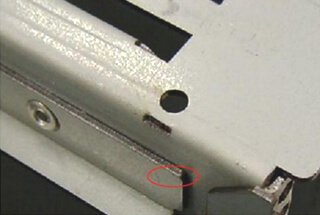
(1) После сгибания металлического листа с обеих сторон уголка остается выступающий металлический материал из-за экструзии. Это приводит к увеличению ширины по сравнению с исходным размером, а размер выступающей части зависит от толщины используемого материала. Чем толще материал, тем больше выступающая точка.
Чтобы избежать этого явления, можно сделать полукруг по обе стороны от линия изгиба заранее. Диаметр полукруга должен быть в 1,5 раза больше толщины материала.
Тот же метод применяется при складывании остатков материала.
(2) При использовании листогибочный станок для сгибания листового металла предпочтительно, чтобы внутренний угол R был больше или равен 1/2 толщины материала.
Если угол R изначально не сделан, то после нескольких ударов прямой угол постепенно исчезнет и угол R сформируется естественным образом. После этого длина одной или обеих сторон угла R станет немного больше.
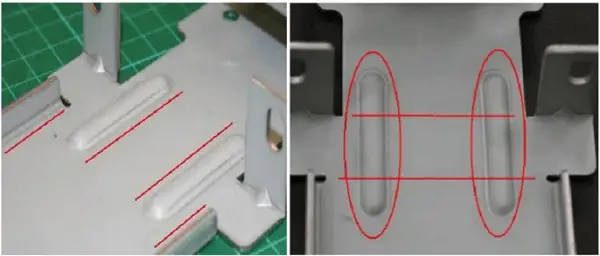
(3) Листовой металл легко деформируется при сгибании.
Чтобы предотвратить деформацию, на шпангоуты можно добавить соответствующее количество 45-градусных усиливающих ребер для повышения их прочности, не мешая при этом другим деталям.
(4) Как правило, трудно поддерживать прямолинейность узкая и вытянутая деталь из листового металла, склонная к деформации под нагрузкой. Чтобы сохранить прочность и прямолинейность, одна сторона может быть сложена в L-образную форму или две стороны могут быть сложены в 冂-образную форму.
Однако часто бывает невозможно соединить L и 冂-формы от начала до конца. Что же делать, если они прерываются из-за каких-то факторов?
В таких случаях добавление соответствующего количества ребер может помочь увеличить прочность детали из листового металла.
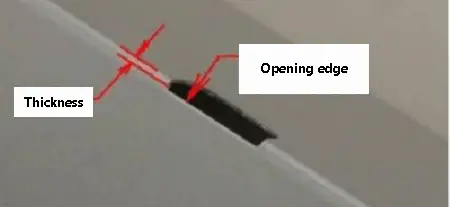
(5) Лучше всего иметь узкие отверстия на сгибе между плоской поверхностью и поверхностью сгиба, или край отверстия должен быть втянут после сгиба, иначе могут появиться заусенцы.
Ширина отверстия должна быть как минимум в 1,5 раза больше толщины листа.
Кроме того, при создании чертежей необходимо отмечать угол R и не допускать небрежности или лени в этом вопросе.
Прямоугольные или остроугольные мужские и женские формы подвержены растрескиванию, что может привести к дополнительным расходам на подвеску и ремонт в будущем.
(6) Если нет особых требований к углу в 90 градусов, обрабатывайте угол металлический лист до соответствующего угла R.
Прямой угол на краю металлического листа может создать острые углы, которые могут порезать персонал.
Прямоугольный наконечник штампа подвержен растрескиванию из-за концентрации напряжений.
Кончик верхнего пуансона также подвержен растрескиванию, что приводит к ремонту пресс-формы и задержкам в производстве.
Более того, даже если пресс-форма не треснет, со временем угол R будет изнашиваться, что приведет к появлению заусенцев на изделии и браку.
(7) Загибание краев
Есть два виды изгибов: односторонний и двусторонний. Для большей точности рекомендуется использовать двусторонний изгиб, так как он обеспечивает большую точность.
Желательно, чтобы высота сложенного края была более 3 мм (с допуском T: 1,0 ~ 1,2 мм), так как недостаточная зажим размеров может привести к нестабильности размеров.
При складывании краев следите за тем, чтобы детали на боковых стенках или внутренних выступах не находились слишком близко к поверхности дна. Рекомендуется соблюдать расстояние более 10 мм. Это связано с тем, что если расстояние слишком мало, то радиус изгиба углов под выступами будет больше, чем радиус левой и правой сторон, так как пуансона не будет.
Это может привести к появлению неправильной формы, что негативно сказывается на общем внешнем виде. Поэтому очень важно поддерживать постоянный угол R на протяжении всего процесса фальцовки.
Решение:
На линии сгиба перед сгибанием можно сделать отступ подходящей длины, что улучшит внешний вид.
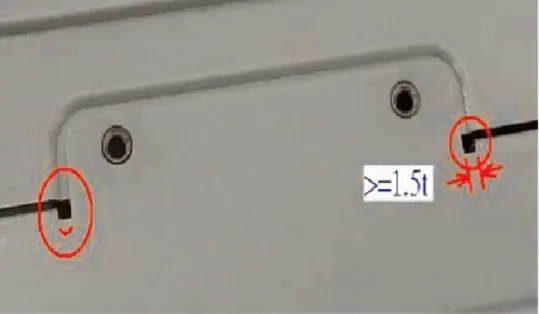
При складывании краев важно следить за тем, чтобы отверстия на боковых стенках не находились слишком близко к поверхности дна. В идеале расстояние между ними должно составлять 3 мм или более, чтобы предотвратить деформацию отверстий во время процесс гибки.
Решение
Перед сгибанием вдоль линии сгиба пробивается отверстие длиной, равной 1,5-кратной толщине материала. Цель этого отверстия - обеспечить легкое удаление излишков материала без ущерба для внешнего вида проема.