Вы когда-нибудь задумывались, как сталь превращается из тусклой, ржавой поверхности в блестящую, первозданную? Травление стали - ключевой процесс, стоящий за этой удивительной метаморфозой. В этой статье опытный инженер-механик раскрывает секреты травления стали, предлагая увлекательный взгляд на мир обработки поверхности металла. Откройте для себя научную основу этого процесса и его важнейшую роль в различных отраслях промышленности.
В последнее время департамент охраны окружающей среды строго контролирует предприятия по производству маринада, и некоторые оборудование и технологические установки, не отвечающие требованиям охраны окружающей среды, было приказано закрыть или снести для исправления ситуации.
Поэтому многие люди обеспокоены проблемами, связанными с маринованием.
I. Определение и классификация травления стали
1. Определение маринования
Кислоты химически удаляются из чешуек оксида железа при определенной концентрации, температуре и скорости, что называется травлением.
2. Классификация маринования
В зависимости от типа кислоты:
Сернокислотное травление
Солянокислотное травление
Травление азотной кислотой
Травление фтористоводородной кислотой
Маринование требует выбора различных сред в зависимости от тип стали. Например, углеродистая сталь травится серной и соляной кислотой, а нержавеющая - смесью азотной и фтористоводородной кислот.
Метод удаления накипи оксида железа, в том числе: Механические, химические и электрохимические методы.
Механический метод:
Полировка
Шлифование бочек
Мойка водой под высоким давлением
Щетка
Дробеструйная обработка
Пескоструйная обработка
Разрушение шкалы
Химический метод:
Химические вещества, такие как кислоты и щелочи, вступают в химическую реакцию с накипью на стальной поверхности, чтобы удалить ее.
Электрохимический метод:
При травлении постоянный ток подается на обе стороны стали, погруженной в кислотный раствор, через электрод, чтобы ускорить удаление окалины.
Ⅲ. Основная форма травления стали
В настоящее время в мире существует три основных метода травления стали:
Травление стали по одной детали (травление стали, травление одного рулона, травление одного пучка проволоки)
Непрерывное травление
Полунепрерывное маринование
Одиночное травление стали - самый примитивный и простой метод травления.
Его особенность заключается в том, что он не требует открытия катушки.
Целый моток проволоки или свободная катушка рулонная сталь маринуется, а затем поднимается в бассейн для промывки.
Из-за низкого качества травления, низкой эффективности производства и, особенно, загрязнения окружающей среды, от него активно избавляются.
Непрерывное травление - это высокопроизводительный, высококачественный и быстро развивающийся метод травления.
Он оснащен сварочным аппаратом и устройством шлейфа на блоке, благодаря чему технологическая секция не останавливается при смене катушки, что обеспечивает непрерывную работу устройства.
Но установка длинная, оборудование сложное, а инвестиции высокие.
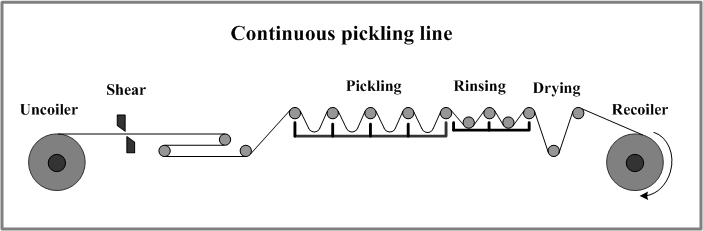
Существует два основных типа непрерывных травильных линий: непрерывные горизонтальные травильные установки и непрерывные башенные травильные установки.
Полунепрерывное травление является родственным однокомпонентному и непрерывному травлению.
Поскольку для его установки не требуется сварочный аппарат (или простой сварочный аппарат, например, швейная машина) и петлеобразователь большой емкости, необходимо останавливать машину при замене катушки.
Этот метод наиболее подходит для производства от 200 000 до 900 000 т/год.
