Безупречная газовая резка с ЧПУ для толстых листов
Как производители могут обеспечить безупречную резку сверхтолстых стальных листов? В этой статье рассматривается критически важный процесс пламенной резки с ЧПУ, освещаются проблемы, такие как возможные дефекты резки и потери материала, а также предлагаются решения по оптимизации подачи газа, опорных рам и программ резки. Разобравшись в этих тонкостях, читатели получат ценные сведения о достижении точных и эффективных резов, обеспечивающих высококачественные результаты в крупномасштабном производстве.
С появлением крупногабаритного оборудования и увеличением использования стали вместо литых материалов, сверхтолстые пластины становятся все более распространенными в производстве оборудования.
Огневая резка - это начальный этап изготовления и обработки конструкционных элементов.
Учитывая необратимый характер пламенной резки, процесс пламенной резки с ЧПУ для сверхтолстых листов стал важнейшей технологией для крупных производителей оборудования.
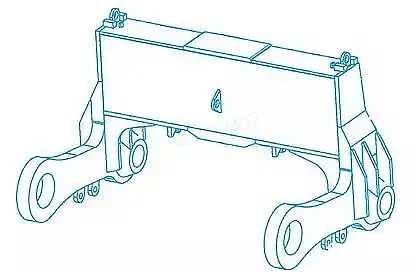
Рисунок 1
1. Характеристики газовой резки сверхтолстого листа
Кислород и ацетилен для резки сверхтолстых листов
Для резки сверхтолстых листовых деталей требуется большое количество кислорода и ацетилена, поскольку такие детали обычно имеют большие размеры. Для обеспечения бесперебойного и эффективного процесса резки очень важно иметь непрерывную и стабильную подачу этих газов.
Большой размер и вес сверхтолстых пластин
Например, плита толщиной 220 мм x 2200 мм x 8000 мм весит около 30 тонн. Кроме того, вес отдельных деталей может быть весьма значительным, например, верхний шатун № 9 стальная пластинанапример, весом более 4 тонн (см. рис. 1).
Риск возникновения дефектов при резке
Сверхтолстые пластины более склонны к дефектам резки, таким как непроницаемый рез, по сравнению с обычными пластинами.
Потери лома крупных материалов
Значительные потери материала в процессе обработки кромок сверхтолстых листов затрудняют повторное использование обрезанных кромок.
Искажение при резке
Тепло, выделяемое в процессе резки, может вызвать деформацию стального листа и привести к отклонению от требуемых размеров. Кроме того, внезапное отскакивание листа под действием высокой нагрузки может привести к нарушению техники безопасности. Чтобы предотвратить эти проблемы с качеством и безопасностью, необходимо учитывать деформацию при резке при разработке процесса резки.
2. Ультра-толстый резка пластин секция подвержена дефектам качества
(1) Дефекты резки верхней кромки
Верхний край разреза разрушается или опускается в виде расплавленных струн, в результате чего закругленные углы разрушаются из-за слишком быстрого расплавления верхнего края разреза.
Возможные причины:
Толстый огнеупорный налет на поверхности стали;
Медленная резка скорость и чрезмерное пламя предварительного нагрева;
Неправильная высота между режущая насадка и заготовкой, большой размер режущего сопла и избыток кислорода в пламени.
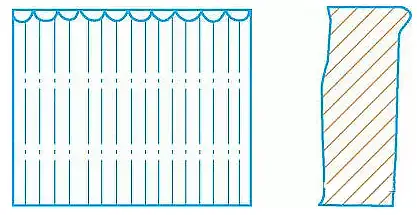
Как показано на рисунке 2.
Рисунок 2
(2) Плохая плоскостность поверхности резания
① Под краем разреза имеется вогнутый дефект (см. рис. 3). Кроме того, верхний край имеет различную степень разрушения при плавлении.
Это может быть связано с высоким давлением режущего кислорода или чрезмерной высотой между режущим соплом и заготовкой, а также с засорением режущего сопла, вызывающим ветровые помехи.
② Режущая часть имеет чрезмерную шероховатость.
Это может быть связано с чрезмерной скоростью резки или примесями в стальном листе, которые влияют на его формирование.
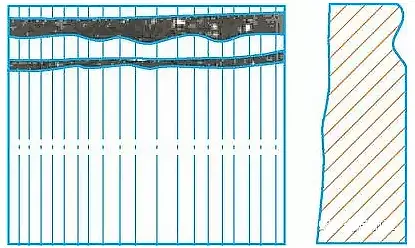
Как показано на рисунке 3.
Рисунок 3
(3) Плохая вертикальность
① Ширина шва разреза меняется, становясь узкой в верхней части и широкой в нижней, или наоборот, из-за быстрого или медленная резка скорость, засорение режущего сопла, мешающее линии ветра, а также недостаточное или избыточное количество кислорода для резки, что приводит к недостаточному или чрезмерному сжиганию металла.
