Die Biegetechnik ist eine Art der Stahlverarbeitungstechnologie, die in verschiedenen Bereichen wie Automobilbau, Maschinenbau, Brücken, Schiffen und Bauwesen weit verbreitet ist.
Unter dem Druck der oberen oder unteren Matrize der Biegemaschine wird das Blech zunächst elastisch und dann plastisch verformt.
In der Anfangsphase des plastischen Biegens, wenn die obere oder untere Matrize das Blech biegt, liegt das Blech allmählich eng an der Innenfläche der V-Nut der oberen oder unteren Matrize an, während der Krümmungsradius ebenfalls allmählich abnimmt.
Wenn der Druck bis zum Ende des Hubs anhält, kommen Ober- und Unterstempel vollständig in Kontakt mit dem FeinblechSie bilden die V-förmige Biegung, die üblicherweise mit Biegemaschinen und Walzanlagen bearbeitet wird.
Biegerisse sind ein wichtiger Fehler bei der Stahlverarbeitung. Je nach Ort der Rissbildung kann man sie in Eckrisse und zentrale Risse unterteilen.
Zu den Faktoren, die zu Rissen führen, gehören unsachgemäße Verarbeitungstechniken und Qualitätsmängel beim Material, die sich negativ auf die Stahlproduktionsunternehmen auswirken.
Die Forscher analysierten, fassten zusammen und untersuchten typische Qualitätsfälle und bezogen sich auf einschlägige Materialien, um verschiedene Faktoren, die Biegerisse verursachen, zu analysieren und Verbesserungsmaßnahmen vorzuschlagen.
Typische Beispiele für Biege-, Riss- und physikalisch-chemische Prüfungen
1.1 Proben von Eckrissen
1.1.1 Makroskopische Morphologie
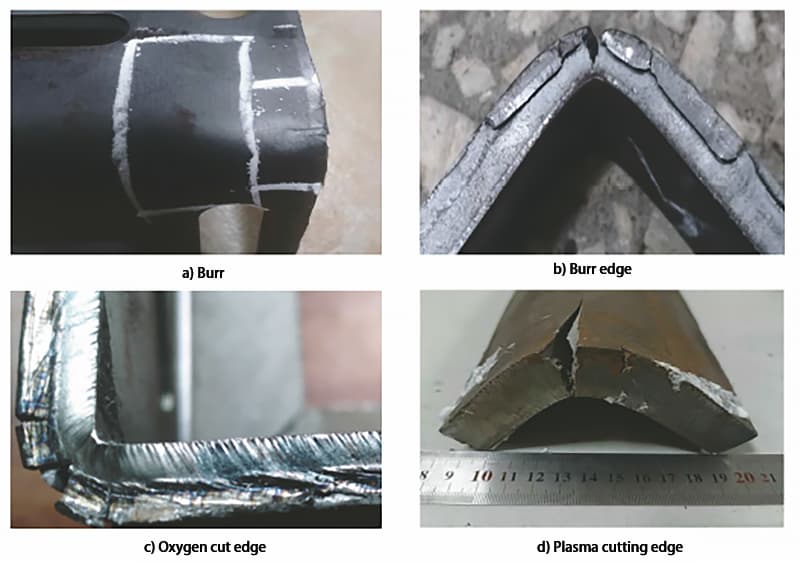
Eckrisse sind die häufigste Fehlerart bei Biegerissen, und in der Regel gibt es Grate, raue Kanten, Sauerstoffschneidkanten oder Plasmaschneiden Kanten an der Stelle der Eckrisse. Wenn die Kante des Werkstücks während der Biegeverarbeitung nicht sandgestrahlt oder unvollständig behandelt wird, kommt es zu Eckrissen, und die Risse an den Eckrissen sind in der Regel kurz und befinden sich im kaltverfestigten Bereich der Ecke.
Typische Mängel von Q235B Stahl und Q355B Stahl wurden für die Analyse ausgewählt, und die makroskopische Morphologie der Eckrisse ist in Abbildung 1 dargestellt.
Abbildung 1: Makroskopisches Erscheinungsbild von Eckrissen im Stahl.
1.1.2 Analyse der chemischen Zusammensetzung
Vier typische Eckrissproben aus Q235B- und Q355B-Stahl wurden für die Analyse der chemischen Zusammensetzung ausgewählt, und die Ergebnisse entsprachen den Anforderungen.