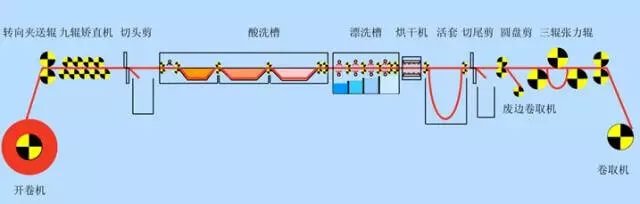
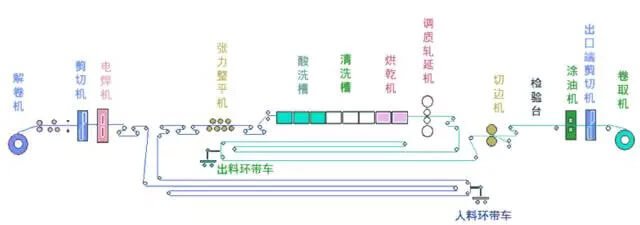
Рис.1 Схема производственной линии травильного агрегата "push-pull
Рис.2 Схема производственной линии полного непрерывного травильного агрегата
По мере повышения уровня жизни людей растет потребность в более чистой окружающей среде. Для удовлетворения этой потребности постоянно появляются новые технологии и производственные линии с высокой эффективностью, отсутствием загрязнения и хорошим качеством для удаления оксидов железа.
20 июля 2013 года, когда рулон без травления сошел с производственной линии стана горячей прокатки Taiyuan Iron and Steel Group, первая в Китае линия по обработке поверхности стальных рулонов без травления была официально запущена в производство.
В прошлом обработка поверхности стали рулоны необходимо было завершать травлением и промасливанием, что приводило к высоким производственным затратам, загрязнению окружающей среды и проблемам с утилизацией отходов.
Новая линия обработки без травления использует новую технологию обработки EPS, которая исключает процесс травления стальных рулонов, устраняет образование отходов, перерабатывает все среды и делает поверхность стальных рулонов более чистой и устойчивой к коррозии.
Патентная технология EPS разработана на основе технологии SCS. Основной принцип заключается в использовании специального устройства для обработки EPS в закрытом пространстве. На верхнюю и нижнюю поверхности стального листа распыляется рабочая среда EPS, представляющая собой смесь стальной крошки и воды, и под действием определенной силы распыления окись или окалина на поверхности стального листа удаляется без остатка.
Таким образом, поверхность стального листа можно сделать гладкой и чистой, что называется "зеленой" поверхностью.
Ⅳ. Принцип травления стали
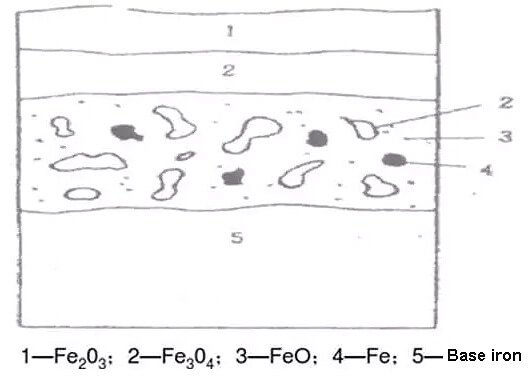
Травление - это процесс химического удаления окалины на поверхности металла, поэтому его также называют химическим травлением. Образовавшаяся на поверхности полосы окалина (Fe203, Fe304, Fe0) представляет собой щелочные оксиды, нерастворимые в воде. Когда металл погружают в раствор кислоты или распыляют на его поверхность раствор кислоты, эти основные оксиды претерпевают ряд химических изменений под действием кислот.
Рис.3 Структура накипи оксида железа
Окалина на поверхности углеродистой конструкционной или низколегированной стали рыхлая, пористая и с трещинами. Кроме того, окалина многократно изгибается, выпрямляется и перемещается вместе с полосой на травильном агрегате, что еще больше увеличивает и расширяет поры трещин.
