Представьте себе сварку без пламени, искр и даже без плавления металла. Сварка трением предлагает именно это, используя тепло, выделяемое при трении, для бесшовного соединения материалов. Этот метод, известный своей эффективностью и прочностью, революционно меняет подход к соединению металлов в промышленности. В этой статье вы узнаете, как работает сварка трением, ее различные виды и факторы, влияющие на ее успех. Приготовьтесь изучить процесс, который может изменить будущее производства.
Сварка трением: Это метод сварки давлением, при котором для достижения надежного соединения материалов используется тепло, возникающее в результате взаимного трения при относительном движении соприкасающихся поверхностей свариваемых деталей.
Процесс сварки происходит под давлением, при этом свариваемые материалы создают трение из-за относительного движения, что приводит к повышению температуры поверхности раздела и близлежащих поверхностей и достижению термопластичного состояния.
Под действием силы сжатия оксидная пленка на границе раздела разрушается, материал подвергается пластической деформации и течению, и в результате диффузии элементов границы раздела и металлургических реакций рекристаллизации образуется соединение.
Сайт процесс сварки не добавляет присадочный металл, не требует флюса и не использует защитный газ. Весь процесс сварки занимает всего несколько секунд.
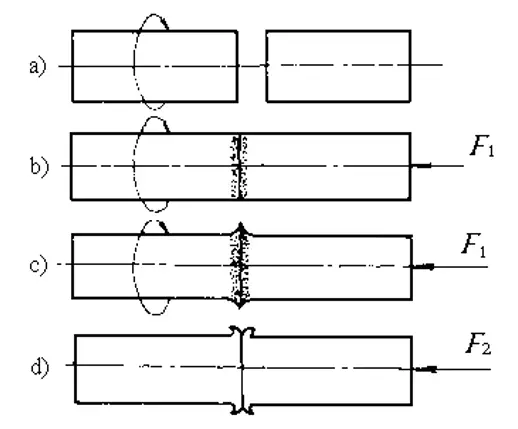
Рисунок 7-16 Схематическая диаграмма процесса сварки трением
Высокоскоростное относительное трение под давлением между стыковыми поверхностями двух сварных соединений приводит к двум эффектам:
1) Разрушает оксидную пленку или другой загрязняющий слой на поверхности соединения, обнажая чистый металл;
2) При этом выделяется тепло, быстро образуя термопластичный слой на поверхности шва. Под действием последующего момента трения и осевого давления эти разрушенные оксиды и часть пластичного слоя выдавливаются с поверхности шва, образуя вспышку, а оставшийся пластично-деформированный металл представляет собой металл шва. В результате окончательной расплавки металл шва подвергается дальнейшей ковке, образуя качественную сварное соединение.
Из процесса сварки видно, что соединение при сварке трением образуется ниже температуры плавления свариваемого металла, поэтому сварка трением относится к методу сварки в твердом состоянии.
(2) Классификация сварки трением:
Сварку трением можно разделить на три типа: вращение заготовки, неподвижная заготовка и другие движения. Эти три вида можно разделить следующим образом:
1. Вращение заготовки:
Непрерывная сварка трением
Инерционная сварка трением
2. Стационарная заготовка:
Радиальная сварка трением
Сварка трением
3. Другие движения:
Фрикционная наплавка
Линейная сварка трением
Орбитальная сварка трением
2. Классификация сварки трением
(1) Непрерывная сварка трением
Это один из распространенных видов сварки трением. В процессе сварки заготовка непрерывно приводится в движение шпиндельным двигателем и вращается с постоянной скоростью до достижения заданного времени трения или величины фрикционной деформации. Затем заготовка немедленно прекращает вращение и начинается кузнечная сварка.
1. Вращение
2. Торможение
3a. Вращающееся приспособление
3b. Невращающееся приспособление
4a. Вращающаяся заготовка
4b. Невращающаяся заготовка
5. Цилиндр заготовки
(2) Сварка трением с инерцией
Вращающийся конец заготовки зажимается в маховике. В начале процесса сварки маховик и вращающийся конец заготовки разгоняются до определенной скорости, затем маховик отсоединяется от главного двигателя.
В то же время подвижный конец заготовки движется вперед. После контакта заготовки начинают нагреваться от трения. Во время процесса нагрева при сварке трением маховик тормозится за счет момента трения, и скорость постепенно снижается. Когда скорость достигает нуля, процесс сварки заканчивается.