② Резак создает косой угол, не перпендикулярный поверхности заготовки, или линия ветра неправильная.
(4) Дефекты резки нижнего края
① Возле нижнего края имеется углубление, а нижний край расплавляется в закругленные углы из-за высокой скорости резки, засорения или повреждения режущего сопла, а также засорения или повреждения воздушной линии.
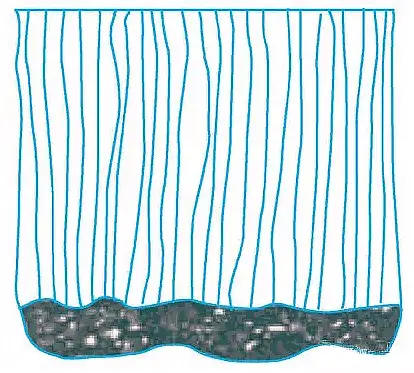
② Удаление шлака на поверхности реза или нижней кромке затруднено из-за таких факторов, как высокая или низкая скорость резки, маленький режущий мундштук, низкое давление режущего кислорода, избыток газа в пламени предварительного нагрева, корродированная или загрязненная поверхность стального листа, чрезмерная высота между режущим мундштуком и заготовкой, а также сильное пламя предварительного нагрева. Кроме того, высокое содержание сплава может привести к образованию шлака на поперечном сечении и нижней кромке (см. рис. 4).
Рисунок 4
(5) Трещины
Микротрещины появляются на участке резания или в зоне термического влияния из-за высокого содержания углерода в стальном листе, что приводит к высокой чувствительности к трещинам, в сочетании с отсутствием надлежащих мер по предварительному нагреву и медленному охлаждению.
(6) Деформация
Локальный нагрев стального листа во время резки вызывает деформацию сдвига материала, что приводит к отклонению размеров вырезанных деталей и ухудшает их качество.
Как показано на рисунке 5.
Рисунок 5
3. Процесс резки
(1) Система подачи газа для резки
Для поддержания постоянной и надежной подачи кислорода и ацетилена можно использовать несколько газовых баллонов параллельно. Это обеспечит стабильный и бесперебойный поток ацетиленового газа.
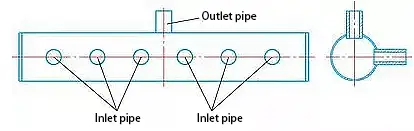
Параллельный пакет подачи газа может быть создан, как показано на рисунке 6. В качестве воздушного мешка используется стальная труба диаметром φ100 мм, оба конца которой надежно приварены стальными пластинами.
В стальной трубе просверливаются шесть впускных и одна выпускная труба, при этом необходимо следить за правильностью качество сварки и избегайте утечек из подушек безопасности.
На каждом входе и выходе воздуха должен быть установлен газонепроницаемый шаровой кран и соединительное устройство.
Рисунок 6
(2) Опорная рама для резки
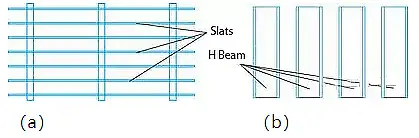
Из-за большого размера и веса толстой плиты, максимальный вес которой составляет 30 тонн, а также значительного размера и веса отдельных деталей, максимальный вес которых составляет 4 тонны, оригинальная опорная рама станка для резки с ЧПУ не может соответствовать требованиям резки, поскольку она не обеспечивает достаточной поддержки планок (как показано на рисунке 7a).
Чтобы обеспечить стабильную поддержку рамы, необходимо внести изменения в опорную раму. После тщательного анализа, исследований и обсуждений было решено использовать отходы Н-образной стали в качестве опорной рамы из толстых листов.
(A) Опорная рама до преобразования
(B) Опорная рама после преобразования
Рисунок 7
(3) Оптимизация программы резки
Вначале представлена обработка точек вывода.
Самой большой проблемой при резке сверхтолстых плат (до 220 мм) является обеспечение качественного реза, особенно позиционирование точек ввода и вывода деталей, что часто приводит к дефектам резки.
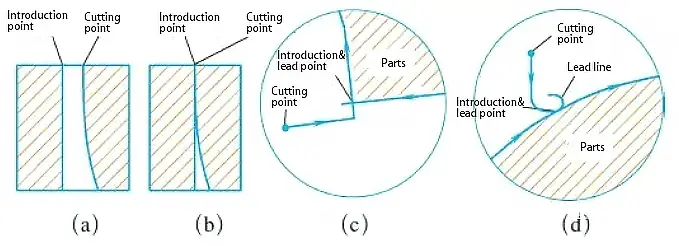
Как показано на рисунках 8a и 8b, места разреза толстых пластин часто расположены не вертикально.