Поэтому, пока кислотный раствор вступает в химическую реакцию с железной окисью, он также реагирует с основным железом стали через трещины и поры. Иными словами, в начале травления происходит три вида химических реакций между железной окисью, металлическим железом и кислотным раствором.
Накипь из оксида железа растворяется в результате химической реакции с кислотой (растворение).
Металлическое железо вступает в реакцию с кислотой, выделяя водород, и механически отслаивает накипь (эффект механического пилинга).
Образующийся атомарный водород восстанавливает оксиды железа до оксидов железа, которые подвержены действию кислоты, а затем удаляются действием кислоты (восстановление).
Ⅴ. Солянокислотное травление по сравнению с сернокислотным травлением
Соляная кислота является наиболее широко используемой травильной средой, причем в реальном производстве ее доля превышает долю серной кислоты.
Соляная кислота растворяет все чешуйки без образования травильных остатков и практически не разъедает основной металл, в результате чего после травления остается гладкая и серебристая поверхность.
Этот метод имеет такие преимущества, как хорошее качество продукта, высокая производительность, меньшие потери металлов и кислот и низкая стоимость.
Потери железа при травлении соляной кислотой на 20% ниже, чем при травлении серной кислотой, и составляют от 0,4% до 0,5% по сравнению с 0,6% до 0,7% при травлении серной кислотой.
Кроме того, солянокислотное травление происходит в 2 раза быстрее, чем сернокислотное.
В последние годы солянокислотное травление получило широкое распространение благодаря развитию технологии регенерации кислоты, позволяющей восстанавливать и перерабатывать отработанную соляную кислоту.
VI. Формула для удаления ржавчины при травлении железа и стали
1. Раствор для удаления ржавчины из чугуна, литой стали
Промышленная серная кислота (относительная плотность 1,84): 75~100 г/л
Столовая соль: 200~500 г/л
Ингибитор коррозии KC: 3~5 г/л
Промышленная соляная кислота (относительная плотность 1,18): 110~150 г/л
Температура травления: 20~60°C
Время маринования: 5~10 минут
Средство для удаления ржавчины при температуре окружающей среды быстро очищает железные поверхности от ржавчины и окисления, а также обладает обезжиривающими свойствами. Его состав и условия эксплуатации следующие:
Промышленная серная кислота (относительная плотность 1,84): 150~200 г/л
Примечание: Поваренная соль контролирует коррозионное действие H2SO4 на углеродистую сталь, хромистую сталь и хромоникелевую сталь, а также действует как ингибитор пыли.
Чтобы предотвратить появление кислотного тумана, добавьте подавитель тумана 10%.
Средство для удаления ржавчины действует быстро, при комнатной температуре удаление ржавчины занимает не более 10 минут. Благодаря ингибитору пыли и золы поверхность металла остается чистой и после травления приобретает серо-белый цвет.
Нефтеперерабатывающий завод, имеющий дело со стальными трубами длиной 200 м, Φ200 мм~300 мм, облицованными резиной, сначала провел удаление ржавчины внутри труб с помощью этого средства, которое оказалось очень эффективным. Все резиновые футеровки прошли проверку.
2. Раствор для удаления ржавчины из водоохладителя из углеродистой стали
Перед нанесением антикоррозийного покрытия на водоохладитель из углеродистой стали его необходимо травить для удаления ржавчины. Состав моющего раствора следующий (массовая доля):
Промышленная соляная кислота: 48.6~64.6%
Промышленная вода: 51.4~35.4% (содержание 30%)
Гексаметилентетрамин: 0,3% раствора кислоты
Процесс маринования: Травите при комнатной температуре в течение 30~60 минут, затем промойте водой до нейтрального состояния. Наконец, выполните фосфатирование или пассивацию. Эта формула широко используется в стране для удаления ржавчины в теплообменниках с водяным охлаждением, с хорошими результатами покрытия.
