Путеводитель
Лазерная резка впервые была применена в 1970-х годах. В современном промышленном производстве она широко используется для резки листового металла, пластмасс, стекла, керамики, полупроводников, а также таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет ожидается значительный рост лазерной резки в области прецизионной обработки и микрообработки. Для начала давайте рассмотрим, как работает лазерная резка.
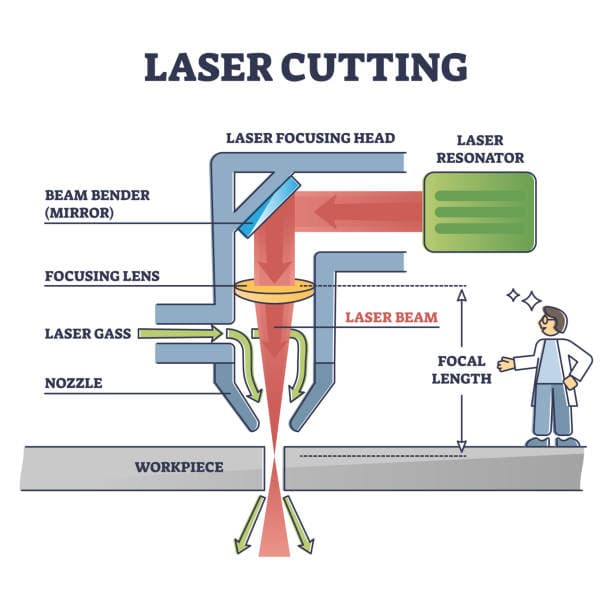
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, заставляя материал плавиться или испаряться. Как только лазерный луч проникает в заготовку, начинается процесс резки: луч движется по контуру, расплавляя материал. Струя обычно используется для выдувания расплавленного материала из разреза, оставляя узкий зазор между разрезанной деталью и рамой. Эти узкие швы почти такой же ширины, как и сфокусированный лазерный луч.
Пламенная резка
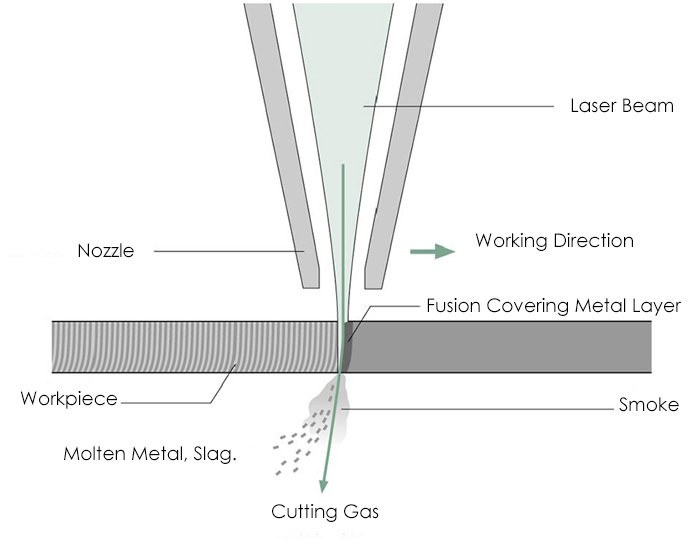
Пламенная резка это стандартная техника резки низкоуглеродистой стали, при которой в качестве режущего газа используется кислород. Кислород под давлением поднимается до 6 бар, после чего вдувается в разрез.
Там нагретый металл вступает в реакцию с кислородом, в результате чего он сгорает и окисляется. В результате этой химической реакции выделяется большое количество энергии (в пять раз больше, чем энергия лазера), которая помогает лазерному лучу в процессе резки.
Рис. 1 Лазерный луч расплавляет заготовку, а режущий газ сдувает расплавленный материал и шлак в разрезе
Резка расплава
Резка плавлением - еще один стандартный процесс, используемый в резка металлаКроме того, его можно использовать для резки других легкоплавких материалов, например керамики. В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через надрез.