1- Вращение
2- Регулируемый инерционный корпус
3a- Вращающийся зажим
3b- Невращающийся зажим
4a- Вращающаяся заготовка
4b - Невращающаяся заготовка
5- Цилиндр заготовки
(3) Радиальная сварка трением
Кольцевое кольцо со скошенной поверхностью устанавливается на торцевую поверхность трубы с разъемным отверстием. Во время сварки трением кольцо вращается, и к двум концам трубы прикладываются радиальные силы трения. По окончании трения вращение кольца останавливается, и прикладывается давление расплавления.
Принцип работы фрикционной сварки заключается в следующем: Игла для перемешивания определенной формы, изготовленная из твердого материала, устойчивого к высоким температурам, вращается и глубоко вставляется в кромку двух свариваемых материалов.
Мешающая головка регулирует вращение, создавая большое количество тепла от трения на краях двух сварных швов, таким образом формируя зону размягчения металлопластика в месте соединения.
Эта зона пластического размягчения перемешивается и сжимается под действием перемешивающей головки и течет назад вдоль сварной шов с вращением перемешивающей головки, образуя пластичный поток металла. В процессе охлаждения после выхода перемешивающей головки он сжимается, образуя сварочное соединение в твердой фазе.
Рисунок 9: Схематическая диаграмма фрикционного перемешивания Принцип сварки
(5) Фрикционное покрытие
Стержень из наплавленного металла вращается с высокой скоростью и оказывает фрикционное давление на родительский металл. Благодаря большому объему исходного материала, хорошей теплопроводности и высокой скорости охлаждения поверхность трения перемещается от границы раздела наплавочного металла и исходного материала в сторону наплавочного металла.
В то же время наплавочный металл затвердевает и переходит на материнский металл, образуя наплавочный сварной шов. При вращении или перемещении материнского материала относительно наплавочного металлического стержня на материнском материале образуется наплавочный сварной шов.
Рисунок 7: Схема фрикционной наплавки
1- Наплавка металлического стержня
2- Поверхностная часть
3 Наплавка сварного шва
(6) Линейная сварка трением
Одна из двух свариваемых заготовок неподвижна, а другая движется вперед-назад с определенной скоростью, или две заготовки перемещаются относительно друг друга. Под действием давления на границе двух заготовок выделяется тепло из-за трения, и таким образом достигается сварка.
Орбитальная сварка трением - это недавно разработанный метод сварки, который в основном используется для сварки заготовок некруглого сечения.
При прямолинейной орбитальной сварке трением заготовка движется по прямолинейной траектории с определенной амплитудой и частотой, обеспечивающей достижение необходимой скорости колебаний, что делает поверхность сварки делают относительное повторяющееся колебательное трение.
При круговой орбитальной сварке трением каждая точка массы заготовки движется с одинаковым радиусом и скоростью, перемещаясь по круговой орбите, чтобы заставить сварочную поверхность совершать относительное трение при движении. После нагрева соединения до температура сваркиФрикционное движение заготовки прекращается, и происходит расстроповка.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как сварка углеродистой стали может быть одновременно обычной практикой и сложной задачей? Это руководство исследует запутанный мир сварки углеродистой стали, рассказывая о типах углеродистой стали, их...
Вы когда-нибудь задумывались о том, как сложные механизмы надежно соединяются друг с другом? Эта статья погружает в увлекательный мир стыковой сварки - высокоэффективного метода, используемого для соединения металлов. Вы узнаете о его...
Сварка алюминиевых сплавов представляет собой уникальную задачу из-за их низкой температуры плавления и высокой теплопроводности. В этой статье рассматриваются различные методы сварки, такие как TIG, MIG и плазменно-дуговая...
Представьте себе мир, в котором металлы легко соединяются при помощи одной лишь искры. В этом суть точечной сварки - техники, которая соединяет металлические детали с точностью и прочностью. В этом...
Технология сварки - это процесс соединения металлических или других термопластичных материалов с помощью традиционных методов, таких как сварка плавлением, сварка давлением и пайка. С непрерывным развитием технологий, современные...
Как соединить два металла в единую, цельную форму? Ответ кроется в увлекательном мире сварки, где тепло, давление или и то и другое создают неразрывные связи. Это руководство...
Представьте, что вы превращаете легкий алюминий в прочные и универсальные конструкции с помощью сварки в среде инертного газа (MIG). Эта технология не только обеспечивает высокое качество сварных швов, но и решает такие распространенные проблемы, как несоосность и...
Эта статья посвящена увлекательному миру сварки, начиная с ручной дуговой сварки и заканчивая передовыми методами сварки в газовой среде. Вы узнаете о методах, преимуществах и способах применения различных сварочных процессов. Приготовьтесь к...
Представьте себе мир без сварки. От возвышающихся небоскребов до сложных механизмов, сама ткань нашего современного общества распалась бы. В этой статье мы исследуем увлекательную сферу сварки...