3. Большой раствор для удаления ржавчины из оксидов железа и стали
Промышленная соляная кислота (30%): 350 г/л
Анилин: 0,3 г/л
Гексаметилентетрамин: 0,8 г/л
Вода: Остаток
Уксусная кислота: 0,8 г/л
Процесс удаления ржавчины: При температуре 30~50°C удалите ржавчину в течение 1 часа, затем промойте водой до значения pH 7. Наконец, используя 10% раствор нитрита натрия при температуре 30~40°C, пассивируйте в течение 30 минут для предотвращения ржавчины.
4. Раствор для удаления ржавчины из высоколегированной стали
Промышленная соляная кислота (30%): 12~28 г/л
Родин: 1~2 г/л
Азотная кислота (относительная плотность 1,33~1,38): 110~120 г/л
Вода: Остаток
Процесс удаления ржавчины: При температуре 40~50°C удаляйте ржавчину в течение 15~16 минут, затем промойте водой. Эта формула в основном подходит для удаления ржавчины с высоколегированных сталей.
5. Раствор для удаления светлой ржавчины (массовая фракция)
Хромовый ангидрид: 15
Вода: 76,5
Фосфорная кислота: 8.5
Процесс маринования: Нагрейте раствор для удаления ржавчины до 85~95°C и травите в течение 2~3 минут, чтобы удалить ржавчину. Этот состав в основном подходит для удаления легкой ржавчины с прецизионных деталей, подшипников и т.п.
6. Удалитель ржавчины для точных приборов и деталей
Промышленная серная кислота (относительная плотность 1,84): 15 г/л
Хромовый ангидрид: 150 г/л
Вода: Остаток
Раствор для удаления ржавчины Условия эксплуатации: Температура удаления ржавчины 80~90°C, время удаления ржавчины 10~20 минут.
7. Раствор для обезжиривания, удаления ржавчины, фосфатирования и пассивации железа и стали
С развитием промышленности появились многофункциональные средства для удаления ржавчины "два в одном" - удаление масла и ржавчины, "три в одном" - удаление масла, ржавчины, фосфатирование или пассивация.
Процесс удаления ржавчины: Удаление ржавчины травлением при комнатной температуре в течение 2~10 минут, затем промыть водой до нейтрального состояния и, наконец, провести профилактику ржавчины.
Этот раствор обладает сильной способностью предотвращать ржавчину, но время предотвращения ржавчины относительно короткое, поэтому он подходит для предотвращения ржавчины между процессами.
Раствор "три в одном" для обезжиривания, удаления ржавчины и пассивирования (или фосфатирования) подходит для обработки металлического оборудования перед покраской, тем самым достигая цели обезжиривания, удаления ржавчины и пассивирования (или фосфатирования). Однако он не подходит при наличии большого количества окалины и сильных пятен ржавчины.
Обезжиривающий, удаляющий ржавчину и пассивирующий состав "Три в одном":
Оксалиновая кислота: 150 г/л
Эмульгатор: 10 г/л
Тиомочевина: 10 г/л
Вода: Остаток
Рабочие условия: температура удаления ржавчины 85°C, время удаления ржавчины 2~2 минуты.
Состав для обезжиривания, удаления ржавчины и фосфатирования "Три в одном":
Фосфорная кислота: 50~300 г/л
Раствор кремнийорганической кислоты M-P: 0,1 г/л
Тиомочевина: 3~5 г/л
Вода: Остаток
Условия работы - температура 85°C и время 2~3 минуты.
Состав раствора для обезжиривания, удаления ржавчины, фосфатирования и пассивации "четыре в одном" приведен в следующей таблице.