Аргон и азот - инертные газы, а значит, они не вступают в реакцию с расплавленным металлом в разрезе, а выдувают его на дно. Инертный газ также защищает режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы выдуть расплавленный металл из разреза.
Поскольку почти 80% часть воздуха составляет азот, сжатый воздушная резка по сути, является методом термической резки.
Плазменная резка
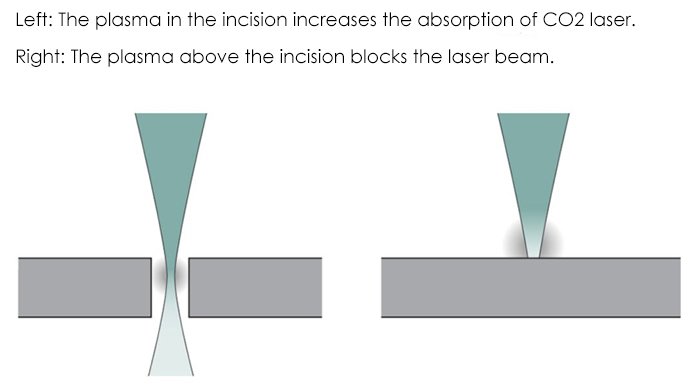
Если параметры выбраны правильно, то при плазменной резке в разрезе будут появляться плазменные облака.
Плазменное облако состоит из ионизированных паров металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и преобразует ее в тепло на заготовке, позволяя соединить больше энергии с заготовкой, что приводит к более быстрому плавлению металла и ускорению резки.
Поэтому процесс резки также называют высокоскоростным. плазменная резка.
Плазменное облако прозрачно для твёрдый лазерПоэтому плазменная резка может использоваться только с лазерной резкой CO2.
Газифицировать резку
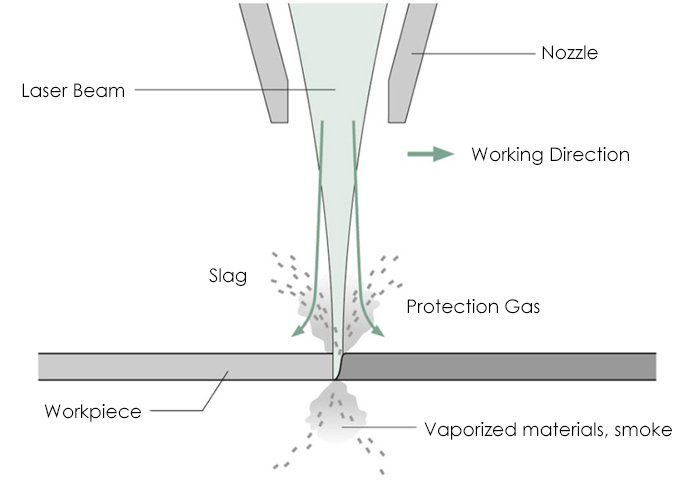
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Непрерывный CO2 лазерная обработка Этот эффект достигается при испарении материалов с низкой теплоемкостью и высокой абсорбцией, таких как тонкая пластиковая пленка и неплавящиеся материалы, например, дерево, бумага и пенопласт.
Лазеры с ультракороткими импульсами позволяют применять эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и значительно нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не передавая энергию окружающему материалу в виде тепла.
Нет видимого теплового эффекта в пикосекундный Импульсная абляция материала, при этом не происходит плавления или образования заусенцев.
Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара выводит шлак из разреза.
Несколько параметров влияют на процесс лазерной резкиНекоторые из них зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие можно регулировать.
Степень поляризации
Степень поляризации указывает на процент преобразованного лазерного излучения.
Как правило, степень поляризации составляет около 90%, что достаточно для получения высококачественного реза.