1.1.3 Prüfung der mechanischen Eigenschaften
Die mechanischen Eigenschaften der oben genannten vier typischen Eckrissproben aus Q235B-Stahl und Q355B-Stahl wurden geprüft, und die Ergebnisse sind in Tabelle 1 dargestellt (D ist der Biegedurchmesser, a ist die Probendicke), und die Ergebnisse entsprachen den Anforderungen.
Tabelle 1: Ergebnisse der mechanischen Leistungsprüfung von Q235B- und Q355B-Stahlproben mit Eckrissen
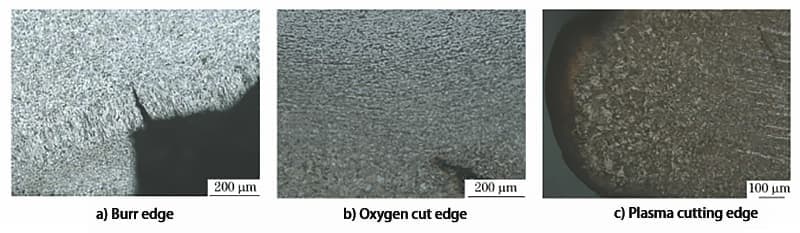
Die metallografische Untersuchung wurde an den Risspositionen der oben genannten vier typischen Eckrissproben aus Q235B- und Q355B-Stahl durchgeführt, und die Ergebnisse sind in Abbildung 2 dargestellt. Wie aus Abbildung 2 ersichtlich ist, gibt es eine Kaltverformung des Gewebes an der Rissposition und eine Struktur mit thermischem Einfluss an der Rissposition beim Brennschneiden und Plasmaschneiden.
Abbildung 2: Gemeinsames Erscheinungsbild von Proben mit Eckrissen.
1.2 Biegeriss-Proben
1.2.1 Makroskopische Morphologie
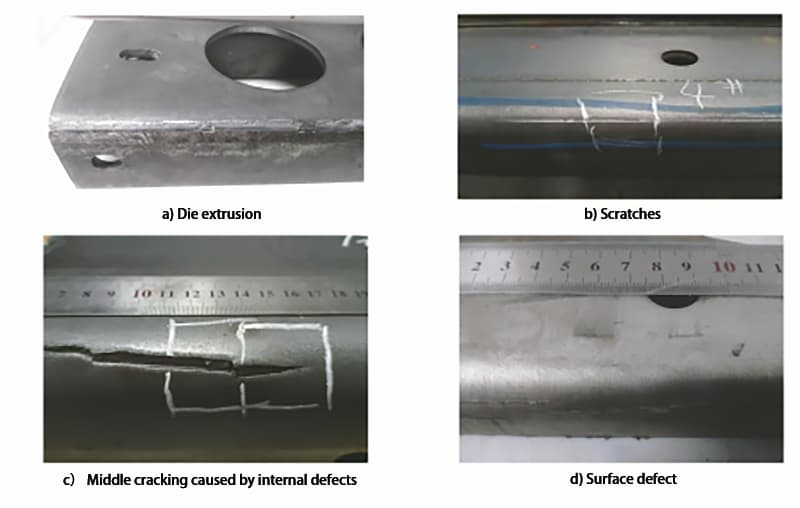
Die zentrale Rissbildung äußert sich häufig als nicht durchgängige Risse in der Mitte des Werkstücks, und die Risse sind in der Regel lang, in einigen Fällen sind sie kurz. Die makroskopische Morphologie der zentralen Rissbildung ist in Abbildung 3 dargestellt.
Abbildung 3: Makroskopisches Erscheinungsbild von Proben mit Mittelrissbildung.
1.2.2 Analyse der chemischen Zusammensetzung
Sechs typische zentrale Rissproben aus Q235B-Stahl, Q355B-Stahl und 610L-Stahl wurden für die Analyse der chemischen Zusammensetzung ausgewählt, und die Ergebnisse entsprachen den Anforderungen.
1.2.3 Prüfung der mechanischen Eigenschaften
Die mechanischen Eigenschaften der oben genannten sechs typischen zentralen Rissproben aus Q235B-Stahl, Q355B-Stahl und 610L-Stahl wurden getestet, und die Ergebnisse sind in Tabelle 2 dargestellt.