Формула "четыре в одном" / (г/л)
Температура удаления ржавчины/°C
Время удаления ржавчины/мин
Название материала
1#
2#
1#
2#
1#
2#
Фосфорная кислота (содержание 80%)
110~180
110
50~60
55~65
25
5~15
Оксид цинка
30~50
25
Нитрат цинка
150~170
150
Хлорид магния
15~30
3
Тартрат калия
0.2~0.4
5
Молибдат аммония
0.8~1.2
1
Додецилсульфат натрия
20~40
30
Фосфат марганца
/
10
Дихромат калия
/
0.2~0.3
Вода
Остаток
Остаток
Для примера возьмем формулу 2#. Насыпьте определенное количество оксида цинка в емкость и превратите его в пасту с помощью дистиллированной воды. Помешивая, добавьте фосфорную кислоту, пока она не растворится в прозрачном дигидрогенфосфате цинка. Разбавьте дистиллированной водой до 2/3 от общего объема, затем добавьте рассчитанное количество нитрата цинка, хлорида магния, фосфорной кислоты, винной кислоты и дихромата калия. После перемешивания добавьте раствор молибдата аммония, который был растворен в небольшой емкости двумя порциями, и равномерно перемешайте. Наконец, добавьте 601 чистящее средство и разбавьте до общего объема.
Чистящее средство 601 представляет собой анионное поверхностно-активное вещество, которое обладает хорошей проницаемостью и смачиваемостью, легко растворяется в воде, кислотоустойчиво, термостойко и не вступает в реакцию с ионами металлов, поэтому оно очень стабильно в растворителе и используется для удаления масла. Процесс фосфатирования "четыре в одном" аналогичен общему принципу фосфатирования. Удаление масла и ржавчины происходит одновременно, фосфорная кислота оказывает смачивающее действие на железо, образуя плотную фосфатирующую пленку на поверхности стали. Молибдат аммония и дихромат калия выступают в качестве пассиваторов.
Свободная кислотность лечебного раствора "четыре в одном" составляет 17~25 пунктов, общая кислотность - 170~220 пунктов, а отношение свободной кислотности к общей кислотности - (1:7)~(1:10).
Используйте 0,1 ммоль/л стандартного раствора NaOH для титрования 10 мл фосфатирующего раствора. Если в качестве индикатора используется фенолфталеин, то миллилитры израсходованного NaOH - это "точечное" число общей кислотности. Если в качестве индикатора используется метиловый оранжевый, миллилитры израсходованного NaOH - это "точечное" число свободной кислотности.
Стальные детали с золотыми и радужными цветами могут быть обработаны напрямую. Если загрязнение нефтью серьезное, можно добавить эмульгатор OP для повышения способности к дезактивации. Стальные детали с синими оксидными чешуйками не могут быть обработаны этим методом, потому что оксидная чешуйка слишком толстая. Количество окалины, которую может растворить данный метод, составляет 7~10 г/м².
На поверхности стальных деталей, обработанных "четыре в одном", образуется тонкая пленка нерастворимых фосфатов таких металлов, как цинк, железо и магний. Эта пленка обладает защитными свойствами и может адсорбировать краску, что улучшает адгезию лакокрасочной пленки и повышает защитные свойства.
Далее я представлю еще две формулы растворов "четыре в одном" для обезжиривания, удаления ржавчины, фосфатирования и пассивации, которые подходят для удаления оксидных чешуек.
Процесс создания первой формулы сложнее, чем других формул. Он состоит из двух этапов. Первый этап - удаление масла и ржавчины (оксидного налета) (см. таблицу 1 для формулы); второй этап - фосфатирование и пассивация (см. таблицу 2 для формулы). Следует отметить, что после удаления масла и ржавчины необходимо сначала промыть водой. После того как вода станет нейтральной, можно приступать к фосфатированию и пассивации.
Таблица 1 Формула для удаления масла и ржавчины (оксидного налета)
Формула для удаления масла и ржавчины
Условия работы с раствором для удаления масла и ржавчины
Ингредиент
Содержание
Температура удаления ржавчины /°C
Время удаления ржавчины /мин
Промышленная серная кислота (относительная плотность 1,84)
60~65 мл/л
75~85
5~20
Тиомочевина
5~7 г/л
Додецилбензолсульфонат натрия
20~50 мл/л
Вода
Остаток
Примечание: Количество серной кислоты может быть увеличено, если оксидный налет толстый.
