, 1Y1 perde energia e 4Y5 si accende.
Quando 1Y1 viene spento, l'olio del sistema inizia a scaricare la pressione mentre 4Y5 viene acceso. Le porte P, A, B e T della servovalvola proporzionale (III-1) vengono chiuse per ottenere il bilanciamento della forza nelle cavità superiore e inferiore del cilindro dell'olio.
Fase 5:
Dopo lo scarico della pressione, 1Y2 viene spento e 1Y1 e 4Y5 vengono accesi.
Quando 1Y2 viene diseccitato, la valvola direzionale (II-7) viene reimpostata, collegando l'attacco P-B e l'attacco A-T. Poiché l'attacco P-B è collegato, la valvola di carica (IV) viene aperta per collegare il percorso di ritorno dell'olio tra la camera superiore del cilindro dell'olio e il serbatoio dell'olio. 4Y5 è eccitato e le porte P-A e B-T della servovalvola proporzionale (III-1) sono collegate.
A questo punto, l'olio emesso dalla pompa dell'olio fluisce nella camera inferiore del cilindro dell'olio attraverso il filtro fine (II-9), la porta P-A della servovalvola proporzionale (III-1), la valvola unidirezionale (IV-11) e la valvola (III-5), e la valvola proporzionale di troppopieno (II-5) stabilisce una pressione attraverso l'elettromagnete 1Y1, facendo muovere rapidamente il martinetto verso l'alto. L'olio idraulico nella camera superiore del cilindro dell'olio ritorna al serbatoio dell'olio attraverso la valvola di carico (IV).
Fase 6 e 7:
Quando il martinetto sale fino a una certa posizione, 1Y1 continua a essere alimentato modificando il segnale elettrico di 4Y5 per regolare l'apertura della servovalvola proporzionale (III-1) e chiuderla lentamente per decelerare la salita e raggiungere il punto morto superiore.
Fase 8:
Quando il martinetto raggiunge il punto morto superiore, 1Y1 perde potenza e il martinetto si ferma, completando una corsa completa della macchina utensile.
Il servosistema sincrono di una pressa piegatrice controlla lo slittone della pressa piegatrice CNC affinché rimanga sempre parallelo al banco di lavoro durante l'avvicinamento rapido, la corsa di lavoro, il posizionamento del punto finale e il ritorno.
Se il martinetto si inclina a causa di vari disturbi e carichi eccentrici, il sistema di rilevamento della posizione su entrambe le estremità del martinetto rileva e trasmette il valore di deviazione al computer, che regola i parametri come il flusso e la pressione dell'olio che entra nel cilindro dell'olio attraverso la servovalvola proporzionale per mantenere le posizioni dei due pistoni sincronizzate, assicurando che il martinetto rimanga parallelo al banco di lavoro.