1.2.4 Metallographische Untersuchung
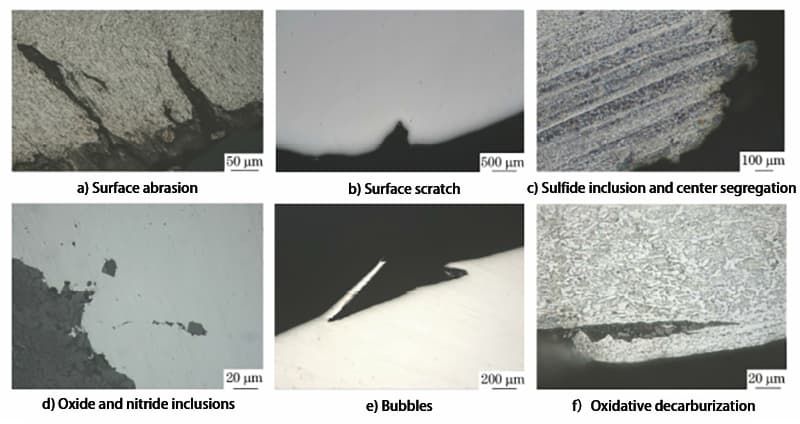
An den oben genannten sechs typischen zentralen Rissproben aus Q235B-Stahl, Q355B-Stahl und 610L-Stahl wurden metallographische Untersuchungen durchgeführt, deren Ergebnisse in Abbildung 4 dargestellt sind.
Abbildung 4: Mikroskopisches Erscheinungsbild des Probekörpers mit Rissbildung in der Mitte.
Wie in Abbildung 4 zu sehen ist, gibt es eine Kaltverformung des Korns an der Extrusionsposition des Schleifwerkzeugs, und an der Wurzel längerer und gerader Risse sind Kratzer zu erkennen. Die Proben enthalten auch gebündelte Sulfideinschlüsse, Mittelseigerungen und Hochtemperaturoxidationspartikel, Entkohlung aufgrund von Oxidation und Blasenbildung.
Analyse der Ursachen von Biegerissfehlern
2.1 Unsachgemäße Verarbeitungstechniken
2.1.1 Der Einfluss des Biegedurchmessers
Wenn Biegen von StahlDie äußere Schicht des gebogenen Bereichs wird auf Zug beansprucht, während die innere Schicht auf Druck beansprucht wird. Wenn die Materialdicke konstant ist, ist der Biegeradiusdesto stärker sind die Zug- und Druckspannungen auf das Material. Wenn die Zugspannung an der äußeren Ecke die Bruchfestigkeit des Materials übersteigt, kommt es zu Rissen oder Brüchen, vor allem in der Mitte des Werkstücks und manchmal an den Ecken.
2.1.2 Der Einfluss von Biegewerkzeugen
Wenn die V-Nuten der Biegewerkzeuge rau sind, wird das Werkstück beim Durchlaufen der Biegemaschine ungleichmäßigen Kräften ausgesetzt, was zu Oberflächenverschleiß oder lokalem Druck und damit zu Oberflächenfehlern und schließlich zu Fließpressrissen führt. Die Risse erscheinen in der Regel gerade und lang, mit sichtbarer Kaltverformung der Körner an den Risswurzeln.
2.1.3 Der Einfluss der Logistik
Beim Transport sowie beim Be- und Entladen von Stahl können Oberflächenkratzer entstehen, die die Kontinuität der Substratoberfläche zerstören. An der verkratzten Stelle kann es beim Biegen zu Rissen kommen. Diese Risse sind in der Regel länger und gerade, mit sichtbaren Kratzern an der Wurzel des Risses.
2.2 Der Einfluss von Materialfehlern
2.2.1 Der Einfluss von schädlichen Elementen, Einschlüssen und Gasen in Stahl
Während des Schmelzprozesses führt ein hoher Schwefel- und Phosphorgehalt im Stahl zu einem hohen Gehalt an Sulfideinschlüssen oder, selbst wenn der Gesamtgehalt die Norm nicht übersteigt, zu einer lokalen Aggregation dieser Elemente und zu einer schwerwiegenden zentralen Entmischung an den Einschlüssen. Dies führt zu einer Verringerung der Plastizität und Zähigkeit des Stahls und macht ihn anfällig für Biegung und Rissbildung.