Таблица 2 Формула раствора для фосфатирования и пассивации
Формула фосфатирования и пассивации
Условия работы при фосфатировании и пассивации
Ингредиенты
Концентрация/(г/л)
Температура фосфатирования /°C
Время фосфатирования /мин
Фосфорная кислота
58
65~75
Оксид цинка
15
Нитрат цинка
200
Фосфат дигидрогена хрома (рассчитывается как дихромат калия)
Примечание: отношение свободной кислотности к общей кислотности: (1:12) ~ (1:18)
Параметры процесса фосфатирования: Используйте разбавление фосфатирующего раствора водой 1:1, время обработки - 15~30 минут, температура обработки - 10~60°C, общая кислотность - 200~250 пунктов.
Время высыхания: естественная сушка в течение 24 часов, или сушка при 120°C в течение 30~60 минут. Внешний вид фосфатирующей пленки темно-серый, пленка плотно кристаллизована, непрерывна и однородна; толщина фосфатирующей пленки 5~8 мкм; адгезия I класса; ударопрочность 500 Н-см; испытание на падение медного купороса >150S; испытание на замачивание в растворе хлорида натрия >8 ч; предотвращение ржавчины в помещении (T20°C RH86%) >60 дней.
8. Кислотная паста для маринования
Кислотная травильная паста может использоваться для удаления ржавчины. Рекомендуемая толщина нанесения - 1~2 мм, количество - 2~3 кг/м², общее время удаления ржавчины - 60 минут. После удаления ржавчины промойте водой.
В завершение протрите насухо смесью уксусной кислоты и раствора аммиака, чтобы предотвратить появление ржавчины. Формула кислотной травильной пасты выглядит следующим образом (пожалуйста, приведите таблицу):
Таблица 3 Формула кислотной пасты для предотвращения ржавчины
На 300 г /g
На 300 г /g
Промышленная соляная кислота (концентрация 30%)
4.3
1.2
1%
Фосфорная кислота (относительная плотность 17)
18.6
0.2
/
Промышленная серная кислота (относительная плотность 1,84)
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем инженерам-механикам и специалистам по производству! Вы боретесь с досадными дефектами анодирования на своих алюминиевых изделиях? Не останавливайтесь на достигнутом! В этой статье мы подробно рассмотрим...
Вы когда-нибудь задумывались, почему одни материалы легко гнутся, а другие остаются жесткими? Этот блог погружается в увлекательный мир модуля упругости и жесткости, раскрывая их важнейшую роль в инженерном деле. По...
Вы когда-нибудь задумывались, из чего состоит идеальный круг? В мире машиностроения округлость - важнейшее понятие, влияющее на производительность и долговечность вращающихся компонентов. Это...
В современном быстро меняющемся мире производства эффективное удаление заусенцев имеет решающее значение. При наличии множества доступных методов выбор правильного может оказаться непростой задачей. В этой статье мы рассмотрим различные методы снятия заусенцев, от...
Вы когда-нибудь задумывались о том, что помогает миру вращаться равномерно? Невоспетые герои за кулисами - это подшипники. Эти маленькие, но могучие компоненты играют решающую роль в снижении трения...
Шестерни - это невоспетые герои механического мира, которые тихо работают за кулисами, обеспечивая бесперебойную работу машин. Но задумывались ли вы когда-нибудь, из каких материалов изготовлены эти важнейшие компоненты...
В этой статье рассматриваются 5 ведущих производителей градирен, формирующих наш мир. Узнайте, как эти компании внедряют инновации, чтобы обеспечить бесперебойную и эффективную работу промышленности. Приготовьтесь раскрыть секреты...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную и безопасную работу наших газовых систем? В этой статье мы исследуем ведущих производителей газовых регуляторов, раскрывая их инновации и вклад в развитие отрасли.....
Вы когда-нибудь задумывались, почему соединение медных и алюминиевых проводов является проблематичным? В этой статье рассказывается о рисках, связанных с соединением этих двух металлов из-за их различных электрохимических свойств, которые могут привести...