Когда точка резания совпадает с точкой ввода, если линия резания повернется в этот момент, корень не будет срезан, что приведет к дефектам из-за разрушения от веса деталей.
Для предотвращения возникновения таких дефектов эффективным решением может стать оптимизация подвода и отвода в процессе резки.
Рисунок 8
Во-вторых, если не уделить должного внимания направлению в процессе резки, это может привести к деформации деталей. Это происходит потому, что сила расширения будет выталкивать деталь, что приведет к несоответствию размеров детали и программы.
Чтобы решить эту проблему, наш анализ показывает, что когда режущая сталь пластины, легкий вес приводит к низкому давлению и минимальному трению с опорной рамой, в результате чего деталь отталкивается под действием силы расширения. С другой стороны, тяжелый вес создает высокое давление и значительное трение с опорной рамой, препятствуя ее отталкиванию под действием силы расширения.
Это важно учитывать при написании программы. В процессе резки деталь должна быть максимально связана с тяжелой деталью.
В соответствии с этим принципом разгрузка, последовательность резки и направление резки верхнего шатуна показаны на рис. 9.
Рисунок 9
Наконец, оптимизация макета позволяет сэкономить больше средств за счет оптимизации размера.
При разработке программы можно выделить больше времени на оптимизацию макета. Лучше всего использовать все оставшиеся материалы, а для проверки размеров детали и создания программы после подтверждения ее точности можно объединить усилия нескольких человек.
Для резки более толстых деталей следует увеличить модель резака, количество режущих сопел и давление кислорода.
Давление кислорода и толщина режущей части, модель резака и параметры резки сверхтолстых листов должны выбираться на основе оборудования, опыта резки и прилагаемой таблицы.
Параметры оксиацетилена для сверхтонких листов Пламенная резка
Толщина
Диаметр режущего сопла
Давление кислорода
Давление ацетилена
Время разогрева
Скорость резки
Поток газа
мм
мм
Мпа
Мпа
s
мм/мин
л/мин
180
5
1.0-1.4
0.09-0.11
30-35
145-165
17-20
200
5
1.0-1.4
0.09-0.11
30-35
140-165
20-23
220
5
1.0-1.4
0.09-0.11
30-35
135-155
22-25
(4) Производительность резки
Когда стальной лист разрезается, это должно быть сделано правильно с первой попытки.
Начните с обрезания отброшенных углов стальной пластины, подгоняя воздух для резки линию и убедиться, что разрезанный участок не имеет ни одного из указанных дефектов.
Важно внимательно следить за процессом резки и быстро решать возникающие проблемы.
4. Выводы
При правильной подготовке и четко определенном процессе резки резка сверхтолстых плит неизменно приводит к успеху с одной попытки. Качество и внешний вид вырезанных изделий соответствуют требованиям технологического процесса, что приводит к производству квалифицированных деталей (как показано на рис. 10).
Рисунок 10
Налажен производственный процесс пламенной резки сверхтолстых стальных листов на действующем оборудовании, что создает техническую основу для выпуска аналогичной продукции.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как добиться безупречной резки на плазменных станках с ЧПУ? Ключевым моментом является владение параметрами резки. В этой статье мы рассмотрим такие важные аспекты, как ток резки, скорость,...
Вы когда-нибудь сталкивались с проблемой плазмореза, который просто не выдает дугу? Как опытный инженер-механик, я поделюсь с вами советами по устранению этой досадной проблемы. От напряжения...
Вы когда-нибудь задумывались, как производители добиваются точности и эффективности при резке нержавеющей стали? В этой статье мы рассмотрим шесть передовых методов резки нержавеющей стали, выделим их преимущества и приложения.....
Что обеспечивает идеальный рез при кислородной резке? Каждый фактор - от выбора газа для резки до точной высоты сопла - играет решающую роль. В этой статье мы рассмотрим...
Представьте, что вы удвоили эффективность резки при одновременном снижении затрат - звучит здорово, правда? В этой статье рассматривается оптимизация процессов плазменной резки с ЧПУ для повышения точности и производительности. От выбора правильной отправной точки до...
В чем секрет безупречных сварных швов и точных резов при газовой сварке и резке? Все сводится к пламени. В этой статье рассматриваются различные типы пламени, используемые...
Как машина может с легкостью разрезать прочный металл? Машины плазменной резки используют силу ионизированного газа при невероятно высоких температурах, чтобы разрезать металлы. В этой статье объясняется...
Вы задумываетесь о приобретении режущего станка из-за необходимости частого обслуживания и ремонта? Или вы участвуете в проекте, для которого требуется высокопроизводительное режущее устройство?...
Техническое обслуживание станка плазменной резки с ЧПУ обеспечивает оптимальную производительность и долговечность. В пыльной среде регулярная чистка, смазка и осмотр имеют решающее значение. В этой статье рассматриваются ежедневные, еженедельные, ежемесячные и ежеквартальные...