Darüber hinaus werden Mikrorisse auf der Oberfläche des Blocks bei hohen Temperaturen während des Walzens oxidiert, und der hohe Sauerstoff- und Stickstoffgehalt im Stahl, insbesondere das Stickstoffelement, bildet leicht TiN mit Titan. Die TiN-Partikel, die sich beim Stranggießen entlang der Korngrenzen absetzen, können Ursprungsrisse im Knüppel verursachen, die beim Biegen zu Rissen führen können.
2.2.2 Der Einfluss der Oberflächenqualität des Stahls
Mikrorisse und Luftlöcher auf der Stahloberfläche sind anfällig für Rissbildung an der Rissstelle unter Belastung nach dem Biegen. Mehrere kleine Risse können an der Stelle sichtbar sein Biegebogen mit dem bloßen Auge.
2.2.3 Der Einfluss der mechanischen Eigenschaften und der Anisotropie des Stahls
Je besser die Plastizität des Materials ist, desto stabiler ist die plastische Verformung, und je größer die Bruchdehnung ist, desto besser ist die Biegeleistung. Auch wenn der Biegedurchmesser klein ist, ist er nicht leicht zu knacken.
Darüber hinaus sind die Längs- und Quereigenschaften von Stahl unterschiedlich, und die längs verlaufende Bandstruktur ist stärker ausgeprägt als die quer verlaufende. Dies bedeutet, dass der Plastizitätsindex des Stahls in Längsrichtung höher ist, so dass die Biegeleistung des Stahls beim Biegen in einer Richtung senkrecht zur Walzrichtung besser und weniger anfällig für Risse ist als beim Biegen in Querrichtung.
Maßnahmen zur Verbesserung
(1) Lösungen für das Problem der durch Grate verursachten Rissbildung, scharfe Kantenund Brennschneiden in Eckbereichen: Schleifen Sie die Grate und scharfen Kanten manuell ab oder verwenden Sie eine Entgratungsmaschine, um sie automatisch zu entfernen und den gehärteten Bearbeitungsbereich zu beseitigen, um die Rissrate zu verringern.
Ändern Sie die Biegeverfahren zum kontinuierlichen Walzprofilieren, dann nach dem Profilieren schneiden, um die durch das Schneiden verursachte Verfestigung zu vermeiden. Beheben Sie kleinere Fehler durch nachfolgende Schweißprozesse.
(2) Um das Problem der kleinen Biegeradien zu lösen, sollte der R-Winkel innerhalb des zulässigen Bereichs der Konstruktion vergrößert werden, um einen zu kleinen Biegeradius zu vermeiden.
(3) Vermeiden Sie Oberflächenkratzer während des logistischen Prozesses der Beförderung und Entladung von Stahlmaterialien.
(4) Bei der Stahlerzeugung ist die Reinheit des Stahls zu verbessern und der Gehalt an Einschlüssen und deren Aggregation im Stahl zu verringern. Der Argonblasprozess sollte vollständig genutzt werden, um sicherzustellen, dass größere Sulfide im Stahl vollständig aufgeschwemmt und abgetrennt werden.
Das geeignete Strömungsfeld sollte während des Stahlflusses aufrechterhalten werden, um ein geeignetes und stabiles Strömungsfeld im Kristallisator zu gewährleisten, wodurch Einschlüsse im Stahl weiter entfernt werden können und gleichzeitig eine Kontamination durch Schlackeneinschlüsse verhindert wird.
Angemessene Kontrolle der Gießtemperatur, der Ziehgeschwindigkeit und der Abkühlgeschwindigkeit während des Stranggießens. Der richtige Einsatz der leichten Presstechnologie und der elektromagnetischen Rührtechnologie kann die innere Qualität des Knüppels verbessern, die Segregation in der Mitte reduzieren und die Bildung von Mittellinienrissen verhindern.
(5) In den Walzprozess, stärken die Kontrolle der Heizung, Walztemperatur, und nach dem Walzen Kühlprozesse, vermeiden die Bildung von abnormalen Strukturen wie Bainit, Martensit, grobe Körner und Mischkristalle und verringern die Festigkeit innerhalb des zulässigen Bereichs der Produktnormen, während sie die Plastizität und Zähigkeit verbessern.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]