Диаметр фокуса
Диаметр фокуса влияет на ширину разреза и может быть изменен путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса приводит к более узким разрезам.
Позиция фокуса
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.
Fi.4 Положение фокуса: внутренняя сторона, поверхность и верхняя сторона заготовки.
Мощность лазера
Сайт мощность лазера должны соответствовать типу обработки, типу материала и толщине.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.
Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Режим работы
Непрерывный режим в основном используется для резки стандартных контуров на металлах и пластмассах толщиной от миллиметров до сантиметров.
Для проплавления отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
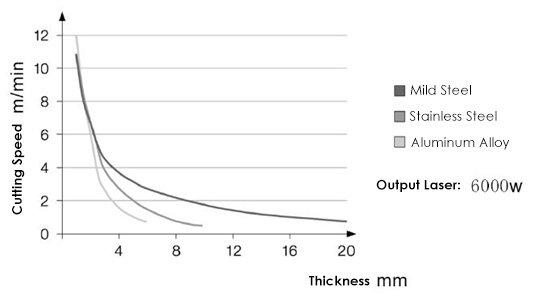
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатость и образование заусенцев.
Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет расход газа и форму воздушного потока, выходящего из сопла.
Чем толще материал, тем больше диаметр газовой струи, а значит, и диаметр отверстия сопла.
Чистота и давление газа
В качестве режущих газов обычно используются кислород и азот.
Чистота и давление газа влияют на эффективность резки.
При резке кислородным пламенем чистота газа должна составлять 99,95%.
Чем толще стальная пластинаЧем ниже требуемое давление газа, тем меньше оно будет.
При резке азотом чистота газа должна составлять 99,995% (в идеале 99,999%), что требует более высокого давления при плавке и резке более толстых стальных листов.
Технические параметры
На начальных этапах лазерной резки пользователь должен определить параметры обработки с помощью пробных операций.
Сегодня все параметры обработки хранятся в управляющем устройстве системы резки с соответствующими данными для каждого типа и толщины материала.
Технические параметры позволяют людям, которые не очень хорошо разбираются в технологии, беспрепятственно управлять оборудованием для лазерной резки.
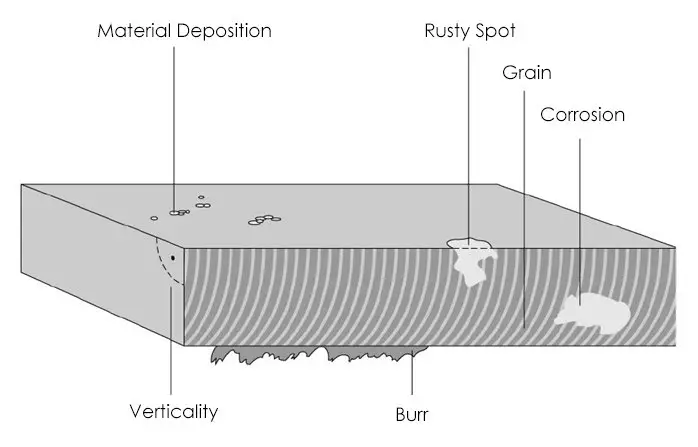
Суждение о качестве резки
Качество кромки лазерной резки определяется несколькими критериями.
Например, стандарт образования заусенцев, провисания и зернистости можно оценить невооруженным глазом.
Сайт прямолинейностьШероховатость, неровность и ширина разреза требуют измерения с помощью специальных инструментов.
Осаждение материала, коррозия, область термического воздействия и деформация также являются критическими факторами, которые необходимо учитывать при оценке качества лазерной резки.
Вы также можете посмотреть 9 стандартов для проверки качества лазерной резки.
Рис.7 Хорошая резка, плохая резка
Широкий проспект
Непрерывный успех лазерной резки не имеет аналогов среди других технологий, и эта тенденция сохраняется и сегодня. В будущем Применение лазерной резки будет становиться все более перспективным.